触摸屏多段速操作流程
PLC、触摸屏和变频器综合应用技术:变频器多段速控制

0
1
1
1
P1007
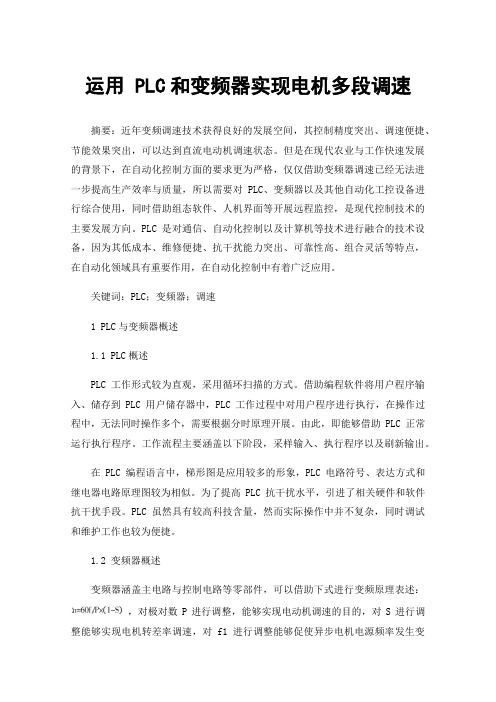
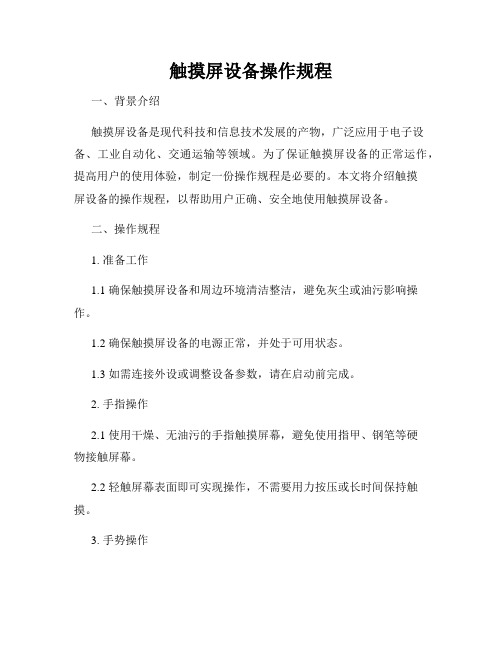
用DIN1、DIN2、DIN3、DIN4四个输入端来选择15段频率。
DIN4 (P0704)
DIN3 (P0703)
DIN2 (P0702)
DIN1 (P0701)
运行频率
1
0
0
0
P1008
1
0
0
0
P1009
1
0
1
0
P1010
1
0
1
1
P1011
1
1
0
0
P1012
1
1
0
1
P1013
变频器多段速控制2
任务导入
利用MM440变频器实现电动机三段速频率运转。其中,DIN3端 口设为电动机起停控制,DIN1和DIN2端口设为三段速频率输入选择, 三段速度设置如下:
第一段:输出频率为15Hz,电动机转速为429r/min; 第二段:输出频率为35Hz,电动机转速为1001r/min; 第三段:输出频率为50Hz,电动机转速为1430r/min。
1)参数复位
参数号 P0010 P0970
参数描述 调试参数过滤器
设置 30 1
2)设置电动机参数 为了使电动机与变频器相匹配,需要设置电动机参数。
参数号 P0010 P0100 P0304 P0305 P0307 P0310 P0311 P3900
出厂值 0 0 230 3.25 0.75 50 0
设置值 1 0 380 0.2 0.04 50 1430 1
说明 快速调试 功率以KW表示,频率为50Hz 电动机额定电压(V) 电动机额定电流(A) 电动机额定功率(KW) 电动机额定频率(Hz) 电动机额定转速(r/min) 结束快速调试
触摸屏教程

触摸屏教程
触摸屏是一种常见的输入设备,它可以通过触摸屏上的触摸点来进行操作。
本教程将介绍如何正确使用触摸屏。
第一步是确保触摸屏干净。
使用干净的柔软布料来轻轻擦拭触摸屏表面,以去除任何灰尘或污垢。
接下来,必须正确地触摸屏。
用您的手指或专门设计用于触摸屏的笔轻轻触碰触摸屏的表面,不要用力按下。
触摸屏会根据您的触摸位置来识别并响应。
当您触摸屏时,可以进行不同的操作。
单击操作是指快速触摸触摸屏,然后立即松开手指。
这是最常见的操作,用于选择应用程序、文件或链接。
双击操作是指快速两次单击触摸屏,通常用于打开文件或应用程序。
长按操作是指在触摸屏上长时间按住,并在弹出的菜单中选择相应的选项。
除了单击、双击和长按之外,还有一些手势可以在触摸屏上执行特定的操作。
例如,可以使用滑动手势来滚动屏幕或浏览网页。
只需用手指划过触摸屏即可。
捏合手势是指用两个手指同时点击屏幕,并将它们靠拢或分开来放大或缩小屏幕上的内容。
最后,当使用触摸屏时,需要确保屏幕保持干净,并避免使用有损坏的手指或尖锐物品触摸屏。
同时,也不要在触摸屏上施加过大的压力,以免造成损坏。
通过本教程,您应该已经了解如何正确地使用触摸屏了。
现在您可以开始尝试在各种设备上使用触摸屏进行操作了。
关于PLC教学中传送带多段速控制的教学设计与实施

关于PLC教学中传送带多段速控制的教学设计与实施发布时间:2021-12-27T02:06:40.515Z 来源:《文化时代》2021年第4期作者:胡芳[导读] 摘要:本文探讨了利用YL-235A型光机电一体化实训装置(松下)进行PLC教学时,对项目四任务二(YL-235A变频器多段速控制与调试)课题如何进行教学设计以及实施胡芳无锡机电高等职业技术学校江苏无锡 214028摘要:本文探讨了利用YL-235A型光机电一体化实训装置(松下)进行PLC教学时,对项目四任务二(YL-235A变频器多段速控制与调试)课题如何进行教学设计以及实施关键词:YL-235A;松下变频器;PLC编程多段速控制;教学设计;演示法;学案教学法 PLC编程,是自动化专业的一门非常重要的实训课程,如果是利用的亚龙YL-235A型光机电一体化实训装置进行教学的话,那么可以教给学生的知识就非常多。
亚龙YL-235A型光机电一体化实训装置是由铝合金导轨式实训台、典型机电一体化设备的机械部件、PLC模块单元、触摸屏模块单元、变频器模块单元、按钮模块单元、电源模块单元、模拟生产设备实训模块、接线端子排和各种传感器等组成。
设备整体结构采用开放式和可拆装式,可根据教学要求选择。
设备电气模块采用标准结构和抽屉式模块放置架,互换性强,有电源模块、按钮模块、PLC模块和变频器模块。
在PLC教学中,如果课时比较少,少于4周可以仅使用设备电气模块中的电源、按钮和PLC模块。
而如果课时比较多,且要求比较高的时候,还需要使用变频器模块以及模拟生产设备实训模块等。
项目四传动带的PLC控制就属于高要求的任务,需要使用设备中的传送带以及变频器,对该项目如何能教好,就需要进行认真的教学设计,并妥善实施。
整个项目四共分为三个任务,任务一YL-235A传送带的工件传送控制与调试;任务二YL-235A变频器多段速控制与调试以及任务三YL-235A工件材质分拣控制。
编写多段速运行控制的触摸屏程序

项目二 电气控制技术的认知
任务三 编写多段速运行控制的触摸屏程序
任务三 编写多段速运行控制的触摸屏程序
工作任务:
1.检测器件并安装固定; 2.完成控制电路的接线; 3.设置变频器参数; 4.编写PLC程序、触摸屏程序; 5.调试控制电路。
控制电路实物图
项目二 任务三
任务三 编写多段速运行控制的触摸屏程序
任务三 编写多段速运行控制的触摸屏程序
相关知识:
一、西门子触摸屏
项目二 任务三
任务三 编写多段速运行控制的触摸屏程序
相关知识:
二、触摸屏编程软件的使用
1.打开编程软件界面 触摸屏组态软件安装后,在电
脑桌面出现图标。双击该图标即 可打开触摸屏编程软件SIMATIC WinCC flexible 2008
项目二 任务三
Transfer Start
Control Panel
Ethernet
Op
Screensave
Password
Transter SoundSettinggs
HMI设备控制面板
任务三 编写多段速运行控制的触摸屏程序
相关知识:
二、触摸屏编程软件的使用
5.工程下载 (1)触摸屏IP设置
触摸屏IP地址设置
项目二 任务三
电脑IP地址设置
任务三 编写多段速运行控制的触摸屏程序
相关知识:
二、触摸屏编程软件的使用
5.工程下载 (2)工程下载
项目二 任务三
任务三 编写多段速运行控制的触摸屏程序
相关知识:
三、触摸屏画面制作基础
1.按钮制作
设置常规、属性、动画及事件: (1)常规:文本内容,如启动按钮; (2)属性:外观,如前(后)景色; (3)动画:动画外观、启用对象等; (4)事件:可设置单击、按下、释放、激活、 取消激活、更改等。
触摸屏操作手册

触摸屏操作手册一、简介触摸屏是一种常见的人机交互设备,通过触摸屏可以直接通过手指或者特定的工具来进行操作和控制。
本操作手册旨在向用户介绍触摸屏的使用方法和注意事项,以便更好地实现各种功能。
二、基本操作1. 点击:在触摸屏上轻触一下,表示点击操作。
点击可以选择菜单、打开应用程序或者进行其他各种操作。
2. 滑动:用手指在触摸屏上滑动,可以进行滚动、拖动或者翻页的操作。
滑动可以实现页面切换、查看长文本内容等功能。
3. 放大缩小:用两个手指并拢或张开,在触摸屏上进行放大或缩小的操作。
放大缩小可以用于查看图片、网页或者进行地图缩放等。
三、多点触控触摸屏支持多点触控,利用多个手指可以实现更多的操作功能。
1. 双指缩放:用两个手指并拢或张开进行放大或缩小的操作,与基本操作中的放大缩小类似。
2. 旋转:用两个手指在触摸屏上进行旋转的操作,可以调整图片、地图等的旋转角度。
3. 拖拽:用两个手指并拖动可以移动物体或者改变物体的位置。
拖拽可以用于拖动文件、调整窗口大小等操作。
4. 其他:根据触摸屏设备的不同,还可以支持更多的多点触控操作,比如双击、按住移动等。
四、手势操作触摸屏还支持各种手势操作,通过特定的手指动作可以触发不同的功能。
1. 上滑/下滑:用手指从屏幕底部向上或向下滑动,可以打开或关闭通知栏、展开或收起菜单等。
2. 左滑/右滑:用手指从屏幕左边向右或向左滑动,可以进行页面切换、查看上一张照片等操作。
3. 双击:用手指快速点击屏幕两次,可以进行快速放大或缩小、双击打开应用程序等操作。
4. 长按:用手指在屏幕上长时间按住不动,可以弹出操作菜单、选择文本等功能。
五、注意事项1. 确保手指干净和屏幕无油污,这可以增加触摸屏的灵敏度和精确度。
2. 避免用力按压触摸屏,轻触即可触发操作。
3. 不要使用尖锐物体或者过于粗糙的物体来触摸屏,以免刮伤或损坏屏幕。
4. 避免长时间不动触摸屏,以免屏幕长时间亮着造成能源消耗过多。
触摸屏的使用流程高清

触摸屏的使用流程高清1. 准备工作在使用触摸屏之前,需要进行准备工作,确保设备和触摸屏正常工作。
•确认设备的操作系统和触摸屏的兼容性。
•检查设备的连接口,确认可以连接触摸屏。
•清洁触摸屏表面,确保没有灰尘或污渍。
2. 连接触摸屏连接触摸屏是使用触摸屏的第一步,正确的连接可以确保设备能够正确识别触摸屏的输入信号。
1.查找触摸屏的连接接口。
通常触摸屏会提供USB或HDMI等接口。
2.使用合适的连接线将触摸屏连接到设备上。
注意插头的方向,确保连接稳固。
3.确认设备已经识别到触摸屏,可以在设备的设置中查找触摸屏的选项。
3. 调整触摸屏设置在使用触摸屏之前,需要根据个人需求对触摸屏进行一些基本设置。
1.打开设备的设置菜单,找到触摸屏设置选项。
2.根据个人喜好,调整触摸屏的灵敏度、滚动速度等设置。
3.确认设置生效后,关闭设置菜单。
4. 使用触摸屏操作设备触摸屏的主要作用是用手指或触摸笔来操作设备,可以进行点击、滑动等多种操作。
•点击操作:用手指轻触触摸屏上的目标位置,相当于鼠标左键点击。
•滑动操作:用手指在触摸屏上滑动,可以实现屏幕的滚动、页面的切换等操作。
•捏合操作:使用两个手指在触摸屏上同时做捏合动作,可以放大或缩小屏幕上的内容。
•手势操作:根据设备的支持情况,可以使用特定手势来实现特定功能,比如双击、长按等。
5. 触摸屏的常见问题及解决方法在使用触摸屏的过程中,可能会遇到一些问题,下面是一些常见的问题及解决方法。
•触摸屏无法正常工作:首先确认触摸屏是否连接正常,然后尝试重新启动设备。
•触摸屏反应迟缓:检查触摸屏的设置,调整灵敏度等参数,并清洁屏幕表面。
•触摸屏点击无效:确保手指干净、干燥,避免触摸屏表面有污渍或水珠。
•触摸屏乱点或误触:检查设备是否有反应速度设置,调整为合适的数值。
6. 触摸屏的维护与保养为了确保触摸屏的正常使用和延长使用寿命,需要进行适当的维护和保养。
•定期清洁触摸屏表面,用柔软的纤维布轻轻擦拭,避免使用含有酒精或溶剂的清洁剂。
运用PLC和变频器实现电机多段调速
运用 PLC和变频器实现电机多段调速摘要:近年变频调速技术获得良好的发展空间,其控制精度突出、调速便捷、节能效果突出,可以达到直流电动机调速状态。
但是在现代农业与工作快速发展的背景下,在自动化控制方面的要求更为严格,仅仅借助变频器调速已经无法进一步提高生产效率与质量,所以需要对PLC、变频器以及其他自动化工控设备进行综合使用,同时借助组态软件、人机界面等开展远程监控,是现代控制技术的主要发展方向。
PLC是对通信、自动化控制以及计算机等技术进行融合的技术设备,因为其低成本、维修便捷、抗干扰能力突出、可靠性高、组合灵活等特点,在自动化领域具有重要作用,在自动化控制中有着广泛应用。
关键词:PLC;变频器;调速1 PLC与变频器概述1.1 PLC概述PLC工作形式较为直观,采用循环扫描的方式。
借助编程软件将用户程序输入、储存到PLC用户储存器中,PLC工作过程中对用户程序进行执行,在操作过程中,无法同时操作多个,需要根据分时原理开展。
由此,即能够借助PLC正常运行执行程序。
工作流程主要涵盖以下阶段,采样输入、执行程序以及刷新输出。
在PLC编程语言中,梯形图是应用较多的形象,PLC电路符号、表达方式和继电器电路原理图较为相似。
为了提高PLC抗干扰水平,引进了相关硬件和软件抗干扰手段。
PLC虽然具有较高科技含量,然而实际操作中并不复杂,同时调试和维护工作也较为便捷。
1.2 变频器概述变频器涵盖主电路与控制电路等零部件,可以借助下式进行变频原理表述:,对极对数P进行调整,能够实现电动机调速的目的,对S进行调整能够实现电机转差率调速,对f1进行调整能够促使异步电机电源频率发生变化。
一般情况下,调整电源频率是调速的主要方法。
借助科学分析三相异步电机和相关等效电路,获得:E1=ΔU+U1,基于E1和f1较大的情况,定子漏阻抗会减少,可以不计算ΔU,即可以获得定子电压,因此。
借助相关推理公式与科学计算能够获得:U1/f1=常数,即可以借助控制U1对E1进行控制。
触摸屏操作

触摸屏操作主界面开机进入主界面主界面可进入运行界面、编程界面、配方数据界面、参数设置(具体界面下面介绍)一、编程操作注意:在编程操作、启动运行前都必须将机器回参。
由主界面点编程界面进入,如下图:编程前先回参,点击可选择轴的移动速度(分高、中、低三档,三档速度在速度设置里面可设置具体数值)1.1编程操作步骤1、选择当前配方号支持1-110号配方设置,一个配方支持199个点。
2、当前点号选择编程开始必须是第1个点。
3、点状态设置,点击后出现下拉点状态分为结束点(一个配方结束的标志,每个配方最后一个点必设置)、点焊点(即焊接点)、清洗点(清洗烙铁头的点,坐标要设置到清洗位置)、回参点(跑到回参点机器回参,回参后继续走下点)、拖焊起点(拖焊的开始点,下点必须设置拖焊终点)、拖焊终点(拖焊的结束点,上点必须是拖焊起点)。
4、点参数设置单点的参数有:送锡长度(即每个点送锡的长度)、预送锡长度(即焊接送锡之前的烙铁头沾锡操作,不用预送锡时设置为0即可)、上抬高度(焊接完后Z轴上抬的高度设置)、预热时间(烙铁头到位后给板预热的时间)、延时(点焊接好后固锡的时间,时间到后Z轴上抬)。
5、点坐标定位根据坐标操作按钮进行坐标定位,实时坐标轴显示。
6点保存:当以上操作完后点击点保存(即保存当前点的数据信息),点保存后点下一点(即让当前点到一下点,也可以点击当前点改变,切记不要跳点,要连点设置)7、配方参数设置及配方保存;配方参数即整个配方内每个点都相同的参数,回锡长度(此次设置值为送锡结束后回锡的长度,如不需回锡,设0即可)、清洗时间(对清洗点对应的参数,清洗时清洗气阀开启的时间)、X、Y拖锡速度(X、Y轴拖锡时运行速度,只在拖焊时有效)、锡丝速度(即出锡和回锡的速度)。
配方参数设好后点击保存(由于通讯数据量大,点保存后需等待几秒)1.2配方数据处理1.2.1矩阵编程界面点矩阵进入:矩阵是将配方中的单点或多个点生成一个阵列。
触摸屏操作手册
6.1.2 给定频率后,按下“变频运行”按钮后,会弹出如下画面, 如图6-2所示:
图6-2
如果按下“是”的红色按钮,变频器将按照既定的频率从0Hz开始升速运行,主画面上“变 频运行”红色指示灯闪烁;如果不想运行,请按下“否”的绿色按钮,触摸屏将回到主画 面状态。
4.3.6启动触摸屏上的“变频运行”按钮,如图4-14所示: 图4-14
此时就可以根据实际工况需要设定频率,在给定频率的方框内给定相 应频率,变频器会自动运行到相应的频率点,满足负荷需要;
4.3.7全部操作完成以后且系统处于稳定运行状态后,触摸屏显示如图415所示: 图4-15
手动工频运行
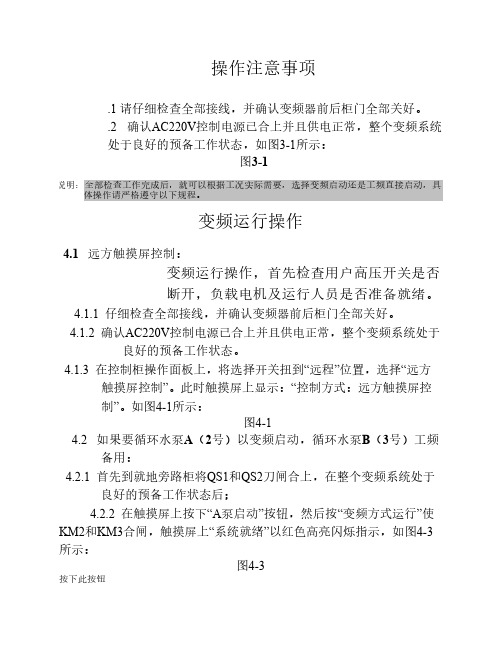
5.1 工频运行操作,首先检查用户高压开关是否断开,负载电机及运 行人员是否准备就绪。
然后按“A泵工频切变频”,然后按“回主画面”,此时主画面的“系统 等待”已自动变成“KM2合闸等待”,变频器经过5分钟自检后,合上KM2 此时给变频器充电过程,延时30s后,变频器自动运行起来,在变频器 运行5HZ时,KM1自动分断而KM3同时合上,此时变频器会自动跟踪检 测至“给定频率”(操作人员只需要按“A泵工频切变频”其他过程变频器自 动完成);
5.2 如果要A(2号)循环水泵工频启动,B(3号)循环水泵变 频备用
首先确定刀闸QS1和QS2在断开位置,然后按A泵控制, 按“工频方式运行”使KM1处于合闸状态,最后将用户高 压开关QF11合上,操作完成后,负载电机工频启动,触 摸屏上“A泵工频运行”以红色高亮闪烁指示,如图5-1所 示:
图5-1
5. 3 如果要B(3号)循环水泵工频启动,A(2号)循环水泵变 频备用
触摸屏的使用流程教学
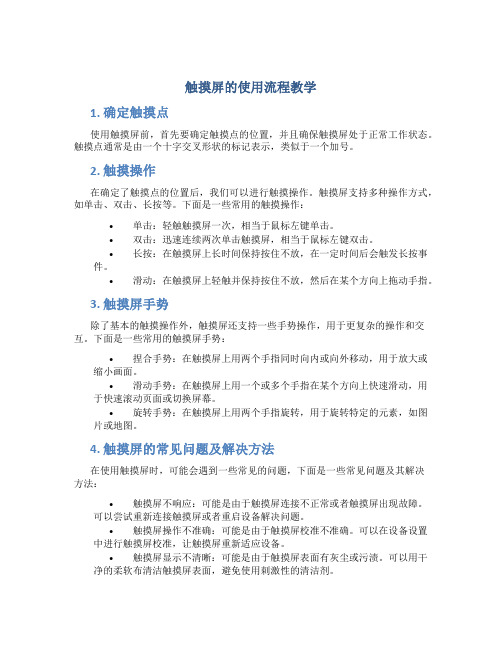
触摸屏的使用流程教学1. 确定触摸点使用触摸屏前,首先要确定触摸点的位置,并且确保触摸屏处于正常工作状态。
触摸点通常是由一个十字交叉形状的标记表示,类似于一个加号。
2. 触摸操作在确定了触摸点的位置后,我们可以进行触摸操作。
触摸屏支持多种操作方式,如单击、双击、长按等。
下面是一些常用的触摸操作:•单击:轻触触摸屏一次,相当于鼠标左键单击。
•双击:迅速连续两次单击触摸屏,相当于鼠标左键双击。
•长按:在触摸屏上长时间保持按住不放,在一定时间后会触发长按事件。
•滑动:在触摸屏上轻触并保持按住不放,然后在某个方向上拖动手指。
3. 触摸屏手势除了基本的触摸操作外,触摸屏还支持一些手势操作,用于更复杂的操作和交互。
下面是一些常用的触摸屏手势:•捏合手势:在触摸屏上用两个手指同时向内或向外移动,用于放大或缩小画面。
•滑动手势:在触摸屏上用一个或多个手指在某个方向上快速滑动,用于快速滚动页面或切换屏幕。
•旋转手势:在触摸屏上用两个手指旋转,用于旋转特定的元素,如图片或地图。
4. 触摸屏的常见问题及解决方法在使用触摸屏时,可能会遇到一些常见的问题,下面是一些常见问题及其解决方法:•触摸屏不响应:可能是由于触摸屏连接不正常或者触摸屏出现故障。
可以尝试重新连接触摸屏或者重启设备解决问题。
•触摸屏操作不准确:可能是由于触摸屏校准不准确。
可以在设备设置中进行触摸屏校准,让触摸屏重新适应设备。
•触摸屏显示不清晰:可能是由于触摸屏表面有灰尘或污渍。
可以用干净的柔软布清洁触摸屏表面,避免使用刺激性的清洁剂。
5. 注意事项在使用触摸屏时,还需要注意以下几点:•避免使用过大力量触碰屏幕,以免损坏触摸屏。
•注意手指的清洁,避免手指表面有水或油污,以免影响触摸屏的灵敏度。
•尽量避免触摸屏长时间暴露在阳光下,以免造成触摸屏老化或过热。
以上就是触摸屏的使用流程教学,通过以上步骤,您可以更好地掌握触摸屏的使用方法,并且能够解决一些常见的问题。
触摸屏多模式操作方法

触摸屏多模式操作方法
1. 单指操作:使用单个手指在屏幕上进行滑动、点击、长按等操作。
例如,使用单指滑动可以在屏幕上浏览网页或拖动应用程序图标。
2. 双指操作:使用两个手指在屏幕上进行操作。
例如,双指放大和缩小可以在图片或网页上进行放大和缩小操作。
双指滑动可以在屏幕上进行横向或纵向滚动操作。
3. 捏合手势操作:使用两个手指同时进行捏合或展开的操作。
例如,将两个手指放在屏幕上,然后向内捏合可以进行缩小操作,而向外展开可以进行放大操作。
4. 旋转手势操作:使用两个手指在屏幕上进行旋转操作。
例如,将两个手指放在屏幕上,然后旋转手指可以旋转图片或进行其他旋转操作。
5. 三指操作:使用三个手指在屏幕上进行操作。
例如,使用三指在屏幕上向上滑动可以快速打开任务管理器。
6. 四指或更多手指操作:使用四个或更多手指在屏幕上进行操作。
例如,使用四个手指向内捏合可以返回到桌面。
需要注意的是,具体的触摸屏多模式操作方法可能因设备、操作系统版本等因素而有所不同。
建议参考设备的使用手册或相关文档来了解具体的操作方法。
基于PLC的变频器多段速调速系统设计
陕西工业职业技术学院基于PLC的变频器多段速调速系统设计专业:机电一体化班级:机电1105班姓名:冯志超指导教师:司老师目录1 绪论 (1)2课题的背景 (1)背景分析....................................................................... 错误!未定义书签。
3 PLC 和变频器的介绍 (5)4 PLC 的结构及特点 (5)5 PLC 的工作原理 (7)6 PLC 的应用 (7)7 PLC 发展趋势 (8)8 PLC 控制变频器带电机多段速运行 (8)9变频器的介绍 (8)10变频器的控制方式 (9)11变频器的应用 (9)12 PLC 与变频器的组合 (10)13变频器和PLC 进行配合时所需注意的事项 (10)14变频调速系统 (11)15变频调速的基本控制方式 (11)16系统的控制要求................................................... 1错误!未定义书签。
17方案的确定........................................................... 1错误!未定义书签。
18 S7-200 PLC .............................................................. 错误!未定义书签。
19MicroMaster420 变频器 (13)20外部电路设计 (14)21 变频开环调速 (14)22.按项目控制要求设计PLC和变频器 (15)23 PLC程序设计 (15)24变频器参数设置 (16)25任务拓展 (17)26项目实现 (17)附录 (20)结论 (23)致谢 (24)参考文献 (25)绪论课题的背景最先制成电动机的人是德国的雅可比,在两个u 型电磁铁中间,装一六臂轮,每臂带两根棒型磁铁。
小车多段速实验

第七章运动小车的多段速控制实验7.1 实验目的设计小车的多段速控制系统。
7.2 实验内容利用触摸屏,PLC实现小车的步进、自动控制。
7.3 实验要求小车的初始位置在左边,限位开关2为OFF。
一.自动模式1.按下启动按钮,小车以50hz的速度向右运行。
2.碰到限位开关1,小车以30hz的速度向右运行。
3.碰到限位开关0后,小车停止8s,然后以50hz的速度向左运行。
4.再次碰到限位开关1后,小车以30hz速度向左运行。
5.碰到限位开关2后,小车停止5s后,重复上述过程。
要求:运行过程中可以随时停止,带有复位功能。
二.步进模式1.按下前进按钮,小车以50hz速度向右运行,到达限位开关1后停止。
2.再次按下前进按钮,小车以30hz的速度向右运行,到达限位开关0后停止,再次按前进按钮无效。
3.按下后退按钮,小车以50hz速度向左运行,到达限位开关1后停止。
4.再次按下后退按钮,小车以30hz速度向左运行,到达限位开关2后停止。
要求:小车可以随时启停。
7.4 实验设备1.安装了STEP7—Micro/WIN4.0编程软件的计算机一台。
2.PC /PPI编程电缆一根。
3.锁紧导线若干。
4.24V直流电源一个。
5.24V信号灯6个(红灯、黄灯、绿灯各两个)。
6.WEINVIEW触摸屏一个。
7.安装工具一套。
8.万用表一个。
9.丹佛斯变频器一个。
10.三相异步电机一个。
11.触摸屏与PLC通讯电缆一根。
7.5预习要求阅读实验指导书,复习教材中有关的内容。
7.6报告要求报告要求整理出运行和监视程序时出现的现象。
7.7硬件连线本实验中,小车有两种运行速度,变频器外部接线如图7—1所示。
图7—1 变频器外部接线PLC输出:3L连接变频器12、27端口相连。
Q1.1与变频器18端口相连控制电机的启停,Q1.2与变频器19端口相连控制电机正反转(Q1.2输出低电平电机正转,小车前进;Q1.2输出高电平电机反正,小车后退),Q1.3、Q1.4、Q1.5分别与变频器的31、32、33端口相连控制小车的运行速度。
触摸屏设备操作规程
触摸屏设备操作规程一、背景介绍触摸屏设备是现代科技和信息技术发展的产物,广泛应用于电子设备、工业自动化、交通运输等领域。
为了保证触摸屏设备的正常运作,提高用户的使用体验,制定一份操作规程是必要的。
本文将介绍触摸屏设备的操作规程,以帮助用户正确、安全地使用触摸屏设备。
二、操作规程1. 准备工作1.1 确保触摸屏设备和周边环境清洁整洁,避免灰尘或油污影响操作。
1.2 确保触摸屏设备的电源正常,并处于可用状态。
1.3 如需连接外设或调整设备参数,请在启动前完成。
2. 手指操作2.1 使用干燥、无油污的手指触摸屏幕,避免使用指甲、钢笔等硬物接触屏幕。
2.2 轻触屏幕表面即可实现操作,不需要用力按压或长时间保持触摸。
3. 手势操作3.1 单指操作:单指轻触屏幕上的应用程序图标或菜单选项,即可实现操作。
3.2 滑动操作:在屏幕上轻触并移动手指,可实现滑动、翻页等操作。
3.3 放大缩小:将两个手指放在屏幕上并向内或向外分开移动,可实现放大或缩小屏幕内容。
4. 软键盘操作4.1 打开软件程序后,可在屏幕上弹出软键盘,用于输入文字或数字。
4.2 轻触软键盘上的字符或数字,即可实现输入操作。
4.3 若需切换到特殊字符、符号或其它语言输入,请通过软键盘上的标识符号或设置菜单进行切换。
4.4 输入完成后,可通过软键盘上的确认或完成按钮来保存输入。
5. 多点触控操作5.1 部分触摸屏设备支持多点触控操作,可以同时使用多个手指进行操作。
5.2 双指捏合:将两个手指放在屏幕上并往内移动,可实现缩小屏幕内容。
5.3 双指展开:将两个手指放在屏幕上并往外分开移动,可实现放大屏幕内容。
5.4 多点拖拽:将多个手指同时放在屏幕上并向相同方向拖动,可实现滑动、翻页等操作。
6. 快捷操作6.1 部分触摸屏设备支持快捷操作功能,可根据设备说明书了解相应操作方法。
6.2 快捷操作可通过手势或特定的操作步骤来实现快速访问应用、切换页面等功能。
十步触摸操作方法及评分标准
十步触摸操作方法及评分标准本文档旨在介绍十步触摸操作方法,并提供相应的评分标准。
下文将深入探讨每一步的操作指南,并说明如何进行评分。
操作方法1. 开始操作前,确保触摸设备已经连接并启动。
2. 调整触摸设备的亮度和对比度,以确保显示画面清晰可见。
3. 使用手指或触摸笔轻触屏幕,触发选择或点击操作。
4. 使用手指在屏幕上滑动,实现滚动或拖拽操作。
5. 使用手指在屏幕上连续快速点击,执行特定的功能,如放大或缩小。
6. 双指捏合或展开手势可以进行放大或缩小操作。
7. 使用手指在屏幕上划过,实现快速的滚动操作。
8. 尝试使用手指在屏幕上绘制特定的图案,以触发特定的功能。
9. 使用手指在屏幕上长按,弹出上下文菜单或其他选项。
10. 结束操作后,关闭触摸设备并断开连接。
评分标准为了评估十步触摸操作的效果,以下是一些常见的评分标准:1. 准确性(满分10分):操作是否准确无误,没有误触或误操作。
2. 流畅性(满分10分):操作是否流畅,没有延迟或卡顿。
3. 效率(满分10分):操作是否高效,是否能够迅速完成任务。
4. 灵敏度(满分10分):触摸设备是否对触摸动作有良好的响应能力。
5. 用户体验(满分10分):整体操作体验是否舒适、方便和直观。
6. 多点触控支持(满分10分):触摸设备是否支持多点触控功能。
7. 反应速度(满分10分):触摸设备对触摸动作的反应速度是否迅速。
以上评分标准仅为参考,评分可以根据具体需求进行调整。
请注意,以上内容仅供参考,具体评分标准可以根据实际情况进行调整。
切勿引用无法确认的内容。
谢谢!。
7 多段速控制操作

技能训练7 多段速频率控制操作一、训练目的1)熟练掌握PLC和变频器的联机操作。
3)熟练掌握PLC和变频器的联机调试。
二、训练器材1)PLC实训操作台1套。
2)变频器实训操作台1套。
3)0.1kW三相交流笼型异步电动机1台。
三、训练内容及步骤1.训练内容通过S7—224型PLC和MM420变频器联机,控制实现电动机三段速频率运转,按下起动按钮SB1,电动机起动并运行在第一段频率为10Hz,对应转速为298 r/min,延时20s后电动机反向运行在第二段频率为30Hz,对应转速为894 r/min,再延时20s后电动机正向运行在第三段频率为50Hz,对应转速为1492 r/min。
按下停车按钮,电动机停止运行。
2.训练步骤(1)S7—224型PLC输入/输出分配变频器数字输入DIN1、DIN2端口通过P0701、P0702参数设为3段固定频率控制端,每一频段的频率可分别由P1001、P1002和P1003参数设置。
变频器数字输入DIN3端口设为电动机运行、停止控制端,可由P0703参数设置,见表9-5。
9-5 S7—224 PLC输入/输出分配(2)绘制电路接线图根据写出PLC的输入/输出分配表,绘制电路接线图,如图9-9所示。
图9-9 PLC和MM440变频器联机三段速控制(3)PLC程序设计及变频器参数设置1)PLC程序设计:PLC程序设计的编程输入步骤省略,只列出程序,如图9-10所示。
图9-10 联机延时运行PLC 程序 a )梯形图 b )語句表2)变频器参数设置:变频器的操作步驟省略(参照第七章),只列出需要设置参数,见表9-6。
Network 1 LD I0.1 O T38 O Q0.1 S Q0.1.1 S Q0.3.1 TON T37+200 Network 2 LD T37 O Q0.2 S Q0.2.1 R Q0.1.1 TON T38+200 Network 3 LD I0.2 R Q0.1.3b )Network 1 I0T38Q0Network 2 T37 Q0Network 3 I0a )表9-6 变频器参数设置表。
触摸屏操作说明

触摸屏操作说明触摸屏采用菜单式管理。
共有六个根目录菜单和一个故障复位按扭。
六个根目录按扭位于触摸屏底部,分别为主菜单、维护、油路管理、静电高压、强制控制、油量控制。
按下六个根目录按扭其中一个,触摸屏将自动切换到相对应的根目录菜单画面。
故障复位按扭与六个根目录按扭同排列于触摸屏底部。
还有后台故障报警。
以下将分别详细介绍各目录的功能内容和操作方法。
一、主菜单:■刀梁静电场:〈状态显示菜单〉显示刀梁静电场的开启或关闭。
○当涂油机开启后,所有涂油条件都满足的情况下,涂油机将自动进入正常工作状态,静电场将自动开启。
○当强制高压开启按扭被按下后,静电场将自动开启。
■PLC系统:〈状态显示菜单〉显示PLC系统的正常或故障。
○ PLC系统发生故障而不能正常工作时,该菜单将显示故障。
涂油机将进入停机报警状态,并有浮动错误窗口弹出(PLC故障,请停机检查PLC模块或与本公司联系)○当PLC系统的I/O端口发生故障,该菜单将显示故障。
涂油机将进入一般报警状态,并有浮动错误窗口弹出(I/O错误,请断电重起设备,如还有此报警请检查PLC模块)。
■板带探测:〈状态显示菜单〉显示进口与出口处是否有钢带的状态(有带或无带)。
○只有当进口与出口同时显示有带时,穿带保护结构才会打开。
只要其中有一个显示无带,穿带保护结构都将自动闭合,而此时涂油机将无法进行涂油。
■涂油机状态:〈状态显示菜单〉显示涂油机状态,显示除故障和强制状态(非正常状态)以外的预热、待机和睡眠三个状态。
○预热状态:当油温低于20℃时,加热器处于加热状态。
报警器灯:黄+红常亮○待机状态:当油温低于40℃高于20℃时,加热器处于加热状态。
报警器灯:黄常亮○睡眠状态:进入待机状态后,连续30分钟内没有满足涂油条件,整机将进入睡眠状态。
报警器灯:红常亮+黄闪烁,屏幕上将浮动小猪睡觉图。
■主油箱加热:〈状态显示菜单〉显示主油箱底部3个加热器的开或关。
○当主油箱内的油温低于20℃时,主油箱底部3个加热器将自动开启。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
触摸屏多段速操作流程
一.组态
打开MCGS组态环境软件。
新建一个工程,如图
然后在用户窗口新建一个窗口,如图
窗口0属性设置,修改名称标题,如图
然后在实时数据库里新增对象,如图
对每个对象进行设置,以一个为例,如图
接下来双击用户窗口内的“多段速”进行动画绘如图
所有原件都可以在工具箱内查找
然后以一个按钮为例进行设置,如图
点击数据对象操作一栏后面的问号,关联到之前建立的数据对象,然后确定.如图.
以指示灯为例,双击进入设置,此处我关联到之前建立的y0,填充颜色条件为y0=1,如图.
点击那个>符号如下图进行自行设置.
接下来进行设备设置,点击设备窗口.如图
这些都是通过设备工具箱来添加,可以在空白处右键找到.如图.
双击
进行设置,以一个为例
点击增加设备通道.
具体参数按情况而定.
然后双击可进行关联对象,如图
全部保存好之后可以按F5进行连接下载到触摸屏.
二:程序
根据变频器多段速组合编写对应的程序
调节Pr.4-6设置低中高三速
Pr.24-27设置组合速度
可以使用mov指令来实现不同组合
例[MOV K3 K1Y1]使Y1 Y2得电实现组合速度
最后,将变频器同PLC和触摸屏连接好,然后点击触摸屏上进行操作.。