汽车线束接口注塑模具设计
汽车注塑模具设计全图解教程案例介绍(系统)
18
内分型核心技术
Silver Basis Engineering Inc. DFM Review
19
如上图所示,为汽车内分型保险杠二次变轨(又称双节变轨)运行轨迹图,共4种 运行轨迹,分别为a,b,c,d四种。下面详细分析4种二次变轨运动轨迹: 图a所示分为3段,分别为L1,L2,L3。 横向斜顶由运动导轨控制其运动,在L1这段距离内,横向斜顶保持不变。 在L2这段距离内,横向斜顶向内拉动制品变形,脱出定模倒扣。
用。
对于汽车保险杠塑件,一般有外分型与内分型两种分型方式。针对所有的汽车 保险杠两侧的大面积倒扣,即可以采用外分型也可以采用内分型。这两种分型方式 的选择主要取决于最终客户汽车主机厂对保险杠的要求,一般欧美汽车大多采用内 分型技术,日系汽车大多采用外分型。两种分型方式各有优缺点,外分型的保险杠 需要处理夹线,增加了加工工序,但外分型保险杠在模具成本与技术难度要低于内 分型保险杠。内分型的保险杠通过二次变轨轨道控制技术,一次性完美的将保险杠 注塑出来,从而保证了保险杠的外观质量,节省了塑件加工工序与加工成本。但缺
接着继续运行,横向斜顶保持不变,制品脱离大斜顶。在L3这段距离内,制品完成 脱模,接着机械手取件。
图b所示分为4段,分别为L1,L2,L3,L4。 1. 横向斜顶由运动导轨控制其运动,在L1这段距离内,横向斜顶保持不变。
2. 在L2这段距离内,横向斜顶在向内拉动制品变形,脱出定模倒扣。 3. 接着继续运行,横向斜顶保持不变,在L3这段距离内,制品脱离大斜顶。
Silver Basis Engineering Inc. DFM Review
图d所示分为4段,分别为L1,L2,L3,L4。
汽车上的某扣件注塑模具设计
XX大学毕业设计(论文) 汽车上的某扣件注塑模具设计所在学院专业班级姓名学号指导老师年月日摘要塑料工业的飞速发展,对注塑模具的设计与生产提出了质量好、制造精度高、研发周期短等越来越高的要求,能否适应这种需求已成为模具生产企业发展的关键因素。
模具技术是融合机械工程、计算机应用、自动控制、数控技术等学科为一体的综合性学科。
本文中针对汽车上的某扣件注射模具制定出合理的设计结构,其中包括成型部分及其零部件设计,浇注系统设计,脱模机构设计,冷却系统设计等。
根据分析,设计了一套塑料注射模具,并对模具以及主要零件进行了CAD绘图。
关键字:注射模具,浇注系统,脱模机构,冷却系统AbstractThe rapid development of the plastics industry, put forward the good quality, high manufacturing precision, short development cycle, higher and higher requirements of injection mold design and production, can adapt to this demand has become the key factor in the development of mold manufacturing enterprises. Mould technology is a comprehensive subject integration of mechanical engineering, computer application, automatic control, numerical control technology and other disciplines as a whole.This paper aimed at Samsung mobile phone back cover injection mold making a reasonable design structure, including molding parts and components design, gating system design, demould mechanism design, cooling system design. According to the analysis, a set of plastic injection mold design, the mold and the main parts of the CAD drawing.Key Words:Ejection mechanism of injection mould,,Gating system, Cooling system目录摘要 (II)Abstract (III)目录 ...................................................................................................................................... I V 第1章绪论 . (1)1.1 概述 (1)1.2塑料模现状 (1)1.3 模具产品发展趋势 (2)1.4 本课题的设计步骤 (4)第2章塑件的工艺分析 (6)2.1塑件的工艺性分析 (7)2.1.1塑件的原材料分析 (7)2.1.2 ABS的注塑工艺参数 (7)2.2塑件的结构和尺寸精度及表面质量分析 (8)2.2.1结构分析 (8)2.2.2尺寸精度分析 (8)2.2.3表面质量分析 (8)2.3计算塑件的体积和质量 (8)第3章注塑模设计 (10)3.1 注射模具分型面的选择 (10)3.1.1 分型面的基本形式 (10)3.1.2 分型面选择的基本原则 (10)3.1.3 分型面的选择 (10)3.2 浇注系统的设计 (10)3.2.1 浇注系统的组成 (10)3.2.2 注射模具主流道的设计 (11)3.2.3 分流道的设计 (12)3.2.4 浇口的设计 (14)3.2.5 冷料穴和钩料脱模装置 (16)3.3 型腔数目的确定及型腔的排列 (16)3.3.1 型腔数目的确定 (16)3.3.2 型腔的排列 (18)第4章成型零件和模体的设计 (19)4.1 模具型腔的结构设计 (19)4.2 型芯的结构设计 (20)4.3 成型零件的尺寸确定 (20)第5章顶出机构的设计 (22)第6章冷却系统的设计 (24)第7章排气系统 (25)第8章注塑机有关参数校核 (26)8.1模具闭合高度的确定 (26)8.2注塑机有关参数的校核 (26)8.3模具安装和试模 (27)第9章注塑模加工工艺的设计 (28)9.1模板的平面加工 (28)4.1.1 模板平面的粗加工 (28)4.1.2 模板平面的半精加工 (28)4.1.3 模板平面的精加工 (28)9.2孔及孔系的加工 (28)9.2.1 孔系的加工 (29)9.2.2 导柱导套的孔加工 (30)总结 (31)参考文献 (32)致谢 (33)第1章绪论第1章绪论1.1 概述塑料模具是利用其特定形状去成型具有一定形状和尺寸的塑料制品的工具。
汽车线束卡夹注射模设计

me t h o d s t o s e l e c t c o o l i n g c i r c u i t a n d mo u l d ma t e r i a l s a r e g i v e n. I n s e  ̄o r s t uc r t u r e o f mo l d c o r e s
关键词 : 成型工艺分析; 注射模 结构; 浇注 系统
中 图分 类 号 : T Q 3 2 0 . 6 6 文 献标 识 码 : B
D e s i g n o f I n j e c t i o n Mo l d f o r t h e C l i p o f A u t o mo b i l e Wi r e
1 引 言
一
方案 1 ( 齿轮齿条式 的电火花夹具 ) : 碟状齿 的尺寸
不采用镶拼结构。电火花加工时 , 在确保 图1 所示卡夹为汽车和摩托车的线束卡夹常用 的 小排列紧凑 , 一边蚀 款, 材料 P A 6 6 , 收缩率 1 . 4 %, 用于汽车线束在汽车 内 工具 电极与工件之间恒定放 电间隙的条件下 ,
制工具 电极 向工件进给 , 当两电极 间的间隙达到一定
距 离时 , 电极上施加 的脉 冲电压将工作液击 穿 , 产生
方案 2 : 采用镶拼结构 。 碟状齿形 电极 : 碟状齿 形的电极材料为紫铜 , 车
火花放电。在一个脉冲周期内, 齿条 1 O 和机床 的主轴 削加工 , 电火花加 工时 , 直接 可 以进行 , 值得 注意 的
汽车低压三芯互锁连接器插座注塑模具设计
汽车低压三芯互锁连接器插座注塑模具设计蔡凯武1程伟2"林潇浩3(1广工揭阳理工学院(筹),广东揭阳,515200;2.广东工业大学华立学院,广东广州,511325;3.深圳合力士机电设备有限公司,广东深圳,518000)摘要:分析了汽车低压三芯互锁连接器插座的结构特点,利用Pro/E软件对该零件进行模具设计。
模具采用一模两腔的布局,选择设定分型面,通过Moldflow模流分析优化&采用点浇口,热流道注塑,外轮廓上有倒钩侧拉结构,在塑件侧面设计侧分型抽芯机构,设置冷却水道,设计了合理的镶件结构,模具开模顺利,塑件成型质量稳定&关键词:热流道注塑模侧抽芯镶件结构浇口DOI:10.19690/j.issn1004-3055.20200041Design of Injection Mold for Automobile Low Pressure ThreeA MCore Interlock Connector SocketCai Kaiwu1Cheng Wei2Lin Xiaohao3*V(1.Guangdong University of Technology Jieyang Institute of Technology,Jieyang,Guangdong,515200;2.Huali College Guangdong University of Technology,ajj Guangzhou,Guangdong,511325;3.Shenzhen Honest ElectromechanicalA V i Equipment Co.,Ltd.,Shenzhen,Guangdong,518000):Abstract:The structural characteristics of the socket of automobile low-voltage!A V three core interlocking connector was analysized,and Pro/E software was applied toJ design for the die of the part.One module with two cavities and the parting surface *v :were selected.Optimization operation was carried out under help of Moldflow:A V !!software,where the point gate,hot runner injection and barbed side pulling structure5were applied to the outer part.The side core pulling mechanism was designed on the 負M side of the plastic parts,and the cooling water channels were set up.Considering the A M J mold manufacturing process,a reasonable insert structure was designed with the result: a v :that the mold could be opened smoothly,and the molding quality of the plastic partswass able.a v *MKey words:ho t runner;injec t i o n mold;side pull core;inser t s t r uc t u re;flow ga t e汽车低压三芯互锁连接器插座塑件是应用于汽车感应系统、车灯和其他低压设备的一种连接件,塑件需要适应较大的温度变化,要求具有优良的阻燃性、较大的抗拉强度、较高的耐热性和耐磨性。
汽车塑料配件注射模具设计

1
() 1 制件 A和 B的滑块都采用总体式结构 , T形 用
槽 导滑。这样结构 紧凑 ,又便 于加工 ,所用材料为 WY 1。 78 成型 V形槽 的滑块结构 , 如图 5和图 6 所示。
图 2制 件 B
图 5滑块 2
图 6滑块 1
成型制件 A和制件 B半圆形缺 口端面两个槽 的
维普资讯
2 0 .o6总 6 0 6N . 3期
汽车塑料配件注射模具设计
叶长青
湖南 科 技职 业 学 院 湖 南 长沙 4 0 1 18 1
摘
要: 通过分析 两制件 的使 用要求和结构特点 , 确定了一模成型两个不同制件 的方 案, 模
具结构 采用了斜导柱侧抽芯和斜顶相结合, 进行 内、 外侧抽芯 , 详细讲述 了模具设计的过程和 模具结构特点及模具的动作原理。
的总体尺寸基本相同 , 但结构相对复杂些 。所 以两个 制件可以在 同一副模具内成型。
作者简 介: 叶长青 , 16 年生 , 女, 9 5 湖南长沙人 。模具专业的 高
由于两塑件 的体积 基本相同 , 进料 要均匀 , 以 所 分流道采用平衡式分布。 用侧 浇 E进料 , l 侧浇 I设在分 型面上 , Z l 便于模具 排气 。主流道的冷料穴采用 “ ” z 字形 , 便于拉料杆的 加工。分流道的分布及型腔 的分布如图 3 所示 。
W Wcm o a . m 5 W m nd o 7 o c
级讲师, 现从事塑料模具专业的教学s作。 t _
维普资讯
3m 4 m,制件 B半 圆形缺 口的端面两个槽 的抽拔距基 本与制件 A相似 。而顶出制件所需要 的开模距为 H =
r l u
H1 制件高度 ) H ( ( + 2 型芯高度 ) H ( + 3 主流道凝料高 ,● 0
汽车JST连接器注塑模设计
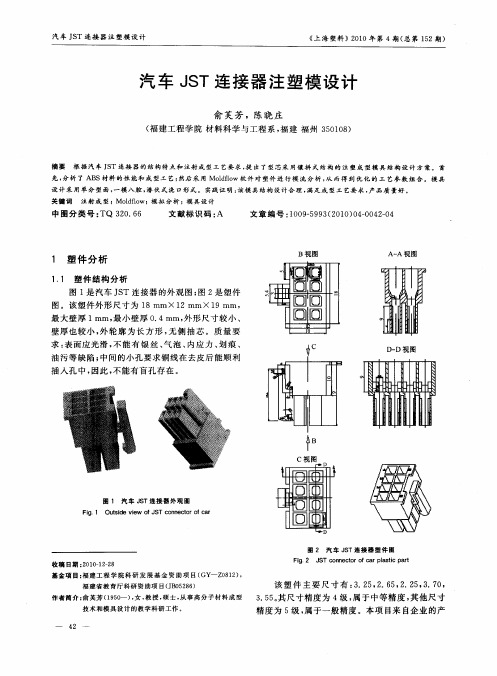
图 3 最 佳 浇 口位 置
F g 3 B s t o a i n i. e t ga e l c t o
最 佳 浇 口位 置 分 析 结 果 , 图 3所 示 。 如
2. 浇 口位 置 的 确 定 2 由 图 3 上 图) 知 : 色 区 域 ( 部 中 心 区 域 ) ( 可 蓝 底
B视 图
A— 视 图 A
最 大 壁 厚 1mm, 小 壁 厚 0 4mm, 形 尺 寸 较 小 、 最 . 外
壁厚也较小 , 轮廓 为长 方形 , 外 无侧 抽芯 。质量 要
- n1
f c 画
回匡
图 2 汽 车 J T连 接 器 塑 件 图 S 收 稿 日期 : 0 0 1 — 8 2 1 — 22
F g 2 J T c n e t ro a ls i a t i S o n c o fc r pa tc p r
基 金 项 目: 建 工 程 学 院 科 研 发 展 基 金 资 助 项 目( - Z 82 , 福 GY 0 1 )
福 建 省 教 育 厅科 研 资 助 项 目( B 5 8 ) J O 26
设计 采用 单分型 面, 一模八 腔 , 潜伏 式浇 口形 式。 实践 证明 : 模具 结构设计 合理 , 该 满足成 型工 艺要求 , 产品质 量好 。
关 键 词 注 射 成 型 ;M odlw;模 拟 分 析 ;模 具 设 计 lfo
中图 分 类 号 : Q 3 0 6 T 2 . 6
摘要
根 据 汽 车 J T 连 接 器 的 结 构 特 点 和 注射 成 型 工 艺 要 求 , 出 了型 芯 采 用 镶 拼 式 结 构 的 注 塑 成 型 模 具 结 构 设 计 方 案 。 首 S 提
汽车注塑模具设计全图解教程

经典模图-X01-结构分析
产品开模后顶针板带动整个行位一起顶出
6
经典模图-X01-结构分析
步骤1
步骤2
产品顶出一定高度后,油缸带动直顶块将产品从
行位镶件上强脱。
7
经典模图-X02
行位走斜顶
8
9
经典模图-X02-产品分析 此产品这几处的倒扣为特殊结构,不好出模
10
经典模图-X01-结构分析 前模斜顶
汽车注塑模具设计要点与实例 汽车注塑模具设计全图解教程
SilverBasisEngineeringInc.DFMReview 1 1 1
《汽车注塑模具设计全图解 教程》-预订会员赠送图档及
资料介绍
2
3
经典模图-X01
横向顶出
4
经典模图-X01-产品分析
产品此次倒扣常规行位无法出模,需利用行位顶 出,再油缸带动推块横向顶出产品 5
动,不会干涉。
29
经典模图-X106-结构分析 底板先开20,脱镶针,斜抽行位有运动空间
经典模图-X01-结构分析 ຫໍສະໝຸດ -B板开69,扣鸡限位,给斜抽预留空间
经典模图-05结构分析 托板与B板开65脱外侧行位,此时A-B板继续开模
经典模图-05结构分析 先合A-B板→再合外侧行位→合底板镶针回位
经典模图-X05-结构分析
步骤2
后模芯子继续脱开后, 为行位运动留开空间。
步骤3 行位向内侧运动脱扣 25
经典模图-X06
缩针—斜抽
26
27
经典模图-X06-产品分析
产品此处倒扣需斜抽,而后模镶针垂直出模,与 斜抽方向干涉,为本案例难点
28
经典模图-X06结构分析
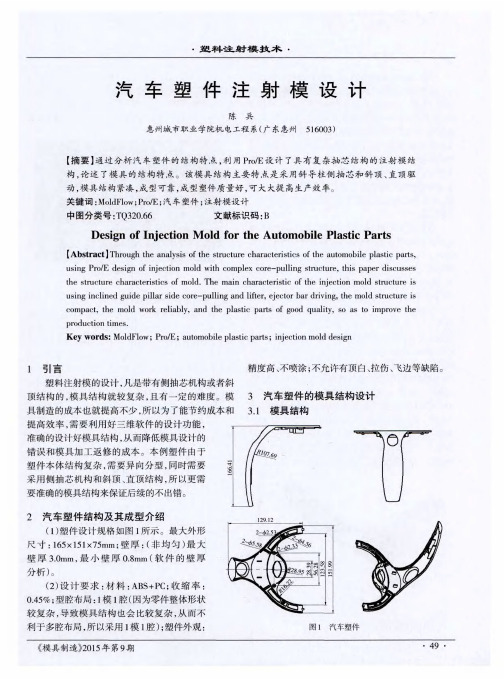
汽车塑件注射模设计
( b )
3 . 5 冷却 系统 的设计
由于该塑件成型表面要求较高 , 所 以冷却 系统 的
设计必须要达 到要求 , 并 防止出现注射成型 的缺 陷。
《 模具 制造 ) ) 2 0 1 5 年第9 -  ̄ , 1
图 8 型芯 、 型 腔 镶 件 管 路 布 局
a 一 _ 一 型芯镶件冷却管路布局
图7 斜顶和直顶 8 . / J 、 镶件 9 . 大斜 顶 1 5 小 斜顶 l 6 . 直顶块
9
有3 个大斜顶块和 1 个直顶块 , 还有 3 个小侧 凹特征需
要使用斜顶结构成型顶 出, 如图 6 所示 。
图6 镶拼型芯 7 . 大侧抽 芯块 ( 侧型芯 ) 8 小 镶件 1 5 - / J 、 斜顶 ( 3 块) l 6 . 直顶块 9 . 大斜顶块 ( 3 块) 1 7 . 型芯镶 件
图 9 模 具 总装 图
1 . 定 位环
2 . 浇 口套
3 . 定模座板 1 5 小 斜顶
4 . 定模板 ( A板 ) 5 . 压 紧块 1 6 . 直顶块 1 7 . 型芯镶件
6 . 斜导柱
7 . 滑块
侧芯
座板
8 . / J 、 镶件
9 . 大斜顶
1 0 . 动模板 ( B 板) 1 1 . 推板 固定板
1 2 . 推板
1 3 . 动模
1 9 . 垫钉
1 4 . 型腔镶件
1 8 . 复位杆
3 . 6 模具 工 作过 程
汽车塑件通 过 M o l d F l o w的分析优化 了模具 的设
汽车注塑模具设计与结构分析

汽车注塑模具设计与结构分析摘要:随着社会的发展,人们生活水平日益提高,汽车逐渐成为了人们生活的一部分。
人们对汽车的要求也越来越高,不仅要求汽车具有良好的使用性能,而且追求汽车具有良好的外形轮廓和舒适美观的内饰。
汽车外饰件主要指前后保险杠、轮眉、进气格栅、散热器面罩、防擦条等通过螺栓和卡扣或双面胶连接在车身上的部件。
在车身外部主要起装饰保护作用,主要由塑料件构成。
因此注塑模具的质量是影响汽车外饰的重要因素,研究汽车保险杠的模具设计具有重大的意义。
关键词:模具;模具设计;注塑;成型;保险杠模具是用以取得符合质量要求的塑料制品的关键之一,注塑用的模具应切实符合制品尺寸、精度及形状的要求。
模具设计合理与否直接影响塑料制品的收缩率,由于模具型腔尺寸是由塑料制品尺寸加上所估算的收缩率求得的,而收缩率则是由塑料生产厂家或工程塑料手册推荐的一个范围内的数值,它不仅与模具的浇口形式。
浇口位置与分布有关,而且与工程塑料的结晶取向性(各向异性)。
塑料制品的形状、尺寸、到浇口的距离及位置有关。
因此,在设计模具时必须考虑这些影响因素与注塑条件的关系及其表观因素,如注塑压力与模腔压力及充模速度、注射熔体温度与模具温度、模具结构及浇口形式与分布,以及浇口截面积、制品壁厚、塑料材料中增强填料的含量、塑料材料的结晶度与取向性等因素的影响。
上述因素的影响也因塑料材料不同,其它成型条件如温度、湿度、继续结晶化、成型后的内应力、注塑机的变化而不同。
1、可制造性分析1.1开模方向和分型线设计保险杠在开始设计时首先要确定其开模方向和分型线,检查零件所有断面是否存在无法脱模的负角,尽量避免侧壁凹槽或与脱模方向垂直的孔,以保证尽可能减少抽芯机构和消除分型线对外观的影响,这样可简化模具结构。
(1)开模方向确定后,产品的加强筋、卡扣、凸起等机构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。
(2)保险杠的开模方向一般为车身坐标X方向,如果开模方向设计成与X轴不一致,则必须在产品图中注明其夹角。
基于CAD_CAE的汽车拉线接头的注塑模具设计_方迪成
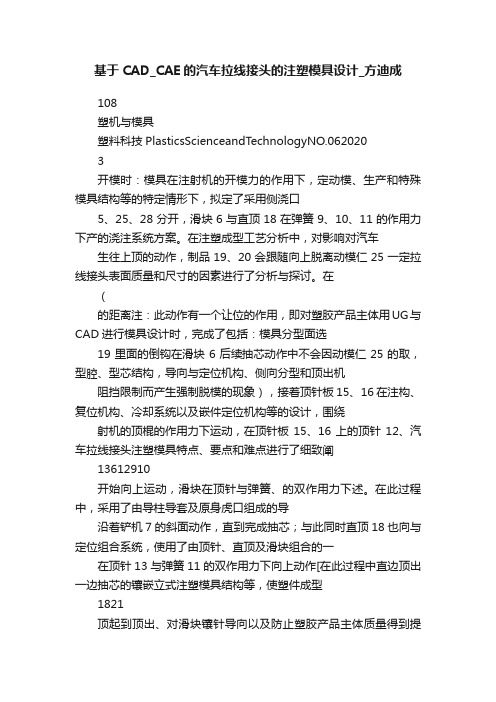
基于CAD_CAE的汽车拉线接头的注塑模具设计_方迪成108塑机与模具塑料科技PlasticsScienceandTechnologyNO.0620203开模时:模具在注射机的开模力的作用下,定动模、生产和特殊模具结构等的特定情形下,拟定了采用侧浇口5、25、28分开,滑块6与直顶18在弹簧9、10、11的作用力下产的浇注系统方案。
在注塑成型工艺分析中,对影响对汽车生往上顶的动作,制品19、20会跟随向上脱离动模仁25一定拉线接头表面质量和尺寸的因素进行了分析与探讨。
在(的距离注:此动作有一个让位的作用,即对塑胶产品主体用UG与CAD进行模具设计时,完成了包括:模具分型面选19里面的倒钩在滑块6后续抽芯动作中不会因动模仁25的取,型腔、型芯结构,导向与定位机构、侧向分型和顶出机阻挡限制而产生强制脱模的现象),接着顶针板15、16在注构、复位机构、冷却系统以及嵌件定位机构等的设计,围绕射机的顶棍的作用力下运动,在顶针板15、16上的顶针12、汽车拉线接头注塑模具特点、要点和难点进行了细致阐13612910开始向上运动,滑块在顶针与弹簧、的双作用力下述。
在此过程中,采用了由导柱导套及原身虎口组成的导沿着铲机7的斜面动作,直到完成抽芯;与此同时直顶18也向与定位组合系统,使用了由顶针、直顶及滑块组合的一在顶针13与弹簧11的双作用力下向上动作[在此过程中直边顶出一边抽芯的镶嵌立式注塑模具结构等,使塑件成型1821顶起到顶出、对滑块镶针导向以及防止塑胶产品主体质量得到提高。
19跟随滑块6一起后退的作用],在限位块29的限制下模具该案例具有较强的实用性,解决了产品内部倒钩顺利完成预定顶出距离,直顶18也在等高螺丝8的限制下达到脱模、产品外观、嵌件的长度限制。
不仅可以减少量产过预定位置,完成抽芯与顶出动作。
在注射机的顶棍往回收程中的不良率,节省模具成本,还可以解决嵌件设计的局后,顶针板15、16在弹簧32与回针31的回位机构的作用下随限性,对指导实际生产具有重要参考价值。
汽车线束自动端子压接机的夹具和模具设计

3汽车线束自动端子压接机的模具设计
3.1汽车线束压接标准
在汽车线束生产中,电子线路和端子压接的质量直接决定了线束的生产质量,对保证汽车和人员的安全性有至关重要的作用。所谓线束压接指的是,对连接端子在挤压变形的前提下,实现端子和电线的稳固连接。同时把压接变形量控制在特定范围当中,在保证连接端子和电线接触电阻最大的情况下,控制端子和电线在使用过程中不会发生断裂。因此,汽车线束压接要满足以下标准:
汽车线束自动端子压接机中端子夹具结构,主要由:调紧螺栓、端子压紧块、偏心轮、锁紧螺钉、送料槽、送料台、调紧弹簧共同组成。汽车线束自动端子压接机中端子夹具在具体运行过程中,调紧螺栓和调紧弹簧的主要作用是调整在汽车线束自动端子压紧块的压紧程,当线束确认压紧完成以后,就可以直接锁紧,确保线束在加工过程中不会发生移动【2】。而偏心轮的主要作用是更换端子,在具体动作过程中。如果把偏心轮的把手从竖向,旋转到横向,就可以提高送料槽的高度,为更换端子提供便利条件,因此,在工作过程中,偏心轮的把手位于锁紧螺钉的下方。
1汽车线束自动端子压接机夹具和模具协调动作原理
近年来,汽车行业快速发展,汽车所具有的功能越来越多,导致汽车线束愈发复杂,线束自动端子压接机夹具和模具协调动作的结构也比较复杂,但大体可以通过串联两组四杆机构,来动画演示自动端子压接机夹具和模具协调动作的原理【1】:采用A、B、C、D四个杠件共同组成自动端子压接机的模具运动机构,在动作过程中,在杠件A上加载动力源,模具运动机构的上模件固定在C杠件上,当A杠件在做旋转运动时,C杠件做上下移动。如果把构杠A当做一个手柄或者是一个气缸,来推动整个四杆机构动作,此时C杠件的上下移动,就可看做模具的上模动作构成汽车线束端子的压接以及剪切。
汽车JST连接器注塑模设计

汽车JST连接器注塑模设计发表时间:2018-10-01T20:01:58.453Z 来源:《基层建设》2018年第23期作者:蔡进周良海[导读] 摘要:连接器属于汽车关键器件之一,在实施设计时需要全面确保使用性能和效果。
东莞市裕坤电子科技有限公司广东东莞 523000摘要:连接器属于汽车关键器件之一,在实施设计时需要全面确保使用性能和效果。
对于汽车JST连接器来说,在设计期间需要分析器件结构特点和设计要求,此次研究主要是对连接器实施注塑模设计,在此基础之上提出镶拼式结构设计理念,合理选择分型面,计算流道和抽芯机构以及冷却水道设计等,希望通过优化设计能够全面提升连接器的使用寿命。
按照设计试验结果能够看出,此次连接器设计较为合理,能够满足设计工艺要求。
现将此次设计方案进行论述,希望能够对相关设计人员起到参考性价值。
关键词:汽车;JST连接器;注塑模设计;要点分析在实施汽车连接器设计时需要全面注重各项设计流程,并且在此基础之上建立参数图形,优化设计汽车连接器,最大限度减少设计时间,此次设计采用立体化模型构造,加强连接器设计的弹性性能,并且全面重视理论计算重要性,避免对设计效果造成影响。
1、塑胶件材料和结构分析此次所研究的主要是汽车JST连接器设计,如图1所示。
所选用POM材料,该种材料弹性和韧性都较为良好,在实际使用期间连接器的插入力和拔出力均满足200N要求,由该种材料所设计的连接器表面光泽,在设计期间不能存在缩痕和毛刺等缺陷。
在塑胶件中间的小孔不能存在油污,划痕等弊端,并且在线材去皮之后,铜线能够顺利插入孔中,严禁存在盲孔现象。
由于此次设计所应用的材料收缩性较大,因此需要全面确保连接器设计精度。
此次设计将塑胶件外形尺寸设计为(19×12×18)mm,最小壁厚和最大壁厚分别为0.4mm和1mm,该塑胶件外形比较小,外轮廓呈长方形。
2、汽车JST连接器浇口位置分析塑胶件直接连接于浇口,其作用主要是对补料时间,料流速,避免料倒流等进行控制和调节。
YZ-203接线头注塑模具设计

本科毕业设计(论文)题目:YZ-203接线头注塑模具设计注塑模设计—YZ203型接线头注塑模具设计摘要塑料注射模具是成型塑料的一种重要工艺装备,通过对接线头塑料模具设计,能够全面的了解塑料模具设计的基本原则、方法.并能较为熟练的使用Pro/E、AUTOCAD软件进行塑料模具设计,提高自己的绘图能力。
为今后从事设计工作打下了坚实的基础。
接线头是一类体积小,形状复杂的塑料零件,对模具设计制造要求较高.根据接线头结构要求,确定模具的结构方案,重点解决保持架侧面滚珠槽表面精度和尺寸精度要求。
利用塑件的三维零件图,生成成型滑块,做出模具的Pro/E装配图。
从而生成CAD装配图以及零件图。
最终确定模具采用二板式结构,采用斜滑块侧抽芯机构,实现接线头的滑槽及结构,采用侧浇口从而保证塑件的表面要求。
由于塑件为方形件,利用顶针顶出实现脱料。
采用此模具能够保证塑件尺寸精度以及表面要求。
而且成本低、结构简单、可行性强,是一副实用性很强的模具。
关键词:注射模;接线头;斜滑块YZ203Connection Head Injection Mold DesignAbstractPlastic injection molding is a major technological equipment in plastic mold, through Cage plastic mold design, be able to understand fully the plastic mold design the basic principles and methods. and can be more skilled use of Pro / E,AutoCAD software for the plastic mold design and upgrade their graphics capabilities. Engaged in the design of future work to lay a solid foundation.The connection head is a kind of wiring small size, complex shape plastic components, mold design and manufacture of higher.According to Cage structure, determine the program of structure of the die, Cage focus on resolving the ball side surface precision and accuracy requirements. Use plastic parts 3D part drawings, production molding slider, and make the mold Pro / E assembly. Resulting in the formation of CAD parts and assembly plans.Finally, determine to Mold used to the two plate structure, using oblique side slider mechanism, Connection head achieve the groove and weight loss structure, using point plastic gate so as to ensure the surface demands. As plastic parts for Cylinder, use push plates head out agencies to achieve stripping. Use of this mold plastic parts to ensure dimensional accuracy and surface requirements. Moreover, low-cost,simple,feasible and is a very practical die.Key Word:injection mold;connection head;Oblique slide主 要 符 号 表p 公 公称压力 0p 注射压力v 公 最大注射量 S 收缩率v q 体积流量 α' 锁紧块的斜角max H 模具最大闭合高度 a 斜导柱倾斜角min H 模具最小闭合高度α 斜导柱倾斜角 S 机 开模行程f 摩擦系数 max S 最大收缩率S 模具制造公差 z δ 模具制造公差c δ 模具磨损量 3h 传热膜系数d 斜导柱直径 []σ 材料的许用应力P 导滑槽施加的压力 S 抽 抽芯距p 塑件对型芯产单位正压力 i t 流道中各段流程的厚度A 塑件包紧型芯的侧面积 Q 总 模具型腔的总热量[]δ 为脱模板中心允许的变形量 L 斜导柱的有效工作长度e L 结晶型塑料溶解潜热 2F 导滑槽滑块之间的摩擦阻力1F 斜导柱与滑块之间的摩擦阻力0t 塑料脱模温度Q '抽拔阻力i L 流道中各段流程的长目录1 绪论 (1)1.1前言 (1)1.2模具发展现状及发展方向 (1)1.2.1塑料模具工业的发展现状与方向 (1)1.3本课题的内容和具体要求 (3)1.3.1本课题的内容 (3)1.3.2具体要求 (4)2 模具方案的论证和选择 (5)2.1ABS注射成型的原理及工艺过程 (5)2.1.1注射成型的原理 (5)2.1.2注射成型工艺过程 (5)2.2注射模具的基本组成 (6)2.2.1基本组成 (6)2.3研究方案: (6)3 注射机的选择及型腔数目的确定及分布 (7)3.1塑件的质量体积分析及ABS的注射工艺性 (7)3.2型腔数目的确定及分布 (7)3.3注塑机的选择 (8)3.3.1锁模力的校核 (8)3.3.2注射容量校核 (8)3.3.3最大注射压力的校核 (9)3.3.4开模行程校核 (9)3.3.5喷嘴尺寸 (9)3.4分型面选择原则 (10)3.4.1分型面的分类 (10)3.4.2分型面的选择原则 (10)3.4.3分型面的确定 (10)4 排气系统的设计 (12)5 浇注系统 (13)5.1浇注系统的作用 (13)5.2浇注系统的组成 (13)5.3主流道部分设计 (13)5.5分流道设计 (14)5.6浇口设计 (15)5.7浇口套的选择 (16)6 拉料杆 (17)7 成型零件结构设计 (18)7.1凹模的结构设计 (18)7.2凸模的结构设计 (18)7.3成型零件工作尺寸的计算 (18)7.3.1影响塑件尺寸精度的因素 (18)7.4模具成型零件的工作尺寸计算 (19)7.4.1型腔尺寸计算 (20)7.4.2型芯尺寸计算 (21)7.4.3中心距尺寸计算: (24)7.5动模板的强度校核 (25)8 脱模机构的设计 (26)8.1基本考虑和要求 (26)8.2推出机构的确定 (26)8.3推杆脱模机构设计的基本原则 (26)8.4.1顶杆横截面直径的确定 (27)8.4.2顶杆横截面直径的校核 (27)8.4.3顶杆的形式 (28)8.4.4顶杆的固定形式 (28)8.5复位杆的结构设计 (29)8.5.1 复位杆的组合形式 (29)8.5.2 复位杆的尺寸 (30)8.6顶杆导柱的结构设计 (30)8.6.1 顶杆导柱的组合形式 (30)9 导向机构设计 (31)9.1导向机构的作用和设计原则 (31)9.1.1 导向机构的作用 (31)9.1.2 导向机构的设计原则 (31)9.2导柱、导套的设计 (32)9.2.1 导柱的设计 (32)9.3导向孔的总体布局 (33)10 侧向分型与抽芯机构的设计 (34)10.1基本考虑和要求 (34)10.2抽芯机构的概述 (34)10.3斜导柱抽芯机构设计原则 (34)10.4抽芯距的确定与抽芯力的计算 (35)10.5斜导柱的设计 (35)10.5.1 斜导柱直径的计算 (36)10.5.2 斜导柱的总长度 (36)10.6斜滑块的设计 (37)10.8导滑槽的设计 (37)10.9锁紧块 (38)10.9.1 作用 (38)10.9.2 锁紧块的设计要点 (38)10.9.3 锁紧块的结构形式 (38)10.10滑块定位装置 (39)10.10.1 作用 (39)10.10.2 结构形式 (39)11 浇注系统 (40)11.1温度调节对塑件质量的影响 (40)11.2对温度调节系统的要求 (40)11.3模具冷却装置的设计 (40)11.3.1 冷却装置的设计要点 (40)11.3.2 水嘴的结构形式 (41)11.3.3冷却水道的结构 (41)11.4 模具冷却装置的计算 (42)12结论 (44)致谢 (45)参考文献 (46)毕业设计(论文)知识产权声明 (47)毕业设计(论文)独创性声明 (48)1 绪论1.1前言塑料注射模具是成型塑料的一种重要工艺装备,在塑料制品的生产中起着关键的作用,利用PRO/E软件进行塑料模具设计是目前较为先进的塑料模具设计方法,在生产实践中得到了较为广泛的应用。
幼儿玩具车接插件塑料注射模设计
摘要塑料成型制品是以塑料为主要结构材料经成型加工获得的制品,又叫做塑料制件,简称塑件。
塑料成型制品应用广泛,特别是在电子仪表、电器设备、通信工具等方面获得大量应用。
如各种受力不大的壳体、支架、结构件、装饰件等;作为塑料制品的主要生产基础工艺装备的塑料模具,在国民经济占有重要的地位,模具技术也已成为衡量一个国家产品制造水平的重要标志。
注射成型是塑料成型的一种重要方法,它主要适用于热塑性的成型可以一次成型形状复杂的精密塑件,本次设计就是将幼儿玩具车接插件作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。
本文设计的内容就是幼儿玩具车接插件注塑模具,材料为PC,根据其结构形状特点以及通过对幼儿玩具车接插件成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。
关键词:注塑模具;注射成型;分型面PCtractPlastic molding products are plastic as the main structural material. The processin g of products.Referred to as the plastic parts.plastic molding products arewidely used.E specially in the electronic instrument electrical equipment ,communication tools ,etc to obtain a large number of applications . such as all kinds ofstress are shell stents struc ture decoration.Based process equipment as the main production of plastic products of plastic mold .occupies an important positionin national economy mould technology ha s also become to measure a national product manufacture level of important symbol.In jection molding plastic molding isan important method .it is mainly suitable for therm oplastic molding .and canbea complicated shape of precision plastic forming parts is t he adsl surface hella a design model .This paper will be injection mold related knowl edge as thebasis.the overall design process of plastic injection mould are expounded.Design the content of this article is shell of plastic injection mould ,materials for PC .According to the shape of the structure characteristics and throughthe analysis of the right across the shell molding process,determine the overall distribution of cavity choose the parting surface determine the demoulding way .The design of gating syste m,etc.Keywords:Plastic mold;injection molding;the parting surface目录摘要 (I)PCtract (II)第一章前言 (2)1.1我国模具行业的发展方向和前景 (2)1.2 注塑模具设计与制造技术 (3)1.3 UG模具设计的基本流程 (VII)1.4课题意义 (IX)第二章注塑件的设计 (X)2.1 功能设计 (X)2.2 材料选择 (X)2.3 结构设计 (XI)2.4 塑件的尺寸精度及表面质量 (XII)第三章塑件3D建模及注射成型工艺分析 (XIII)3.1塑件的3D模型 (XIII)3.2塑件的注射成型工艺性分析 (XIV)3.3注塑机 (XV)第四章模具结构设计 (XVI)4.1型腔数目的确定 (XVI)4.2分型面的确定 (XVI)4.3浇口的确定 (XVII)4.4模具材料的确定 (XVII)4.5浇注系统的设计 (XVIII)4.6成型零件结构设计 (XX)4.7 抽芯结构设计 (XX)4.8模架的选用 (XXII)4.9导向机构的设计 (XXII)4.10顶出机构的设计 (XXIII)4.11排气设计 (XXIV)4.12温度调节系统设计 (XXIV)第五章注射机的校核 (XXV)5.1最大注塑量的校核 (XXV)5.2锁模力的校核 (XXVI)5.3模具外形尺寸校核 (XXVI)5.4模具厚度校核 (XXVI)5.5模具安装尺寸校核 (XXVII)5.6开模行程校核 (XXVII)第六章模具总装设计 (XXVIII)6.1模具装配及加工要求 (XXVIII)6.2模具工作原理 (XXX)结论................................................. 错误!未定义书签。
汽车零件注塑模项目设计方案
汽车零件注塑模项目设计方案1. 引言1. 概述注射成型也称为注射模塑或注塑,是热塑性塑料的一种重要成型方法。
迄今为止,除氟塑料外,几乎所有的热塑性塑料都可以采用此成型方法;它的特点是生产周期短、生产效率高、易自动化,因此广泛应用于塑料制品的生产[1]。
目前,注射成型总的发展趋势是向精密、节能、自动化、薄壁化和微型化发展。
当今世界注射模具的基本格局是以日、美及欧洲各工业化国家作为世界模具技术的领头羊,占据了世界注射模具市场的半壁江山,他们拥有现代的设计方法和先进的模具制造设备,特别是近几年来这些国家把CAD/CAM/CAE系统作为模具工业发展的臂翼,其发展的趋势如日中天 [2]。
2. 国外发展情况注塑模具设计,国外先进国家(日本、德国、美国等)从20世纪80年代中期已广泛使用计算机对塑料模进行辅助设计(CAD),辅助制造(CAM),并对模具设计的各个环节进行定量计算机和数值分析(CAE),已由经验数据逐步过渡到计算机设计,对模具浇注系统和型腔的熔料流动行为以及温度调节系统的热量分布都采用了微机辅助设计[1]。
注塑制品已呈现自动化生产,对注塑成型机可以进行远距离操作或无人操作,成型机可以根据生产监测信号实时调整成型工艺条件,从而能从根本上保证塑料制品的成型质量不发生问题[3]。
3.国发展情况80年代以来,在国家产业政策和与之配套的一系列国家经济政策的支持和引导下,我国模具工业发展迅速,年均增速均为13%,1999年我国模具工业产值为245亿,至2002年我国模具总产值约为360亿元,其中塑料模约30%左右。
在未来的模具市场中,塑料模在模具总量中的比例还将逐步提高。
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5Kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图书分类号:密级:毕业设计(论文)汽车线束接口注塑模具设计AUTOMOTIVE WIRING HARNRSS INTERFACE MOLD DESIGN学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:年月日学位论文版权协议书本人完全了解关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归所拥有。
有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:年月日日期:年月日摘要汽车线束接口属于中小型模具,它是汽车中不可或缺的重要零部件。
本文对汽车线束接口进行了工艺分析。
确定采用PA66作为塑件的材料,该材料具有耐磨性好、强度高、成本低和可塑性好的特点。
根据塑件的特点采用一模四件进行注塑成型,并使用PRO/E软件对塑件进行三维建模。
然后重点阐述了汽车线束接口的注塑模具设计,主要设计有:塑件材料的分析、注塑机的选择、确定分型面和型腔(数量、结构和布局等)、浇注系统的设计(浇口设计和流道设计等)、模具模架设计、合模机构设计、顶出机构设计、冷却系统设计、排气系统的设计等设计和计算。
对模具和注塑机的合适程度进行了校验。
完成了汽车线束接口模具总体装备结构设计和零件设计。
关键词汽车线束接口;注塑模具; PRO/EAbstractAutomotive wiring harness interfaces are small and medium mold, it is an indispensable automobile parts. In this paper, automotive wiring harness interfaces are process analysis. Determined using PA66 plastic as a material, a material with good wear resistance, high strength, low cost and good plasticity characteristics. According to the characteristics of plastic parts using a mold four injection molding, and the use of PRO / E software for three-dimensional modeling of plastic parts. Then focuses on automotive wiring harness interfaces injection mold design, the main design are: selection of materials analysis plastic parts, injection molding machine, determine the design of the parting surface and cavity (volume, structure and layout, etc.) gating system (sprue design and runner design, etc.), die mold design, mold clamping mechanism design, the ejection mechanism design, cooling system, exhaust system design, such as design and calculation. Match mold and injection molding machines were checked. Completed the automotive wiring harness interfaces mold overall equipment design and part design.Keywords automotive wiring harness interfaces injection mold PRO/E目录摘要 (I)Abstract (II)目录 (I)1绪论 (1)1.1 模具的简介 (1)1.2 我国模具的发展现状 (1)1.3 我国模具发展的趋势 (2)1.4 本毕业设计的研究内容和意义 (3)2塑件材料与工艺分析 (4)2.1 材料的分析......................................................................................... 错误!未定义书签。
2.1.1 塑件的材料性质.............................................................................. 错误!未定义书签。
2.1.2 PA66的注模条件 ............................................................................. 错误!未定义书签。
2.2 塑件的工艺......................................................................................... 错误!未定义书签。
2.2.1塑件的壁厚....................................................................................... 错误!未定义书签。
2.2.2 塑件的脱模斜度.............................................................................. 错误!未定义书签。
2.2.3 塑件的尺寸精度.............................................................................. 错误!未定义书签。
2.2.4 塑件的表面质量.............................................................................. 错误!未定义书签。
3注塑机的选择 (5)3.1 注塑成型的简介 (5)3.2 注塑成型的工艺条件 (5)3.3 选择注塑机 (6)3.3.1 注塑机的基本参数 (6)3.3.2 注塑机的分类 (6)3.3.3 塑件的体积. (6)3.3.4 塑件的质量 (6)4 成型零部件的设计 (7)4.1 确定分型面 (7)4.2 确定型腔的数目和排列 (7)4.3 模架的确定 (8)4.4 模芯尺寸的确定 (8)4.5 型腔壁厚和底部壁厚的计算 (9)4.6选择模架 (9)4.7成型零件的工作尺寸计算 (9)5 浇注系统的设计 (12)5.1 浇口的设计 (13)5.2 主浇道的设计 (13)5.3 分浇道的设计 (14)5.4 冷料穴的设计 (15)5.5 浇注系统的平衡 (15)6其他装置的设计 (16)6.1 推出机构的设计 (16)6.1.1 简单推出机构 (16)6.2 合模导向装置的设计 (16)6.3冷却系统的设计 (17)6.4排气系统的设计 (19)7注塑机的校核 (20)7.1 最大注射量的校核 (20)7.2 锁模力的校核 (20)7.3 喷嘴尺寸的校核 (20)7.4定位圈尺寸的校核 (21)7.5 模具外形尺寸的校核 (21)7.6 模具闭合高度的校核 (21)结论 (22)致谢 (23)参考文献 (23)1绪论1.1 模具的简介模具在制造业中处于重要地位,它引领着我国经济的增长,有着很广阔的发展前景。
塑料模具是在工业生产中利用特定的形状,并采用特定的方式来制作塑料制品的一种特定的工艺,它是型腔模的一种。
由于在制作塑料制品的时候,都采用了不同原材料和不同的方式来进行制作,我们可以根据这些材料的差别将模具分为塑料模具、玻璃模具、压铸模具和橡胶模具等。
在人们的生活的方方面面都离不开机械工具或者机械制品,而这些大多都是用注塑模具来制作成型的,所以模具行业在制造业中占有举足轻重的地位。
利用高分子材料加工,并用塑料制造成型的塑件模具,被称作注塑模具。
如何设计注塑模具,是当今高分子材料加工里的一个重要问题点。
通常情况下,模具很大程度的决定了塑件的生产效率以及塑件制品的质量。
并且模具质量的高低又和模具的设计方法和加工方式有很大很密切的关系。
随着国民经济的增长,市场对塑件的品种和产量需求与日俱增、生产产品的更新周期越来越短、客户对塑件的要求逐渐增高,所以模具设计与制造的周期需要缩短,质量也需要提高,这就促使塑料模具设计与制造技术必须不断发展才能满足市场的要求,从而一定程度上推动了塑料工业以及机械加工工业的蓬勃发展。
1.2 我国模具的发展现状我国模具产业的发展如今已经到了一个新的发展阶段,取得了很多的成绩。
前几年金融危机的发生,使得国外许多发达国家面临劳动力和模具原材料成本高的现实出现了困境,使得产业逐渐向中国转移。
据专家预测,未来,我国将成为世界最大的模具制造国。
即使目前,我国的模具规模逐渐扩大,甚至向海外发展,也受到了国际市场的喜爱。
但我国模具行业还停留在“大国”的层面上,而非真正意义上的“强国”。
因为,我们的模具产品的质量仍处于中低端,高端产品却少之甚少。
如何使我国的模具制造越来越好,就需要改进现在许多的缺点和不足,这些涉及到模具发展的每个方面,例如塑件的设计和构造、设计师的创新意识、人才的培养和教育、模具设备设施的引进和投入、以及怎么使中国模具走向世界等等。
其中最主要的问题是如何要提高产品的品质。
目前我国模具行业的短板如下:1、产品的热处理,由于我们所实用的模具材料和国外的并不相同,这导致我们制作的模具产品在品质和使用寿命上都比不上那些发达国家的模具制品。
在我国,我们大多使用很常见很普通的模具材料,而发达国家则使用最先进的材料,而这种材料的综合性能都高于我国使用的材料,不管是在机械性能还是耐腐蚀性等方面都优于我们采用的普通材料。