整车线束设计开发流程图
整车线束设计开发流程
整车线束设计开发流程整车线束设计开发是指在整车设计中,针对整车电气系统的需求,进行线束的设计和开发。
线束是各个电气设备之间传递信号和电能的通道,它的设计和开发对整车的性能和可靠性有着重要的影响。
下面将介绍整车线束设计开发的流程。
1.需求分析在整车线束设计开发的初期,需要对整车的电气系统进行需求分析。
通过与传感器、执行器和控制器等相关部门的沟通,了解整车电气系统的功能需求、信号传输要求和功率传输要求等。
还需要考虑整车的可维护性和可靠性等因素,为线束设计提供指导。
2.线束布置设计线束的布置设计是指将各个电气设备之间的线缆进行布置的过程。
首先需要确定线束的总体布局,确定线束走向、穿越路径和固定方式等。
然后根据线束的长度和电流负载等参数,选择线束的截面积和材料。
最后,进行线束的具体布置设计,确定线束的分支点和连接方式。
3.线束分配设计线束分配设计是指将整车电气系统中的信号和电能分配到各个线束上的过程。
需要根据各个电气设备之间的连接关系和信号传输要求,进行线束的分配。
同时,需要考虑线束的排布和连接的便捷性,以提高制造和维修的效率。
4.线束选型和采购线束选型和采购是指根据线束的设计要求,选择合适的线束品牌和型号,并进行采购。
在选型时,需要考虑线束的额定电流、电压和工作环境等要求,以确保线束的安全性和可靠性。
在采购时,需要与线束供应商进行沟通,了解线束的交货时间和质量保证等信息。
5.线束制造线束制造是指将线束设计方案制造成实际的线束产品的过程。
首先需要对线束进行裁剪,根据线束的长度和分支点的位置,将线束切割成合适的长度和形状。
然后需要进行线束的剥皮和绝缘处理,以确保线束的安全性和导电性。
最后,将线束上的连接器进行压接和固定,完成线束的制造。
6.线束安装和调试线束安装和调试是指将线束安装到整车上,并进行电气连接和功能测试的过程。
首先需要根据线束设计方案,将线束穿过整车的壳体,并进行固定。
然后进行线束的电气连接,将线束连接到相应的电气设备上。
汽车线束图文详解-精
电线的颜色分为单色线、双色线。颜色用途也有规定,我国行业标准只规定主 色(QC/T 414 汽车用低压电线颜色 )
汽 车 线 束 内 的 电 线 常 用 规 格 有 标 称 截 面 积 0.5 、 0.75 、 1.0 、 1.5 、 2.0 、 2.5 、 4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、 2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流值,配用于不同 功率用电设备的导线。以整车线束为例,0.5规格线适用于仪表灯、指示灯、门 灯、顶灯等;0.75规格线适用于牌照灯,前后小灯、制动灯等;1.0规格线适用 于转向灯、雾灯等;1.5规格线适用于前大灯、喇叭等;主电源线例如发电机电 枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负 载的最大电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使 用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不 会编入主线束内。
按要求在线束外面安装波纹管、PVC管、扎带、卡子等配件。 • 穿橡胶件:按工艺要求把相关的橡胶件穿套在线束上。 • 回路导通:检查线束是否通路、短路、断路等。 • 尺寸检查:检查组装好的线束尺寸是否符合要求。 • 外观检查:检查线束分支、外观等所有部位是否符合要求。 • 成品包装:将合格的完成品进行包装。 • 成品入库:将包装好的成品按要求入成品库放置。
5、盲栓(密封塞):一种原件,由橡胶制成,在线束上起密封和保护作用。 或用于塞在护套上未插导线的插孔,起到密封作用的橡胶件。
汽车线束过孔时一般运用橡胶件进行过渡,以起到耐磨、防水、密封等作用。 主要分布在以下部位:发动机与驾驶室接口处、前舱与驾驶室接口处(左右 共2处)、四门(或有后背门)与车厢接口处、油箱进口处。
新能源电动汽车线束加工流程(图文)

接插器护套基本编号说明
产品代号: 国家标准规定为DJ 用途代号:
分类代号:
孔位代号: 接插件的孔数
设计序号: 出现同孔数、同规格时,为了区别插接件型号,将此号升级。
变形代号: 产品的主要电气参数和基本结构不改变的情况下,以大写字母A、B、C表示。
规格代号: 表示接插件的规格系列,一般指插头宽度。
桥梁和纽带,整车电器要达到正常、稳定工作,除了各电器元件的自身质量 以外,与线束在车辆上的铺设情况也是密切相关的。
整车线束零部件包括
1 、继电器组总成 2 、发动机线 3 、前围线 4 、底板线 5 、左前门线 6 、右前门线
7 、后门线 8 、左后门过渡线 9 、牌照灯线 10、仪表板线 11、门控开关线 12、室内灯线
新能源电动汽车线束加工介绍
目录
• 一、汽车线束的基本结构介绍 • 二、汽车线束的制作加工工艺流程
1.线束制作流程图 2.加工的每个工序的简要介绍 • 三、汽车线束各个组成部分的定义与用途 • 四、汽车线束生产中各工序不良品展示
• 一、什么是线束?
• 线束是汽车动力和信号传输分配系统的总成. • --通过线束传递汽车所需的驱动信号,驱动汽车; • --将信号转换成电流传递给车内的其他设备 • 线束主要是由导线、端子、接插件以及护套等组成,是车辆电器元件工作的
……
线束的制作工艺流程
1、线束的制作工艺流程图
2、各工序说明
• 发料:仓库保管员根据领料单发料。 • 裁管:根据波纹管、PVC管、玻璃纤维管工艺卡尺寸进行裁剪。 • 裁线:根据裁线工艺卡尺寸进行裁剪导线。 • 穿防雨塞:根据产品线号需要,按工艺卡要求加穿防雨塞或PVC管。 • 端子压接:根据工艺卡线号要求在导线一端或两端压接端子。 • 绞接线:按工艺卡要求对相关导线进行绞接,并包裹胶带。 • 预装:按工艺卡要求对相关线号进行小组立。 • 装配:根据工艺要求将电线挂放在配线板上并安装护套;将导线用胶布缠包并
整车线束设计开发流程图
整车线束设计开发流程本设计指南制定了公司乘用车一般整车线束设计开发流程1.1 该系统综述汽车整车线束,就是将汽车的电源和各用电器按照它们各自的工作原理特性及相互间的在联系,用导线连接起来所构成的一个整体。
汽车整车线束由于各车型的结构型式,电器设备的数量,安装位置、接线方法不同而有差异,但有基本的规定A、单线制B、各用电器并联C、有保险装置以保护线路D、采用单色或双色导线、多色线1.2 适用围本指南适用于公司整车线束的开发。
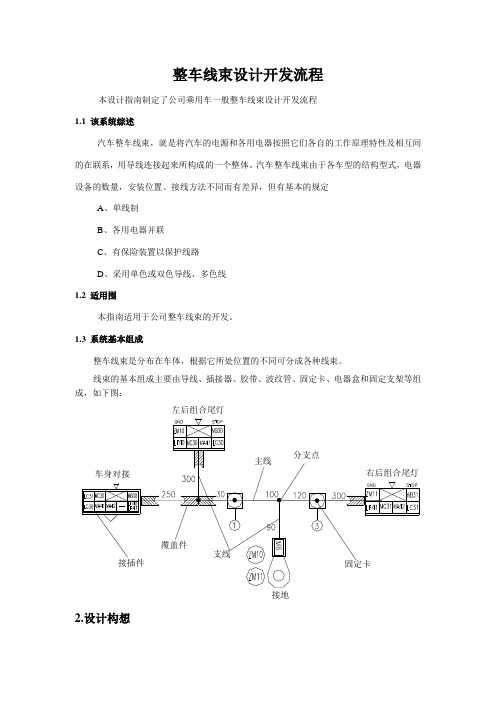
1.3 系统基本组成整车线束是分布在车体,根据它所处位置的不同可分成各种线束。
线束的基本组成主要由导线、插接器、胶带、波纹管、固定卡、电器盒和固定支架等组成,如下图:左后组合尾灯接地2.设计构想2.1 设计原则1、完整正确地体现整车电器系统的功能2、根据车型的需要设计成整体或分组分段的电线束3、根据汽车电线束所处的工作环境及在汽车的空间布置合理选择保护层和固定方式4、选择线束部的电线时要针对用电设备的负载合理选择电线截面积和颜色5、在设计过程中尽量减少连接点和过渡接头以提高线束质量、改善制造工艺6、为降低电线电阻和降低电线成本,设计时应避免重复布线,使线的长度最短7、对汽车上一些电器信号应增加防干扰措施2.1.1功能要求1、满足整车装配要求和布置要求2、为用电器提供电源和搭铁3、同汽车上某些开关及继电器结合起来实现对电器设备的功能控制4、把某些传感器和开关信号输送给汽车上的相应控制单元,并把控制单元的控制信号传递给相应的执行机构5、电器部的通讯(如CAN—BUS)2.1.2 顾客要求1、线束走向整洁、合理,安装牢固2、方便维修3、价格低,使用寿命长4、标识清楚2.1.3 性能要求使用寿命:用户正常使用不得少于50万公里或10年(以先到为限)连接可靠性:线束与线束之间、线束与用电器之间的连接可靠,满足Q/YYY.04.030中所规定工作温度:在-40℃~130℃中的不同温度能正常工作,高低温实验后,线束包扎紧密不松散,可弯曲,端子无退位。
线束设计和开发控制程序

XXXX 线束科技有限公司 设计和开发控制程序XXXX 线束科技有限公司 设计和开发控制程序(编号: GS2-C2-13)(B/1 版)编制 审核 批准文件性质__________发放编号___________2019-10-30 发布2019-11-01 实施XXXX 线束科技有限公司 设计和开发控制程序合肥广尚线束科技有限公司序号 一版本 A0修订日期 2017.10.30文件修订条款修订内容按照 IATF16949:2016 首次编制发布发布修订者批准:审核:XXXX 肥线束科技有限公司 2019-10-30 批准 2019-11-01 实施编写:XXXX 线束科技有限公司 设计和开发控制程序1.目的 1.1 对产品先期策划进行规范化管理,制定确保产品满足顾客所需的步骤,促进与所涉及的每一个人的联系,以确保所要求的步骤能按时 完成,并引导资源、预防缺陷、降低成本、持续不断地改进,以最低成本及时提供优质产品使顾客满意。
2.适用范围 适用于顾客提供设计图样的产品的质量先期策划工作。
3.定义 3.1、APQP:产品质量先期策划,英文(Advanced Product Quality Planning and Control Plan)的简称。
3.2、特殊特性:指由顾客指定的产品和过程特性,包括显著影响政府法规安全特性、影响客户满意的产品和过程特性,和由本公司通过对 产品和过程的了解所识别的特性。
3.2.1、产品特性:在图纸或其它工程技术资料中所描述的零部件、总成的特点性能。
3.6.2、过程特性:是与产品特性具有因果关系的过程变量,过程特性仅能在发生时才能测量出,对于一个产品特性,可能有多个过程特性,在某个过程中,一个过程特性可能影响到整个产品特性。
4.引用标准《产品质量先期策划》《生产件批准》FMEA\SPC\MSA 5.职责5.1 总经理和各部门经理/主管参与公司的新产品开发各个阶段的工作,并提供必要的资源; 5.2 项目部负责新产品 APQP 各项工作策划,负责组织成立 APQP 小组。
线束设计流程演示幻灯片
Back Shell Connection Point(后保护罩壳连接 点):
注:它与Cavity Point(空位点)的使用方法相 同。它只存在于Single Insert Connector上和Back Shell上,且相对应的在Single Insert Connector上 和Back Shell的Back Shell Connection Point要相配 合使用。
布置
Drafting 二维图
CATIA - Electrical System Functional Definition (EFD) CATIA - Electrical Part Design(EPD) CATIA - Electrical Harness Installation (EHI) CATIA - Electrical Wire Routing (EWR) CATIA - Electrical Harness Flattening (EHF)
同。Cavity Connection Point与Cavity Point相互配 合约束(即其相对应约束要一致),使两者所 在的电器元件接合。
14
Connector Connection Point(连接器连接点): 注:它与Cavity Point(空位点)的使用方法相
同。但其只存在于Single Insert Connector(单一 对应接头)且连接器连接点只与其它连接器连 接点相配合使用。
16
Bundle Connection Point(线束连接点): a.点击这个命令。 b.选择要加线束连接点的零件。 c.在跳出的对话框中给点定义名称。 d.选择一个代表(就是要定义物体一个特征面
或点)。 e.选择线束连接点。 f.选择初位约束(一个面或一根轴) 注:它是创建线束的基本元素。
CATIA汽车线束全流程设计
2D 3D绘制、 整合、展平
元器件&库
EFD&XML
合抱之木,起于毫末;九层之台,起于累土;下层基础,决定上层建筑!
图释CATIA线束设计全流程
谢谢
Vision
EFD&
2D
XML
元器 件&库
几何 线束
电气 几何
展平
电气零件定义工作台
电气属性定义工作台
电气设备定义 电气连接点定义
定义电气支撑
电气设备储存
用来定义非电气属性的设备 定义电气设备 定义壳子 定义接插件 定义金属连接片 定义胶堵
定义后保护壳 定义波纹管
定义凹槽 定义端子 定义接插件连接点 定义线束连接点 定义凹槽连接点
一个系统就是可以完成特定功能的模块,它由设备,接 插件,端子,以及用相应的信号将其串在一起。
单击
创建设备
设备下,建立接插件
紧接着,建立信号:
或是端子
在建立好的信号上,单击 弹出: 相应端子上分配这个信号,完好显示:
用Refine View和Analyze Links View 修改调整signals和connector和equipment的连接。
在装配工作台中,用
创建几何线束集,即由电气设备,接插件,物理线束 在一起的集合
创建物理线束,两种 模式
转到电气线束 布置工作台
电
电
气
气
连
断
接
开
增
去 分 增 移线保 调 复
加
除 割 加 除段护 整 制
支
支 线 支 支转调 位 排
撑
撑 束 点 点移整 置 列
简单布线
1
2
3
线束开发流程

回路、切断明细表的制作
Байду номын сангаас
《回路、切断明细表》的项目有:图号、图纸最新 状态、线束型号、日期、页数、编号、护套代号及 孔位、端子型号、附件标记、连接号、回路型号、 共端号、电线型号、线径、线色、线长、装配号、 线口长、C/H、I/H压着机等等,封面上有制作人、 批准人、版本。 编号栏,填入量产图中的线号。 塑壳代号及孔位栏,填入某根导线的某一端,与其 相连接塑壳的编号(非塑壳的型号)及此塑壳的孔 位。 附件标记栏,是导线某一端的端在打钉前要先穿防 水栓时在此栏写上防水栓的型号。 备注栏可填写其它一些在前工程所用的部品。
组立图的制作
还要考虑治具的半径尺寸。各主干线、分枝线、 扣钩等尺寸的公差要求可参照JAH/WI 9.262《桑车寸法公差标准》和JAH/WI 9.163《丰田汽车线束寸法公差要领》。 各类部品和各种包扎要求是用图形结合颜色一 起来表示,详细内容见《组立图明细表》。某 些重点部位和重要要求都要在图是有所说明或 附上图片。 《组立图》的制作使用电脑中CAD软件来完成, 也可以手工画出来,但目前本公司此项工作都 由电脑完成。
胶管切断一览表、胶管卡的制作
A、《胶管切断一览表》的项目有:胶管型号、长度、 零件号、卡号、套用量、使用工程、版本等。 将量产图中所用胶管的型号、数量(套用量)、长 度,分别填入《胶管切断一览表》中的对应栏目里。 卡号是为以后制作《胶管卡》所用,可以预先在此 表中确定下来。使用工程栏,填入某根胶管应在哪 个工序装配(如:打钉、前装配等)。具体安排在 哪个工序装配,要根据实际情况,比如胶管的直径 较小,打完端子后穿不过,这就要求在打钉前先穿 胶管,这种情况就将此胶管的使用工程归属打钉。 B、《胶管卡》的项目有:品番、卡号、胶管名称、 长度、使用岗位、套用量、数量、版本等。 《胶管卡》是将《胶管一览表》汇总的数据,进行 分解,一根胶管做成一张卡,发放至车间指导胶管 班作业。
汽车线束装配流程图

Step 15 步骤十五
Despatching ‐ 出货
Step 14 步骤十四
Packaging ‐ 包装
Crimping Machine
Splicing Machine
Soldering Pot
Heating Gun
Tube Cutting Scissors
TYCO DT-3000
Honghe Electronics HC-4
MingFu Automation MF-SW-350L
Bosch GHG 630 DCE AnNuo Automation
打端机
铜带机
锡炉
烘枪
裁波纹管钳
N/A
泰科 DT-3000
鸿和电子 HC-4
明富自动化 MF-SW-350L
博世 GHG 630 DCE 安诺自动化
Step 13 步骤十三
Inspection ‐ 检验
Step 12 步骤十二
Testing ‐ 测试
Step 11 步骤十一
Assembly ‐ 组装
Step 10 步骤十
Pre‐loading/Coiling ‐ 预组装
Electronic Scale
Steel Ruler
Dynalab NX Solo Series
Label Printer
Assembly Board
Process - 流程
Step 1 步骤一
Wire Circuit ID Printing ‐ 电线印字
Materialize - 实现
Step 2 步骤二
Wire Automatic Cutting ‐ 自动裁线
Wire Manual Cutting ‐ 手工裁线
线束研发流程图 Microsoft Word 文档

线束研发能力——新产品开发流程图
编制: 审核: 批准: 日期: 年 月 日 开
发
日
期
部
品
开
发
开
发 阶 段 品 质 保 障 产品制造工艺批准(PSO ) 确定品质目标 FMEA (设计、过程) 4M 准备 (设备、材料、工艺、人员) 工程 审核 品质保证 系统评价 出产品确认 (FPSC) 产品策划
产品设计及开发 过程设计开发 材料采购及品质保证 输出图纸 模式确定 设计构想 确认新技 术&新材初次试装 2次试装 P--1 P--2 样品线 基准车 投产图纸 投产 模式批准 生产场地确认 试制研发 技术开发协议 投产准备 (设备、材料、工艺、人员
生产批准 P-1采购材料 P-2采购材料 样线制作 投产 确定重点
管理项目
(IRE) 全部检查 产品的耐久性试验。
整车设计和开发流程图
轿车车身的设计及开发流程目录概述:第一章:轿车车身设计要素第二章:整车开发流程第三章:项目开发流程第四章:项目开发过程中需归档的文件目录:第五章:可行性分析阶段第六章:车身相关间隙设计规第七章:车身外间隙设计规第八章:密封条的截面沿用规第九章:鈑金过孔的问题第十章:门盖系统校核规第十一章:工艺知识一、钣金冲压件冲压,焊接,和电镀的工艺性检查条例二、车身工艺性检查三、部分B21车身鈑金工艺分析报告:四、冲压钢板性能:五、冲压工艺工序六、焊接种类及相关介绍概述:车身是整车的重要组成部分,开发整车是一项很复杂的工程,车身也一样,它主要包括车身本体、外饰件、饰及附件,由于它是轿车上载人的容器,因此要求轿车车身应具有良好的舒适性和安全性。
此外,轿车车身又是包容整车的壳体,能够最直观地反映轿车外观形象等特点,所以,轿车车身设计应非常注重外形造型,以满足人们对轿车外形地审美要求,取得较好的市场。
而汽车人体工程学、汽车空气动力学、汽车造型及审美艺术、汽车车身新材料的研究及开发、汽车车身结构强度分析、汽车车身设计方法及技术等方面的研究和应用,正是设计出具有良好性能的轿车车身的必要基础。
下面,分章予以说明:第一章:轿车车身设计要素轿车车身设计要素,亦是从事车身设计工作时,设计人员所必须考虑的方面和重点解决的关键技术,是提高车身设计质量的关键容。
全面掌握、研究和应用车身的设计要素,是设计人员应具备的基本技能。
从现代轿车车身设计的角度出发,汽车产品的设计要素主要表现在如下几个方面:1.车身外形设计方面⑴车身空气动力特性要素⑵车身尺寸确定的人体尺寸要素⑶车身外形设计、饰造型的美学要素⑷外形的结构性和装饰的功能性要素2.车身室布置设计方面⑴人体工程要素,包括人体尺寸、人体驾驶和乘坐姿势、人体操纵围、人眼视觉和视野、人车视野、人体运动特征、人体的心理感觉等。
⑵车身部设计的安全保护要素。
3.车身结构设计方面⑴结构设计的强度、刚度要求;⑵轻量化设计要素,包括结构合理性和合理选材;⑶结构设计的安全性要素⑷车身防腐蚀设计设计要素⑸车身密封性设计要素⑹结构设计的制造工艺性要素4.产品开发方面⑴产品开发的市场性要素;⑵系列化产品发展要素;⑶生产、工艺继承性要素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整车线束设计开发流程
本设计指南制定了公司乘用车一般整车线束设计开发流程
1.1 该系统综述
汽车整车线束,就是将汽车的电源和各用电器按照它们各自的工作原理特性及相互间的在联系,用导线连接起来所构成的一个整体。
汽车整车线束由于各车型的结构型式,电器设备的数量,安装位置、接线方法不同而有差异,但有基本的规定
A、单线制
B、各用电器并联
C、有保险装置以保护线路
D、采用单色或双色导线、多色线
1.2 适用围
本指南适用于公司整车线束的开发。
1.3 系统基本组成
整车线束是分布在车体,根据它所处位置的不同可分成各种线束。
线束的基本组成主要由导线、插接器、胶带、波纹管、固定卡、电器盒和固定支架等组成,如下图:
左后组合尾灯
接地
2.设计构想
2.1 设计原则
1、完整正确地体现整车电器系统的功能
2、根据车型的需要设计成整体或分组分段的电线束
3、根据汽车电线束所处的工作环境及在汽车的空间布置合理选择保护层和固定方式
4、选择线束部的电线时要针对用电设备的负载合理选择电线截面积和颜色
5、在设计过程中尽量减少连接点和过渡接头以提高线束质量、改善制造工艺
6、为降低电线电阻和降低电线成本,设计时应避免重复布线,使线的长度最短
7、对汽车上一些电器信号应增加防干扰措施
2.1.1功能要求
1、满足整车装配要求和布置要求
2、为用电器提供电源和搭铁
3、同汽车上某些开关及继电器结合起来实现对电器设备的功能控制
4、把某些传感器和开关信号输送给汽车上的相应控制单元,并把控制单元的控制信
号传递给相应的执行机构
5、电器部的通讯(如CAN—BUS)
2.1.2 顾客要求
1、线束走向整洁、合理,安装牢固
2、方便维修
3、价格低,使用寿命长
4、标识清楚
2.1.3 性能要求
使用寿命:用户正常使用不得少于50万公里或10年(以先到为限)
连接可靠性:线束与线束之间、线束与用电器之间的连接可靠,满足Q/YYY.04.030中所规定
工作温度:在-40℃~130℃中的不同温度能正常工作,高低温实验后,线束包扎紧密不松散,可弯曲,端子无退位。
工作环境:耐油、防尘、防腐蚀、防水,线束经耐油实验(耐机油、汽油、玻璃清洗剂)
和盐雾实验后,线束外包扎紧密不松开,线束导通率100%。
导线拉拔力:拉拔力满足Q/YYY.04.030中所规定
电压降:电压降应符合Q/YYY.04.030中所规定
导通率:100%
包扎:线束波纹管的直径以能完全包住导线且保证导线的直径不小于线束波纹管径的3/4;胶带不得散开
前舱排气管处导线耐温不低于130℃,室导线一般按85℃选择
2.2 设计步骤和参数
2.2.1 整车线束设计的步骤
2.2.1.1 设计输入
1、整车电气原理图和用电器负荷
2、整车配置表和整车线路布置相关数据
3、用电器各插接器型号、引脚定义和对材料的要求
4、产品要满足的法规
2.2.1.2电器盒的设计
1、根据原理图计算保险和继电器的数量,合理分布于电器盒
2、结合车身分成一个或若干个电器盒及所在位置
3、根据整车的成本设计出电器盒的结构和材料
4、应优先考虑沿用
具体见《电器盒产品设计指南》
2.2.1.3 线束路径的设计
1、绘制电器平面布置图及线束平面布置图
2、根据整车的数据用3D型式(Ug、Catia)将线束布置加以布置、固定
3、根据汽车的布置,按线束功能,合理走向给予分段
4、过孔处和过棱角处对线束要加予保护
5、线束一定距离要加以固定(150mm~300mm)
6、对于线束接插较集中的地方要支架固定
7、避免湿区的水流入干区
8、前舱线束要充分考虑热场分布
线束路径流程详见附件一
2.2.1.5 线束所用材料的设计
1、根据电路合理选择导线型号
2、根据线束所处不同的环境选择不同类型的导线(如温度,信号类型等)
3、根据电路和线束所处的环境合理选择插接器(如防水,温度等)
4、根据线束所处不同的位置选择不同的线束外层保护材料
A、汽车线束的外部保护
B、线束在车体上的固定
○a、用线束扎带和管夹固定于车体接螺栓(螺母)或孔上
○b、在线束总成上捆扎塑料销钉固定于车身孔上
○c、过孔橡胶护套
其线束固定件优先选用:《线束固定件数据库》
C、各段线束之间的连接
○a、通过中央电器盒使各线束连接起来
○b、线束在继电器支架连接
○c、线束之间的连接
2.2.1.6 线束样线的制作和认可
跟踪供应商的制作情况
认可流程可按公司的PPAP
2.2.2设计参数
1、导线的设计
A、汽车导线类型的选择
汽车导线多种多样,根据汽车产品应满足的标准选择导线的标准,根据导线的
工作环境和不同作用来选择导线类型
B、导线截面积的选择
参照《整车电路设计规》
C、导线颜色的选择
导线颜色的选择参照QC/T 414 汽车用低压电线的颜色
2、插接器的设计
A、端子的设计
端子所承受的电流可根据导线所承受的电流来定,端子所承受的负载电流≥导
线所承受的负载电流;也可按下方法:
确定负载电流 I=P/U
P----用电器的功率
U----汽车电压
端子所承受的负载电流≥I
结合压接导线线径确定端子
端子优先选用采用列表《电流与端子》、《端子的特性》
线对板优先选用《线对板接插器列表》
B、护套的设计
根据端子及线束分支的要求,确定护套的型号
根据插接器所处位置选择护套及保护
3、线束长度的设计
线束长度根据整车各用电器的距离,结合整车结构,合理设计汽车线束走向,得出线束最短距离
4、保险和继电器的设计
见《整车电路设计规》
2.3 线束的EBOM数据
2.3 环境条件
2.3.1 系统的工作温度围
工作温度围:-40℃~130℃
2.3.2 外观件的腐蚀性要求
外观要求:经耐机油、汽油、玻璃清洗剂实验,外包扎不松开。
3、汽车线束的测试规
3.1 测试容
1、尺寸测试
验证线束的外形尺寸和安装尺寸是否和确认的图纸一致;
2、台架试验
按Q/YYY.04.030中所规定
3、三万公里道路测试
验证线束的可靠性
3.2 测试标准、方法
1、尺寸测试:按图纸测试
测试方法:用钢尺测量线束主支和分支的长度
2、台架试验
按Q/YYY.04.030中所规定
3、三万公里道路测试
根据整车试验规执行
3.3 其它方面的性能测试
电磁干扰测试
4 一般注意事项
1、不要重复走线
2、尽可能采用就近搭铁,电流搭铁和信号搭铁要分开
3、线束同一分支中不得有线径和颜色都相同的导线存在
4、不要过载使用导线和端子
5、车身上的搭铁点应是焊接螺母或焊接螺栓
5 图纸模式
5.1 图纸主要容和形式
路径采用三维图纸保存,采用UG 、CATIA都可以,线束采用二维图纸保存
线束走向复杂,导线数量多,插接器也多种多样,要把这些信息完整、清晰表达出来5.2 图纸尺寸和公差要求
按Q/YYY.04.030中所规定
5.3 图纸其它要求
3D数据为UG 、CATIA之格式
二维数据制图可按《线束制图规》
附录:线束KNOW-HOW
附件一
线束布置工作程序
1、接受任务(项目开发计划、线束开发计划)
2、排出计划
3、根据电器件布置制定线束走向方案
4、方案评审(修改、再评审)
5、根据原理图上的线径估算总线外径
6、选波纹管
7、需要提供车身和底盘、发动机的数模(车身坐标的)
8、根据选定电器的插件,确定钣金上的开孔能否满足插件过孔的要求
9、绘制线束三维图
10、确定线束固定支架的形式、个数(应有线束固定支架间间距的标准),线束固定方式
11、根据数模绘制二维线束图(初稿)
12、校对工艺性
13、三维图提交给项目组审核,修改(直至满意)
14、根据最终数模修改二维图
15、根据设计的图纸制作样线
16、检测样线,试装样车,对图纸验证(可装、修改若干轮)
17、台架、道路试验验证
18、O TS
19、S OP
发动机线束布置注意事项:
1、新设计一款发动机时,要有电器部参与发动机线束在发动机上的布置方案。
主要是确定
线束走向、线束支架的位置;
2、尽量避开运动件、高温区
3、在发动机缸体高温区,排气管附近的线束必须用支架将线束撑起来;
4、在发动机上各进入传感器的线束必须在传感器附近有固定点,防止发动机工作时的抖动
造成传感器插件的接触不良;
5、发动机上线束支架的位置要尽量保证线束布置的美观,走线合理;
6、发动机线束在动力总成(发动机、变速箱)上的固定点与在车身或底盘上的固定点之间
部分要留有适当余量,防止发动机抖动时把线束拉伤,也防止线束过长造成对其他件的干涉;
7、发动机线束要尽量避开由于维修而造成的机油、燃油泻在线束上的区域;
8、发动机线束过前围钣金时要注意保护线束,并且保护密封圈要有防尘、降噪功能
. . . .。