PP共混改性配方大全精编版
PP改性工艺全解析(含配方)

PP改性工艺全解析(含配方)
本文档旨在解析聚丙烯(PP)改性工艺的全过程,并提供相关配方。
以下是详细内容:
1. 聚丙烯(PP)改性概述
聚丙烯是一种常用的高分子材料,具有良好的物理和化学性能。
为了进一步改善其性能,人们开发了多种改性工艺。
2. 常见的聚丙烯改性方式
以下是常见的聚丙烯改性方式:
2.1 增韧改性
增韧改性是指通过添加韧性剂或填充剂来提高聚丙烯的韧性。
常用的增韧剂包括乙烯丙烯橡胶(EPR)、塑料增韧剂等。
填充剂可
以选择碳酸钙、碳酸镁等。
2.2 抗静电改性
抗静电改性主要是为了改善聚丙烯的导电性能,以防止静电积聚。
常用的抗静电剂包括导电纤维、导电粉末等。
2.3 耐热改性
耐热改性是指通过添加耐热剂来提高聚丙烯的耐高温性能。
耐热剂可以选择氧化镁、氧化铝等。
3. 示例配方
以下是一种常见的聚丙烯改性配方示例:
- 聚丙烯:80%
- 乙烯丙烯橡胶(EPR):15%
- 碳酸钙:5%
4. 结论
通过上述分析,我们了解了聚丙烯改性的概述、常见方式及示例配方。
这可以帮助我们在聚丙烯的改性过程中做出正确的决策。
以上是对PP改性工艺的全解析,内容简洁明了。
PP改性知识大全(含配方).doc

PP改性知识大全(含配方)(塑料技术咨询)P是一种常用的塑料原料,也是常用的改性原料之一,对其改性方法可分为填充改性、增强增韧改性、共混改性及功能性改性四种,以下为您详细介绍。
填充改性无机填料:云母、碳酸钙、滑石粉、硅灰石、炭黑、石膏、赤泥、立德粉、硫酸钡等;有机填料:木粉、稻壳粉、花生壳粉等。
填充物填量举例:云母的添加量为40% 以下,粒径在300 目以上;钛酸酯偶联剂用量为云母的30% 左右;硅烷偶联剂用量较少,若用丙烯酸表面处理剂时,用量可加大到5-10% 。
云母的长径比越大,增强效果越好。
采用静态混合器、销钉型混炼螺杆、双螺杆挤出机等有助于提高填充效果。
硅灰石的用量在30-40% ,粒径采用300-325目,填充后的复合材料拉伸强度降低、缺口冲击强度提高。
其他滑石粉、赤泥、重质碳酸钙等填充PP 时,粘度增加较大。
随切变速率增加,粘度增大现象逐渐减弱,一般可用表面处理剂如聚乙烯蜡、脂肪酸盐等及采用双螺杆挤出机。
用有机填料木粉、玉米棒芯时,应选择长径比大于15 的为好,可改善韧性和负荷畸变度。
低填充时:滑石粉含量10-20% 时, PP 复合材料可取代ABS 或高抗冲聚苯乙烯;高填充时:滑石粉含量超过30% ,只主要用于热变形温度、模量等性能要求较高的制品。
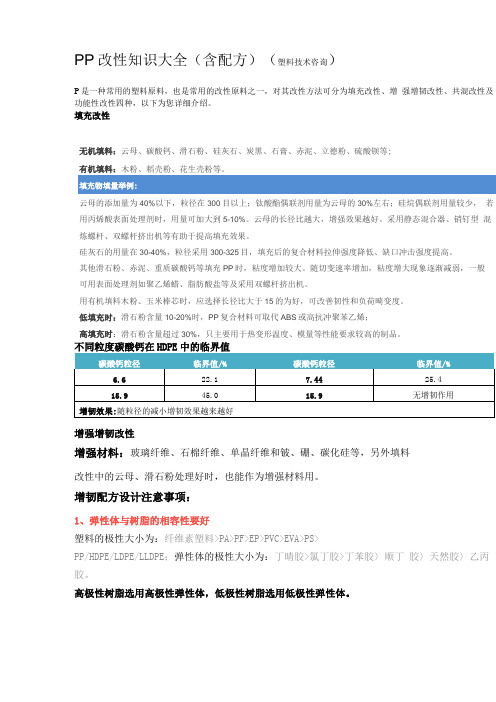
不同粒度碳酸钙在HDPE中的临界值碳酸钙粒径临界值 /% 碳酸钙粒径临界值 /%6.6 22.17.44 25.415.9 45.0 15.9 无增韧作用增韧效果 : 随粒径的减小增韧效果越来越好增强增韧改性增强材料:玻璃纤维、石棉纤维、单晶纤维和铍、硼、碳化硅等,另外填料改性中的云母、滑石粉处理好时,也能作为增强材料用。
增韧配方设计注意事项:1、弹性体与树脂的相容性要好塑料的极性大小为:纤维素塑料> PA> PF>EP>PVC>EVA>PS>PP/HDPE/LDPE/LLDPE;弹性体的极性大小为:丁晴胶>氯丁胶>丁苯胶>顺丁胶>天然胶>乙丙胶。
PP改性指南(含配方)
PP改性指南(含配方)1. 简介本指南旨在介绍PP改性的基本原理和常用的改性方法,并提供一些常见的PP改性配方供参考。
2. PP改性原理PP(聚丙烯)是一种常用的塑料材料,具有优异的物理和化学性质。
然而,PP在某些方面仍存在一些不足之处,例如耐热性、抗冲击性和抗紫外线性能。
通过改性,可以有效提高PP的性能,使其适用于更广泛的应用领域。
3. 常用的PP改性方法3.1 增强剂- 玻纤增强剂:通过添加适量的玻璃纤维,可提高PP的强度和刚度。
- 碳纤维增强剂:添加适量的碳纤维可提升PP的强度和导电性能。
- 矿物填料:添加矿物填料(如滑石、氧化铝等)可改善PP的阻燃性能和导热性能。
3.2 功能性添加剂- 抗氧化剂:添加适量的抗氧化剂可提高PP的耐热性和抗老化性能。
- 紫外线吸收剂:通过添加紫外线吸收剂,可增强PP对紫外线的抵抗能力。
- 扩链剂:通过添加扩链剂,可提高PP的韧性和冲击性能。
3.3 共混改性将PP与其他改性塑料进行共混,可以改善PP的各项性能,如增强强度、改善耐热性等。
4. 常见的PP改性配方以下为一些常见的PP改性配方供参考:- PP-玻纤复合材料配方- PP-碳纤维复合材料配方- PP-矿物填料复合材料配方- PP-抗氧化剂配方- PP-紫外线吸收剂配方- PP-扩链剂配方请注意,具体配方应根据实际需求和使用条件进行微调和优化。
5. 结论通过PP改性,可以显著提高PP的性能,使其具备更广泛的应用性。
本指南介绍了PP改性的基本原理、常用的改性方法和一些常见的PP改性配方。
希望能给您的PP改性工作带来一些参考和启示。
PP与LDPE的共混改性_OK
建议:
提高注射压力和注射速度会提高其流动性,改善收缩变 形和凹陷。
可通过延长补料时间降低成型收缩率避免制品产生缩壁, 需要很长时间对制品进行保压。
浇注系统及冷却系统应缓慢散热,并注意控制成型温度。
12
小结
• LDPE的加入对PP加工流动性影响较小 • PP和LDPE在高温时均有氧化倾向,但PP比LDPE更容易发生
PP/LDPE共混样4个 要求:试样中间标记范围内无缩孔、气泡
表面完好无损,无裂纹
21
试验注意事项:
• ①在试样中间部分作标线,此标线应对测试结果没有影响。
• ②测量试样中间平行部分的宽度和厚度,每个试样测量三 点,取算术平均值。
• ③拉伸速度一般根据材料及试样类型进行选择。
• ④夹具夹持试样时,试样纵轴与上,下夹具中心线重合, 并防止试样滑脱,或断在夹具内。
• ⑤试样断裂在中间平行部分之外时,应另取试样补做。
22
实验数据统计:
PP
实验一
拉伸速度
100
(mm/min)
拉伸力值 (N) 1500
最大力值 (N) 1121.0
最大位移( 19.5 mm)
二 75
1500 1090.9 14.2
1090.5 973.4
6
原料的称量与干燥
称量:用电子秤分别称取 PP 850g 、LDPE 150g
设备:干燥机
塑料名称 吸水率
干燥温度 干燥时间
PP LDPE
0.01%~0.04 80~100℃
%
(热风循环)
<0.01% 70~80℃
2小时左右 1~2小时
注:PP,LDPE为非极性的结晶塑料,吸水率很低,一
PP改性知识大全含配方
PP改性知识大全(含配方)(塑料技术咨询)P是一种常用的塑料原料,也是常用的改性原料之一,对其改性方法可分为填充改性、增强增韧改性、共混改性及功能性改性四种,以下为您详细介绍。
填充改性无机填料:云母、碳酸钙、滑石粉、硅灰石、炭黑、石膏、赤泥、立德粉、硫酸钡等;云母的添加量为40%以下,粒径在300目以上;钛酸酯偶联剂用量为云母的30%左右;硅烷偶联剂用量较少,若用丙烯酸表面处理剂时,用量可加大到5-10%。
云母的长径比越大,增强效果越好。
采用静态混合器、销钉型混炼螺杆、双螺杆挤出机等有助于提高填充效果。
硅灰石的用量在30-40%,粒径采用300-325目,填充后的复合材料拉伸强度降低、缺口冲击强度提高。
其他滑石粉、赤泥、重质碳酸钙等填充PP时,粘度增加较大。
随切变速率增加,粘度增大现象逐渐减弱,一般可用表面处理剂如聚乙烯蜡、脂肪酸盐等及采用双螺杆挤出机。
用有机填料木粉、玉米棒芯时,应选择长径比大于15的为好,可改善韧性和负荷畸变度。
低填充时:滑石粉含量10-20%时,PP复合材料可取代ABS或高抗冲聚苯乙烯;高填充时:滑石粉含量超过30%,只主要用于热变形温度、模量等性能要求较高的制品。
不同粒度碳酸钙在HDPE中的临界值增强增韧改性增强材料:玻璃纤维、石棉纤维、单晶纤维和铍、硼、碳化硅等,另外填料改性中的云母、滑石粉处理好时,也能作为增强材料用。
增韧配方设计注意事项:1、弹性体与树脂的相容性要好塑料的极性大小为:纤维素塑料>PA>PF>EP>PVC>EVA>PS>PP/HDPE/LDPE/LLDPE;弹性体的极性大小为:丁晴胶>氯丁胶>丁苯胶〉顺丁胶〉天然胶〉乙丙胶。
高极性树脂选用高极性弹性体,低极性树脂选用低极性弹性体。
2、相容剂:适当的相容剂,可提高两者的相容性。
常用的相容剂为树脂或增韧剂的马来酸酐或丙烯酸类接枝物。
3、弹性体的协同作用:不同品种的弹性体一起加入会有协同作用,如在PP增韧配方中,EPDM和ABS复合加入增韧效果好。
PP共混改性配方大全
PP共混改性配方大全聚丙烯是目前用量最大的通用塑料之一,但较高的结晶度也给PP造成低温韧性差、成型收缩率大和缺口敏感性大等缺点,在一定程度上限制了其更广泛的应用。
共混改性是PP增韧的最有效途径。
它是利用组份之间的相容性或反应共混的原理,将两种或两种以上的聚合物与助剂在一定温度下进行机械共混,最终形成一种宏观上均匀,微观上相分离的新材料。
通过对PP的共混故性,可以使其综合性能大大提高,从而和工程塑料及聚合物合金在众多应用领域里竞争。
PP共混改性使用的主要共混物物及改性效果如下表:PP接下来就是干货满满的具体改性配方和工艺啦!1、PP/LDPE共混改性配方树脂PP100;相容剂PE-g-MAH5;LDPE20;润滑剂HSt0.3;加工工艺将PP与PE、相容剂及助剂按配方比例混合、搅拌、挤出造粒,制成改性材料。
挤出机料筒温度为:一段210℃,二段215℃,三段210℃;螺杆长径比为25:1;螺杆转速为120~160r/min。
性能PP与PE共混,可改善PP的韧性,增大低温下落球冲击强度。
按配方比例的共混材料的屈服应力13.6MPa;屈服应变率为12.3%,断裂应力为4.78MPa;断裂应变率为114.6%。
2、PP/HDPE共混改性配方树脂PP57.35;抗氧剂10760.2;HDPE40;PEPQ0.2;交联剂叔丁基过氧基异丙苯0.15;加工助剂硬脂酸镁0.1;填充剂硅灰石2;加工工艺在常温常压下,将各组分按配方比例在高速混合机中混合10min,然后采用双螺杆挤出机进行熔融共混,挤出造粒。
挤出温度150-220℃,螺杆转速为300r/min,经切粒、干燥工序制得PP/HDPE共混改性材料。
性能拉伸强度34.8MPa,悬臂梁冲击强度49.3J/m。
该材料表面消光效果良好,可用于包装、日用品和建筑材料等领域。
3、PP/LLDPE共混改性配方树脂PP(EPF30R)60-70;钛酸酯偶联剂(ND2-311)适量;LLDPE15-20;抗氧剂增韧剂POE(8150)5~10;光稳定剂适量;填充剂滑石粉(平均粒径12μm)10~15;加工工艺等高速混合机预热至110℃,加入一定量的无机填料,低速搅拌15min后,分三次加入填料质量分数为2%的偶联剂,每次加入偶联剂后,高速搅拌5min,然后放出填料备用。
PP改性知识大全含配方
PP改性知识大全含配方导言:PP改性技术是一种将聚丙烯(PP)的性能进行调整和优化的方法。
通过改性,PP的添加值得以提高,使其更适合各种应用领域。
本文将介绍PP改性的一些常见方法和配方,帮助读者了解PP改性技术的基本知识。
一、PP改性的常见方法1.添加剂改性:聚丙烯的添加剂改性是指向PP中添加一定比例的改性剂,通过控制改性剂的种类和添加量,来改善PP的性能。
常见的添加剂包括增韧剂、阻燃剂、抗静电剂、耐热剂等。
2.合金改性:合金改性是将PP与其他合适的树脂进行共混,通过使两种或多种树脂相互作用,来改善PP的性能。
常见的合金包括PP/ABS、PP/PC等。
3.交联改性:交联是指通过热、辐射、化学或物理方法将PP链条中的一些原子或基团进行重新连接,提高PP的强度、硬度和耐热性。
常见的交联方法包括化学交联、热交联和辐射交联等。
4.毛细孔改性:毛细孔改性是在PP中加入毛细孔剂,通过控制温度和压力等条件,使PP形成微细孔隙结构,从而改善PP的吸声、吸湿和保温性能。
二、PP改性配方示例1.增韧剂改性配方:-100份PP树脂-5-15份增韧剂(比如EPDM、EVA等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒2.阻燃剂改性配方:-100份PP树脂-10-20份阻燃剂(比如聚磷酸酯、阻燃剂微胶囊等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒3.抗静电剂改性配方:-100份PP树脂-10-20份氮杂环化合物类抗静电剂(比如PDCA、H2O等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒4.毛细孔改性配方:-100份PP树脂-5-15份毛细孔剂(比如碱金属耐火材料、活性炭等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒三、结论PP改性技术通过添加剂、合金、交联和毛细孔等方法对聚丙烯进行改性,从而改善了PP的性能。
不同的改性方法和配方适用于不同的应用领域。
通过了解PP改性的基本知识和配方示例,读者可以更好地了解和应用PP改性技术。
PP共混改性配方大全
PP共混改性配方大全聚丙烯是目前用量最大的通用塑料之一,但较高的结晶度也给PP造成低温韧性差、成型收缩率大和缺口敏感性大等缺点,在一定程度上限制了其更广泛的应用。
共混改性是PP增韧的最有效途径。
它是利用组份之间的相容性或反应共混的原理,将两种或两种以上的聚合物与助剂在一定温度下进行机械共混,最终形成一种宏观上均匀,微观上相分离的新材料。
通过对PP的共混故性,可以使其综合性能大大提高,从而和工程塑料及聚合物合金在众多应用领域里竞争。
PP共混改性使用的主要共混物物及改性效果如下表:PP接下来就是干货满满的具体改性配方和工艺啦!1、PP/LDPE共混改性配方树脂PP100;相容剂PE-g-MAH5;LDPE20;润滑剂HSt0.3;加工工艺将PP与PE、相容剂及助剂按配方比例混合、搅拌、挤出造粒,制成改性材料。
挤出机料筒温度为:一段210℃,二段215℃,三段210℃;螺杆长径比为25:1;螺杆转速为120~160r/min。
性能PP与PE共混,可改善PP的韧性,增大低温下落球冲击强度。
按配方比例的共混材料的屈服应力13.6MPa;屈服应变率为12.3%,断裂应力为4.78MPa;断裂应变率为114.6%。
2、PP/HDPE共混改性配方树脂PP57.35;抗氧剂10760.2;HDPE40;PEPQ0.2;交联剂叔丁基过氧基异丙苯0.15;加工助剂硬脂酸镁0.1;填充剂硅灰石2;加工工艺在常温常压下,将各组分按配方比例在高速混合机中混合10min,然后采用双螺杆挤出机进行熔融共混,挤出造粒。
挤出温度150-220℃,螺杆转速为300r/min,经切粒、干燥工序制得PP/HDPE共混改性材料。
性能拉伸强度34.8MPa,悬臂梁冲击强度49.3J/m。
该材料表面消光效果良好,可用于包装、日用品和建筑材料等领域。
3、PP/LLDPE共混改性配方树脂PP(EPF30R)60-70;钛酸酯偶联剂(ND2-311)适量;LLDPE15-20;抗氧剂增韧剂POE(8150)5~10;光稳定剂适量;填充剂滑石粉(平均粒径12μm)10~15;加工工艺等高速混合机预热至110℃,加入一定量的无机填料,低速搅拌15min后,分三次加入填料质量分数为2%的偶联剂,每次加入偶联剂后,高速搅拌5min,然后放出填料备用。
聚烯烃改性的配方

聚烯烃改性的配方
配方一:羧酸改性聚乙烯的配方
在210℃下挤出涂覆钢板上,有良好的黏结力,剥离强度达215N/cm。
配方二:PP/HDPE共混改性物的配方
混合后挤出造粒,有良好的撕裂强度,挤出片材可用于真空吸塑成型。
配方三:交联橡胶的配方
1, 1-双过氧化叔丁基-3,3,5-三甲基己垸交联剂0.8份重
以上组分混合,熟化24h、在150℃下交联5min得到撕裂强度达205. 8N/cm的透明产品。
配方四:乙丙嵌段共聚物的改性配方
混合,挤出造粒,注射或挤出制品,冲击强度为1.03~ 1.2MPa,透明度为75%~98%。
配方五:涂覆钢管的PE材料配方
上述成分混合挤出涂覆在砂磨后的钢板上,剥离强度为186N/m,耐应力开裂性为600h
配方六:耐热耐应力开裂的HDPE材料配方
上述组分混合,捏合造粒,挤出涂布,经紫外光辐射后,成为具有良好耐应力开裂性的电线护套材料。
配方七:耐汽油抗冲的PE材料配方
上述组分混合挤出或注射成型,有良好的冲击强度。
配方八:CPE改性的LDPE管材配方
(1)
上述组分混合,在180℃下挤出管材,有良好的加工性。
(2)
上述组分混合挤出,管材有良好的拉伸强度和热稳定性。
(3)
配方九:热稳定性良好的PP配方
在210℃捏合,模塑成1mm厚的板材,有良好的热稳定性。
配方十:用于薄壁制品和电线外层材料的PP配方
混合后挤出,包覆电线,发泡度为78%
配方十一:洗衣桶用的改性PP配方
此料有良好&冲击强度和延伸性,M=15g/10min,冲击强度≥4kJ/m2。
PP改性知识大全含配方

PP改性知识大全(含配方)()塑料技术咨询P是一种常用的塑料原料,也是常用的改性原料之一,对其改性方法可分为填充改性、增强增韧改性、共混改性及功能性改性四种,以下为您详细介绍。
填充改性/%临界值/%临界值碳酸钙粒径碳酸钙粒径25.47.446.622.1无增韧作用45.015.915.9随粒径的减小增韧效果越来越好:增韧效果增强增韧改性增强材料:玻璃纤维、石棉纤维、单晶纤维和铍、硼、碳化硅等,另外填料改性中的云母、滑石粉处理好时,也能作为增强材料用。
增韧配方设计注意事项:1、弹性体与树脂的相容性要好塑料的极性大小为:纤维素塑料>PA>PF>EP>PVC>EVA>PS>PP/HDPE/LDPE/LLDPE;弹性体的极性大小为:丁晴胶>氯丁胶>丁苯胶>顺丁胶>天然胶>乙丙胶。
高极性树脂选用高极性弹性体,低极性树脂选用低极性弹性体。
.2、相容剂:适当的相容剂,可提高两者的相容性。
常用的相容剂为树脂或增韧剂的马来酸酐或丙烯酸类接枝物。
3、弹性体的协同作用:不同品种的弹性体一起加入会有协同作用,如在PP增韧配方中,EPDM和ABS复合加入增韧效果好。
4、需要考虑的其他因素:透明级——MBS;阻燃级——CPE;耐候级——CPE、ACR、EVA;低成本——CPE及EVA;不同弹性体价格高低顺序为:MBS>ACR>ABS>NBR >CPE>EVA。
5、刚性补偿:为了弥补刚性的损失,需在配方中加入碳酸钙、滑石粉及云母粉等刚性填料;还可在弹性体增韧体系中加入AS、PMMA等刚性有机树脂。
6、弹性体的加入量:一般情况下,弹性体的加入量有一个最佳值。
如在PVC中加入MBS时,加入量15%为最大值。
7、协同加入加工助剂:对于弹性体加入量大的增韧配方,除ACR弹性体外,都能增加熔体的黏度。
为此,大都需要加入润滑剂或加工助剂,以改善其加工性能。
8、弹性体的粒度:弹性体的粒度对增韧效果影响很大。
按弹性体增韧理论,对脆性树脂如PS、PP等弹性体的粒度可相对大些;而对于韧性好一些的树脂如PVC、POM、PET等,弹性体的粒度可相对小些。
PP改性配方设计
东莞市盛悦化工科技有限公司科腾分销商,SEBS、SBS、SEPS、SIS其中很多牌号可用于塑料改性,如PP——科腾产品推荐1.透明抗冲改性PP,建议MD6932和RP-69242.一般抗冲改性PP,建议G-1657或MD69323.为了使PP或PE改性成本更低,建议G-1657与LLDPE混合使用,或G1657与茂金属PE共聚物混合使用,或D11024. FG-1924(即MA-g-1657)用于纳米黏土增强的PP中5. PE或PP与尼龙合金的增容用FG-1901/1657混合6.增容PP/PE共混物用1657或1657与6932结合7.增容PP/PS,PE/PS共混物,建议用1650和/或1654,1652/6932混合使用也可国家标准GB 2546-88,聚丙烯树脂根据聚合物类型、主要用途、等规指数、熔体指数和材料特征性能分类。
聚丙烯树脂按下列顺序组成。
材料特征性能熔体指数(见表1)等规指数(见表2)主要用途(见表3)聚合物类型(见表4)表1 聚合物类型表2 主要用途表3 等规指数表4 熔体指数材料特征性能指添加剂、填料、着色剂等加人情况,以某石油化工公司PP为例,其加入填加剂如表5所示。
根据聚丙烯取代基(CH3)在主链位置,分为等规聚丙烯IPP(CH3在主链同一侧)间规聚丙烯SPP(C H3交替在主链两侧)和无规聚丙烯APP(CH3无规则地在主链两侧)。
聚丙烯树脂中的95%为等规聚合物,它是结构规整的结晶聚合物。
表5 某石化厂的PP添加剂举例影响IPP性能的因素有等规度、结晶度、晶体形态、相对分子质量及相对分子质量分布。
等规度愈高,结晶度愈大。
随着结晶度的增加,熔点、密度、耐热性、刚性等均提高。
SPP尚未工业化,它可作为弹性材料。
APP为乳白色至浅棕色橡胶状物质,为非极性分子,分子立体规整性差,为典型非晶态结构,目前APP主要用以制造母料,可改善加工性,也可提高制品性能。
PP的加工成型方法与PE相似,主要采用注塑成型、挤出成型、吹塑等成型方法,也可进行二次加工。
聚烯烃改性的配方

聚烯烃改性的配方
配方一:羧酸改性聚乙烯的配方
在210℃下挤出涂覆钢板上,有良好的黏结力,剥离强度达215N/cm。
配方二:PP/HDPE共混改性物的配方
混合后挤出造粒,有良好的撕裂强度,挤出片材可用于真空吸塑成型。
配方三:交联橡胶的配方
1, 1-双过氧化叔丁基-3,3,5-三甲基己垸交联剂0.8份重
以上组分混合,熟化24h、在150℃下交联5min得到撕裂强度达205. 8N/cm的透明产品。
配方四:乙丙嵌段共聚物的改性配方
混合,挤出造粒,注射或挤出制品,冲击强度为1.03~ 1.2MPa,透明度为75%~98%。
配方五:涂覆钢管的PE材料配方
上述成分混合挤出涂覆在砂磨后的钢板上,剥离强度为186N/m,耐应力开裂性为600h
配方六:耐热耐应力开裂的HDPE材料配方
上述组分混合,捏合造粒,挤出涂布,经紫外光辐射后,成为具有良好耐应力开裂性的电线护套材料。
配方七:耐汽油抗冲的PE材料配方
上述组分混合挤出或注射成型,有良好的冲击强度。
配方八:CPE改性的LDPE管材配方
(1)
上述组分混合,在180℃下挤出管材,有良好的加工性。
(2)
上述组分混合挤出,管材有良好的拉伸强度和热稳定性。
(3)
配方九:热稳定性良好的PP配方
在210℃捏合,模塑成1mm厚的板材,有良好的热稳定性。
配方十:用于薄壁制品和电线外层材料的PP配方
混合后挤出,包覆电线,发泡度为78%
配方十一:洗衣桶用的改性PP配方
此料有良好&冲击强度和延伸性,M=15g/10min,冲击强度≥4kJ/m2。
PP PA共混配方

通过CaCO3用量对改性PP的 力学强度的分析: 随着CaCO3用量的增加, 改性PP的冲击强度也呈现先 增后降的趋势,在CaCO3用 量12份时达到最大。此外, CaCO3用量对弯曲和拉伸强 度影响不大,两者浮动范围很 窄。这是因为冲击断裂时,纳 米CaCO3可以吸收大量能量 并引发银纹。但由于CaCO3 为无机物且极容易团聚,随着 其用量的增加,不可避免地发 生团聚,冲击强度下降。
结论:CaCO3最佳用量为12份
3、PP-g-MAH对共混物的影响
当加入PP-g-MAH后, PP/PA6共混物的拉伸强度和 断裂伸长率均提高。这是因 为两者共混时相互排斥,难 以互容。加入PP-g-MAH使 得两个不相容聚合物通过亲 和力取得协同效应,增加了 相容性,所以混合的更均匀, 从而改善共混物各方面的性 能。
加入ppppggmahmah使使得两个不相容聚合物通过亲得两个不相容聚合物通过亲和力取得协同效应增加了和力取得协同效应增加了相容性所以混合的更均匀相容性所以混合的更均匀从而改善共混物各方面的性从而改善共混物各方面的性通过实验得到的最佳配方为
PP/PA共混配方设计
三、PP/PA-6共混改性的配方和 混合工艺
通过实验得到的最佳配方为:m(PP)/m(PA6)/m (CaCO3)/m(PP-g-MAH)=100/14/12/25
BACK
配方分析
1、PA6用量对改性PP的力学强度的影响
通过PA6用量对改性 PP的力学强度的影响分析:
随着PA6用量的增加,PP 的冲击强度呈现上升后降 低的趋势;当PA6用量在 14份时,改性PP的冲击强 度达到最高,且拉伸强度 和弯曲强度也几乎在最高 点。
结论:PA6的韧性和强度都很高,PA6用量的 增加可以提高改性PP的韧性和强度。PA6的最佳 用量是14份。
聚丙烯(PP)的共混改性
PE/PA共混体系
将聚酰胺(PA)掺入PE可提高后者对烃类溶剂的阻隔性。
HDPE/PA共混体系要具 有良好阻隔性,PA必须以 层状分散于HDPE基体中。 温度——粘度 剪切应变许率
第1节: 通用塑料的共混改性
随PA含量的增加和 FA分散相的层化, HDPE/PA共混物的 阻隔性明显提高。
第1节: 通用塑料的共混改性
第1节: 通用塑料的共混改性
玻璃态聚合物在应力作用 下会产生发白现象。这种 现象称为应力发白现象, 亦称银纹现象 银纹化与剪切带一样也是 一种局部屈服形变过程。 银纹化的直接原因也是由 于结构的缺陷或结构的不 均匀性而造成的应力集中。
第1节: 通用塑料的共混改性
EPR在PP/HDPE共 混物中的增容效果
第1节: 通用塑料的共混改性
1.3 聚乙烯(PE)共混改性
LLDPE通常在更低温度和压 力下,由乙烯和高级的a烯 烃如丁烯、己烯或辛烯共聚 合而生成。
高压法 低压法 LLDPE具有比一般LDPE更
操作 条件
聚合压力,MPa 聚合温度,℃ 引发剂
98.1-245.2 窄的分子量分布,同时具有 <2 150-330 60 线性结构使其有着不同的流 微量氧或有机过氧化物 齐格勒-纳塔引发剂 变特性。
L = d [(π/ 6Vf)1/3-1]
第1节: 通用塑料的共混改性
海岛结构
加入第二中 弹性体ENP 后,使橡胶 相粒子细化
第1节: 通用塑料的共混改性
2) 弹性体增韧PP的机理
银纹脂连续相的特性均有
关。 增韧的主要原因是银纹或剪切带的大量产生和银纹与剪 切带的相互作用。 橡胶粒子作用: 应力集中中心,诱发大量银纹或剪切带; 控制银纹的发展并使银纹及时终止而不致发展成破坏性 的裂纹。 大量银纹或剪切带的产生和发展需要耗散大量能量,因 而可显著提高材料的冲击强度。
PP共混改性配方大全

PP共混改性配方大全之五兆芳芳创作聚丙烯是目前用量最大的通用塑料之一,但较高的结晶度也给PP造成低温韧性差、成型收缩率大和缺口敏理性大等缺点,在一定程度上限制了其更普遍的应用.共混改性是PP增韧的最有效途径.它是利用组份之间的相容性或反响共混的原理,将两种或两种以上的聚合物与助剂在一定温度下进行机械共混,最终形成一种宏不雅上均匀,微不雅上相别离的新资料.通过对PP的共混故性,可以使其综合性能大大提高,从而和工程塑料及聚合物合金在众多应用领域里竞争.PP共混改性使用的主要共混物物及改性效果如下表:PP接下来就是干货满满的具体改性配方和工艺啦!1、PP/LDPE共混改性配方树脂PP100;相容剂PEgMAH5;LDPE20;润滑剂HSt0.3;加工工艺将PP与PE、相容剂及助剂按配方比例混杂、搅拌、挤出造粒,制成改性资料.挤出机料筒温度为:一段210℃,二段215℃,三段210℃;螺杆长径比为25:1;螺杆转速为120~160r/min.性能PP与PE共混,可改良PP的韧性,增大低温下落球冲击强度.按配方比例的共混资料的屈服应力13.6MPa;屈服应变率为12.3%,断裂应力为4.78MPa;断裂应变率为114.6%.2、PP/HDPE共混改性配方树脂PP57.35;抗氧剂10760.2;HDPE40;PEPQ0.2;交联剂叔丁基过氧基异丙苯0.15;加工助剂硬脂酸镁0.1;填充剂硅灰石2;加工工艺在常温常压下,将各组分按配方比例在高速混杂机中混杂10min,然后采取双螺杆挤出机进行熔融共混,挤出造粒.挤出温度150220℃,螺杆转速为300r/min,经切粒、枯燥工序制得PP/HDPE共混改性资料.性能拉伸强度34.8MPa,悬臂梁冲击强度49.3J/m.该资料概略消光效果良好,可用于包装、日用品和修建资料等领域.3、PP/LLDPE共混改性配方树脂PP(EPF30R)6070;钛酸酯偶联剂(ND2311)适量;LLDPE1520;抗氧剂增韧剂POE(8150)5~10;光稳定剂适量;填充剂滑石粉(平均粒径12μm)10~15;加工工艺等高速混杂机预热至110℃,参加一定量的无机填料,低速搅拌15min后,分三次参加填料质量分数为2%的偶联剂,每次参加偶联剂后,高速搅拌5min,然后放出填料备用.按配方比例准确称取PP、PE、POE、填料和其他助剂,混杂后参加双螺杆挤出机料斗中,挤出造粒.挤出温度190220℃,主螺杆转速200r/min,喂料螺杆转速20r/min.粒料枯燥后注塑成所需制品,注射温度190210℃,注塑和保压压力Mpa,预塑压力6MPa.性能采取PP与LLDPE共混,可提高PP的韧性和耐情况应力开裂性,同时添加POE进行增韧,使共混料的韧性大幅度提高;用滑石粉进行增刚,包管资料有足够的刚性.其拉伸强度≥26MPa,断裂伸长率≥400%,弯曲弹性模量≥1.6GPa,热变形温度≥110℃,成型收缩率 1.15%.本产品主要用作轻型汽车门内衬板资料.4、超韧PP/POE共混改性配方树脂PP(K7726)329;PP(K8303)120;PP(2401)90;增韧剂POE(8150)256;抗氧剂10101.2;抗氧剂DLTP2.4;润滑剂ZnSt2.4;着色剂炭黑0.5;加工工艺首先将各组分按配方比例称重,放入高速混杂机中低速搅拌1min,然后高速搅拌1min,出料,放入双螺杆挤出机中,混杂挤出造粒.双螺杆挤出造粒采取中等偏强剪切的螺杆组合,各段温度为:第一段180℃,第二段195℃,第三段210℃,第四段220℃,第五段235℃,机头230℃,螺杆转速350r/min性能拉伸强度17MPa;断裂伸长率500%;弯曲强度18MPa;弯曲弹性模量700MPa;悬臂梁缺口冲击强度(常温)750J/m,(40℃)320J/m;热变形温度(1.82MPa)102℃.5、PP/HDPE/POE共混改性配方共聚型PP(M1600)30;填充剂CaCO3(400目)20;均聚型PP(V30G)15;钛酸酯偶联剂0.2;HDPE(8920)20;20分离剂液体石蜡0.1;增韧剂POE15;加工工艺先将CaCO3在110℃下枯燥4h,按配方比例参加高速混炼机中混杂1min,然后参加钛酸酯偶联剂和分离剂低速混杂3min,进行概略活化处理.活化处理的目的在于增加无机填料与树脂之间的混溶性.然后将PP、HDPE、POE及经概略活化处理的CaCO3混杂搅拌均匀,混杂搅拌温度为100~105℃,时间为5min.最后用φ58双螺杆挤出机共混挤出造粒.挤出温度210℃,螺杆转速140r/min.性能拉伸强度为18.5MP,断裂应变率为61%,缺口冲击强度32.0kJ/m2.PP的填充改性中滑石粉的增强效果好过CaCO3,但具有更高的塑性及韧性保持率.与EPDM相比,POE的增韧效果更好一些.6、PP/HDPE/EPDM共混改性配方树脂PP100;增韧剂EPDM15%;HDPE20;润滑剂HSt0.4;加工工艺按配方比例将PP、HDPE、EPDM及润滑剂一起参加高速混炼机中,混杂搅拌均匀,混杂搅拌温度为100~105℃,时间为5min.然后用挤出机共混挤出造粒.挤出机长径比为25:1;料筒温度为一段170~175℃,二段180~190℃,三段200~210℃,四段210~220℃;螺杆转速60~100r/min.性能拉伸强度27.5MPa;弯曲强度34.2MPa;缺口冲击强度24.8KJ/m2.三元乙丙橡胶(EPDM)与PP具有相近的溶解度参数和概略张力值,可以认为两者具有一定相容性,共混时,起到较好的相容和增韧作用.7、PP/HDPE/EV A共混改性配方树脂PP(粉料)100;EV A(V A含量18%)15;填充剂活性CaCO3(800目)30;HDPE(5000s)10;稳定剂BaSt0.3;润滑剂HSt0.5;加工工艺按配方配比将各物料依次参加高速混杂机中,高速混杂搅拌10min,料温达90~100℃,使活性CaCO3粉料、HDPE、EV A与PP粉料混杂均匀便可出料.将混杂好的物料用φ45挤出机挤出,口模挤出料条经水槽冷却、空气冷却,再经牵引进入切粒机切粒.挤出机料筒为:加料段80100℃,压缩段170~180℃,均化段180~190℃,口模温度190℃;螺杆转速60~120r/min.性能拉伸强度25.5MPa;弯曲强度38.9MPa;断裂伸长率255%;缺口冲击强度9.1kJ/m2;热变形温度(18.6MPa)59℃.EV A改性PP料冲击性能高、韧性好、光泽度高、成本低,在工程方面有广漠的应用前景.8、PP/PS共混改性配方树脂PP100;PS10;相容剂SBS10;润滑剂HSt0.4;加工工艺将各组分按配方比例称重,放入高速混杂机中混杂搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒.挤出温度170230℃.性能屈服强度29.2MPa;断裂伸长率7%;弹性模量1432MPa;冲击强度27kJ/m2.PP与PS是不相容体系,而SBS的参加,减小了分离相的尺寸,促使体系分离均匀,从而起到增韧兼相容作用.9、PP/HIPS共混改性配方树脂PP51.8;成核剂磷酸钠0.1;HIPS18;二环庚烷二羧酸钠0.1;填充剂滑石粉30;加工工艺将各组分按配方比例称量,放入高速混杂机中混杂搅拌均匀,出料,然后在双螺杆挤出机中熔融共混挤出造粒.挤出温度190一210℃,螺杆D/L≥32.性能该资料制备的汽车制件线性膨胀系数低,并且具有均向性,制件的尺寸稳定,装配间隙小,满足汽车在不合温度情况下使用.10、PP/PA66共混改性配方树脂PP100;相容剂PPgMAH10;PA6620;助剂0.2;加工工艺把PP、PA及助剂在高速混杂机中混杂搅拌,然后挤出造粒.混杂温度80100℃,搅拌时间10min;挤出温度为45℃,螺杆转速60120r/min性能PA66与PP共混,使共混资料在常温及低温下缺口冲击强度有较大提高,在掺入10%PPgMAH后,共混物的缺口冲击强度达到108.9J/m2;拉伸强度38.8MPa;弹性模量1710Mpa;断裂伸长率37%.11、PP/PET共混改性配方树脂PP100;成核剂0.1;PET15;相容剂PPgAA5;加工工艺将各组分按配方比例称量,放入高速混杂机中混杂搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒.挤出机L/D为25:1;料筒温度30℃,螺杆转速60100r/min.性能拉伸强度34.2MPa;弯曲强度63.1MPa.PET与PP共混,既可以改良PET的缺点,又可以提高,又可以提高PP的冲击强度和力学性能.但两种树脂极性相差较大,PET是极性聚合物,PP是非极性聚合物,两者相容性差.参加PPAA5,可明显地改良两者相间的相容性.12、PP/PBT共混改性配方树脂PP100;PBT20;润滑剂EBS0.5;相容剂E/EA/GMA5;加工工艺将各组分按配方比例称量,放入高速混杂机中混杂搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒.挤出机的L/D≥20:1;料筒温度190~230℃;螺杆转速100~160r/min.性能拉伸强度37.2MP;弯曲强度76.5MPa;冲击强度10KJ/m2.PBT是极性聚合物,而PP是非极性高份子,两者之间不相容,采取E/EA/GMA相容剂,提高界面粘接力,起到良好的相容作用.13、PP/SBS共混改性配方树脂PP100;增韧剂SBS20;抗氧剂1520D0.4;润滑剂EBS0.2;加工工艺将各组分按配方比例称量,放入高速混杂机中混杂搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒.挤出机的长径比为25:1:挤出温度155215℃;螺杆转速为100~160r/min.性能随着SBS参加量的增加,共混资料的冲击强度、断裂伸长率逐步提高,拉伸强度、弯曲强度、模量和硬度则会下降.14、PP/SBR共混改性配方树脂PP60;交联剂BP03;增韧剂粉末丁苯橡胶(SBR)14;润滑剂硬脂酸0.8;抗氧剂1680.2;填料纳米碳酸钙20;β晶成核剂2加工工艺将PP、SBR和填料按配方比例称量,放入高速混杂机中混杂搅拌均匀,出料;将成核剂、交联剂、抗氧剂、润滑剂按配方比例称量,混杂搅拌均匀;然后将两种混杂料一同参加高速混杂机中进行充分混杂,混杂好的物料参加到双螺杆挤出机中混炼,经双螺杆挤出机挤出冷却,通过切粒机造粒.机筒温度:一区195℃,二区200℃,三区205℃,四区200℃,五区195℃;螺杆转速为300r/min性能拉伸强度35.8MPa;断伸长率12.3%,弯曲强度34.2MPa;缺口冲击强度15.4KJ/m2.。
聚丙烯PP的物理改性

填充改性中也存在填料在聚丙烯基体中的分布、分散是否均匀的问题,同时填料颗粒表面需经适当处理才能与非极性聚丙烯的分子有较好的亲合性。
填料的表面处理方法及处理剂的选择是决定填充改性成败的关键。
填充改性PP生产工艺,其主机都是混炼型挤出机,可以根据不同的需要采用不同的螺杆形式。
通常情况下多采用单螺杆挤出机或双波状螺杆挤出机或双波状螺杆挤出机,只有在特殊专用料的生产上采用双螺杆机挤出机,不过对用碳酸钙填充或滑石粉填充、选用单螺杆或双波状螺杆挤出设备完全可以实现2、共混改性采用机械的办法,在已经生成的聚合物中加入其它聚合物,使其性能发生变化称之为共混改性。
以聚丙烯为主体的共混改性可以达到的各种效果见表2。
表2 PP共混改性使用的添加物及改性效果在共混改性中必须注意不同聚合物之间的相容性,在相容性较差的两种聚合物共混时,往往需要加入分别和两种聚合物相容性都好的第三组分,称之为相容剂。
例如聚丙烯和尼龙-6的相容性极差,单*机械的力量不能把二者混匀,此时如加入少许已经接枝有顺丁烯二酸酐的聚丙烯,由于顺丁烯二酸酐与尼龙-6的酰胺基团可发生化学反应,就可以大大改善聚丙烯和尼龙-6的相容性。
共混改性中需注意的是只有形成不完全相容的多相体系,同时又能使两种聚合物达到相互均匀分散时,才能达到预期的改性效果。
3、增强改性PP纤维状材料加入到塑料中,可以显著提高塑料材料的强度,故称之为增强改性。
大径厚比的材料可以显著提高塑料材料的弯曲模量(刚性),也可以将其称之为增强改性。
玻璃纤维是主要的增强材料,可以显著提高PP塑料的拉伸强度。
玻纤含量一般不超过40%,一般认为在纤维长度大于0.2mm时有改性效果,其玻纤的直径在十几个微米时效果较好。
玻纤含量增大时,增强PP的加工流动性相应下降,但仍属流动性较好的塑料。
由于玻纤增强PP可以提高机械强度和耐热性,且玻纤增强PP的耐水蒸汽性、耐化学腐蚀性和耐蠕变性都很好,在许多场合可以作为工程塑料使用,如风扇叶片、暖风机格栅、叶轮泵、灯罩、电炉和加热器外壳等等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PP共混改性配方大全聚丙烯是目前用量最大的通用塑料之一,但较高的结晶度也给PP造成低温韧性差、成型收缩率大和缺口敏感性大等缺点,在一定程度上限制了其更广泛的应用。
共混改性是PP增韧的最有效途径。
它是利用组份之间的相容性或反应共混的原理,将两种或两种以上的聚合物与助剂在一定温度下进行机械共混,最终形成一种宏观上均匀,微观上相分离的新材料。
通过对PP的共混故性,可以使其综合性能大大提高,从而和工程塑料及聚合物合金在众多应用领域里竞争。
PP共混改性使用的主要共混物物及改性效果如下表:PP接下来就是干货满满的具体改性配方和工艺啦!1、PP/LDPE共混改性配方树脂PP100;相容剂PE-g-MAH5;LDPE20;润滑剂HSt0.3;加工工艺将PP与PE、相容剂及助剂按配方比例混合、搅拌、挤出造粒,制成改性材料。
挤出机料筒温度为:一段210℃,二段215℃,三段210℃;螺杆长径比为25:1;螺杆转速为120~160r/min。
性能PP与PE共混,可改善PP的韧性,增大低温下落球冲击强度。
按配方比例的共混材料的屈服应力13.6MPa;屈服应变率为12.3%,断裂应力为4.78MPa;断裂应变率为114.6%。
2、PP/HDPE共混改性配方树脂PP57.35;抗氧剂10760.2;HDPE40;PEPQ0.2;交联剂叔丁基过氧基异丙苯0.15;加工助剂硬脂酸镁0.1;填充剂硅灰石2;加工工艺在常温常压下,将各组分按配方比例在高速混合机中混合10min,然后采用双螺杆挤出机进行熔融共混,挤出造粒。
挤出温度150-220℃,螺杆转速为300r/min,经切粒、干燥工序制得PP/HDPE共混改性材料。
性能拉伸强度34.8MPa,悬臂梁冲击强度49.3J/m。
该材料表面消光效果良好,可用于包装、日用品和建筑材料等领域。
3、PP/LLDPE共混改性配方树脂PP(EPF30R)60-70;钛酸酯偶联剂(ND2-311)适量;LLDPE15-20;抗氧剂增韧剂POE(8150)5~10;光稳定剂适量;填充剂滑石粉(平均粒径12μm)10~15;加工工艺等高速混合机预热至110℃,加入一定量的无机填料,低速搅拌15min后,分三次加入填料质量分数为2%的偶联剂,每次加入偶联剂后,高速搅拌5min,然后放出填料备用。
按配方比例准确称取PP、PE、POE、填料和其他助剂,混合后加入双螺杆挤出机料斗中,挤出造粒。
挤出温度190-220℃,主螺杆转速200r/min,喂料螺杆转速20r/min。
粒料干燥后注塑成所需制品,注射温度190-210℃,注塑和保压压力Mpa,预塑压力6MPa。
性能采用PP与LLDPE共混,可提高PP的韧性和耐环境应力开裂性,同时添加POE进行增韧,使共混料的韧性大幅度提高;用滑石粉进行增刚,保证材料有足够的刚性。
其拉伸强度≥26MPa,断裂伸长率≥400%,弯曲弹性模量≥1.6GPa,热变形温度≥110℃,成型收缩率1.15%。
本产品主要用作轻型汽车门内衬板材料。
4、超韧PP/POE共混改性配方树脂PP(K7726)329;PP(K8303)120;PP(2401)90;增韧剂POE(8150)256;抗氧剂10101.2;抗氧剂DLTP2.4;润滑剂ZnSt2.4;着色剂炭黑0.5;加工工艺首先将各组分按配方比例称重,放入高速混合机中低速搅拌1min,然后高速搅拌1min,出料,放入双螺杆挤出机中,混合挤出造粒。
双螺杆挤出造粒采用中等偏强剪切的螺杆组合,各段温度为:第一段180℃,第二段195℃,第三段210℃,第四段220℃,第五段235℃,机头230℃,螺杆转速350r/min性能拉伸强度17MPa;断裂伸长率500%;弯曲强度18MPa;弯曲弹性模量700MPa;悬臂梁缺口冲击强度(常温)750J/m,(-40℃)320J/m;热变形温度(1.82MPa)102℃。
5、PP/HDPE/POE共混改性配方共聚型PP(M1600)30;填充剂CaCO3(400目)20;均聚型PP(V30G)15;钛酸酯偶联剂0.2;HDPE(8920)20;20分散剂液体石蜡0.1;增韧剂POE15;加工工艺先将CaCO3在110℃下干燥4h,按配方比例加入高速混炼机中混合1min,然后加入钛酸酯偶联剂和分散剂低速混合3min,进行表面活化处理。
活化处理的目的在于增加无机填料与树脂之间的混溶性。
然后将PP、HDPE、POE及经表面活化处理的CaCO3混合搅拌均匀,混合搅拌温度为100~105℃,时间为5min。
最后用φ58双螺杆挤出机共混挤出造粒。
挤出温度210℃,螺杆转速140r/min。
性能拉伸强度为18.5MP,断裂应变率为61%,缺口冲击强度32.0kJ/m2。
PP的填充改性中滑石粉的增强效果好于CaCO3,但具有更高的塑性及韧性保持率。
与EPDM相比,POE的增韧效果更好一些。
6、PP/HDPE/EPDM共混改性配方树脂PP100;增韧剂EPDM15%;HDPE20;润滑剂HSt0.4;加工工艺按配方比例将PP、HDPE、EPDM及润滑剂一起加入高速混炼机中,混合搅拌均匀,混合搅拌温度为100~105℃,时间为5min。
然后用挤出机共混挤出造粒。
挤出机长径比为25:1;料筒温度为一段170~175℃,二段180~190℃,三段200~210℃,四段210~220℃;螺杆转速60~100r/min。
性能拉伸强度27.5MPa;弯曲强度34.2MPa;缺口冲击强度24.8KJ/m2。
三元乙丙橡胶(EPDM)与PP具有相近的溶解度参数和表面张力值,可以认为二者具有一定相容性,共混时,起到较好的相容和增韧作用。
7、PP/HDPE/EVA共混改性配方树脂PP(粉料)100;EVA(VA含量18%)15;填充剂活性CaCO3(800目)30;HDPE(5000s)10;稳定剂BaSt0.3;润滑剂HSt0.5;加工工艺按配方配比将各物料依次加入高速混合机中,高速混合搅拌10min,料温达90~100℃,使活性CaCO3粉料、HDPE、EVA与PP粉料混合均匀即可出料。
将混合好的物料用φ45挤出机挤出,口模挤出料条经水槽冷却、空气冷却,再经牵引进入切粒机切粒。
挤出机料筒为:加料段80-100℃,压缩段170~180℃,均化段180~190℃,口模温度190℃;螺杆转速60~120r/min。
性能拉伸强度25.5MPa;弯曲强度38.9MPa;断裂伸长率255%;缺口冲击强度9.1kJ/m2;热变形温度(18.6MPa)59℃。
EVA改性PP料冲击性能高、韧性好、光泽度高、成本低,在工程方面有广阔的应用前景。
8、PP/PS共混改性配方树脂PP100;PS10;相容剂SBS10;润滑剂HSt0.4;加工工艺将各组分按配方比例称重,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出温度170-230℃。
性能屈服强度29.2MPa;断裂伸长率7%;弹性模量1432MPa;冲击强度27kJ/m2。
PP与PS是不相容体系,而SBS的加入,减小了分散相的尺寸,促使体系分散均匀,从而起到增韧兼相容作用。
9、PP/HIPS共混改性配方树脂PP51.8;成核剂磷酸钠0.1;HIPS18;二环庚烷二羧酸钠0.1;填充剂滑石粉30;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在双螺杆挤出机中熔融共混挤出造粒。
挤出温度190一210℃,螺杆D/L≥32。
性能该材料制备的汽车制件线性膨胀系数低,并且具有均向性,制件的尺寸稳定,装配间隙小,满足汽车在不同温度环境下使用。
10、PP/PA66共混改性配方树脂PP100;相容剂PP-g-MAH10;PA6620;助剂0.2;加工工艺把PP、PA及助剂在高速混合机中混合搅拌,然后挤出造粒。
混合温度80-100℃,搅拌时间10min;挤出温度为200-245℃,螺杆转速60-120r/min性能PA66与PP共混,使共混材料在常温及低温下缺口冲击强度有较大提高,在掺入10%PP-g-MAH后,共混物的缺口冲击强度达到108.9J/m2;拉伸强度38.8MPa;弹性模量1710Mpa;断裂伸长率37%。
11、PP/PET共混改性配方树脂PP100;成核剂0.1;PET15;相容剂PP-g-AA5;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出机L/D为25:1;料筒温度200-230℃,螺杆转速60-100r/min。
性能拉伸强度34.2MPa;弯曲强度63.1MPa。
PET与PP共混,既可以改善PET的缺点,又可以提高,又可以提高PP的冲击强度和力学性能。
但两种树脂极性相差较大,PET是极性聚合物,PP是非极性聚合物,两者相容性差。
加入PP-AA5,可明显地改善两者相间的相容性。
12、PP/PBT共混改性配方树脂PP100;PBT20;润滑剂EBS0.5;相容剂E/EA/GMA5;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出机的L/D≥20:1;料筒温度190~230℃;螺杆转速100~160r/min。
性能拉伸强度37.2MP;弯曲强度76.5MPa;冲击强度10KJ/m2。
PBT是极性聚合物,而PP是非极性高分子,两者之间不相容,采用E/EA/GMA 相容剂,提高界面粘接力,起到良好的相容作用。
13、PP/SBS共混改性配方树脂PP100;增韧剂SBS20;抗氧剂1520-D0.4;润滑剂EBS0.2;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出机的长径比为25:1:挤出温度155-215℃;螺杆转速为100~160r/min。
性能随着SBS加入量的增加,共混材料的冲击强度、断裂伸长率逐步提高,拉伸强度、弯曲强度、模量和硬度则会下降。
14、PP/SBR共混改性配方树脂PP60;交联剂BP03;增韧剂粉末丁苯橡胶(SBR)14;润滑剂硬脂酸0.8;抗氧剂1680.2;填料纳米碳酸钙20;β晶成核剂2 加工工艺将PP、SBR和填料按配方比例称量,放入高速混合机中混合搅拌均匀,出料;将成核剂、交联剂、抗氧剂、润滑剂按配方比例称量,混合搅拌均匀;然后将两种混合料一同加入高速混合机中进行充分混合,混合好的物料加入到双螺杆挤出机中混炼,经双螺杆挤出机挤出冷却,通过切粒机造粒。
机筒温度:一区195℃,二区200℃,三区205℃,四区200℃,五区195℃;螺杆转速为300r/min性能拉伸强度35.8MPa;断伸长率12.3%,弯曲强度34.2MPa;缺口冲击强度15.4KJ/m2。