毕业设计—高炉炉型设计
高炉设计
序言高炉炉型设计是钢铁联合企业进行生产的重要一步,它关系到高炉年产生铁的数量及质量,以及转炉或者电炉炼钢的生产规模及效益。
现代化高炉的机械化与自动化水平都比较高,在操作方面以精料为基础,强化冶炼为手段,适应大风量,高风温,大喷吹量,现代高炉炉型的发展趋势应能满足和适应上述发展。
整个设计过程应根据实际情况做出适合本地区条件的高炉炉型,为后续的生产做好准备,为祖国的钢铁事业锦上添花。
由于时间紧迫,加之设计者水平有限,本设计存在的缺点和不足之处,敬请批评指正。
1700m3高炉炉型设计1 高炉座数及有效容积的确定1.1 高炉座数从投资、生产效率、经营管理方面考虑,高炉座数少些为好,如从供应炼钢车间铁水及轧钢、烧结等用户所需的高炉煤气来看,则高炉座数宜多一些。
由公式:P Q=M×T ×ηv×V v式中:P Q——高炉车间年生铁产量,吨;M——高炉座数;T——年平均工作日,我国采用355天。
ηv——高炉有效容积利用系数,t/(m3.d);V v——高炉有效容积,m3;1.2 高炉有效容积根据各方面的考察研究,决定本地区适合建设一个年产量为185万吨的钢铁厂。
为了满足生产上的需要,特此计算本设计的高炉有效容积为:V v= 1700m3高炉有效容积的利用系数:ηv=2.6t/(m3.d) 。
已知Vu=1700m3,ηv =2.6t/(m3.d),T=355天,则:M=1座综上所述,根据本地区的条件,设计一个年产量为185万吨生产,有效容积为1700m3,有效容积利用系数为ηv=2.6t/(m3.d) 的高炉炉型。
2 炉型设计2.1高炉有效高度(Hu)的确定高炉的有效高度决定着煤气热能和化学能的利用,也影响着顺行。
增加有效高度能延长煤气与炉料的接触时间,有利于传热与还原,使煤气能量得到充分利用,从而有利于降低焦比。
但有效高度过高,煤气流通过料柱的阻力增大,不利于顺行。
所以,实际确定高炉有效高度时,首先应考虑原燃料质量,其次是炉容和鼓风机性能。
毕业设计 高炉本体设计
内蒙古科技大学毕业设计说明书.内蒙古科技大学本科生毕业设计说明书题目:包头地区原料条件下1500m3高炉本体设计学生姓名:学号:专业:冶金工程班级:冶金09-1指导教师:摘要高炉炼铁是获得生铁的主要手段,高炉是炼铁的主要设备,高炉本体设计是炼铁厂设计的基础。
本着优质、高产、低耗和对环境污染小的方针,长寿与高效是高炉设计与生产所追求的目标。
本设计说明书进行的详细的设计及计算,同时结合国内外一些大型高炉的先进生产操作经验及相关的数据。
力求设计的高炉做到高度机械化、自动化和大型化。
以期达到最佳的生产效益。
本设计为1500m3高炉本体设计,所设计的炼铁高炉采用的高径比为2.78,高炉的有效利用系数为2.3t/(m3٠d)。
车间采用岛式布置,出铁场采用圆形出铁场。
其炉底和炉缸采用的先进的“陶瓷杯”技术来砌筑,从而达到了隔热保温、减少热损、保护炭砖的目的。
炉腹部位用耐火度较高的铝碳转,炉腰和炉身下部用抗渣和防震较好的碳化硅砖,而炉身上部和炉喉用抗刷和抗侵蚀较好的高铝砖。
高炉冷却方法采用了炉壳喷水冷却,和板壁结合的方式达到冷却效果,其中板壁结合中用到的冷却壁有光面冷却壁、第三代和第四代冷却壁。
合适的钢结构和高炉基础设计保证了高炉的正常冶炼。
关键词高炉;炉衬;冷却系统;钢结构AbstractBlast furnace iron making is the main means for pig iron, the main equipment of iron making is blast furnace, blast furnace design of ontology is the foundation of the iron mill design. In line with high quality, high yield, low consumption and pollution to the environment policy of small, long life and high efficiency is the goal of the design and production of the blast furnace. This design manual for detailed design and calculation, at the same time, combined with some large blast furnace at home and abroad advanced production operation experience and related data. Strive to design blast furnace of high mechanization, automation and large. In order to achieve the best production efficiency.This design for 1500 m3 blast furnace body design, The design of the blast furnace high aspect ratio of 2.78,the effective utilization of blast furnace coefficient of 2.3t/(m3٠d).Workshop uses the island type layout cast house using circular cast house Blast furnace bottom and hearth uses advanced technology to building "ceramic cup", so as to achieve the heat insulation heat preservation, reduce heat loss and protect the carbon brick. Furnace belly with high refractoriness of aluminum carbon, bosh and furnace body with good slag resistance and shock-proof carborundum brick, The furnace body and brush with resistance and erosion resistance furnace throat good high alumina brick.Blast furnace cooling method USES a furnace shell water spray cooling, cooling effect and partition way, combined with the wooden partition used in cooling stave cooling wall has smooth surface, the third and fourth generation of cooling stave.Appropriate steel structure and foundation design guarantees the normal of the blast furnace smelting blast furnace.Key word: blast furnace body;the lining;of blast furnace cooling system;steel structure目录摘要 (I)Abstract (II)目录 (III)第一章文献综述 (1)1.1高炉炉型概述 (1)1.1.1高炉炉型的发展 (1)1.1.2高炉炉龄及其影响因素 (2)1.2高炉炉衬的发展 (2)1.2.1高炉各部分耐火材料的选择 (2)1.2.2我国最新对耐火材料的选择 (4)1.3高炉的冷却设备 (4)1.3.1高炉冷却的必要性 (4)1.3.2高炉冷却的目的 (5)1.3.3高炉冷却的方式 (5)1.3.4高炉各个冷却方式的发展以及优缺点 (6)1.4高炉钢结构以及高炉基础的概述 (10)1.4.1高炉的钢结构以及影响因素 (10)1.4.2我国高炉钢结构设计的基本现状 (11)1.4.3我国在高炉钢结构设计上的差距 (12)1.4.4高炉基础的概述 (13)1.5高炉设计方案 (15)第二章炼铁工艺计算 (17)2.1原料成分及参数选择 (17)2.1.1原料成分 (17)2.1.2参数选择 (18)2.2原料成分的整理计算 (19)2.2.1矿石成分补齐计算 (19)2.2.2矿石成分的平衡计算 (20)2.2.3燃料成分的整理计算 (22)2.3配料计算 (23)2.3.1吨铁矿石用量 (23)2.3.2生铁成分计算 (23)2.3.3熔剂用量计算 (24)2.3.4炉料及炉渣成分计算 (24)2.4物料平衡计算 (25)2.5热平衡计算 (29)2.5.1热收入 (29)2.5.2热支出 (30)2.6高温区热平衡计算 (34)2.6.1高温区热收入 (34)2.6.2高温区热支出 (34)2.7炼铁焦比的计算 (36)第三章高炉炉型设计 (38)3.1炉型的计算 (38)3.1.1铁口 (38)3.1.2渣口 (39)3.1.3风口 (39)3.1.4日产铁量的计算 (40)3.1.5炉缸尺寸计算 (40)3.1.6死铁层厚度 (41)3.1.7炉腰直径、炉腹角、炉腹高度的计算 (41)3.1.8炉喉直径、炉喉高度、炉身高度、炉腰高度 (41)3.2炉容的校核 (42)3.3出铁场布置 (42)第四章高炉炉衬设计 (44)4.1各部位砖衬的选择 (44)4.1.1炉底、炉缸部位的选择 (44)4.1.2炉腹部位的选择 (44)4.1.3炉身中下部及炉腰部位的选择 (44)4.1.4炉身上部及炉喉部位的选择 (45)4.2各部位砖量计算 (45)4.2.1炉底、炉缸的砌筑 (46)4.2.2炉腹的砌筑 (46)4.2.3炉腰的砌筑 (47)4.2.4炉身部位的砌筑 (48)第五章高炉冷却系统设计 (52)5.1高炉冷却设备 (52)5.1.1高炉冷却目的及方法 (52)5.1.2冷却设备 (52)5.2冷却器的工作机制 (53)5.3合理的冷却结构 (54)5.4高炉冷却系统的维护 (57)第六章高炉钢结构及基础 (60)6.1高炉钢结构 (60)6.1.1高炉本体钢结构 (60)6.1.2炉壳 (61)6.1.3炉体平台 (61)6.1.4炉体框架 (61)6.1.5热风围管 (62)6.2高炉基础 (62)参考文献 (63)致谢 (65)第一章文献综述1.1高炉炉型概述1.1.1高炉炉型的发展高炉是一种竖炉型的冶炼炉,它由炉体内耐火材料砌成的工作空间、炉体设备、炉体冷却设备、炉体钢结构等组成。
毕业设计—高炉炉型设计

目录中文摘要 (I)英文摘要..................................................................... n1绪论 (4)1.1砖壁合一薄壁高炉炉型的发展和现状 (4)1.2砖壁合一薄壁高炉炉型的应用 (4)2高炉能量利用计算 (6)2.1高炉能量利用指标与分析方法 (6)22直接还原度选择 (7)2.3配料计算 (8)2.4物料平衡 (13)2.5热平衡 (17)3高炉炉型设计 (23)3.1炉型设计要求 (23)3.2 炉型设计方法 (24)3.3炉型设计与计算 (24)4高炉炉体结构 (28)4.1高炉炉衬结构 (28)4.2高炉内型结构 (29)4.3炉体冷却 (30)4.4炉体钢结构 (31)4.5风口、渣口及铁口设计 (31)5砖壁合一的薄壁炉衬设计 (33)5.1砖壁合一的薄壁炉衬结构的布置形式 (33)5.2砖壁合一的薄壁炉衬高炉的内型 (33)5.3砖壁合一的薄壁炉衬高炉的内衬 (34)5.4薄壁高炉的炉衬结构和冷却形式 (34)6结束语 (36)参考文献 (37)近年来,炼铁技术迅猛发展,总的发展趋势是建立精料基础,扩大高炉容积,减少高炉数目,延长高炉寿命,提高生产效率,控制环境污染,持续稳定地生产廉价优质生铁,增加钢铁工业的竞争力。
现代高炉的冶炼特征是,低渣量, 大喷煤,低焦比,高利用系数;高炉结构的特征是,采用软水冷却、全冷却壁、薄壁炉衬、操作炉型的薄壁高炉。
高炉采用大喷煤、高利用系数冶炼,要求改善高炉的料柱透气性和延长高炉寿命高炉精料、布料、耐火材料、冷却等技术的进步,不断促进长寿的薄壁高炉发展。
高炉的炉型随着高炉精料性能、冶炼工艺、高炉容积、炉衬结构、冷却形式的发展而演变,高炉设计的理念也随着科学技术的进步和生产实践的进展而更新。
薄壁高炉的设计炉型就是高炉的操作炉型,在生产中几乎始终保持稳定,消除了畸形炉型。
毕业设计—高炉炉型设计
目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)1 绪论 (4)1.1砖壁合一薄壁高炉炉型的发展和现状 (4)1.2砖壁合一薄壁高炉炉型的应用 (4)2 高炉能量利用计算 (6)2.1高炉能量利用指标与分析方法 (6)2.2直接还原度选择 (7)2.3配料计算 (8)2.4物料平衡 (13)2.5 热平衡 (17)3 高炉炉型设计 (23)3.1 炉型设计要求 (23)3.2 炉型设计方法 (24)3.3炉型设计与计算 (24)4 高炉炉体结构 (28)4.1 高炉炉衬结构 (28)4.2高炉内型结构 (29)4.3 炉体冷却 (30)4.4 炉体钢结构 (31)4.5风口、渣口及铁口设计 (31)5砖壁合一的薄壁炉衬设计 (33)5.1砖壁合一的薄壁炉衬结构的布置形式 (33)5.2砖壁合一的薄壁炉衬高炉的内型 (33)5.3砖壁合一的薄壁炉衬高炉的内衬 (34)5.4薄壁高炉的炉衬结构和冷却形式 (34)6结束语 (36)参考文献 (37)摘要近年来, 炼铁技术迅猛发展, 总的发展趋势是建立精料基础, 扩大高炉容积, 减少高炉数目, 延长高炉寿命, 提高生产效率,控制环境污染, 持续稳定地生产廉价优质生铁, 增加钢铁工业的竞争力。
现代高炉的冶炼特征是, 低渣量, 大喷煤, 低焦比, 高利用系数;高炉结构的特征是,采用软水冷却、全冷却壁、薄壁炉衬、操作炉型的薄壁高炉。
高炉采用大喷煤、高利用系数冶炼, 要求改善高炉的料柱透气性和延长高炉寿命高炉精料、布料、耐火材料、冷却等技术的进步,不断促进长寿的薄壁高炉发展。
高炉的炉型随着高炉精料性能、冶炼工艺、高炉容积、炉衬结构、冷却形式的发展而演变, 高炉设计的理念也随着科学技术的进步和生产实践的进展而更新。
薄壁高炉的设计炉型就是高炉的操作炉型, 在生产中几乎始终保持稳定, 消除了畸形炉型。
长期稳定而平滑的炉型, 有利于高炉生产的稳定和高效长寿。
高炉操作炉型的显著特征是, 炉腰直径扩大, 高径比减小, 炉腹有、炉身角缩小。
高炉炉型设计

制钢铁/年
(万吨)
W2
70 40 60 65 50 30
铸造生铁/年
(万吨)
这种两头小中间大的准圆筒型,符合炉料
下降时受热膨胀、松动和软化熔化的要求
,同时也与煤气上升过程中温度下降、体
积收缩相适应。随着精料和高压操作等新 技术的发展,高炉炉型进一步向着“矮胖” 、“大型横向”发展。
世界高炉之王——沙钢5860立方米炼铁高炉
日本第二大钢铁集团——日本JFE钢铁福山厂 。
(左起)第2高炉、第3高炉、第4高炉、第5高炉,4号高炉 2006年5月扩容到5000立方米,5号高炉扩容到5500立方米
•
=(W1+1.1W2)/ 350
• 若设计n座高炉:
• 单座高炉日产P=(W1+1.1W2)/ 350n
p
•
利用系数
v
=
单座高炉日产/单座高炉有效容积=
V
' u
•
V
' u
p v
• 取 v =2― 2.25 t / m3 •d
五、按计算法Ⅰ进行炉型设计 • 1、大型高炉: Hu 6.4V 4u0.2; H u ― 有效高度
图1 高炉炉型示意图
三、炉型设计的要求
• 高炉炉型的合理性,是高炉能实现高产、优质、 低耗、长寿的重要条件。实践证明,合理的设计 炉型能促进高炉冶炼指标的改善,利于寿命的延 长。因此,炉型是高炉最基本的要素。合理炉型 应该是使炉型能够很好的适应于炉料的顺利下降 和煤气流的上升运动。既要符合高炉冶炼规律, 又要和原燃料、设备和生产技术等条件所达到的 水平相适应。
铁 ― 铁水密度,可取7.1 t/m3
d ― 炉缸直径,m
3、死铁层厚度ho :铁口中心线到炉底砌砖 表面之距离
毕业设计2000立方米高炉设计

第一章绪论 (4)1概述 (4)1.2 高炉生产主要经济技术指标 (4)1.3高炉冶炼现状及其发展 (5)1.4本设计采用的新技术。
(5)第二章高炉车间设计 (5)2.1厂址的选择 (5)2.2 高炉炼铁车间平面布置应遵循的原则 (6)2.3 车间布置形式 (6)第三章高炉本体设计 (7)3.1高炉数目及总容积的确定 (7)3.2 炉型设计 (7)3.3参数 (9)3.4炉衬设计 (9)3.4.1炉底炉缸的炉衬设计 (9)3.4.2炉腹,炉腰和炉身下部的炉衬设计 (10)3.4.3炉身上部和炉喉砌筑 (10)3.5高炉冷却 (10)3.5.1高炉冷却设备的作用及冷却介质 (10)3.5.2高炉冷却设备设计 (11)3.5.3冷却设备工作制度 (11)3.6高炉钢结构及高炉基础 (11)3.6.1高炉钢结构 (11)3.6.2高炉基础 (12)第4章高炉车间原料系统 (12)4.1贮矿槽及贮焦槽的设计 (13)4.1.1贮矿槽的设计 (13)4.1.2副矿槽 (13)4.1.3贮焦槽设计 (13)4.1.4矿槽的结构形式 (13)4.2给料器,槽下筛分与称量设计 (14)4.2.1给料器 (14)4.2.2槽下筛分 (14)4.2.3槽下称量 (14)4.3胶带机的设计 (15)4.4炉顶装料设备 (15)4.5探料装置 (16)第5章高炉送风系统 (16)5.1高炉鼓风机 (16)5.1.1高炉冶炼对鼓风机的要求: (16)15.1.2鼓风机出口风量的计算 (17)5.1.3鼓风机出口风压的计算 (17)5.1.4鼓风机的选择 (17)5.2高炉热风炉设计 (18)5.2.1热风炉基本结构形式 (18)5.3燃烧器及阀门 (20)5.3.1燃烧器 (20)5.3.2热风炉阀门 (20)5.4提高风温途径 (20)5.5余热回收装置 (20)第6章高炉喷煤系统 (20)6.1煤粉的制备 (21)6.1.1原煤的贮存 (21)6.1.2煤的干燥 (21)6.1.3磨煤机 (21)6.1.4粗粉分离器 (22)6.1.5旋风分离器 (22)6.1.6锁气器 (22)6.1.7布袋收集器 (22)6.2煤粉喷吹系统 (22)6.2.1喷吹设备的确定 (23)6.3安全措施 (23)6.3.1煤粉爆炸条件 (24)6.3.2采取的安全措施 (24)第7章高炉煤气除尘系统 (24)7.1概述 (24)7.1.1高炉煤气除尘的目的 (24)7.1.2评价煤气除尘装置的主要指标 (24)7.2高炉煤气除尘设备 (25)7.2.1荒煤气管道 (25)7.3重力除尘器 (26)7.3.1重力除尘器原理: (26)7.3.2主要尺寸—圆筒部分直径和高度 (26)7.4文氏管 (26)7.4.1文氏管除尘原理: (26)7.4.2半精细除尘设计 (26)7.4.3精细除尘设计 (27)7.5布袋除尘 (27)7.6煤气除尘系统附属设备 (27)7.6.1煤气遮断阀 (27)7.6.2煤气放散阀 (27)7.6.3煤气切断阀 (27)7.6.4调压阀组 (28)7.7炉顶余压发电 (28)2第8章渣铁处理系统 (28)8.1 概述 (28)8.2 风口平台和出铁场 (28)8.2.1 风口平台 (28)8.2.2 出铁场 (29)8.3 渣铁沟和撇渣器 (29)8.3.1 主铁沟 (29)8.3.2 撇渣器 (29)8.3.3 支铁沟和支沟 (29)8.3.4 摆动流嘴 (30)8.4 炉前主要设备 (30)8.4.1 开铁口机 (30)8.4.2 堵铁口泥炮 (30)8.4.4 堵渣口机 (30)8.5 铁水处理设备 (30)8.5.1 铁水罐车 (31)8.5.2 铸铁机 (31)8.6 炉渣处理 (31)3第一章绪论1概述高炉冶炼是获得生铁的主要手段,它以铁矿石(天然富矿,烧结矿,球团矿)为原料,焦碳,煤粉,重油,天然气等为燃料和还原剂,以石灰石等为溶剂,在高炉内通过燃料燃烧,氧化物中铁元素的还原以及非氧化物造渣等一系列复杂的物理化学过程,获得生铁。
毕业设计--年产300万吨生铁高炉设计
年产300万吨生铁高炉设计摘要高炉炼铁是传统的炼铁工艺,也是钢铁冶金过程中最重要的环节之一,在国民经济建设中起着举足轻重的作用。
随着钢铁行业的蓬勃发展和节能环保要求的日益严格,高炉炉型逐渐走向大型化。
本论文对年产300万吨生铁大型高炉车间进行了设计,设计内容包括炼铁物料平衡和热平衡计算、高炉炉型确定、高炉各部位炉衬、炉体冷却设备的选择和风口的设计。
此外,还就高炉附属系统的煤气除尘处理系统进行了设计。
本设计的高炉车间共有容积2162m³的大型高炉两座,高炉车间按并列式布置。
关键词:高炉;炼铁工艺计算;设计;煤气处理年产300万吨生铁高炉设计AbstractBlast furnace ironmaking was the traditional iron-making craft, also was one of the most important link in ferrous metallurgy, it played a decisive role in national economic construction. With the vigorous development of the steel industry and more and more strict requirement of energy conservation and environmental protection requirement, the BF became maximization gradually.A large scale BF plant which had annual output of 3 million tons of pig iron was designed in this thesis, design content includeed material balance and thermal equilibrium calculation, determination of BF profile, selection of lining and cooling equipment for each part of BF and design of taphole. In addition, the gas processing sytem which was one of the BF subsidiary system was designed.The ironmaking plant of this thesis has two 2162m³ BF, they were layouted side by side. Key words:blast furnace;Ironmaking process calculation;design;gas processing目录2011年 4 月17日...................................................................................... 错误!未定义书签。
第三章 高炉本体设计(炉型)1
一般炉腰直径(D)与炉缸直径(d)有一定比例关系,D/d取 值:
大型:1.10 ~1.15; 中型1.15 ~1.25; 小型高炉1.25~1.5 h3一般取值1~3m,炉容大取上限,设计时可通过调整炉腰高 度修定炉容。
炉腹上部的圆柱形空间为炉腰,是高炉炉型中直径最大的部位。
作用:
(1)炉腰处恰是冶炼的软熔带,透气性变差, 炉腰的存在扩大了该部位的横向空间,改善了透 气条件。 (2)在炉型结构上,起承上启下的作用,使炉 腹向炉身的过渡变得平缓,减小死角。
高炉内型变化情况表
Hu/D 高炉容积/m3 1000~2000 300~1000 <300
20世纪70~80年代
<2.9 2.9~3.5 >3.5
20世纪90年代以后
2.5~2.7 2.7~3.2 >3.2
3 高炉本体设计
3.1 炉型 3.1.1 高炉五段炉型 1)炉型及其意义: 牵涉到高炉冶炼顺行,还与高炉冶炼能量消耗有 关,高炉寿命的长短。 2)五段炉型(尺寸要素是约定俗成) 高炉内型从下往上分为炉缸、炉腹、炉腰、炉身 和炉喉五个部分,该容积总和为它的有效容积, 反映高炉所具备的生产能力。 我国高炉内型尺寸的表示方法(P76) 五段炉型是适应炉料变化,T↑―V↑,T煤气↓― V↓
3 高炉本体设计
高炉本体包括炉型(形)--工作空间;炉衬(耐火材 料);冷却;金属结构(炉壳、支柱);高炉基础。 目前高炉本体发展方向
1)炉型向大型横向发展
2)炉衬由单一陶瓷质向陶瓷质和碳质耐火材料综
合结构发展
3)高炉冷却设备不断改进,贯流式风口,软水密 闭循环广泛使用
1一炉底耐火材料: 2一炉壳; 3一炉内砖衬生产后的侵 蚀线; 4一炉喉钢砖, 5一炉顶封盖; 6一炉体砖衬; 7一带凸台镶砖冷却壁; 8一镶砖冷却壁; 9一炉底碳砖; 10一炉底水冷管; 11一光面冷却壁
包头地区1500m3高炉本体结构设计毕业设计论文
包头地区1500m3高炉本体结构设计毕业设计论文第一章文献综述绪论高炉本体包括高炉基础、钢结构、炉衬、冷却设备以及高炉炉型设汁等。
高炉的大小以高炉有效容积表示,高炉有效容积和高炉座数表明高炉车间在欧洲高炉的发展过程中,有两的规模,高炉炉型设计是高炉本体设计的基础。
近代高炉炉型向着大型横向发展,目前,世界高炉有效容积最大的是5580m³,高径比 2.0左右。
高炉本体结构设计的先进、合理是实现优质、低耗、高产、长寿的先决条件,也是高炉辅助系统设计和选型的依据。
1.1高炉发展史两种基本炉型相互竞争,一种是矮炉腹型高炉,和一种是高陡面炉腹型高炉。
1750年,英国的工业革命开始了。
在燃烧上用焦炭代替木炭,这种转变使炼铁业突破了束缚,不再为木炭的短缺而陷入困境。
因为不仅民用燃烧需要大量木料,而且为了提高农业产量也在大量砍伐森林。
因此,对于人口密度高的国家,要靠木炭来增加铁的产量是不易的。
到18世纪末,煤和蒸汽机已使英国的炼铁业彻底改革,铁的年产量从公元1720年的2.05×10000吨/年(大多是木炭铁)增加到1806年2.5×100000吨/年(几乎全是焦炭铁)。
估计,每生产一吨焦炭需煤3.3吨左右。
但是,高炉烧焦炭势必增加碳含量,以致早期的焦炭生铁含碳在1.0%以上,全部成为灰口铁即石墨铁。
高炉的尺寸在18世纪内一直在增大。
从公元1650年约7米,到1794年俄国的涅夫扬斯克高炉已增高到13.5米。
因为焦炭的强度大,足以承担加入的炉料的重量。
大多数的炼炉采用炉缸、炉腹和炉身三部分按比例构成。
19世纪末,平滑的炉衬公认为标准的炉衬,这基本上已经是现在的炉型。
炉底直径约10米,炉高约30米。
全部高炉都设有两只以上的风嘴。
另一个巨大的进步就是采用热风。
20世纪后,现代钢铁业就蓬勃发展起来。
1.2高炉炉型及展过程高炉是竖炉,高炉内部工作空间剖面的形状称为高炉炉型或高炉内型。
高炉冶炼的质是上升的煤气流和下降的炉料之间进行传热传质的过程,因此必须提供燃料燃烧的空间,提供高温煤气流与炉料进行传热传质的空问。
2580m高炉毕业设计方案

2580m高炉毕业设计方案摘要本文针对炼钢高炉的设计及操作问题,提出了一种新型的高炉设计方案,该高炉的高度为2580m,可满足现代工业对于大产量、高效率的需求。
该设计方案有利于提高钢铁行业的生产效率和降低成本,同时也具有一定的环保优势。
本文就该高炉的整体结构、燃烧系统、废气处理等主要问题进行了详细的研究及探讨。
关键词:高炉、设计方案、燃烧系统、环保概述高炉是炼钢采用的主要设备之一,其主要作用是通过高温下的还原反应使矿石中的铁氧化物还原成金属铁,同时去除其中的杂质,从而获得较为纯净的钢铁。
现代工业对于钢铁的产量和品质要求越来越高,因此需要一种新型的高炉设计,以满足这些要求。
该设计方案将高炉的高度增加至2580m,以达到更高的生产效率和更低的成本。
一、高炉设计该高炉的整体结构采用了较为先进的不锈钢材料,以保证高炉的稳定性和耐用性。
高炉的总高度为2580m,直径为30m,容积为1.3万立方米。
高炉底部为圆形的锅炉炉室,其上方为上部炉身,最后是顶部炉喉和罩壳。
高炉的整体设计符合国际环保标准,能够有效地降低废气排放量。
二、燃烧系统该高炉采用了较为先进的燃烧系统,其中主要包括喷嘴和燃料供应系统等部分。
喷嘴采用了新型的旋转喷雾技术,以确保燃料的均匀分布;燃料供应系统采用了液态环保燃料,可有效地降低废气的排放量。
该燃烧系统能够从根本上解决传统高炉设计中存在的燃烧不充分和排放量过大等问题。
三、废气处理该高炉的废气处理系统采用了多级净化技术,可将排放的废气中的二氧化碳、硫化氢等有害物质有效地清除。
此外,该系统还采用了高效的氮氧化物治理技术,以确保排放的废气不会对环境造成危害。
该废气处理系统的设计既能够满足高炉燃烧排放的要求,又能够有效地保护环境。
结论2580m高炉是一种新型的高炉设计方案,旨在提高钢铁行业的生产效率和降低成本,同时也具有一定的环保优势。
该设计方案采用了先进的不锈钢材料、新型的喷嘴和燃料供应系统,以及多级净化技术,能够有效地降低废气排放量,保护环境。
高炉设计
序言高炉炉型设计是钢铁联合企业进行生产的重要一步,它关系到高炉年产生铁的数量及质量,以及转炉或者电炉炼钢的生产规模及效益。
现代化高炉的机械化与自动化水平都比较高,在操作方面以精料为基础,强化冶炼为手段,适应大风量,高风温,大喷吹量,现代高炉炉型的发展趋势应能满足和适应上述发展。
整个设计过程应根据实际情况做出适合本地区条件的高炉炉型,为后续的生产做好准备,为祖国的钢铁事业锦上添花。
由于时间紧迫,加之设计者水平有限,本设计存在的缺点和不足之处,敬请批评指正。
1700m3高炉炉型设计1 高炉座数及有效容积的确定1.1 高炉座数从投资、生产效率、经营管理方面考虑,高炉座数少些为好,如从供应炼钢车间铁水及轧钢、烧结等用户所需的高炉煤气来看,则高炉座数宜多一些。
由公式:P Q=M×T ×ηv×V v式中:P Q——高炉车间年生铁产量,吨;M——高炉座数;T——年平均工作日,我国采用355天。
ηv——高炉有效容积利用系数,t/(m3.d);V v——高炉有效容积,m3;1.2 高炉有效容积根据各方面的考察研究,决定本地区适合建设一个年产量为185万吨的钢铁厂。
为了满足生产上的需要,特此计算本设计的高炉有效容积为:V v= 1700m3高炉有效容积的利用系数:ηv=2.6t/(m3.d) 。
已知Vu=1700m3,ηv =2.6t/(m3.d),T=355天,则:M=1座综上所述,根据本地区的条件,设计一个年产量为185万吨生产,有效容积为1700m3,有效容积利用系数为ηv=2.6t/(m3.d) 的高炉炉型。
2 炉型设计2.1高炉有效高度(Hu)的确定高炉的有效高度决定着煤气热能和化学能的利用,也影响着顺行。
增加有效高度能延长煤气与炉料的接触时间,有利于传热与还原,使煤气能量得到充分利用,从而有利于降低焦比。
但有效高度过高,煤气流通过料柱的阻力增大,不利于顺行。
所以,实际确定高炉有效高度时,首先应考虑原燃料质量,其次是炉容和鼓风机性能。
天丰高炉工程初步设计毕业设计
天津友发集团天丰钢铁公司年产140万吨铁水工程综合项目高炉工程1总论设计依据(1)天丰钢铁公司现有原燃料及其他生产条件。
(2)国内同类型高炉先进的经济技术指标和设备。
设计原则(1)采用先进、成熟、可靠、适用、有明显效益的工艺技术,优化总图设计,利用现有厂区场地,力求做到工艺流程顺畅,总图布置合理,平面布置符合国家有关规程规范。
(2)尽量减少用地。
(3)加强安全、卫生、环境的综合治理,使之符合企业所在地安全、卫生、环保标准,采用节能、环保技术,合理利用能源。
改善劳动条件,提高生产率。
(4)按照人员精干的原则,设置岗位。
设计范围1x1260m3高炉及其附属设施。
生产规模、工作制度及产品方案建设1座1260m3高炉,24小时连续运转工作,年作业天数为347天,产炼钢生铁140万吨。
主要技术特点和装备水平1)采用高炉长寿综合技术:砖壁合一、薄壁内衬结构;铜冷却壁+ 铸铁冷却壁;软水联合密闭循环系统;2)以高风温—富氧—大喷煤量为手段,达到降低燃料消耗和生铁成本的目的;3)采用先进工艺技术的同时,重视二次能源的回收利用,从而获得先进的工序能耗指标和良好的经济效益;4)采用清洁生产工艺,重视环境保护,排放指标遵守环保法规的有关规定;5)小块焦回收与烧结矿混装入炉技术;6)采用国产成熟的紧凑式串罐无料钟;7)微孔炭砖+陶瓷杯炉底、炉缸的内衬结构;8)平坦化出鉄场,采用储铁式主沟,并在铁口、撇渣器及罐位处设除尘点,改善炉前工作环境;9)采用高效卡卢金顶燃式热风炉,热风温度最高达到1250 C;10)除尘采用粗煤气重力+干式布袋相结合的工艺,煤气含尘量小于5mg/ m3;炉料结构入炉矿石包括烧结矿、球团矿,块矿,其中烧结矿75%、球团矿20%,块矿5%,烧结矿品位≥56%,球团矿品位≥63%,块矿品位≥62%,综合入炉品位TFe≥58%。
产品及主要技术经济指标1.8.1产品1.8.2主要技术经济指标主要技术经济指标表1-4主要技术方案说明1.9.1高炉上料系统1、高炉用胶带机上料,使矿焦槽远离高炉,改善高炉周围环境,方便高炉及出铁厂布置。
高炉设计 毕业设计
第一章文献综述1.1 炼铁行业概述钢铁工业在过去的100多年里进行了快速发展,无论是在设备还是技术上都取得了重大的进步,但也存在这很大的缺陷,比如污染严重,矿石利用率低,严重耗能等等的问题。
在近些年里钢铁行业的重要性有了不小的下降,更为严重的是钢铁行业现在已经处于一个微利甚至是负利的产业,所以现在急需要我们的生产工作者更加努力,提高钢铁行业的技术进而扭转这一不利的局面。
我国钢铁工业现状如下[1]:行业集中度低, 生产专业化程度低, 尚不能达到规模经济, 在一定的程度上限制了我国钢业的竞争力,结构不合理,企业平均技术装备水平低,产业升级和任务技术改造非常艰巨。
我国钢铁企业不注重新技术新产品的开发利用,和国外一些企业形成了鲜明的对比。
钢铁产品质量有待进一步提高。
我国钢铁产品的实物质量水平比国外先进水平相比还有一段距离; 我国钢材产品销售服务水平较低。
钢材产品销售服务和产品的质量是提高产品竞争力的重要方面; 我国钢铁行业的信息迟缓,企业与企业间相互恶意压价竞争,而且没有一个统一的部门进行指导和规范,导致了现在我们钢铁行业的严重被动局面,加工服务中心基本上处于空白,而且我国的钢铁企业目光仅仅局限于国内,在国际上的竞争力不足,所以现在我国钢铁行业处于一个极为不利的局面,急需要一些措施来改变。
目前我国钢铁业产能过剩,严重超出了需求量,在2008年我国生铁产量已经到达4.6944亿t比去年度增长15. 19%,其增加幅度低于钢产量同期增加幅度,占剧全世界钢铁总产量的49.74%。
2007年全国重点钢铁企业产铁3. 69亿t,同去年的产量比增长了13.74%,其他非重点钢铁企业产量1.20亿t,增长19.60%。
2008年上半年我国产铁量2.4642亿t,与去年相比增加了 7.89%,但发展势头降低了。
预计, 2008年我国钢产量达到5.2亿t,生铁产量将达到4.9亿t。
2009年产铁5.43亿吨,占世界总产量的60.53%,2010年前十个月我国铁产4.96亿吨,比上年同期增长8.27%。
2500m3高炉炉型设计
总计水分质量
有以上计算得出物料平衡表如下:
序号 1 2
收入项 原燃料 鼓风
kg 2194.1 1491.46
表8
序号 1 2 3 4
支出项 生铁 炉渣 煤气 水分
共计
kg 1000 385.347 2245.8 53.365
3679.512
共计
3685.56
CH4的
生成热
10088331.44 100
共计
1 水分分 6884143.697 68.24 2 解 73511.72 0.73 3 喷吹物 201868.22 2.00 4 分解 188415 1.87 5 游离水 43611.792 0.43 6 蒸发 1172360 11.62 7 铁水带 677600.63 6.72 8 走 477952.44 4.74 9 炉渣带 368867.941 3.66
: ——由C生成的 ——焦炭挥发份
(1)入炉总量=鼓风带入+焦炭带入+煤粉带入 (2)鼓风中的水分: (3)焦炭挥发份: (4)煤挥发份: ,其中40%的氢气发生还原反应 :110.06×40%=44.024m3。 (5)生成CH4 : 进入煤气的氢气体积:,(假定其中还原的铁氧化物中,1/3是用语还 原,2/3是用于还原) (6)由 ,得
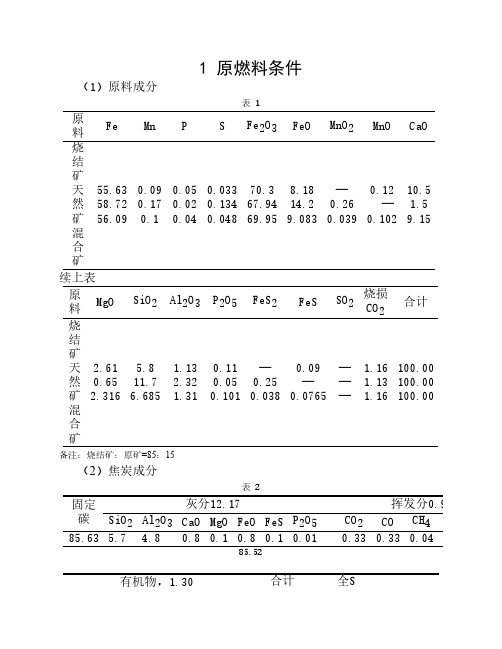
1 原燃料条件
(1)原料成分
表1
原 料
Fe
Mn
P
S Fe2O3 FeO MnO2 MnO CaO
烧
结
矿
天 55.63 0.09 0.05 0.033 70.3 8.18 — 0.12 10.5
然 58.72 0.17 0.02 0.134 67.94 14.2 0.26 — 1.5
2500m3高炉炉型设计

1 原燃料条件(1)原料成分表 1原料Fe Mn P S Fe2O3FeO MnO2MnO CaO烧结矿天然矿混合矿55.6358.7256.090.090.170.10.050.020.040.0330.1340.04870.367.9469.958.1814.29.083—0.260.0390.12—0.10210.51.59.15续上表原料MgO SiO2Al2O3P2O5FeS2FeS SO2烧损CO2合计烧结矿天然矿混合矿2.610.652.3165.811.76.6851.132.321.310.110.050.101—0.250.0380.09—0.0765———1.161.131.16100.00100.00100.00备注:烧结矿:原矿=85:15(2)焦炭成分表 2固定碳灰分12.17 挥发分0.91SiO2Al2O3CaO MgO FeO FeS P2O5CO2CO CH4H2N285.63 5.7 4.8 0.8 0.1 0.8 0.1 0.01 0.33 0.33 0.04 0.05 0.16有机物,1.30合计全S 游离水H2N2S0.40 0.40 0.50 100.00 0.52 4.80 (3)煤粉成分表 3品种 C H2O2H2O N2S灰分,12.27合计SiO2Al2O3CaO MgO FeO煤粉77.5 4.35 4.05 0.79 0.42 0.66 7.48 3.42 0.6 0.3 0.45 100.00主要技术经济指标:矿石配比,烧结矿:原矿=85:15;焦比: 350kg/t;煤比:150kg/t;鼓风湿度: 1.5% ;热风温度:1200℃;炉顶温度:200℃;rd=0.42。
(4)预定铁水成分表 4成分Si Mn S P C Fe 合计% 0.35 0.09 0.03 0.08 4.45 95.00 100.00(5)元素分配表 5元素Fe Mn P S生铁炉渣煤气0.9970.0030.50.51.00 0.062 配料计算2.1铁矿石的用量单位: Kg铁平衡:Fe铁+ Fe渣+Fe尘= Fe矿+ Fe熔+ Fe焦+ Fe煤焦炭带入Fe量 =560.0075560.0005350() 2.1()7288kg ⨯⨯⨯+=煤粉带入Fe量560.0045150)0.53()72kg⨯=⨯=进入渣中Fe0.003950) 2.86()0.997kg =⨯=需要混合矿量950 2.10.53 2.86)1694.1()0.5609kg --+==每吨生铁的实际用量:混合矿:1694.1 1.0031699.2()(0.003)kg⨯=其中为机械为机械损失350 1.051=367.85()kg⨯焦炭:(其中机械损失:0.003;水分:0.048)煤粉:150kg;所以,每顿生铁实际用量为:1699.2+367.85+150=2217.05kg2.2生铁成分的校对[P]:36210(1694.10.000443500.0001)0.076%142-⨯⨯+⨯⨯=[S]:0.03%;[Si]:0.35%[Mn]:原料带入的锰有50%进入生铁,炉渣中含量为1.1kg ,故[Mn]=1.1×55/71×1/1000=0.09%[C] :(100-95-0.35-0.09-0.03-0.076)/100=4.454%校核后的生铁成分:表 6Fe Si Mn S P C 合计95.00 0.35 0.09 0.03 0.076 4.454 100.00 2.3渣量和炉渣成分的计算(1)S含量计算原料,燃料带入的硫总量:1694.10.00053500.00521500.0066 3.66()kg⨯+⨯+⨯=进入生铁的S : kg3.0进入煤气的S :kg183.0%666.3=⨯炉渣中的S kg 177.3183.03.066.3=--(2)FeO :kg 68.35672997.0003.0950=⨯⨯(3)MnO :711694.10.0010.5 1.09()55kg ⨯⨯⨯=(4)2SiO :601694.10.06693500.05651500.0748 3.5136.83()28kg ⨯+⨯+⨯-⨯= (5)CaO :1694.10.09153500.000761500.006=156.18()kg ⨯+⨯+⨯ (6)MgO :kg 17.400012.0350003.0150%32.21.1694=⨯+⨯+⨯ (7)Al 2O 3:kg 23.440483.03500342.0150%31.11.1694=⨯+⨯+⨯总渣量:kg 347.38523.4417.4018.15683.13609.168.3177.3=++++++。
高炉炉型设计
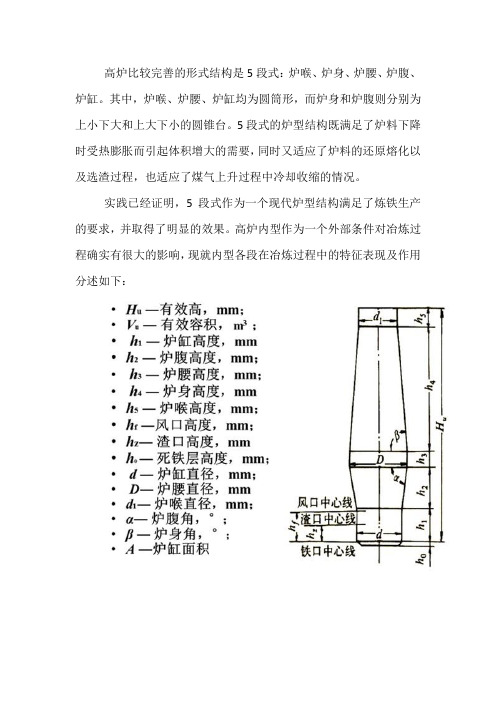
高炉比较完善的形式结构是5段式:炉喉、炉身、炉腰、炉腹、炉缸。
其中,炉喉、炉腰、炉缸均为圆筒形,而炉身和炉腹则分别为上小下大和上大下小的圆锥台。
5段式的炉型结构既满足了炉料下降时受热膨胀而引起体积增大的需要,同时又适应了炉料的还原熔化以及选渣过程,也适应了煤气上升过程中冷却收缩的情况。
实践已经证明,5段式作为一个现代炉型结构满足了炼铁生产的要求,并取得了明显的效果。
高炉内型作为一个外部条件对冶炼过程确实有很大的影响,现就内型各段在冶炼过程中的特征表现及作用分述如下:高炉有效容积和有效高度1)有效高度:高炉大钟下降位置的下缘到铁口中心线的距离称为高炉有效高度(H u),对于无钟炉顶为旋转溜槽最低位置的下缘到铁口中心线之间的距离。
2)高炉有效容积:在有效高度范围内,炉型所包括的容积称为高炉有效容积(V u)。
Hu/D :有效高度与炉腰直径的比值(Hu/D)是表示高炉“矮胖”或“细长”的一个重要设计指标不同炉型的高炉,其比值的范围是:巨型高炉~2.0大型高炉2.5~3.1中型高炉2.9~3.5小型高炉3.7~4.5。
炉喉:主要起着保护炉衬,合理布料和限制煤气灰被气体大量带出的作用。
在这里形成煤气流的3次分布,从炉喉煤气曲线可以从另一侧面看出高炉的冶炼行为。
其炉喉形状大小随高炉使用原料条件的变化而变化。
一般炉喉直径与炉腰直径之比为0.69-0.72,其高度在3m以内。
正常生产时,炉喉的温度为400─500℃。
由于炉料的撞击和摩擦比较剧烈,钢砖一般选用铸钢件。
炉身:主要起着炉料的余热、加热、还原和造渣的作用。
在这里发生了一系列的物理化学变化。
为了是炉料顺利下降和煤气不断上升,炉身要有一定的倾斜度,以利于边缘煤气有适当发展。
当炉身角太大的时候,边缘煤气不发展,便会发生悬料事故,造成高炉不顺行;反之,炉身角太小,大量的煤气会从边缘跑掉,煤气能量利用变差,矿石就得不到充分的加热和还原,以致焦化比升高。
因此,合适的炉身角很重要。
高炉炉体设计课程设计

高炉炉体设计课程设计一、教学目标本课程旨在让学生掌握高炉炉体设计的基本原理和方法,能够运用所学知识进行简单的炉体设计。
通过本课程的学习,学生将能够了解高炉炉体的结构和工作原理,掌握炉体设计的计算方法和步骤,提高解决实际问题的能力。
具体来说,知识目标包括:1.掌握高炉炉体的基本结构及其功能。
2.理解高炉炉体设计的基本原理和方法。
3.熟悉炉体设计的计算方法和步骤。
技能目标包括:1.能够运用所学知识进行简单的炉体设计。
2.具备分析和解决实际问题的能力。
3.能够进行小组合作和沟通交流。
情感态度价值观目标包括:1.培养对高炉炉体设计的兴趣和热情。
2.增强学生的创新意识和实践能力。
3.培养学生的团队合作精神和责任感。
二、教学内容本课程的教学内容主要包括高炉炉体的结构、设计原理和方法。
具体安排如下:1.第一课时:高炉炉体结构及其功能介绍。
2.第二课时:高炉炉体设计原理讲解。
3.第三课时:炉体设计计算方法和步骤学习。
4.第四课时:案例分析,学生分组进行炉体设计实践。
5.第五课时:总结和评估,学生展示设计成果。
三、教学方法为了激发学生的学习兴趣和主动性,本课程将采用多种教学方法,包括讲授法、讨论法、案例分析法和实验法等。
1.讲授法:用于讲解高炉炉体结构、设计原理和方法等基本知识。
2.讨论法:通过小组讨论,培养学生的思考和沟通能力。
3.案例分析法:分析实际案例,让学生更好地理解和应用所学知识。
4.实验法:学生分组进行炉体设计实践,提高学生的动手能力。
四、教学资源为了支持教学内容和教学方法的实施,我们将选择和准备以下教学资源:1.教材:《高炉炉体设计原理》2.参考书:相关学术论文和书籍3.多媒体资料:图片、视频等辅助教学材料4.实验设备:计算机、绘图板等设计工具通过以上教学资源的支持,学生将能够更好地完成学习任务,丰富学习体验。
五、教学评估为了全面、客观地评估学生的学习成果,本课程将采用多种评估方式,包括平时表现、作业、考试等。
毕业设计—高炉炉型设计

目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)1 绪论 (4)1.1砖壁合一薄壁高炉炉型的发展和现状 (4)1.2砖壁合一薄壁高炉炉型的应用 (4)2 高炉能量利用计算 (6)2.1高炉能量利用指标与分析方法 (6)2.2直接还原度选择 (7)2.3配料计算 (8)2.4物料平衡 (13)2.5 热平衡 (17)3 高炉炉型设计 (23)3.1 炉型设计要求 (23)3.2 炉型设计方法 (24)3.3炉型设计与计算 (24)4 高炉炉体结构 (28)4.1 高炉炉衬结构 (28)4.2高炉内型结构 (29)4.3 炉体冷却 (30)4.4 炉体钢结构 (31)4.5风口、渣口及铁口设计 (31)5砖壁合一的薄壁炉衬设计 (33)5.1砖壁合一的薄壁炉衬结构的布置形式 (33)5.2砖壁合一的薄壁炉衬高炉的内型 (33)5.3砖壁合一的薄壁炉衬高炉的内衬 (34)5.4薄壁高炉的炉衬结构和冷却形式 (34)6结束语 (36)参考文献 (37)摘要近年来, 炼铁技术迅猛发展, 总的发展趋势是建立精料基础, 扩大高炉容积, 减少高炉数目, 延长高炉寿命, 提高生产效率,控制环境污染, 持续稳定地生产廉价优质生铁, 增加钢铁工业的竞争力。
现代高炉的冶炼特征是, 低渣量, 大喷煤, 低焦比, 高利用系数;高炉结构的特征是,采用软水冷却、全冷却壁、薄壁炉衬、操作炉型的薄壁高炉。
高炉采用大喷煤、高利用系数冶炼, 要求改善高炉的料柱透气性和延长高炉寿命高炉精料、布料、耐火材料、冷却等技术的进步,不断促进长寿的薄壁高炉发展。
高炉的炉型随着高炉精料性能、冶炼工艺、高炉容积、炉衬结构、冷却形式的发展而演变, 高炉设计的理念也随着科学技术的进步和生产实践的进展而更新。
薄壁高炉的设计炉型就是高炉的操作炉型, 在生产中几乎始终保持稳定, 消除了畸形炉型。
长期稳定而平滑的炉型, 有利于高炉生产的稳定和高效长寿。
高炉操作炉型的显著特征是, 炉腰直径扩大, 高径比减小, 炉腹有、炉身角缩小。
高炉本体毕业设计完整版

内蒙古科技大学本科生毕业设计说明书题目:内蒙古包头地区条件下2500m³高炉炉体系统设计学生姓名:张瑜学号:1176803442专业:冶金工程班级:4班指导教师:宋萍包头地区条件下2500m³高炉炉体系统设计摘要高炉炼铁的历史悠久,炼铁技术日益成熟,是当今主要的炼铁方式,随着炼铁技术的不断发展,高炉一代炉役寿命的不断提高,长寿高炉技术应用越来越广泛。
它是降低炼铁成本,提高钢铁企业经济效益的重要手段。
在大型高炉设计中,通过优化炉型、采用合理炉缸内衬结构、铜冷却壁、软水密闭循环冷却系统、薄壁内衬等技术为高炉长寿创造条件,提出了长寿高炉的基本设计思想。
为了适应这一发展趋势,.在本次长寿高炉设计中,对高炉合理内型、合理内衬结构和不同部位耐火材料的选择、冷却方式和冷却系统(包括冷却器的结构、材质与水质等)及其它有关方面作了综合考虑。
关键词:高炉长寿高炉内衬炉体冷却Design of Long Life BFABSTRACTHas a long history of BF ironmaking, is the main way of ironmaking,BF campaign life is continuously increased as unceasing development of iron making technology.It is being used more and more abroad. The long campaign technologies of blast furnace is one of the most important measures which reduce the iron making production cost and improve the economic profits of Iron and Steel Company. In the design of large BF,the technologies like optimized BF profile,reasonable hearth lining,copper stave,soft water closed circulating cooling system and thin-walled lining etc. were applied to prolong BF campaign life. The basic concept of designing long campaign blast furnace was put forward.In order to adapt to the trend,during designing long campaign blast furnace,the rational; furnace profile,rational furnace lining structure and selection of different refractories for various areas,cooling method and system (including cooler structure and material,cooling water and so on) and concerned aspects must be comprehensively considered.Key Words:Blast furnace life .Blast furnace lining. Furnace cooling目录摘要 (I)ABSTRACT (II)第一章文献综述 01.1我国高炉炼铁发展现状 01.2高炉概述 (2)1.2.1高炉本体概括 01.2.2高炉冶炼用的原料 (1)1.2.3高炉本体及附属设备 (1)1.2.4高炉炉型的发展现状 (2)1.3高炉炉底、炉缸对高炉长寿的影响 (3)1.3.1高炉长寿概述 (3)1.3.2 炉缸、炉底侵蚀的特征及原因 (3)1.3.3 炉腹、炉腰侵蚀的原因 (4)1.3.4 减少炉缸炉底侵蚀措施 (4)1.3.5 减少炉腹炉身侵蚀措施 (5)1.3.6陶瓷杯与热压小炭块的比较 (6)1.4高炉冷却设备对高炉长寿的影响 (6)1. 4. 1高炉冷却 (6)第二章高炉物料平衡计算 (9)2.1.原料条件 (10)2.2 矿石成分的补齐计算 (13)2.2.1烧结矿中成分的补齐计算 (13)2.2.2 球团矿中成分的补齐计算 (13)2.2.3 生矿成分的补齐计算 (14)2.3 矿石成分的平衡计算 (15)2.3.1 烧结矿平衡计算 (15)2.3.2 球团矿平衡计算 (16)2.3.3 生矿平衡计算 (17)2.4 配料计算 (18)2.4.2 使用熔剂时的配料计算 (19)2.5物料平衡计算 (23)2.5.1 鼓风量的计算 (23)2.5.2 煤气组分及煤气量的计算 (24)2.5.3煤气中水量计算 (26)2.5.4考虑炉料的机械损失后的实际入炉量 (26)2.6 高炉热平横计算 (27)2.6.1全炉热平衡计算(第二种) (27)2.6.2 高温区热平衡 (31)2.7 炼铁焦比计算 (33)第三章2500m3高炉炉体设计 (36)3.1 高炉内型设计 (36)3.1.1炉形设计 (37)3.1.2炉容校核,高径比校核Hu/D及h4/Hu (39)3.2高炉耐火材料 (41)3.2.1 高炉各部位耐火材料的选择 (41)3.3 高炉炉体设备设计 (42)3.3.1 炉体冷却设备设计 (42)3.3.1.1 高炉炉底及炉缸 (42)3.3.1.2 炉腹至炉身中下部 (42)3.3.1.3 炉身中上部 (43)3.3.2高炉冷却水设计 (45)3.3.3风口、铁口及炉底冷却设备的设计 (48)3.3.3.1风口设计 (48)3.3.3.3 炉底冷却设备 (50)3.4 炉壳设计 (50)3.5 高炉附属设备 (53)参考文献 (58)附表 (59)致谢 (67)第一章文献综述1.1我国高炉炼铁发展现状在经济发展的“新常态”下,钢铁行业正处于适应新常态之中转型升级、提质增效的重要阶段,技术创新对产业发展的支撑和引领作用日益突出。
年产280万吨炼钢生铁3600高炉毕业设计

目录1 高炉地址选择 (1)1.1确定高炉地址要考虑的因素 (1)1.2高炉地址选择 (1)2 主要技术经济指标 (2)3 高炉长寿高效的设计理念 (4)3.1概述 (4)3.2优化高炉炉型 (4)3.3高炉炉缸内衬结构 (5)3.4炉体冷却结构 (5)3.5软水密闭循环冷却技术 (5)3.6自动化检测与控制系统 (6)4 高炉炉型设计与计算 (7)5 冷却设备选择 (10)5.1 概述 (10)5.2 高炉各部位冷却设备 (11)5.2.1 炉缸和炉底部位冷却设备选择 (11)5.2.2 炉腹、炉腰和炉身 (12)5.2.3炉喉 (14)6 炉衬选择 (15)6.1 高炉炉基的形状及材质 (15)6.1.1对高炉基础的要求 (15)6.1.2 高炉基础的形状、尺寸、材质结构 (15)6.2 高炉炉底和各段炉衬的选择、设计和砌筑 (16)6.2.1炉底、炉缸 (17)6.2.2炉腹、炉腰和炉身下部 (17)6.2.3炉身中上部 (17)6.2.4炉喉 (17)7 高炉供水量、水压的确定 (18)7.1供水量 (18)7.1.1冷却壁供水量 (18)7.1.2炉底水冷管供水量 (18)7.1.3炉体软水冷却总水量 (19)7.1.4风口小套冷却水供水量 (19)7.1.5风口二套冷却水供水量 (19)7.1.6炉喉水冷钢砖供水量 (20)7.1.7高炉工业水总量 (20)7.2 供水水压 (20)8 炉体软水密闭循环冷却系统设计 (22)8.1冷却设备连接方式 (22)8.2炉体软水密闭循环冷却系统 (22)8.3高炉软水密闭循环冷却系统工作原理 (22)8.3.1 膨胀罐的水位控制 (22)8.3.2膨胀管压力控制 (23)8.3.3事故操作 (24)结论 (26)参考文献 (27)致谢 (28)摘要高炉炼铁是获得生铁的主要手段,是钢铁冶金过程中最重要的环节之一,在国民经济建设中起着举足轻重的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)1 绪论 (4)1.1砖壁合一薄壁高炉炉型的发展和现状 (4)1.2砖壁合一薄壁高炉炉型的应用 (4)2 高炉能量利用计算 (6)2.1高炉能量利用指标与分析方法 (6)2.2直接还原度选择 (7)2.3配料计算 (8)2.4物料平衡 (13)2.5 热平衡 (17)3 高炉炉型设计 (23)3.1 炉型设计要求 (23)3.2 炉型设计方法 (24)3.3炉型设计与计算 (24)4 高炉炉体结构 (28)4.1 高炉炉衬结构 (28)4.2高炉内型结构 (29)4.3 炉体冷却 (30)4.4 炉体钢结构 (31)4.5风口、渣口及铁口设计 (31)5砖壁合一的薄壁炉衬设计 (33)5.1砖壁合一的薄壁炉衬结构的布置形式 (33)5.2砖壁合一的薄壁炉衬高炉的内型 (33)5.3砖壁合一的薄壁炉衬高炉的内衬 (34)5.4薄壁高炉的炉衬结构和冷却形式 (34)6结束语 (36)参考文献 (37)摘要近年来, 炼铁技术迅猛发展, 总的发展趋势是建立精料基础, 扩大高炉容积, 减少高炉数目, 延长高炉寿命, 提高生产效率,控制环境污染, 持续稳定地生产廉价优质生铁, 增加钢铁工业的竞争力。
现代高炉的冶炼特征是, 低渣量, 大喷煤, 低焦比, 高利用系数;高炉结构的特征是,采用软水冷却、全冷却壁、薄壁炉衬、操作炉型的薄壁高炉。
高炉采用大喷煤、高利用系数冶炼, 要求改善高炉的料柱透气性和延长高炉寿命高炉精料、布料、耐火材料、冷却等技术的进步,不断促进长寿的薄壁高炉发展。
高炉的炉型随着高炉精料性能、冶炼工艺、高炉容积、炉衬结构、冷却形式的发展而演变, 高炉设计的理念也随着科学技术的进步和生产实践的进展而更新。
薄壁高炉的设计炉型就是高炉的操作炉型, 在生产中几乎始终保持稳定, 消除了畸形炉型。
长期稳定而平滑的炉型, 有利于高炉生产的稳定和高效长寿。
高炉操作炉型的显著特征是, 炉腰直径扩大, 高径比减小, 炉腹有、炉身角缩小。
这种炉型发展趋势是炼铁技术进步的反, 它有利于改善高炉料柱透气性, 稳定炉料和煤气流的合理分布, 延长高炉寿命, 对大型高炉采用大喷煤、低焦比、高利用系数冶炼更有意义。
关键词:高炉炉型砖壁合一设计ABSTRACTIn recent years, the rapid development of iron technology, the overall trend is expected to establish a fine basis for the expansion of blast furnace capacity, reduce the number of blast furnace, blast furnace to extend life, increase productivity, control of environmental pollution, continuous and stable production of low-cost high-quality pig iron, iron and steel industry increased competitiveness. Characteristics of a modern blast furnace smelting, the low amount of slag, the pulverized coal injection and low coke rate, high utilization factor; blast furnace structure is characterized by the use of soft water cooling, cooling the whole wall, thin lining, the thin-walled blast furnace operation. Large blast furnace pulverized coal injection, high utilization factor smelting, blast furnace to improve permeability of the material column and extend thelife of blast furnace blast furnace feed, cloth, refractories, cooling and other technological advances, and constantly promote the development of long thin-walled blast furnace.With the furnace blast furnace blast furnace feed performance, smelting process, blast furnace capacity, lining structure, cooling the evolution of forms of development, blast furnace design concepts with the scientific and technological progress and production and update the progress of practice.Thin-wall design of blast furnace is the blast furnace operation, almost always in production remained stable, the elimination of the deformity furnace. Long-term, stable and smooth furnace, blast furnace production is conducive to the stability and efficiency and longevity. Blast furnace operation of the salient features is that the furnace to expand the waist diameter, height-diameter ratio decreases, there is belly stove, heater body narrow angle. This trend is the development of iron-smelting furnace technology anti-, it will help to improve the blast-furnace column permeability, stability, and charge a reasonable distribution of the gas flow to extend the life of a blast furnace, blast furnace of large large coal, low coke ratio, high utilization factor is more meaningful smelting.Keywords:Furnace Blast;Furnace ;One brick wall ;Design1 绪论高炉在冶金工业中的重要地位, 决定了高炉钢结构设计技术的理论和经济价值。
高炉炉型合理与否,对炼铁生产技术经济指标有着扳其重要的影响。
近十几年来, 随着高炉结构向现代化、大型化的发展, 高炉冶炼技术和冶炼强度不断提高, 要求愈来愈精细的炉型结构与之相适应。
现代化高炉,其设备不仅承受着巨大的载荷,而且在生产过程中还处于高温、高压和多尘的严酷条件下工作,极易磨损和侵蚀。
为了确保高炉生产长时期顺利进行,对高炉提出了越来越高的要求。
这些要求主要包括:有高度的可靠性;寿命长,易于维修;尽可能定型化合标准化;易于实现自动化操作等。
1.1砖壁合一薄壁高炉炉型的发展和现状近年来, 炼铁技术迅猛发展, 总的发展趋势是建立精料基础, 扩大高炉容积, 减少高炉数目, 延长高炉寿命, 提高生产效率,控制环境污染, 持续稳定地生产廉价优质生铁, 增加钢铁工业的竞争力。
现代高炉的冶炼特征低渣量, 大喷煤, 低焦比, 高利用系数高炉结构的特征是,采用软水冷却、全冷却壁、薄壁炉衬、操作炉型的薄壁高炉。
高炉采用大喷煤、高利用系数冶炼, 要求改善高炉的料柱透气性和延长高炉寿命高炉精料、布料、耐火材料、冷却等技术的进步,不断促进长寿的薄壁高炉发展。
近年来新建或改造的薄壁高炉, 设计标准炉龄15年, 利用系数大于等于2.3, 单位炉容产铁10000t/m3以上。
1.2砖壁合一薄壁高炉炉型的应用德国不来梅厂2号高炉工作容积3143 m³,炉缸直径12m,全部采用冷却壁软水闭环冷却,设计炉龄15年,生产能力7300t/d,高炉于1999年11月大修改造后投产。
炉型的主要特征为:炉腹角083.04。
炉缸墙上部采用微孔炭73.67,炉身角0砖,炉缸下部和炉底异常侵蚀区采用超微孔炭砖,炉缸炭砖热面以小块刚玉砖保护炉缸炉底周围采用2段铜冷却壁 ,高热负荷区采用段铜冷却壁,热面只喷涂50mm绝热保护层。
炉身中上部及炉喉区域,采用8段铸铁冷却壁。
武钢1号高炉大修改造 ,炉容从1386 m³扩大到 2200 m³,炉缸直10.7m,采用全冷却壁软水串联冷却系统,设计生产能力170万t/a,炉龄15年,计划2001年5月投产。
炉型为矮胖型 ,高径比2.45,炉身角083.45,炉腹081.63。
炉缸采用微孔炭砖和陶瓷杯结构 ,炉底水冷,上砌2层1.2m半石墨炭砖 ,顶面以2层高铝砖保护,炉底异常侵蚀区亦采用微孔炭砖,死铁层深2m。
炉腹采用2段双层水管铸铁冷却壁,热面嵌砌一刚玉砖,砖衬厚度150mm,炉腰和炉身下部引进PW型铜冷却壁2段夕铜冷却壁厚度120mm ,含 C99.9%,连铸成型并铸椭圆形流通道 ,消除传统铸管产生的绝热层 ,热面嵌砌155mm厚一砖衬 ,炉身中下部采用4层双层水管铸铁冷却壁 ,热面亦嵌砌一砖衬炉身中上部采用单层水管铸铁冷却壁 ,热面嵌砌155mm厚浸磷粘土砖炉身上部采用1段光面冷却壁 ,维持布料内型长期稳定。
莱钢1000m³高炉设计采用全覆盖、砖壁合一薄壁炉衬、铜冷却壁、炭砖-陶瓷杯复合炉底、软水密闭循环冷却系统、PW串罐无料钟炉顶、改进型顶染式热风炉、全干法布袋除尘等一系列先进实用技术。