主轴Tandem配距离码圆光栅调试案例_v1.0
数控机床旋转编码器(圆光栅)_HD90

H-D90144600430509手册代码:手册版本:编码器型号:安装方法基准压缩空气入口(可选项)入口CIRCULAR-12 MALESUB-D 15 MSUB-D 15 FSUB-D 15 HD (M)SUB-D 15 xx说明: - 电缆型号中的字母“N”表示这种电缆不带金属保护壳EC-P-0-N or EC-P-FT-N.例如:- 如果需要的电缆很长,推荐使用电缆和扩展电缆EC-A-C1* 分辨率取决于信号倍频系数T-20B螺母:****保修条款保修期:自本公司发货之日起12个月保修范围包括维修备件和在发格公司内的维修工时费产品的邮寄费用和发格工程师的差旅费用由客户支付由于外部原因(例如:未按说明书要求安装、操作不当、撞击、电压过高、受污染等)造成的损坏,不属于保修范围。
禁止如下处理方式Barrio de San Andrés s/n, C.P. 20500, Mondragón -Guipúzcoa- (ESPAÑA)Manufacturer: Fagor Automation, S. Coop.Barrio de San Andrés s/n, C.P. 20500, Mondragón -Guipúzcoa- (SPAIN)We hereby declare, under our responsibility that the following product:Encoder H-D90meets the following directives:ELECTROMAGNETIC COMPATIBILITYEN 50082-2ImmunityEN 61000-4-2Electrostatic Discharges.EN 61000-4-4Burst and fast Transients.ENV 50140Radiated radio frequency electromagnetic fields ENV 50141Conducted disturbance induced by radio frequence fields.According to the EC Directive: 89/336/CEE on Electromagnetic Compatibility.En Mondragón a 5 de Febrero de 2003In Mondragón, February 5th, 2003生产商: Fagor Automation, S. Coop.EN 50082-2EN 61000-4-2EN 61000-4-4ENV 50140ENV 50141声明:我们的产品符合以下标准电磁适用性:抗扰性静电释放瞬间冲击无线辐射与电磁场无线通信干扰依照EC标准:89/336/CEE电磁兼容性。
传感器与检测技术项目式教程项目15数控机床光栅位移传感器的安装与调试
图15-28 BG1型线位移传感器
• 3.光栅位移传感器安装方式 • (1)安装基面 • 安装光栅线位移传感器时,不能直接将传感器安装在粗糙 不平的机床身上,更不能安装在打底涂漆的机床身上。光 栅主尺及读数头分别安装在机床相对运动的两个部件上。 • 千分表固定在床身上,移动工作台,要求达到平行度为 0.1mm/1000mm以内。如果不能达到这个要求,则需设计 加工一件光栅尺基座。
• (2)主尺安装 • 将光栅主尺用M4螺钉上在机床安装的工作台安装面上, 但不要上紧,把千分表固定在床身上,移动工作台(主尺 与工作台同时移动)。用千分表测量主尺平面与机床导轨 运动方向的平行度,调整主尺M4螺钉位置,使主尺平行 度满足0.1mm/1000mm以内时,把M2螺钉彻底上紧。
• (3)读数头的安装 • 在安装读数头时,首先应保证读数头的基面达到安装要求, 然后再安装读数头,其安装方法与主尺相似。最后调整读 数头,使读数头与光栅主尺平行度保证在0.1mm之内,其 读数头与主尺的间隙控制在1~1.5mm以内。
• (三)感应同步器位移测量系统
四、频率式数字传感器
• 频率式传感器基本上有三种类型: • (1) 利用力学系统固有频率的变化反映被测参数的值。 • (2) 利用电子振荡器的原理,使被测量的变化转化为振荡器 的振荡频率的改变。 • (3) 将被测非电量先转换为电压量,然后再用此电压去控制 振荡器的振荡频率,称压控振荡器。 • (一)改变力学系统固有频率的频率传感器
圆光栅配合自准直仪测量主轴径向运动误差

圆光栅配合自准直仪测量主轴径向运动误差娄志峰; 郝秀朋; 刘力; 王晓东【期刊名称】《《光学精密工程》》【年(卷),期】2019(027)009【总页数】9页(P2053-2061)【关键词】圆光栅; 双读数头; 自准直仪; 径向运动误差; 误差分离【作者】娄志峰; 郝秀朋; 刘力; 王晓东【作者单位】大连理工大学机械工程学院辽宁大连116024【正文语种】中文【中图分类】TG86; TH711 引言随着智能制造的发展,对数控机床的性能提出了更高的要求。
主轴回转误差是影响数控机床性能的重要指标,也是衡量机床加工精度的重要因素[1-2],对加工零件的几何形状误差、表面质量和粗糙度有着重要影响[3-4]。
主轴回转误差的精密测量与补偿技术是提高机床性能的重要手段[5]。
主轴径向回转误差测量主要有打表法、单点法(单向法)、多点法等[6-7]。
目前,国内外较普遍的是使用电容或电感涡流传感器对安装在主轴上的标准球进行单点或多点测量[8]。
上述方法不可避免地会引入标准球的形状以及安装偏心等误差。
在进行高精度主轴回转误差测量中,引入的这些误差不可忽略[9]。
因此必须采用误差分离技术将主轴回转误差分离出来。
为此,毛剑锋等人在自带偏心调整机构的测量装置上,结合玻璃半球与钢盘设计了新的标准器,采用轴向布置传感器的方法对其进行测量,建立数学模型实现主轴回转误差与标准器形状误差的分离[1]。
该方法达到了0.1 μm的测量精度,但在实际使用中钢盘受环境影响较大,需要定期对钢盘进行标定。
黄春霞在晶元对心转台径向误差测量中,采用集合平均法求出参考心轴固定误差并建立数据库,通过引用数据库,实现了参考心轴安装误差与转台径向回转误差分离的目的,达到了微米级测量精度[10]。
Ping Ma在对机床回转误差分析中,将在线精加工工件作为径向运动误差参考轴,消除了参考轴的安装偏心引入的误差[2]。
叶建华等人基于标准球和机床在机测量系统提出一种旋转轴综合误差测量方法;引入模糊减法聚类和模糊C均值聚类方法建立旋转轴综合误差的RBF神经网络模型;同时对RBF神经网络进行解析,获得误差模型的解析表达式,测量精度在10 μm左右[11]。
光栅尺与数控系统的联接

连接光栅尺与数控装置一、任务引入数控装置与光栅尺的联接原理图如图1所示,根据图1进行连接,并用数字示波器观察光栅尺的波形。
图1 数控装置与光栅尺的联接二、任务分析从图1中可看到光栅尺与数控装置的XS32接口相连,将检测的信号反馈给数控系统,对机床的移动(转动)进行控制。
什么是光栅?光栅是怎样工作的?有哪些位置检测装置?怎样检测数控系统中的位置测量装置的误差?下面我们就对这些问题进行讲解。
三、相关知识1.光栅尺测量系统光栅尺测量系统如图2所示,它由光源1、透镜2、标尺光栅3、指示光栅4、光敏元件5和信号处理电路组成。
信号处理电路又具有放大、整形和鉴向倍频功能。
通常情况下,除标尺光栅与工作台装在一起随工作台移动外,光源、透镜、指示光栅、光敏元件和信号处理电路均装在一个壳体内,做成一个单独部件固定在机床上。
这个部件称为光栅读头,其作用是将莫尔条纹的信号转换成所需的电脉冲信号。
当标尺光栅随工作台一起移动时,光源通过聚光镜后,透过标尺光栅和指示光栅形成忽明忽暗的莫尔条纹(光信号);光敏元件把光信号转换成电信号,然后通过信号处理电路的放大、整形、鉴相倍频后输出或显示。
为了测量转向,至少要放置两个光敏元件,两者相距1/4莫尔条纹节距,这样当莫尔条纹移动时,会得到两路信号相位相差π/2的波形;将输出信号送入鉴向电路,即可判断移动方向。
图2 光栅尺测量系统l一光源;2一透镜;3一标尺光栅;4一指示光栅;5一光敏元件为了提高光栅的分辨率,通常还用4倍频的方法细分。
所谓4倍频细分,就是将莫尔条纹原来的每个脉冲信号,变为在O、π/2、π、3π/2时都有脉冲输出,从而使精度提高了4倍。
若光栅栅距0.Olmm,则工作台每移动0.0025mm,系统就会送出一个脉冲,即分辨率为0.0025mm。
由此可见,光栅尺测量系统的分辨率不仅取决于光栅尺的栅距,而且取决于鉴相倍频的倍数n,即:分辨率=栅距/n2.光栅计量光栅是用于数控机床的精密检测元件,是闭环系统中一种用得较多的测量装置,用作位移或转角的测量,测量精度可达几微米。
附录10:主轴刚性攻螺纹调试与位置精度补偿

附录10:主轴/刚性攻螺纹调试与位置精度补偿实训项目4.4 目录相关知识与技能1.主轴定向1.1使用外部接近开关(1转信号)1.1.1接近开关与主轴放大器间的连接1.1.2 相关参数设置1.1.3对应的PMC处理程序1.2 使用位置编码器时1.2.1 整体连接1.2.2相关参数1.2.3 PMC处理程序1.3 使用主轴电动机的内置传感器1.3.1 连接1.3.2 相关参数1.3.3 主轴和电动机间传动比不是1:1时1.3.4 PMC处理程序2.主轴定位2.1 系统配置与连接2.2 相关参数设置2.3 PMC控制信号2.4 PMC处理程序3.刚性攻螺纹调试3.1 系统配置3.1.1 使用α编码器时3.1.2 使用αs编码器时3.1.3 使用Mzi、Bzi或Czi传感器时3.1.4 使用分离型Mzi、Bzi、Czi传感器时3.1.5 使用外部一转信号时3.1.6 主轴电动机与主轴间有中间轴时3.2 刚性攻螺纹配置的主轴电动机和传感器3.2.1 电动机内置传感器3.2.2主轴传感器3.3 刚性攻螺纹相关控制信号3.4 刚性攻螺纹PMC控制程序3.5 与刚性攻螺纹相关的其他参数设置3.6 刚性攻螺纹的诊断号3.7 利用伺服优化软件调试刚性攻螺纹3.8 刚性攻螺纹报警信息思考题实训项目4.5 目录相关知识与技能1.数控机床位置精度标准与级别1.1 国家标准GB 10931—891.2反向偏差/间隙2. 用百分表或千分表测量反向偏差2.1百分表或千分表结构2.2测量方法2.3具体操作2.4 反向偏差的补偿3. 螺距误差补偿3.1.1螺距误差补偿原理3.2.2 螺距误差补偿方法4. 用激光干涉仪补偿位置精度4.1 ML10激光干涉仪4.2 位置误差补偿操作4.3 激光干涉仪的其他功能5. QC10球杆仪5.1 QC10的组成及工作原理5.2主要功能5.3 QC10的操作思考题实训项目4.4 主轴/刚性攻螺纹调试实训学时:4学时。
0326840Dsl数控系统配直线光栅尺的设定与调整
第一作者联系方式:姓名:杜山性别:男民族:汉学历:本科出生年月:1984年1月28日职称:助理工程师研究方向:数控机床的设计与制造手机:139********工作单位:汉川数控机床股份公司油箱地址:dushan200888@联系地址:陕西省汉中市汉台区益州路中段和谐春天小区116#405室邮政编码:723000840Dsl数控系统配直线光栅尺的设定与调整杜山①陈国强②徐宝华③(汉川数控机床股份公司,陕西,汉中,723000)摘要:本文介绍了SIEMNENS 840Dsl数控系统配直线光栅尺时的参数设定与参考点的调整方法,及PLC程序中的控制。
关键词:全闭环控制;增量式光栅尺;距离编码;绝对式光栅尺;参考点调整Setting and Adjustment of 840Dsl CNC System with Linear GratingDu Shan ①Chen Guoqiang②Xu Baohua③(Hanland CNC Machine Tool Co LTD,HanZhong, 723000)Abstract: This paper introduces the parameter setting of SIEMENS 840Dsl CNC system with linear grating scale ,the adjustment method of the reference point and the control of PLC program.Key words:Full closed-looped control;Incremental grating scale;Range code;Absolute grating scale;Reference point adjustment.0 引言随着国内数控机床的发展,原来精密滚珠丝杠加编码器式的半闭环控制系统已无法满足用户的需求。
圆光栅编码器安装与对准
1 圆光栅编码器误差分析
圆光栅编码器具有高分辨率、高精度、结构简 单和响应速度快等特点,使其在高精度分度盘、精 密转台等精密测量领域得到了广泛的应用。圆光栅 编码器主要有两部分组成:光栅码盘和读数头,读
收稿日期院2018-02-27
46(总第 271 期)A ug援 2018
数头和安装在旋转轴上的光栅码盘相对移动,读数 头将光学信号转为电信号输出,传输到控制系统采 集使用。偏心误差对于测量精度影响非常大,过大 的偏心可能导致编码器在整圈内信号输出不连续。
兹 = tan-1 (着÷R ) = tan-1 [0.003÷(104.3÷2)] = 0.003296°
3 圆光栅光学对准
对于圆光栅,不管是单读头还是双读头,码盘 中心的对准都非常有必要,对于玻璃码盘,栅带一
图 3 偏心误差
般刻画在盘片上,金属光栅钢圈在轴的侧面,这两 种的安装对准稍有不同,钢圈安装可以借用千分 表系统调整安装,对于玻璃码盘我们需要使用光 学仪器做圆心对中,借助工业 CCD 可以很好地进 行安装对准工作,如图 4 所示。
中图分类号院 TH741
文献标识码院 B
文章编号院1004-4507(2018)04-0046-03
Installation and Alignment of Circular Grating Encoder
LIU Shuai (Beijing Smartmotion System Technology Inc.,Beijing 100083,China)
Abstract: Eccentric error is the biggest of the circular grating encoder system can control the error source,through the analysis of the eccentric error research,understand the impact of segregation errors on circular grating measurement precision,find operational scheme for increasing accuracy of circular grating. First,adjusting the center of rotation of circular grating to reduce the mechanical eccentric,and improve the rotary accuracy. Second,using double reading head system can effectively reduce the impact the accuracy of the eccentric error,for about 110 mm in diameter of grating encoder,the level of error can be controlled below 60%. Key words: Circular grating encoder;Circular grating precision;Eccentric error;Double reading head system
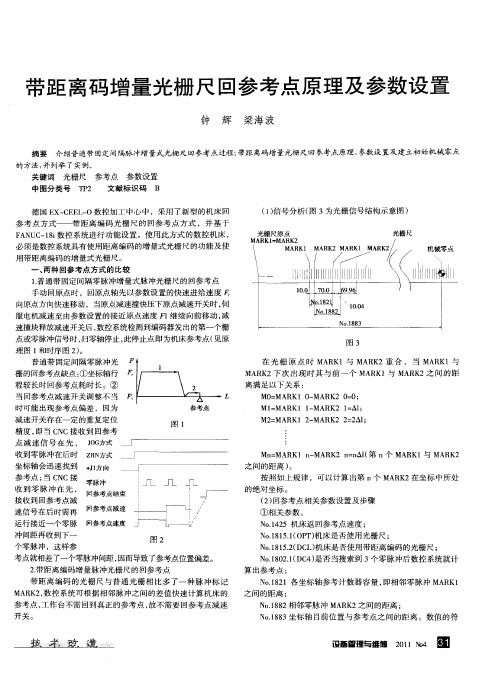
带距离码增量光栅尺回参考点原理及参数设置
算机 床 的参考 点 , JG O 方式
并刷新 屏 幕显 示 , zN R 方式
此时屏 幕上显 示
+1 J方向
厂—————————一
N. 2 o1 5机床返 回参考点速度 ; 4 N . 1.( )1 o1 510 = 机床使用光栅尺 ; 8
1 零 脉 冲 MA K 个 R 2后 , 标 轴 会 暂 停 运 动 一 段 时 间 , 后 继 续 坐 然 搜 寻 下 一 个 零 脉 冲 MA K ,直 到 收 到 第 3个 零 脉 冲 M R 2 R 2 A K
二、 建立 初 始 机 械 零 点
在生产实际中 , 全闭环控制 的 C C机床 , N 由于各种原 因( 机 床撞机和硬件损坏 、伺服 电机及传 动机构损坏及信 号反馈元件 损坏等 ) 导致机械零点丢失 , 需要重新建立机床轴的机械零点 以
修 复 设 备 ,所 以 如何 快 速 建 立 机床 机 械 零 点 也 是 较 重要 的一 环 节 。 F N C 1i 控 全 闭环 系统 和 德 国 E — E L 0生 产 的 以 A U 一8数 X C L一
后 , 统会 自动 计 数
X 2 S1 1卧式加工 中心举例 ( 采用 H I E H I E D N A N公 司 I 8 C光 S16 栅尺)重新建立机床机械零点和参数设置步骤 : ,
挞 卷 谚 遗
设 管 与 修 2 1D 团 备 理 维 0 4 1N
号代表参考点对光栅原点的方 向。 ②步骤 : 将机床置 于手动 回参考 点方式 ( 信号 Z N 1 , R = )选 择坐标轴 回参考点方 向 ( 应信号+ 1+ 2 一 1一2被 选中 ) 相 J 、J 、J 、J , 启动后坐标轴按指定 速度 沿指定方 向移 动。当数控系统收到第
光栅尺的安装与调试
光栅尺的安装与调试一、线性光栅尺选型①准确度等级的选择数控机床配置线性光栅尺是了提高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。
而我们在设计数控机床时根据设计精度要求来选择准确度等级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。
另外光栅尺最大移动速度可达120m/min,目前可完全满足数控机床设计要求;单个光栅尺最大长度为3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。
②测量方式的选择光栅尺的测量方式分增量式光栅尺和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才能进行位置控制。
而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。
绝对式光栅尺比增量式光栅尺成本高20%左右,机床设计师因考虑数控机床的性价比,一般选用增量式光栅尺,既能保证机床运动精度又能降低机床成本。
但是绝对式光栅尺开机后不需回参考点的优点是增量式光栅尺无法比拟的,机床在停机或故障断电后开机可直接从中断处执行加工程序,不但缩短非加工时间提高生产效率,而且减小零件废品率。
因此在生产节拍要求格或由多台数控机床构成的自动生产线上选用绝对式光栅尺是最为理想的。
③输出信号的选择a.光栅尺的输出信号分电流正弦波信号、电压正弦波信号、TTL矩形波信号和TTL差动矩形波信号四种,虽然光栅尺输出信号的波形不同对数控机床线性坐标轴的定位精度、重复定位精度没有影响,但必须与数控机床系统相匹配,如果输出信号的波形与数控机床系统不匹配,导致机床系统无法处理光栅尺的输出信号,反馈信息、补偿误差对机床线性坐标轴全闭环控制无从谈起。
圆光栅闭环反馈回转关节高精度补偿方法研究

圆光栅闭环反馈回转关节高精度补偿方法研究杨新刚 黄玉美 刘鸿雁 刘秀臣 芮宏斌西安理工大学,西安,710048摘要:从提高位置精度出发,采用了基于圆光栅全闭环反馈的回转关节控制方案。
在分析传统运动精度补偿方法的基础上,结合激光干涉仪回转轴校准系统对位置精度的检测结果,建立了一种综合考虑大周期误差及小周期误差的三次封闭样条与三角函数相叠加的回转运动误差补偿模型,从而使定点误差测量结果能够应用到整个行程区间的准确补偿。
在兼顾精度和效率的基础上提出了相应的无累积误差的补偿算法以提高误差补偿精度并进行了实验,使补偿后的残留误差标准差减小了47 4%,表明该方法可有效提高回转关节位置精度。
关键词:圆光栅;补偿算法;位置精度;误差模型;校准系统中图分类号:T G659 文章编号:1004 132X(2008)23 2782 05Research on High -precision Compensation Method of RevoluteJoint with Closed -loop Feedback by C ircular GratingYang Xingang H uang Yumei Liu H ongy an Liu Xiuchen Rui H o ng binXi an U niv ersity o f Technolog y,Xi an,710048Abstract :Aimming at hig h po sitio ning accuracy demands of revolute joint,the clo sed-lo op feed -back using circular gr ating w as ado pted.Based o n analy ses of tr aditional method of positioning erro r com pensatio n and results of positioning error testing using laser rotary ax is calibration system ,rota -tion erro r compensation m odel w as established,w hich w as com posed of a cubic clo sed spline function and triang le functions,considering larg e periodic erro rs and small periodic errors.Thus,the precision positio n com pensatio n of the w hole r ange of rotating w as realized using point testing results.Co rre -spo nding compensation algo rithm w ithout cum ulative error w as pro posed to improve the ro tating mo -tion precisio n w ith consideration o f both accuracy and efficiency.Ex periments w ere carr ied o ut and the results bear out the claims w ith the standard deviation of residual erro rs decrease by 47 4%.Key words :circular grating ;compensation alg orithm ;positioning accuracy;error m odel;calibra -tion system收稿日期:2007 11 29基金项目:高等学校博士学科点专项科研基金资助项目(20050700007)0 引言精密超精密加工是机械制造业的发展方向,高精度数控装备是实现精密加工的首要条件。
距离码光栅尺在FANUC数控系统中的应用

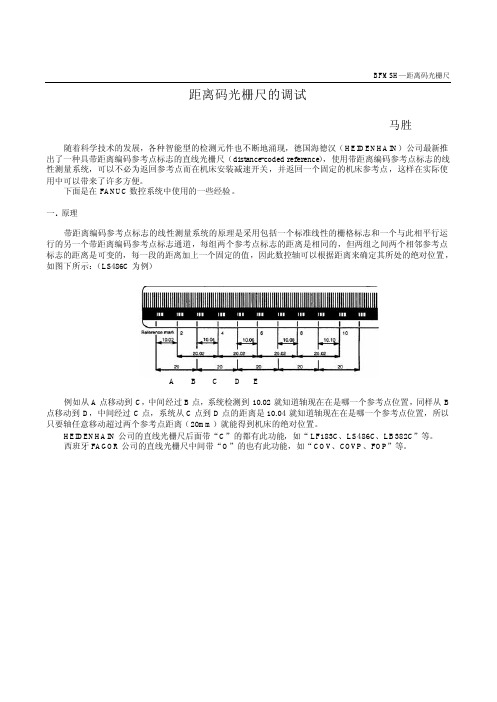
距离码光栅尺在FANUC数控系统中的应用BFENC-ZGJ 2012-10-10距离码光栅尺,顾名思义是在光栅尺上一定距离内,标记有按照特殊编码规则制定的一组距离编码参考点的光栅尺,这组信号有别于一般光栅尺的固定周期性参考点信号,它主要应用于确定光栅尺的周期相对位置,数控机床设备上,主要用作快速确定绝对参考点的检测。
一、带有距离编码式参考点的光栅尺,也被称为半绝对式光栅尺,它是根据一种特殊的算法,使得光栅尺上每一个参考点相对下一个参考点的位置是不同的,但同时,每组内的两个参考点之间的距离又是相同的(也就是说Mark1这组内的1、3、5、7……参考点之间是相同的,同样的,Mark2这组内的2、4、6、8……参考点之间也是相同的),因此,当数控机床的某轴移动通过两个连续的零参考点标记,就可以恢复机床该轴的零点坐标。
该方式使恢复机床零点坐标的移动距离和时间都大为缩短,在实际应用中可以大幅提高机床回零操作的方便性、灵活性,从而显著提高机床的使用效率,可以预见,距离码光栅尺必将得到越来越广泛的应用。
A B C D E上图中,假如从A点移动到C点,中间经过B点,系统可完整的检测到10.04这个标记区间,根据相关算法,就可以推算出当前处于哪个参考点标记区间;同理,假如从E点移动到C点,中间经过D点,系统完整的检测到10.08这个标记区间,也可以推算出当前处于哪个参考点标记区间。
因此理论上讲,只要移动范围超过任意两个参考点之间的距离,就能够得到当前所处的绝对位置。
这种确定参考点的方式既不同于传统的需要减速挡块的栅格回零方式,也不同于无需进行回零操作的绝对位置式的参考点确定方式,它只需进行极短距离的回零操作,就可以确定当前的绝对位置,因而,带有距离编码参考点的光栅尺也常常被称为半绝对式光栅尺。
海德汉距离码光栅尺规格:凡型号后带字母“C”的为带距离编码参考点的光栅尺(例如LS***C系列)。
下图示例为LS系列:下表为海德汉带距离编码参考点光栅尺的一些具体规格,其中“以信号周期为单位的名义增量数N”指的是信号周期中两个固定点之间的名义增量值,也就是在当前信号周期下可能的最大周期数值,这一数值决定着光栅尺所能检测的最大距离;西班牙发格(FAGOR)距离码光栅尺规格:凡型号中间带字母“O”的为带距离编码参考点的光栅尺(例如SOX-60)。
fanuc数控铣床GM功能代码全解
最新fanuc数控铣床GM功能代码全解最新fanuc数控铣床GM功能代码全解G代码组别功能附注G0001快速定位模态G01直线插补模态G02顺时针圆弧插补模态G03逆时针圆弧插补模态G0400暂停非模态*G10数据设置模态G11数据设置取消模态G1716XY平面选择模态G18ZX平面选择(缺省)模态G19YZ平面选择模态G2006英制(in)模态G21米制(mm)模态*G2209行程检查功能打开模态G23行程检查功能关闭模态*G2508主轴速度波动检查关闭模态G26主轴速度波动检查打开非模态G2700参考点返回检查非模态G28参考点返回非模态G31跳步功能非模态*G4007刀具半径补尝取消模态G41刀具半径左补尝模态G42刀具半径右补尝模态G4300刀具长度正补尝模态G44刀具长度负补尝模态G45刀具长度补尝取消模态G5000工件坐标原点设置,最大主轴速度设置非模态G52局部坐标系设置非模态G53机床坐标系设置非模态*G5414第一工件坐标系设置模态G55第二工件坐标系设置模态G56第三工件坐标系设置模态G57第四工件坐标系设置模态G58第五工件坐标系设置模态G59第六工件坐标系设置模态G6500宏程序挪用非模态G6612宏程序模态挪用模态*G67宏程序模态挪用取消模态G7300高速深孔钻孔循环非模态G74工旋攻螺纹循环非模态G75精镗循环非模态*G8010钻孔固定循环取消模态G81钻孔循环G84攻螺纹循环模态G85镗孔循环G86镗孔循环模态G87背镗循环模态G89镗孔循环模态G9001绝对坐标编程模态G91增量坐标编程模态G92工件坐标原点设置模态注:1.当机床电源打开或按重置键时,标有"* "符号的G代码被激活,即缺省状态。
2 . 不同组的G代码能够在同一程序段中指定;若是在同一程序段中指定同组G代码,.最后指定的G代码有效。
3.由于电源打开或重置,使系统被初始化时,已指定的G20或G21代码维持有效.4.由于电源打开被初始化时,G22代码被激活;由于重置使机床被初始化时, 已指定的G22或G23代码维持有效.编码字符的意义字符意义A关于X轴的角度尺寸B关于Y轴的角度尺寸C关于Z轴的角度尺寸D刀具半径偏置号E第二进给功能(即进刀速度,单位为 mm/分钟)F第一进给功能(即进刀速度,单位为 mm/分钟)G预备功能H刀具长度偏置号I平行于X轴的插补参数或螺纹导程J平行于Y轴的插补参数或螺纹导程L固定循环返回次数或子程序返回次数M辅助功能N顺序号(行号)O程序编号P平行于X轴的第二尺寸或固定循环参数Q平行于Y轴的第三尺寸或固定循环参数R 平行于Z轴的第三尺寸或循环参数圆弧的半径S主轴速度功能(表标转速,单位为转/分)T第一刀具功能U平行于X轴的第二尺寸V平行于Y轴的第二尺寸W平行于Z轴的第二尺寸X大体尺寸Y大体尺寸Z大体尺寸FANUC数控系统的预备功能M代码及其功能M代码功能附注M00程序停止非模态M01程序选择停止非模态M02程序终止非模态M03主轴顺时针旋转模态M04主轴逆时针旋转模态M05主轴停止模态M06换刀非模态M07冷却液打开模态M08冷却液关闭模态M30程序终止并返回非模态M31旁路互锁非模态M52自动门打开模态M53自动门关闭模态M74错误检测功能打开模态M75错误检测功能关闭模态M98子程序挪用模态M99子程序挪用返回模态数控车床编程:CK6432(FANUC-0TD)数控车床编程一.指令集(X向如X、U等的编程量均采纳直径量)G00:快速定位指令。
fanuc加距离码光栅尺
fanuc加距离码光栅尺2010-01-30 20:30摘要:随着科学技术的发展,各种智能型的检测元件也不断地涌现,德国海德汉(HEIDENHAIN)公司最新推出了一种具带距离编码参考点标志的直线光栅尺(distance-coded reference),使用带距离编码参考点标志的线性测量系统,可以不必为返回参考点而在机床安装减速开关,并返回一个固定的机床参考点,这样在实际使用中可以带来了许多方便。
下面是在FANUC 数控系统中使用的一些经验。
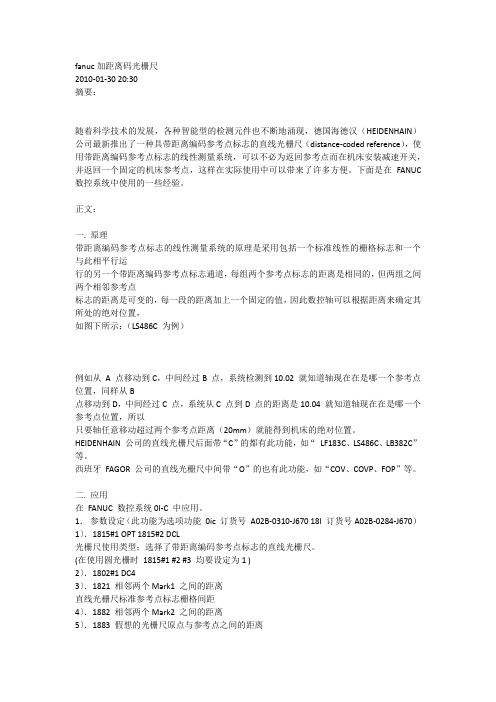
正文:一. 原理带距离编码参考点标志的线性测量系统的原理是采用包括一个标准线性的栅格标志和一个与此相平行运行的另一个带距离编码参考点标志通道,每组两个参考点标志的距离是相同的,但两组之间两个相邻参考点标志的距离是可变的,每一段的距离加上一个固定的值,因此数控轴可以根据距离来确定其所处的绝对位置,如图下所示:(LS486C 为例)例如从A 点移动到C,中间经过B 点,系统检测到10.02 就知道轴现在在是哪一个参考点位置,同样从B点移动到D,中间经过C 点,系统从C 点到D 点的距离是10.04 就知道轴现在在是哪一个参考点位置,所以只要轴任意移动超过两个参考点距离(20mm)就能得到机床的绝对位置。
HEIDENHAIN 公司的直线光栅尺后面带“C”的都有此功能,如“LF183C、LS486C、LB382C”等。
西班牙FAGOR 公司的直线光栅尺中间带“O”的也有此功能,如“COV、COVP、FOP”等。
二. 应用在FANUC 数控系统0I-C 中应用。
1.参数设定(此功能为选项功能0ic 订货号A02B-0310-J670 18I 订货号A02B-0284-J670)1〕.1815#1 OPT 1815#2 DCL光栅尺使用类型:选择了带距离编码参考点标志的直线光栅尺。
(在使用圆光栅时1815#1 #2 #3 均要设定为1 )2〕.1802#1 DC43〕.1821 相邻两个Mark1 之间的距离直线光栅尺标准参考点标志栅格间距4〕.1882 相邻两个Mark2 之间的距离5〕.1883 假想的光栅尺原点与参考点之间的距离以海德汉LB302C 光栅尺为例的参数设置相邻两个Mark1 之间的距离80mm相邻两个Mark2 之间的距离80.040mm相应参数设置如下:1815#1 1 1815#2 11802#1 DCL 设置为0 使用3 参考点检测回零点1821 80000 (最小检测单位u)1882 80040 (最小检测单位u)1883 上电后回零机床会移动3 次自动计算零点的坐标位置。
距离码光栅尺参数设定及调试说明
距离码光栅尺参数设定说明
(1)柔性齿轮比的设定
No.2084、No.2085的计算,对于使用模拟信号(1Vpp)输出的光栅尺,柔性齿轮比按照以下的计算方法:
目前贵厂在调的轧辊车,X轴使用的光栅尺型号为MOP-42,FAGOR光栅尺说明书如下:
X轴光栅尺的信号周期为20um,因此柔性齿轮比(N/M)=20/512/1=20/512=5/128 Z
轴使用的光栅尺型号为
LOP-64,FAGOR光栅尺说明书如下:
Z轴光栅尺的信号周期为40um,因此柔性齿轮比(N/M)=40/512/1=40/512=10/128
(2)位置脉冲数的计算
No.2024 电机每转动1周时,从分离式检测器反馈的脉冲数。
X轴采用丝杠传动,减速比为1/4,丝杠螺距为8mm,电机每转一圈,工作台移动2mm:位置脉冲数=2mm/(20um/512)=51200(>32767),因此采用No.2024和No.2185的乘积设。
FANUC 带有距离编码的光栅尺的调试
BFMSH—距离码光栅尺距离码光栅尺的调试马胜随着科学技术的发展,各种智能型的检测元件也不断地涌现,德国海德汉(HEIDENHAIN)公司最新推出了一种具带距离编码参考点标志的直线光栅尺(distance-coded reference),使用带距离编码参考点标志的线性测量系统,可以不必为返回参考点而在机床安装减速开关,并返回一个固定的机床参考点,这样在实际使用中可以带来了许多方便。
下面是在FANUC数控系统中使用的一些经验。
一. 原理带距离编码参考点标志的线性测量系统的原理是采用包括一个标准线性的栅格标志和一个与此相平行运行的另一个带距离编码参考点标志通道,每组两个参考点标志的距离是相同的,但两组之间两个相邻参考点标志的距离是可变的,每一段的距离加上一个固定的值,因此数控轴可以根据距离来确定其所处的绝对位置,如图下所示:(LS486C为例)A B C D E例如从A点移动到C,中间经过B点,系统检测到10.02就知道轴现在在是哪一个参考点位置,同样从B 点移动到D,中间经过C点,系统从C点到D点的距离是10.04就知道轴现在在是哪一个参考点位置,所以只要轴任意移动超过两个参考点距离(20mm)就能得到机床的绝对位置。
HEIDENHAIN公司的直线光栅尺后面带“C”的都有此功能,如“LF183C、LS486C、LB382C”等。
西班牙FAGOR公司的直线光栅尺中间带“O”的也有此功能,如“COV、COVP、FOP”等。
BFMSH —距离码光栅尺二. 应用在FANUC 数控系统0I-C 中应用。
1. 参数设定(此功能为选项功能 0ic 订货号A02B-0310-J670 18I 订货号A02B-0284-J670)1〕.1815#1 OPT 1815#2 DCL光栅尺使用类型:选择了带距离编码参考点标志的直线光栅尺。
(在使用圆光栅时 1815#1 #2 #3 均要设定为1 )2〕.1802#1 DC43〕.1821 相邻两个Mark1之间的距离直线光栅尺标准参考点标志栅格间距4〕.1882 相邻两个Mark2之间的距离5〕.1883 假想的光栅尺原点与参考点之间的距离以海德汉LB302C 光栅尺为例的参数设置相邻两个Mark1之间的距离 80mm相邻两个Mark2之间的距离 80.040mm想应参数设置如下:1815#1 1 1815#2 11802#1 DCL 设置为0 使用3参考点检测回零点1821 80000 (最小检测单位u )1882 80040 (最小检测单位u )1883 上电后回零 机床会移动3次自动计算零点的坐标位置。
关于光栅式量仪光栅的调整与步骤

关于光栅式量仪光栅的调整与步骤关于光栅式量仪光栅的调整与步骤力军f哮尔滨量肆曼嚣争厂.略尔滨150030)光册式量仪是基于用光栅通过光电儿件实现光lU转换的仪器该仪器的基准件是光栅此.l何调整光栅是满足光栅式量仪准确度的父键在调整光栅过程中,丰要从调壑光栅隙1炱尔条纹这两方面着手:下面分别加以叙述一,光栅间隙尺寸的选择用主光栅和指示光栅形成莫条纹时,为避免擦伤,不允许零间隙这样.在主光栅和指光栅之间形成段距离..这段距离,我们称为光栅间隙光栅间隙的选择是重要的间隙足ll碉,接影响奠尔条纹的清晰度和光电信号强弱叫辣小时,奠尔条纹反差强,灯丝发散角的影响和光轴卜j光栅表面不垂直的影响小但光栅问隙变化的影liq大.脏易划伤光栅表面;间隙火叫,则卡H反究竟选多大间隙呢?根据栅的太小.i'n1隙是llj的当栅距较大,远远大于波长时,莫尔条纹的肜是用几何光学原理,利用光栅栅线的遮光效应来解释的这时的间隙按下式计算0=J.!/式中,^为光源波长(用白光照明日1_按光电元什峰f卣波长计算);为光栅常数对于栅距很小,由于衍射现象显着,此时的荧尔条纹嘘由衍射原理来分析此时的兜栅间隙按=(2或3)¨if葬:无沧哪种栅距的光栅,:整时都会遇刮Ⅷ隙j{寸和不知间隙尺寸这两种情况在已知间隙尺寸的情况F.用i净的描图纸作难R,按照问隙尺寸选配描图纸的帐数然后,将』褒隅光栅之阊此时,两光栅之问的距离要大r隙一边慢慢将光栅问隙变小,一边幔慢拉动描纸.随至托动描图纸时,略有摩擦感,问隙仞步确定台通在知隙尺寸的.腈况下,就要借助于双踪波器来凋整这也是任已知问隙尼-々情.精州lj档s疗基首,假定某一R寸?般在01…n~0.6nlm之计谴授术200lNo12问)为间隙尺寸然后.察波器显屏中光栅输出信号幅值的太小.这时,在改变问隙的情况下,用手轻压,微龟减小问隙,或用手提,微量增大间隙,观察幅值变化情若是用手提的方向.幅值增大,说明原假定的间隙略小,应再增大一若是用F压的方向幅值增大,则将娘假定的问隙再减小一注意,每次改变时,间隙的递增f减)量应在0.05tnm左右..二,奠尔条纹的调整实践中.光栅间隙调好后,奠尔条纹有时会出现不理想的状况尢论是长光栅,还是圆光栅,只要莫尔条纹觋一半清晰,一半模糊现象.如慝lc")所示一或条纹不直现象,如图】(6)所示,-兑明两光栅之I_日] 的日_隙在指示光栅工作区内两端不一致一方面,指圈2一一-H光栅本身胶接时,表面平面性小好另一方面指示~t栅座底面平面性不好从这两方曲女查找蟓,垃消除』述现象的对j圆光栅来讲.条纹自时会耻半直,,曲现象如图1()所示,由圆光栅典尔条纹宽度公l}1,口为栅线夹角为偏心;R为条纹半径≈旦!P叮知:改变偏心量的大小,__改变条纹宽度壹u『皇I2所,如果我们观察的莫尔条纹睹好是A区域单条纹这就是我们所需要的横奠尔条纹注意陔景纹是枉垂直偏心方向上形成的如粜此时获得的横门莫尔条纹宽度四极砷光电池宽度相等,,光栅移动,个栅距时,奠尔条纹移过一个条纹宽度并依次扫过个硅光池片,这四个硅光池片将转换为电信号.如果我们观察的莫尔条纹是B区域里或C区域里的条纹时,光电信号显示是不正确的这是因为奠尔条纹与四个硅光池极片不平行.这样,当奠尔条纹移过一个条纹宽度时,能依次扫过四个硅光池极片所以光电元件不能发出一?个周期的电信号一我们把B区域里的条纹称为纵向条纹,把C区域里的条纹称为斜向条纹遇到这两种睛况时,首先将指示光栅工作区凋到圆光栅I作区内,让二者重台.这一步的作用就是要将指示光栅处于垂直偏心方向上,其目的就是要凋出横向莫尔祭纹之后,慢慢转动指示光栅,通过描图纸观察,直至出现二条最宽,最直的暗条纹为止分光光度计的故障检修几例单玻朱垡增(萼蠢江誊取鸣山市走求监督局,双鸭山币】55】00) 1仪器型号:754綮外一可见分光光度计救障现象:钨灯不亮c1)用万用表榆测钨灯止常.将人功率管3DI)205的(,E极短路.灯亮.拆F后洲龉发现烧坏.f1]3DD15D代替后正常.3DD205是串联住钨灯电路ffI 旧.它的损坏必然造成钨妇不亮(21用述方法检查发现钨灯J支大』Jj率管均完,.咂迹l查,发现前级的3C(】30A小功率管损坏.采Ⅲ3CCl2C皆换后仪器止常3c(】30A拄制着31)1)205 帕B极它的损坏致使3[)1)205能进八lr-常的【怍状态,故钨灯不亮,2仪器型号:75】G紫外一[1J分圯光度计放障现象I:使用红敏光电管时无信仪器用红敏光电管时微安表失始终手JIhJi侧.女f像光强不大,调节狭缝和波长均不能将指针调同,mi监暾光电管正常,因此确定放大电路『常,这种现象的lq是因红敏光电管能量不足,判断(I)一6红敏光电管敢和损坏.更换后仪器恢复正常故障现象2:波长准确度正向调整准确.夏向小准确对75l型仪器来说.出现此种故障较多.原冈是波凋整机构的滑道有问隙造成,冈此出现波K由小剑调整时正常,而由大到小桶整时波长误差^,约为30nm~4Ohm.解决这一问题}!需安将摘挚拉杆用弹遁度的弹簧拉向滑道侧即可故障现象3:使用氢灯时无能量显示原因是氢灯的照射角度偏,仪器在使用氢灯时用红敏或紫敏光电管均无能量显示j打开光源灯盖,氢灯亮,将固定氢灯的定位螺丝和弹簧夹子松开,调整氢灯的照射角度,有能量显示,调整氢灯使能量达到最大值,仪器恢复正常3仪器型号:WFZ一800紫外一Hj见分光光度计故障现象:尢光斑检杏光源灯正常,光束也能照至狭缝中央,转动波K盘从最小到最大的过程中均不能调出光斑.初步判断为单色器中光路问题,打开单色器查看,发现反射镜脱落,用502胶粘牢后仪器恢复正常.4.仪器型号:721可见分光光度计故障现象:暗电流不稳首先检查钨灯光源的稳定性,发现正常.在手触碰比色池盖时,指针抖动更加剧烈,开盖后,手压光门杆发现光门关闭严,打开仪器,将故障排除后仪器正常5.仪器型号:723可见分光光度计故障现象:钨灯不亮致使系统不能自检经查是丽只并联的3DDL02调整管损坏造成.因系统无能量,使自桅不能正常进行,系统提乐出现错误, 用两只3DDl5D更换后系统正常.盟量熊_术ll。
最新fanuc 0i-md系统伺服主轴调试要点v1.1说课讲解

MD伺服主轴调试要点版本:V1.0→V1.1备注:本版本在V1.0上修改,替换原V1.0版本适用于FANUC 0I-MD系统调试之前必须确认系统与主轴放大器、主轴放大器与主轴电机编码器、放大器与主轴外置编码器之间连线是否正确,连接顺序如下:JA41-JA7B 系统→主轴放大器JY A2-主轴电机上编码器主轴放大器JYA2→主轴电机编码器JY A3-主轴外置编码器主轴放大器JY A3→主轴外置编码器(该插口适用与a位置编码器,型号为T302)对于放大器上JYA4插口也适用于a位置编码器,但是其型号为T320,请注意主轴进行控制时候将发生主轴快速旋转并发生9031电机锁住报警。
也就是说在主轴调试之前必须检查主轴电机相序是否正常!!!下面进入调试:在调试未完成前要保持紧急停止按钮按下,以免发生意外1.进入参数画面,没有设置下面参数时候,主轴相关参数是灰色的不能进行设定,此时设置参数8131#5=03701#1=03701#2=03716#0=13717 设置18133#5=0设置好上面参数断总电(指放大器与系统都要断电),等待一段时间后对放大器及系统上电2.此时系统会有报警SP1982 (S1)串行主轴放大器错误、SP1999 主轴控制参数错误报警,这是由于放大器型号未设定产生的。
可以进参数画面检查伺服主轴功能是否启动成功,可以发现4000号以后参数已经激活,但是数据都是0,这是由于未进行电机初始化,下面设定参数进行电机初时话:4019 设置为100000004133 设置电机代码a22/7000 电机代码320a30/6000 电机代码322此时参数设置后必须断总电(指放大器与系统都要断电),等待一段时间后对放大器及系统上电3.如果初时话正常完成,4019#2为1。
如果此时出现9001 主轴过热,检查参数4134,正常其内是有一定数值的,如果该值为0,也会出现该报警。
主轴报警请查看说明书:B-65285CM4.拉起紧急停止按钮后,等待一段时间看主轴是否有报警,如果无报警进行下面调试。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Title
主轴配距离码圆光栅及主轴速度 Tandem 调试
1.0 Ver .
2013-06-13 Date
李玉章 Design
新发布 Description
No. Pag e
6/6
1.1 案例配置 ........................................................................................................ 3 1.2 配置要求 ........................................................................................................ 4
编码器(圆光栅)反馈线接入 Master 轴主轴放大器 JYA4 接口,Slave 轴 放大器 JYA4 接口置空。 JYA2 αi SP1 JYA4 主 轴
距离码圆光栅
Master
JYA2 αi SP2 JYA4
Slave
2.2 参数设置
NO.4002#3,2,1,0 位置编码器种类 设置为 1,1,1,0(第三方编码器) NO.4010#2,1,0 电机编码器种类 设置为 0,0,1 NO.4361 主轴传感器任意轮齿 设置为-18000 (假如编码器线数超过 32768,需按照(线数/2)*(-1)进行设置) NO.4623 距离码传感器标记 1 设置为 1000 (设定数=线数*2/参考标记数) NO.4624 距离码传感器标记 2 设置为 1001 (设定数=线数*2/参考标记数+1) Title 主轴配距离码圆光栅及主轴速度 Tandem 调试 1.0 Ver . 2013-06-13 Date 李玉章 Design 新发布 Description No. Pag e
1.1 案例配置
31iA 系统,主轴软件版本 9D90 19.0 主轴 tandem(M:aiIp75/5000HV S:aiIp60/5000HV)用于 4 米转台; 编码器(海德汉 RON786C 36000 线 72 参考标记数)作 CS 轴位置反馈。
Title
主轴配距离码圆光栅及主轴速度 Tandem 调试
诊断 722 是通过核查两个相邻 Z 信号的反馈脉冲, 来显示出该 Z 相间隔是否 有效,以此来判断距离码圆光栅在作位置反馈时 Z 相信号是否有效。 诊断 720 用于判断 NO.4625 所设偏移数值是否合适,如果诊断 720 数值大 于 256,需在 NO.4625 依次设置 128,384,640,896,直到 720 数值小于 256 即可。 参数 NO.4625 从实际角度考虑,Z 相信号实际位置可能会有最大±(线数) /2 的误差,无法确保 Z 相信号与 A/B 信号同步,因此需要对实际 Z 相信号位 置进行修正,该参数的设置能够估计 Z 相信号输出的实际位置,并且获得准 确的角度位置信息。
1.0 Ver .
2013-06-13 Date
李玉章 Design
新发布 Description
No. Pag e
3/6
1.2 配置要求
该配置对主轴放大器、主轴软件的要求较高,本案例放大器为 A06B-6154-HxxxH590,软件版本为 9D90 19.0。其他如下所示
关键步骤
2.1 硬件接线
关键步骤.................................................................................. 4
2.1 硬件接线 ........................................................................................................ 4 2.2 参数设置 ........................................................................................................ 4 2.3 Z 相信号的确认与修正 ................................................................................... 5
参考文献.................................................................................. 6
主轴 Tandem 配距离码圆光栅调试
案例背景
沈阳机床 A2 事业部主要以装配大型车床为主, 其中 VTC(立车)系列仿德国 schiess 设 计,出于对加工精度的考虑,对方采用海德汉距离码圆光栅作为 CS 轴的位置反馈,该配 置具有典型性,现整理成案例。
步骤 1:使主轴以 S10-S30 的速度进行正/反向旋转,并且在每个方向都转满 2 圈以上,然后确认诊断 722 为“1”(反向时为“0”)。 步骤 2:由于实际的安装条件有限,a)条件不可能每次都满足,这时可以通 过判断诊断 720,调节参数 NO.4625 来进行修正。最终该机床 NO.4625 设 置为 512,诊断 720 为 128,满足条件,回零正常。
审核 签字
批准 签字
日期
日期
目录 主轴 Tandem 配距离码圆光栅调试 ............................................. 3
案例背景.................................................................................. 3
技术报告
No. TSUB-S002/v1.0
文件信息
文件名称 主轴 Tandem 配距离码圆光栅调试
类别 经验类文档
发布日期
发布范围
北京发那科机电有限公司全体 销售技术线 北京发那科机电有限公司技术部 维修线 市场课 机床厂 最终用户
关键词: 距离码圆光栅、主轴 tandem
编写人 签字 李玉章 日期
4/6
2.3 Z 相信号的确认与修正
理想的 Z 相信号是 A/B 相信号 180°的位置处,但是实际 Z 相检测位置 却有一些误差,为正确检测 Z 相信号,需要满足以下两个条件: a)所有的 Z 相信号,距离理想 Z 相信号的脉冲误差,须小于±180° b)相邻两个 Z 相信号脉冲误差,必须小于 90°
注:如果主轴软件不满足条件的话,诊断 722、720 将无数值,无 法识别 Z 相信号。
Title 主轴配距离码圆光栅及主轴速度 Tandem 调试 1.0 Ver . 2013-06-13 Date 李玉章 Design 新发布 Description No. Pag e
5/6
参考文献
[1] TMS12-076E Directions to use Distance coded sensors in spindle axes [2] TMS09-054E Spindle Tandem Control(Velocity tandem Control) [3] 20130603_沈阳机床 A2 事业部-距离码圆光栅配主轴 tandem 调试出差报告 [4] 专题_FANUC 主轴相关传感器的的规格与应用 V2.0