光栅尺零点设定文档
FANUC系统中绝对式光栅尺的设定方法

‐‐参数 1815#6,1815#0,1817#3,1868,2275#1,2394
2. 使用带参考标机的光栅尺、或带有绝对地址原点的光栅尺(全
闭环系统)时,将参数值设定为 1
#6
置 1,第一个光栅尺模块予以使用
#3
伺服电机参数:置 1 使用分离型位置
检测器
#0
分离型位置检测器的信号反转
位置脉冲数:电机编码器旋转一圈,
光栅尺所反馈的脉冲数
柔性进给齿轮(分子)
设置柔性齿轮比
柔性进给齿轮(分母)
位置脉冲变换系数
如果位置脉冲超过 32767,需设置脉冲转换系数
指令倍乘比 CMR
三、 光栅尺时伺服参数设定 1. 1815#1 设定为 1,开启全闭环; 2. 设定电机代码(已设置,无需更改) 3. AMR 设定,因为电机使用 AIS 电机,故设定为 000000000 4. 指令倍乘比设定为 2
Y轴位置反馈脉冲= 8mm 160000 0.00005mm
Z轴位置反馈脉冲= 10mm 200000 0.00005mm
因为此时脉冲数超过 32767,故需设置 2185 脉冲转换系数 10,No.2024 可设置为 16000,16000,20000
一、 设计参数
X 轴光栅尺
[FAGOR]SAF50-270-5-A Y 轴光栅尺 [FAGOR]SAF50-170-5-A Z 轴光栅尺 [FAGOR]SAF50-720-5-A
Hale Waihona Puke FANUC 系统中 FAGOR 光栅尺的参数设定方法 (绝对式光栅尺)
二、 相关参数说明
相关参数
参数功能
1005
#1 置 1 无挡块参考点设定有效
光栅尺调试

光栅尺调试增加第二测量回路及增加光栅尺功能1.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 2.机床数据MD30200=2N30200 $MA_NUM_ENCS[AX1]=2N30240 $MA_ENC_TYPE[1,AX1]=1N31000 $MA_ENC_IS_LINEAR[1,AX1]=1N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02N31040 $MA_ENC_IS_DIRECT[1,AX1]=1N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500如果为带距离编码的光栅尺:3.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 4.机床数据MD30200=2N30200 $MA_NUM_ENCS[AX1]=2N30240 $MA_ENC_TYPE[1,AX1]=1N31000 $MA_ENC_IS_LINEAR[1,AX1]=1N31040 $MA_ENC_IS_DIRECT[1,AX1]=1N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1MD34200 ENC_REFP_MODE=3N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.04 ; MD34310 ENC_MARKER_INC =0.04MD 34300 ENC_REFP_DIST=80N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=80MD34320 ENC_INVERS[1] ;=0 光栅尺与机床同方向MD34000 REFP_CAM_IS_ACTIVE =0绝对光栅尺:5.机床数据MD30200=2N30200 $MA_NUM_ENCS[AX1]=2N30240 $MA_ENC_TYPE[1,AX1]=4N31000 $MA_ENC_IS_LINEAR[1,AX1]=1N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 型号来定N31040 $MA_ENC_IS_DIRECT[1,AX1]=1N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500MD34200 ENC_REFP_MODE=0MD34102 REF_SYNC-ENC=1MD1030=18H标定的步骤:和802D 一样第二测量回路生效第二测量回路生效光栅尺分辩率;两个零脉冲之间的差值:两个零脉冲之间的距离;找参考点的最大距离=1 光栅尺与机床反方向// 根据光栅尺的如果是光栅回零的话,请参考以下以下方法:如果你的光栅尺是带距离编码参考点标志的光栅尺的话(一般海德汉光栅尺后面带C标志的都有此功能),回参考点就不需要回零开关,参数设定如下:1、34200=3光栅尺使用类型2、34300[1]=20mm 直线光栅尺标准参考点标志栅格间距(LS486C为20mm)3、34060[1]=40返回参考点最大移动距离=2倍直线光栅尺标准参考点标志栅格间距4、34000=0不使用进给轴返回参考点凸轮,即不用返回参考点减速开关信号(DB31.DBX12.7)5、34090=XXX返回参考点偏移值6、34310[1]=0.020 光栅尺信号节距(LS486C 为0.020mm)希望对你有参考价值!2.进入“手动”方式,将坐标移动到一牛已知位的置设置,激活机床参数:按机床控制面板上的复位键,可激活的以上设定的参数7.按照返冋参考点的方向按方向阻无坐杯移动.但系统口动设定「卜列:屏幕上的显示位宙为设定的位置。
802dsl配置绝对值光栅尺
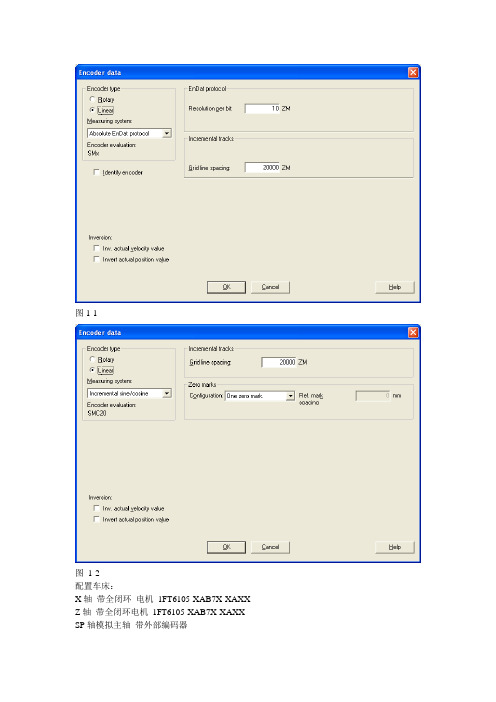
图1-2
配置车床:
X轴带全闭环电机1FT6105-XAB7X-XAXX
Z轴带全闭环电机1FT6105-XAB7X-XAXX
SP轴模拟主轴带外部编码器
驱动部分:6SL3130-7TE21-6AXX ACTIVE电源模块
6SL3120-2TE21-8AXX双轴电机模块
5个编码器通过5个SMC20进行信号转换
看实际情况
30240
1
4
1
图1-3
问题:在配置Z轴光栅的时候,光栅尺到SMC20的连线有问题,需要将5V电源和信号检测的电源在光栅尺一头并联,以及0V和信号检测的PM。
参数设定:
X
Z
SP
30110
1
2
3
30220
1
2
1
30230
2
2
1
31000
1
1
0
31010
0.02
0.0231020源自1024310401
1
1
32110
看实际情况
看实际情况
拓扑结构:如图1-3
ACTIV模块的202接模拟主轴的外部编码器
电机模块的X201 X轴电机编码器
X202 X轴光栅尺LC183增量如图1-2设置
X203 Z轴电机编码器
CU_ X2 Z轴光栅尺LC143 Endat绝对值如图1-1设置:分辨率是0.01um
光栅栅距是20um
配置过程:
XZ轴都是全闭环,所以模拟主轴的编码器要叠加在X或Z轴,那么就牵扯到第三编码器的设置,关于编码器的设置可以参看file:///M:\工程师文章\个人总结\802DSL\802D%20sl第三编码器的调试.pdf
ST700三丰光栅尺原点设定流程
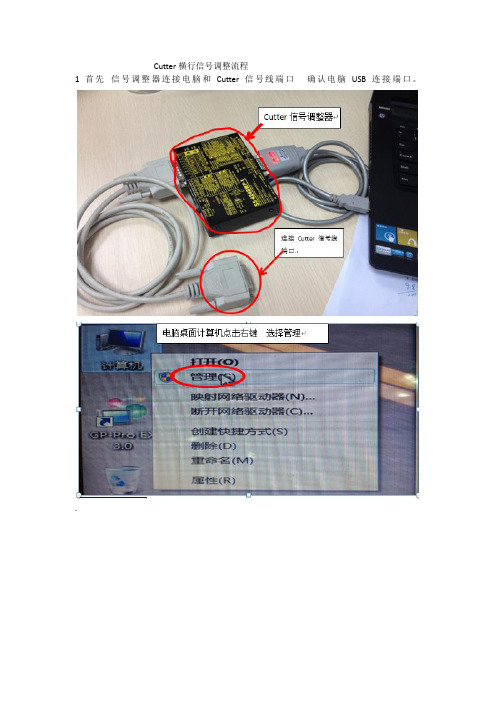
Cutter横行信号调整流程
1首先信号调整器连接电脑和Cutter信号线端口确认电脑USB连接端口。
.
2.打开ST700信号调整程序Serial Port号码输入USB连接端口是COM4那么数值需要减1=(COM3)
3.打开信号Monitor Hold Clear选择ON、然后开始测定、用手推动Cutter横行确认信号的强弱是否保持在60~70左右。
4.信号调整。
开始信号调整时、用手推动Cutter横行走行。
动作开始一直持续到结束。
(在可动的stroke间调整信号。
)
Cutter横行原点设定流程
1.Head的cable正、负方向确认,在磁铁上划出固定位置固定位置数值分别为6mm、
12mm 、18mm等等(它的规律是6的倍数单体機情况下)(设定±0.4mm以内)
6的倍数
6的倍数
2.把Cutter横行CL Unit放在划出的位置对齐选择原点设定
3.位置数据确认
4.历史异常清除
以上调整步骤完了。
距离码光栅尺参数设定及调试说明

距离码光栅尺参数设定说明(1)柔性齿轮比的设定No.2084、No.2085的计算,对于使用模拟信号(1Vpp)输出的光栅尺,柔性齿轮比按照以下的计算方法:目前贵厂在调的轧辊车,X轴使用的光栅尺型号为MOP-42,FAGOR光栅尺说明书如下:X轴光栅尺的信号周期为20um,因此柔性齿轮比(N/M)=20/512/1=20/512=5/128Z轴使用的光栅尺型号为LOP-64,FAGOR光栅尺说明书如下:Z轴光栅尺的信号周期为40um,因此柔性齿轮比(N/M)=40/512/1=40/512=10/128(2)位置脉冲数的计算No.2024 电机每转动1周时,从分离式检测器反馈的脉冲数。
X轴采用丝杠传动,减速比为1/4,丝杠螺距为8mm,电机每转一圈,工作台移动2mm:位置脉冲数=2mm/(20um/512)=51200(>32767),因此采用No.2024和No.2185的乘积设定位置脉冲数。
可进行如下的设定No.2024=25600 No.2185=2。
Z轴采用齿轮齿条传动,减速比为3249/416075,您提供的另一个参数为384.266mm,电机每转动一圈,工作台的移动距离为384.266*(3249/416075)约等于3mm,现在以3mm计算:位置脉冲数=3mm/(40um/512)=38400(>32767),因此采用No.2024和No.2185的乘积设定位置脉冲数。
可进行如下的设定No.2024=19200 No.2185=2。
(3)参考计数器容量的计算No.1821和No.1882的设定:X轴使用的光栅尺型号为MOP-42,FAGOR光栅尺说明书如下:No.1821=20000 No.1882=20020Z轴使用的光栅尺型号为LOP-64,FAGOR光栅尺说明书如下:No.1821=80000 No.1882=80040(4)其他参数的设定No.1815#1=1 使用分离式检测器No.1815#2=1 使用带有绝对寻址标记的标尺(距离码光栅尺)。
光栅尺使用手册

Fagor AutomationLINEAR ENCODERS: "C" ModelREGLAS: Modelo "C" MANUAL CODE:14400159MANUAL VERSION:V0311POSIBILIDADES DE MONTAJE MOUNTING POSSIBILITIESAlinear las caras del transductor, realizando mediciones en los extremos y en el punto central.Align the sides of the scale by indicating the ends and the center.PROCESO DE MONTAJE MOUNTING PROCESSLlevar la máquina a tope mecánico y situar el transductor teniendo en cuenta el curso útil de la misma y el mínimo radio “R” de curvatura que permite el cable.Move the machine to the mechanical stop and place the scale bearing in mind its useful travel and the minimum bending radius “R” of the cable.Soltar el tornillo de fijación que se utiliza para el trans-porte del transductor.Unscrew the shipping protection screw of the scale.Montar el transductor.Mount the scale.Posicionamiento de los relojes comparadores.Positioning of the dial indicators.Posibilidades de fijación.Mounting possibilities.Extraer el soporte de sujeción de la cabeza lectora (colorrojo).Remove the head securing plate (red).Conectar el cable de la cabeza lectora y comprobar quela impedancia existente entre el conector y el transductores inferior a 1 Ohmio.Connect the reader head cable and verify that theimpedance between the connector and the scale is lessthan 1 Ohm.Es conveniente colocar sistemas de protección ante po-sibles caídas de líquidos, materiales, etc.It is recommended to mount some kind of protectioncover as to avoid damage caused by materials or liquidsfalling onto the scale.ENTRADA DE AIREAIR INLET1.Soltar el taco2.Reventar el agujero (está roscaro con metrica M5)3.Amarrar racor de entrada de aire4.Volver a colocar el taco, añadiendo silicona previa-mente.1.Remove the end-cap2.Punch the hole through (already threaded with M5mm)3.Fasten the air inlet.4.Mount the end-cap back by adding silicone first.MECHANICAL CHARACTERISTICS Maximum speed:60 m/min (2362 inch/min)Maximum vibration: 30 m/sec² (3g)Moving force: < 5 N Sealing protection:IP53When using an air inlet: IP64 (DIN 40050)Ambient temperature: 0°C .. 50°C(32°F .. 122°F)Storage temperature: -20°C ..+70°C (-4°F.. 158°F)Relative Humidity:20 ... 80%Weight: 1.2Kg + 2.5Kg/m Scale:20 µm-pitch graduated glass.Cable Length: 3 m. extendable to up to 20m (65ft) withoptional extension cables of 1, 2, 3 and 6m.Cable bending radius: > 75 mm Reference marks:C ModelsOne reference mark in the middle of the measuring length. From there, one every 50mm (2 inches) in both directions. The outer reference mark will be located at the following distance from the ends of the measuring length.10mm (0.4 inch) when the measuring length ends with the number 20.20mm (0.8 inch) when the measuring length ends with the number 40.35mm (1.4 inch) when the measuring length ends with the number 70.CO ModelsSemi-absolute scales where it is possible to know the actual absolute axis position simply by moving it a maximum of 20mm from its current position.CARACTERISTICAS MECANICAS Velocidad máxima:60 m/min Vibración máxima:30 m/seg² (3g)Fuerza de desplazamiento: < 5 N Estanqueidad: IP53Si se utiliza un dispositivo de entrada de aire la estan-queidad es IP64 (DIN 40050)Temperatura ambiente:0 ... 50°CTemperatura almacenamiento -20° ... +70°CHumedad relativa: 20 ... 80%Peso:1,2Kg + 2,5Kg/mEscala: Vidrio de periodo 20 µmLongitud del cable: 3 mts. extendible hasta un máximode 20 mts. mediante alargaderas opcionales de 1, 2,3 y 6 mts.Radio de curvatura del cable: > 75 mm Referencias:Modelos CUna marca de referencia en el centro del curso de me-dición. A partir de esta marca de referencia, una cada 50 mm en ambos sentidos. La última marca en cada uno de los sentidos estará situada a las siguientes distancias de los extremos del curso de medición.10 mm (0.4 pulgadas) si el curso de medición ter-mina con la cifra 20.20 mm (0.8 pulgadas) si el curso de medición ter-mina con la cifra 40.35 mm (1.4 pulgadas) si el curso de medición ter-mina con la cifra 70.Modelos COSon reglas semiabsolutas que permiten conocer la posición real de la máquina con un desplazamiento máximo de 20mm.CT MODELPower supply voltage: +5 V, ±5%, 100 mA.Maximum cable length: 20 m.Output signals:Two pulse trains A and B shifted 90°.CARACTERISTICAS ELECTRICASELECTRICAL CHARACTERISTICSMODELO CTTensión de alimentación:+5 V, ±5%, 100 mA.Longitud de cable permitida: 20 mts. máxima.Señales de salida:Dos trenes de impulsos A y B desfasados 90°.Marker pulse Io:Synchronized with A and B signals.Period T of feedback signals:20 µm.Impulso de referencia Io:Sincronizado con las señales A y B.Periodo T para señales de contaje:20 µm.CARACTERISTICAS ELECTRICASELECTRICAL CHARACTERISTICSImpulso de referencia Io, más su invertida /Io:CX, CY, CW: Sincronizado con las señales A y B.COX, COY, COW: Señal Io codificada.Período T para señales de contaje :Modelo CX, COX = 4 µm Modelo CY, COY = 2 µm Modelo CW, COW = 0.4 µm Período del impulso de referencia Io = T/4Marker pulse Io and their inverted pulse /Io:CX, CY, CW: Synchronized with A and B signals.COX, COY, COW: Coded Io.Period T of feedback signals:CX, COX model = 4 µm CY, COY model = 2 µm CW, COW model = 0.4 µm Period of marker pulse Io:T/4V A = 1V +20%, -40%. pico a pico / peak to peak V B = 1V +20%, -40%. pico a pico / peak to peak V Io = 0.5V ±40%. zona útil / useful zone CP, COP MODELSPower supply voltage: +5 V, ±5%, 100 mA.Maximum cable length:150 m.Output signals:Two voltage modulated sine-wave signals, A and B,shifted 90° and their inverted pulse trains /A, /B.MODELOS CP, COPTensión de alimentación: +5 V, ±5%, 100 mA.Longitud de cable permitida: 150 mts. máxima.Señales de salida:Dos señales senoidales moduladas en tensión A y B desfasadas 90° más sus invertidas /A, /B.Marker pulse Io and their inverted pulse /Io:CP model:Synchronized with A and B signals.COP model:Coded Io Period T of feedback signals: 20 µm.Period of marker pulse Io:3T/4 : TImpulso de referencia Io, más su invertida /Io:Modelo CP:Sincronizado con las señales A y B.Modelo COP:Señal Io codificada Periodo T para señales de contaje: 20 µm.Periodo del impulso de referencia Io: 3T/4 : TV A , V B , & V Io centrados sobre 2,5 V ±0.5V V A , V B , & V Iocentered on 2.5V ±0.5VMODELOS CX, COX, CY, COY, CW, COWTensión de alimentación:+5 V, ±5%, 150 mA.Longitud de cable permitida:*Sin señales diferenciales: 20 mts. máximo *Con señales diferenciales: 50 mts. máximo.Se debe utilizar cable de (8x0.14+2x0.5)mm 2. Con modelos que no sean Fagor la longitud del cable depende de la resistencia terminadora de línea del circuito receptor (Rz).Si Rz 220 Ohmios: 50 mts. máximo Si Rz=100 Ohmios: 25 mts. máximoSeñales de salida:Dos trenes de impulsos A y B desfasados 90°, más sus invertidas /A, /B.CX, COX, CY, COY, CW, COW MODELSPower supply voltage: +5 V, ±5%, 150 mA.Maximum cable length:*20 m maximum without diferential signals.*50 m maximum with diferential signals.A (8x0.14+2x0.5)mm 2 cable must be used.With models other than Fagor its maximum length depends upon the line terminating resistor of the receptor unit (Rz).If Rz 220 Ohms: 50 m. maximum If Rz=100 Ohms: 25 m. maximumOutput signals:Two pulse trains A and B shifted 90° and their inverted pulse trains /A, /B.MODELOS CS,COSTensión de alimentación:±5 V, ±5%, 100 mA. Longitud de cable permitida: 20 mts. máxima.Señales de salida:Dos señales senoidales en tensión A y B desfasadas 90°.CS,COS MODELSPower supply voltage: ±5 V, ±5%, 100 mA.Maximum cable length: 20 m.Output signals:Two voltage modulated sine-wave signals, A and B, shifted 90°.Impulso de referencia Io:Modelo CS:Sincronizado con las señales A y B.Modelo COS:Señal Io codificadaPeriodo T para señales de contaje:20 µm.Marker pulse Io:CS model:Synchronized with A and B signals.COS model:Coded IoPeriod T of feedback signals:20 µm.MODELOS CC, COCTensión de alimentación: +5 V, ±5%, 100 mA. Longitud de cable permitida: 20 mts. máxima.Señales de salida:Dos señales senoidales en intensidad A y B desfasadas 90° más sus invertidas /A, /B.CC, COC MODELSPower supply voltage: +5 V, ±5%, 100 mA.Maximum cable length:20 m.Output signals:Two current modulated sine-wave signals, A and B,shifted 90° and their inverted pulse trains /A, /B.Impulso de referencia Io, más su invertida /Io: Modelo CC:Sincronizado con las señales A y B.Modelo COC:Señal Io codificadaPeriodo T para señales de contaje: 20 µm. Periodo del impulso de referencia Io: 3T/4 : T Marker pulse Io and their inverted pulse/ Io: CC model:Synchronized with A and B signals.COC model:Coded IoPeriod T of feedback signals: 20 µm.Period of marker pulse Io: 3T/4 : TIA= 7:16 µA. pico a pico / peak to peak IB= 7:16 µA. pico a pico / peak to peak IIo= 2:8 µA. zona útil / useful zoneCONECTORES CONEXIONADO CONNECTORS AND CONNECTIONSCIRCULAR-9CIRCULAR-12CIRCULAR-9MALECIRCULAR-12MALESUB-D15MSUB-D15FSUB-D15HD(M)SUB-D15xxSAP-7FEMALESAP-7CONECTORES CONEXIONADO CONNECTORS AND CONNECTIONSV0311 - "C" - Page 11/11DECLARATION OF CONFORMITYManufacturer: Fagor Automation, S. Coop.Barrio de San Andrés s/n, C.P. 20500, Mondragón -Guipúzcoa- (SPAIN)We hereby declare, under our responsibility that the product meets the following directives:ELECTROMAGNETIC COMPATIBILITYEN 50082-2ImmunityEN 61000-4-2Electrostatic Discharges.EN 61000-4-4Burst and fast Transients.ENV 50140Radiated radio frequencyelectromagnetic fieldsENV 50141Conducted disturbance induced byradio frequence fields.According to the EC Directive: 89/336/CEE on Electromagnetic Compatibility.DECLARACION DE CONFORMIDADFabricante: Fagor Automation, S. Coop.Barrio de San Andrés s/n, C.P. 20500, Mondragón -Guipúzcoa- (ESPAÑA)Declaramos bajo nuestra exclusiva responsabilidad la conformidad del producto, con las normas:COMPATIBILIDAD ELECTROMAGNÉTICA:EN 50082-2InmunidadEN 61000-4-2Descargas Electrostáticas.EN 61000-4-4Transitorios Rápidos y Ráfagas.ENV 50140Campos electromagnéticos radiados enradiofrecuencia.ENV 50141Perturbaciones conducidas por camposen radiofrecuencia.De acuerdo con las disposiciones de la Directiva Comuni-taria: 89/336/CEE de Compatibilidad Electromagnética.Mondragón a 1 de Octubre de 2001Mondragón October 1st 2001The information described in this manual may be subject to variations due to technical modifications.FAGOR AUTOMATION, S. Coop. Ltda. reserves the right to modify the contents of this manual without prior notice.*Term: 12 months from factory invoice date.*It covers parts and labor at FAGOR AUTOMATION.*Travel expenses are payable by the customer.*Damages due to causes external to FAGOR AUTOMATION, such as unauthorized manipulation,blows, etc. are not covered.WARRANTYLa información descrita en este manual puede estar sujeta a variaciones motivadas por modificaciones técnicas.FAGOR AUTOMATION S. Coop. Ltda. se reserva el derecho de modificar su contenido, no estando obligada a notificar las variaciones.*12 meses desde fecha de expedición de fábrica.*Cubre gastos de Materiales y Mano de Obra de repa-ración en FAGOR AUTOMATION.*Gastos de desplazamiento a cargo del cliente.*No cubre averías por causas ajenas a FAGOR AUTOMATION, como: golpes, manipulación por per-sonal no autorizado, etc.GARANTIAFagor Automation S. Coop.Bº San Andrés Nº19Apdo Correos 14420500 - Arrasate/Mondragón- Spain -Web: Email: info@fagorautomation.es Tel.: (34) 943 719200Fax: (34) 943 791712。
绝对值光栅尺的参考点设置及其重要性解析
肯定值光栅尺的参考点设置及其紧要性解析肯定值光栅尺是一种常用的测量设备,广泛应用于工业制造、机械加工等领域。
为了确保精准明确度和牢靠性,在使用过程中需要设置参考点。
下面就来说说光栅尺的参考点设置原理及其紧要性。
一、参考点设置原理1、工作原理:光栅尺通过光电传感器和光栅条纹之间的相互作用来实现距离测量。
光栅条纹被划分成等距的刻痕,当光电传感器经过一个刻痕时,会产生一个电信号。
通过计算电信号的数量,可以确定物体的位置。
2、参考点设置:光栅尺在安装时需要设定一个参考点,即零位点。
参考点通常设置在光栅尺的起始位置。
当光电传感器经过参考点时,会发出一个特定的信号,表示已到达零位点。
在后续测量中,该信号可以作为参考,用于确定物体的位置。
二、肯定值光栅尺参考点设置的紧要性1、提高测量精度:通过设置参考点,可以确保每次测量都是相对于同一起点进行的,除去了累积误差。
这样可以提高测量的精准性和精度。
2、便利复位操作:参考点的设定使得光栅尺在使用过程中能够便利地进行复位操作。
当需要重新开始测量或调整测量位置时,只需将光电传感器移动至参考点,即可重新确定零位,进行下一次测量。
3、加强测量稳定性:参考点的设置有助于提高测量的稳定性。
在确立了零位后,即使发生意外情况(如停电、设备故障等),再次启动时也能够精准恢复到之前的测量状态,避开了不必要的困扰和误差。
4、支持数据比对与校准:参考点的设定还可以用于数据比对与校准。
当多个肯定值光栅尺同时使用时,可以通过比对各自参考点的位置,确保各个光栅尺之间的一致性和精准性。
三、参考点设置的注意事项1、设置参考点前,确保光栅尺的安装位置正确,避开后期调整影响测量精度。
2、参考点的位置应选择在工作范围内,并尽可能靠近实际测量位置,以提高测量精度。
3、设置参考点时,要依照光栅尺的使用说明进行操作,确保参考点的稳定性和牢靠性。
4、定期检查参考点的精准性,并依据需要进行校准和调整,以确保测量结果的精准性和牢靠性。
光栅尺说明书-中文20100925

1. 技术参数
1.1、栅距: 1.2、分辨率: 1.3、精度: 1.4、量程: 0.02 mm (50 线/mm) 5µm、1µm、0.5µm ±3µm、±5µm、±15µm/m (20±0.1℃时) 30~3000mm
1.5、移动速度: 高速尺 120 m/min(需订做) 普通尺 60m/min 1.6、电源: +5V±5%、80mA
Ⅰ-1操 作 指 南SINO操 作 指 南
● 使用者在使用前必须阅读概况、安全注意事项及第 1~3 章节的全部内容。 ● 安装调试维修的技术人员除阅读概况、安全注意事 项及第 1~3 章节内容以外一定要熟读第 4~5 章节的 全部内容。 ● 本操作说明只适合(SINO)品牌的 KA 系列封闭式线 性光栅尺使用。 ● 请阅读下面的安全事项,它是有关安全使用您的线 性光栅尺的至关重要信息。
L0 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
L1 1150 1250 1350 1450 1550 1650 1750 1850 1950 2050 2150
L2 1170 1270 1370 1470 1570 1670 1770 1870 1970 2070 2170
pw
2
长度线性光栅尺 (使用说明书 )
SINO
2. 光栅尺的结构:
光栅尺主要由尺体和读数头组成,结构如图 1 所示
1
KA-300
尺体安装孔 密封胶条
4 2
尺体端盖
松紧螺钉 调节螺钉
3
读数头安装孔
1
KA-600
尺体安装孔 密封胶条 尺体端盖 松紧螺钉
4 2
调节螺钉
3 1
Fanuc系统中海德汉光栅尺参数设定

约翰内斯·海德汉博士(中国)有限公司DR.JOHANNES HEIDENHAIN (CHINA) CO., LTD北京市顺义区天竺空港工业区A 区天纬三街六号 邮编:101312Fanuc 系统中海德汉光栅尺参数设定1. 光栅尺相关参数约翰内斯·海德汉博士(中国)有限公司DR.JOHANNES HEIDENHAIN (CHINA) CO., LTD北京市顺义区天竺空港工业区A 区天纬三街六号 邮编:1013122. Example 1: 系统指令单位1µm,丝杠螺距为10mm ,减速比1/2, 光栅尺型号为LS177,TTLx5,标准栅距为20µm,5倍细分后信号周期为4µm,光栅尺只有一个参考点。
● CMR=指令单位(1µm)/检测单位(1µm)=1,P1820=2xCMR=2指令单位:CNC 发出一个指令脉冲时,机床所移动的距离。
检测单位:光栅尺可以检测机械位置的最小单位。
● 假设需要移动10mm ,系统需发送10mm/0.001=10 000 Pulse机床移动10mm ,光栅尺反馈10mm/0.004=2500 Pulse N/M=10 000/2500=4/1 P2084=4 ;P2085=1. ● 速度反馈脉冲数P2023=8192● 电机一转机床移动5mm ,由光栅尺反馈的脉冲数位5mm/0.004(光栅尺信号周期)=1250 Pulse P2024=1250● 参考计数器容量P1821为5000,6000.7000中的任意值. 3. Example 2:若还是同一坐标轴,换成LS177C ,TTLx5● 其他参数同上,只有参考点参数设定不同 ● P1821=20 000 ● P1882=20 0204. Example 3:同一坐标轴,光栅尺换成LB382C ,信号周期40µm。
● CMR=2● 假设需要移动10mm ,系统需发送10mm/0.001=10 000 Pulse机床移动10mm ,光栅尺反馈10mm/0.04=250 Pulse N/M=10 000/250=40/1 P2084=40 ;P2085=1.● 电机一转机床移动5mm ,由光栅尺反馈的脉冲数位5mm/0.04(光栅尺信号周期)=125 Pulse P2024=125 ● P1821=80 000 ● P1882=80 040。
光栅尺z相和零点

光栅尺z相和零点一、光栅尺简介光栅尺是一种高精度、非接触式的测量仪器,常用于机床、数控设备、激光加工机等高精度设备中,用于测量物体的位移、位置和速度等参数。
光栅尺由光栅条(即光栅规)和读数头组成,通过测量光栅条上的光栅周期,来确定位移或速度。
二、光栅尺的工作原理光栅尺的工作原理基于光的干涉现象。
光栅尺上的光栅条是由一系列等距的透明线条和不透明线条交替排列而成。
当光线照射到光栅上时,透明线条会使光线透射,而不透明线条会使光线遮挡。
通过光栅的透明和不透明的交替,光线会发生干涉现象。
读数头接收到经过光栅的光线后,通过光电元件将光信号转换为电信号。
电信号经过处理后,可以得到与光栅周期相关的位移或速度信息。
三、光栅尺的z相信号在光栅尺上,除了透明线条和不透明线条之外,还有一条特殊的线条,称为z相线条。
z相线条与透明线条和不透明线条的周期相同,但在位置上有所偏移。
通过检测z相线条的信号,可以确定光栅尺的零点位置。
z相信号是一个短暂的脉冲信号,当读数头经过z相线条时,会产生一个脉冲信号。
通过检测脉冲信号的上升沿或下降沿,可以确定光栅尺的零点位置。
四、光栅尺的零点校准零点是光栅尺上的一个重要参考位置,它代表了被测物体的起始位置。
在使用光栅尺进行测量之前,需要对光栅尺进行零点校准。
零点校准的过程如下:1.将被测物体移动到光栅尺的零点位置。
2.通过检测z相信号的脉冲信号,确定光栅尺的零点位置。
3.通过调整读数头的位置或使用调零螺钉,使读数头与光栅尺的零点位置对齐。
4.完成零点校准后,可以进行后续的位移或速度测量。
五、光栅尺的应用光栅尺广泛应用于各种需要高精度测量的领域,例如:•机床:用于测量机床的坐标轴的位移和速度,实现精确的加工和定位。
•数控设备:用于测量数控设备的位置和运动状态,实现精确的控制和定位。
•激光加工机:用于测量激光加工机械臂的位置和运动状态,实现精确的激光加工。
光栅尺的高精度、非接触式的特点,使其成为许多精密设备中不可或缺的测量元件。
光栅尺

直线光栅尺型号:单节尺L-M手册代码:手册版本:14460059 V0606V0606 - "L-M unitaria" - Page 2/121s t I 0205Page 3/12 - "L-M unitaria" - V0606最小插入深度:尺两端安装直销钉:读数头与尺身平行度:横向 纵向 (见上页)0.50.3读数头与尺身距离:2.5±1.5Page 5/12 - "L-M unitaria" - V0606V0606 - "L-M unitaria" - Page 6/12ISO 8573-1压缩空气质量等级等级1:最大微粒0.1微米等级4:(7bar)压力露点 3℃等级1:残余含油量 (mg/m) ISO 8573-1压缩空气质量等级等级1:最大微粒0.1微米等级4:(7bar)压力露点 3℃等级1:残余含油量 (mg/m) Page 7/12 - "L-M unitaria" - V0606V0606 - "L-M unitaria" - Page 8/12机械特性最大速度:120米/分钟最大抗震性:10g移动阻力:≤5N密封等级:IP 53连接压缩空气时可达到IP64(DIN40050)环境温度:0°C .. 50°C(32°F .. 122°F)仓储温度:-20°C ..+70°C (-4°F.. 158°F)重量: 1.5Kg + 4Kg/m 光栅:40微米栅距刻线钢带电缆弯曲半径:≥75mm参考点类型:LX,LP 型号LOX,LOP 型号光栅尺具有距离编码参考点。
通过移动(最长)80毫米即可计算出轴的实际位置。
150m 最大电缆长度:每50毫米一个参考点,第一个参考点位于测量起点20毫米处。
海德汉光栅尺调试

光栅尺调试增加第二测量回路及增加光栅尺功能1.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
机床数据MD30200=2 2.N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 如果为带距离编码的光栅尺:3.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
4.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 MD34200 ENC_REFP_MODE=3 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.04 ;光栅尺分辩率MD34310 ENC_MARKER_INC =0.04 ;两个零脉冲之间的差值MD 34300 ENC_REFP_DIST=80 :两个零脉冲之间的距离N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=80 ;找参考点的最大距离MD34320 ENC_INVERS[1] ;=0 光栅尺与机床同方向=1 光栅尺与机床反方向MD34000 REFP_CAM_IS_ACTIVE =0 绝对光栅尺:5.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=4 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 型号来定N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 MD34200 ENC_REFP_MODE=0 MD34102 REF_SYNC-ENC=1 MD1030=18H 标定的步骤:和802D 一样如果是光栅回零的话,请参考以下以下方法:如果你的光栅尺是带距离编码参考点标志的光栅尺的话(一般海德汉光栅尺后面带C 标志的都有此功能),回参考点就不需要回零开关,参数设定如下:1、34200=3 光栅尺使用类型2、34300[1]=20mm 直线光栅尺标准参考点标志栅格间距(LS486C 为20mm)3、34060[1]=40 返回参考点最大移动距离=2 倍直线光栅尺标准参考点标志栅格间距4、34000=0 不使用进给轴返回参考点凸轮,即不用返回参考点减速开关信号(DB31.DBX12.7)5、34090=XXX 返回参考点偏移值6、34310[1]=0.020 光栅尺信号节距(LS486C 为0.020mm)希望对你有参考价值!。
光栅尺调试方法

光栅尺调试方法
1. 嘿,你知道吗,光栅尺调试第一步就是要做好清洁呀!就像你每天要洗脸让自己干干净净的一样。
把光栅尺和读数头清理得一尘不染,这样它们才能更好地配合工作呀!比如,如果上面有灰尘啥的,那不就像你眼睛进了沙子,能看得清才怪呢!
2. 然后呢,要仔细检查连接线路哦!这可不能马虎,就好比身体的血管,得保证畅通无阻啊!要是线松了或者断了,那还怎么调试,这不是瞎折腾嘛!你想想,要是电器插头没插好,能正常工作吗?
3. 接下来,调整读数头的位置可关键啦!就如同跳舞要站对位置一样重要。
读数头的位置不对,那数据肯定不准呀!比如说,你投篮的时候位置偏了,还能投进吗?
4. 对参数的设置也要格外上心呀!这可不是随随便便就能搞定的,得认真对待。
这就好像给机器设定一个精确的目标,你设得乱七八糟的,它能完成任务吗?你看,手机里的设置要是弄错了,得多麻烦。
5. 还有啊,在调试的时候一定要有耐心!就像拼图一样,得一块一块慢慢来。
着急可不行哦!你总不能指望一下子就拼好一幅超级难的拼图吧。
6. 最后,反复测试可不能少啊!这就好像考试前要多做练习题一样。
只有不断测试,才能确保光栅尺正常工作呀!你想想,不经过多次练习,能考好试吗?总之呀,光栅尺调试可不是一件容易的事,但只要按照这些方法认真去做,肯定能成功的!。
三丰光栅尺说明书

三丰光栅尺说明书随着科技的不断发展,精密仪器的需要越来越升高。
而三丰光栅尺作为一款高精度的测量仪器,在各个行业受到了广泛的应用。
但不同的使用方法,会对它的测量精度产生不同的影响。
因此,正确地使用三丰光栅尺十分重要。
下面,将分步骤详细说明“三丰光栅尺说明书”。
一、使用前准备工作1. 检查三丰光栅尺表面是否有尘土和杂质,若有则需清洗干净。
2. 确认机床工作台的平整度,以确保三丰光栅尺在使用过程中测量精度不会受到影响。
3. 将三丰光栅尺电缆插入相应的接口,确保插头正常连接。
二、三丰光栅尺的使用方法1. 打开三丰光栅尺电源开关,此时显示屏上将显示当前测量的位移数值,以及用户自定义的零点值。
2. 调整三丰光栅尺位置,确保测量头与测量目标之间的距离适当,并且夹紧力度适中。
3. 确认三丰光栅尺显示屏上显示的数字与实际测量值相符合,可进行零点校准调整。
4. 进行测量时,需要保证测量头与测量目标之间没有摩擦阻力,且测量头的位置不会偏移。
三、三丰光栅尺的保养维护1. 使用三丰光栅尺后,要彻底清洁表面的尘土以及杂质,可以使用棉布或干纸巾进行擦拭。
2. 经常检查三丰光栅尺电缆及连接插头的情况,确保插头正常连接。
3. 长期放置的三丰光栅尺,建议在放置前将其收拢,用专用的绳子或箱子包裹存放在干燥通风的地方。
在使用过程中,三丰光栅尺的测量精度与正确性极为重要。
如若出现偏差,应及时检查并排除故障,保证测量的准确性。
在现代制造行业的生产过程中,三丰光栅尺是一款非常实用的仪器。
做好详细的“三丰光栅尺说明书”,可以帮助使用人员了解具体的使用方法,提高作业效率,提高生产质量。
光栅尺数显表说明书

光栅尺数显表说明书1. 引言本说明书旨在介绍光栅尺数显表的性能、功能和使用方法,以帮助用户正确、高效地操作该设备。
请在使用前仔细阅读本说明书,并按照指导进行操作。
2. 设备概述光栅尺数显表是一种用于测量线性位移的仪器,它通过测量光栅尺上的刻度来确定被测物体的位置。
该设备具有以下特点: - 高精度:光栅尺数显表采用先进的传感技术和数字显示技术,具有高精度的测量能力。
- 易于安装:设备结构简单紧凑,可以方便地安装在各种机械设备上。
- 数字显示:通过数码管显示被测物体的位置值,直观清晰。
3. 技术参数以下是光栅尺数显表的主要技术参数: - 测量范围:0~1000mm - 分辨率:0.01mm - 精度:±0.02mm - 工作温度:-10℃~50℃ - 工作湿度:20%~80% - 供电电源:AC220V/50Hz4. 功能介绍4.1 数字显示光栅尺数显表采用数码管显示被测物体的位置值,可以实时、直观地观察测量结果。
4.2 零点设置在使用光栅尺数显表进行测量之前,需要进行零点设置。
具体操作方法如下: 1. 将光栅尺数显表安装在被测物体上。
2. 打开电源,待设备启动完成后,按下零点设置按钮。
3. 移动被测物体到零位位置,并松开零点设置按钮。
4. 数码管显示器将显示当前位置为零点。
4.3 单位切换光栅尺数显表支持多种单位切换,包括毫米(mm)、英寸(inch)等。
用户可以根据需要选择合适的单位进行测量。
4.4 数据存储光栅尺数显表具有数据存储功能,可以记录多次测量结果。
用户可以通过相应按钮查看历史记录,并进行数据分析和比较。
5. 使用方法以下是使用光栅尺数显表的基本操作步骤: 1. 将光栅尺安装在被测物体上,并确保安装牢固。
2. 打开电源,待设备启动完成后,按下零点设置按钮进行零点设置。
3. 将被测物体移动到需要测量的位置。
4. 数码管显示器将实时显示被测物体的位置值。
6. 注意事项在使用光栅尺数显表时,请注意以下事项: 1. 请勿将设备暴露在过高或过低的温度环境中,以免影响测量精度和设备寿命。
光栅尺调试方案

光栅尺调试方案
操作步骤如下:
1、如上图接线;
2、X轴工作在半闭环模式;将STB14 = 0;
3、Z轴工作在全闭环模式,此时,将X轴光栅尺接在Z轴驱动单元上;
4、Z参数设置:
STB12 = 1
STB13 = 1
STB14 = 1
不要给Z轴驱动单元使能信号;
5、将系统参数中X轴轴参数中的电子齿轮比及轴每转脉冲数都改为X轴电机的值。
6、移动X轴;
观察X轴及Z轴驱动单元的DP-PFL DP-PFH;看两者的计数方向是否一致(同时增加或同时减少);
若不一致;将Z轴的PA10设置为512;保存断电;
7、重新上电,再次移动X轴;
此时,X轴及Z轴的DP-PFL DP-PFH计数方向应该一致;
8、先停下X轴,记下Z轴的DP-PFL DP-PFH值
F1 = DP-PFH * 10000 + DP-PFL;
将X轴运行一个丝杠导程;再次记下Z轴的DP-PFL DP-PFH值;
F2 = DP-PFH * 10000 + DP-PFL;
记下F3 = F2 – F1;
完成之后,将Z轴改回半闭环模式;
9、重新接线
将X轴光栅尺的反馈线缆接到X轴的XS6上;
修改X轴参数:
STB12 = 1
STB13 = 1
STB14 = 1
10、修改系统参数X轴的齿轮比及轴每转脉冲数。
轴每转脉冲数。
sino光栅尺使用说明书

sino光栅尺使用说明书一、产品概述sino光栅尺是一种高精度的位置测量设备,广泛应用于数控机床、机器人、自动化生产线等领域。
它采用先进的光电测量技术,可以实现高精度、高速度的位置测量,提高设备的加工精度和生产效率。
二、安装指南1.确定安装位置:根据设备要求,选择合适的位置安装光栅尺。
确保尺身稳定、水平,避免外部振动和干扰。
2.连接电源:使用合适的电缆将光栅尺与电源连接,确保供电稳定。
3.信号线连接:将光栅尺的信号线连接到设备的控制器上,确保连接牢固可靠。
4.调整初始位置:根据需要调整光栅尺的初始位置,以适应不同的测量需求。
三、操作说明1.开机自检:在开机后,光栅尺会自动进行自检,确保正常工作。
2.初始位置设置:根据需要设置光栅尺的初始位置,可以通过控制器或设备上的控制面板进行设置。
3.开始测量:在设置好初始位置后,可以开始进行位置测量。
光栅尺会自动进行实时测量,并将数据传输到控制器或设备上。
4.数据处理:控制器或设备会对接收到的数据进行处理,以实现各种控制和监测功能。
四、常见问题解答1.Q:光栅尺无法正常工作怎么办?A:首先检查电源和信号线是否连接正常,如有问题请检查线路连接;如电源和信号线连接正常,请检查光栅尺是否正常工作,如有异常请联系专业人员进行维修。
2.Q:测量数据不准确怎么办?A:首先检查光栅尺是否正确安装,如有问题请重新安装;如安装正确,请检查测量环境是否稳定,如有干扰请采取相应的防护措施;如环境稳定,请检查控制器或设备的参数设置是否正确,如有异常请进行调整。
3.Q:光栅尺出现故障怎么维修?A:对于常见故障,用户可以根据使用说明书自行进行维修;对于复杂故障或无法自行解决的问题,请联系专业人员进行维修。
五、保养与维护1.定期清洁:定期使用干燥的软布擦拭光栅尺表面,保持清洁。
避免使用含有化学物质的清洁剂,以免损坏光栅尺表面。
2.防尘防潮:保持光栅尺工作环境的清洁和干燥,避免尘埃和潮湿的环境。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
哈挺机床(上海)有限公司 Hardinge Machine (Shanghai) Co., Ltd 制定人:KKX 2008-12-04 版本:01
EU 带距离码光栅尺零点调试
1) 全闭环开通
1. 光栅尺安装完毕,检查系统功能为选项是否开通,请检查诊断画面N1203#4 (0i-mc )N1139#2(0i-md)
是否为“1”。
若为零,请与工程部联系,以开通此功能。
2 .将光栅尺检测功能开通
将参数设为全闭环控制
N1815#1 OPT 改为:“1”
N1815#2 改为 1
关机20秒后重启系统
2) 各轴运行检测
手轮方式移动各轴
检查各轴是否平稳
检查各轴急停是否有效
3) 相关参数
若N1820 为2,CMR=1时
N1821 20000
N1882 20020
若N1820为20,CMR=10
N1821 200000
N1882 200200
4) 设定参考点(以X 轴为例)
1. 在“MDI ”方式将1883置“0”
2. 关机20秒后系统重启
3. 在“MDI ”方式,按一下“”OFFSET ”,切换到工件坐标系画面,将工件坐标系G53,G54清“0”
4. 切换到回零方式,执行X 回零操作,工作台在回零方向连续移动3次后停止
5. 将方式开关切换为手轮方式,然后将工作台移至机床参考点位置,记下此时的机械坐标值,如:-9998.456
6. 切换工作方式到“MDI ”,拍下急停,将机械坐标输入参数N1883
如:-9998456 注意去掉小数点,否则系统会报警“格式不对”
注意,如果CMR=20时,放大10倍。
7. 关机20秒后系统重启
8. 在回零方式,执行X 回零操作,工作台在回零方向连续移动3次后停止,查看此时机械坐标,看与到参考点的实际距离是否一致。
若一致,切换一下工作方式开关,再回到回零方式,执行回零,零点设置完成;若不一致,从第一步重新开始。