机8-1-3凝汽器铜管组合安装
凝汽器组合安装作业指导书

凝汽器组合安装作业指导书1.1工程概述:1.1.1设备简介胜利电厂二期工程2*300MW机组配用的N-17600-1型凝汽器系东方汽轮机厂设计制造。
该凝汽器系单壳体,中分双流程表面式,有效冷却面积1 7600m2;本凝汽器要紧由壳体、接颈、前后水室、排汽接管、NO7.8双联低压加热器和汽轮机旁路减温减压装置等组成,本体疏水扩容器也在壳体上;该凝汽器冷却管采纳铜管,其中主凝聚水采纳HSn70-1AB管,型号为①25*1 , L=9555mm共20880根,考虑到排汽对管束的冲击阻碍,顶部及真空区须采纳BFe30-1-1管,型号为①25*1 , L=9555mm,共2956根,冷却管总计23836根。
为了便于运输,本凝汽器除六只水室、疏水扩容器整体出外,其余的如壳体等均散装发运出厂,到工地后再按厂供图纸完成整体拼装。
1.1.2要紧技术参数2.编制依据2.1《电力建设施工及验收技书规范》(汽机篇)2.2《火电施工质量检验及评定标准》(汽机篇)2.3《电力建设安全工作规程》2.4设计院施工图--汽机房内附属机械及辅助设备安装图2.5东方汽轮机厂所供图纸及讲明书3.施工预备和作业条件3.1 施工预备:3.1.1 人员配备安全员:刘奉来劳动力组织:有一定施工技术和体会的安装工10人、起重工4 人、操作工4 人、电焊工12人、气焊工4人。
3.1.2要紧工机具及量具配备3.1.2.1要紧机具75T行车、60T龙门吊、50T履带吊、2台5T卷扬机、50T、20T、1 0T 拖车、4只100T千斤顶、2只50T千斤顶;10T、5T、2T、1T倒链葫芦若干。
3.1.2.2量具水准仪1 台、游标卡尺(0—500)1 只、压力表0-0.6Mpa 1 只、百分表4 只、20M 钢卷尺1 盘、5M、10M 卷尺各4 只、线坠4 个。
3.1.3 力源配备电源(380V、220V)、氧气、乙炔等。
3.2 作业条件:3.2.1凝汽器壳体各部件及其附件到货齐全、及时。
凝汽器安装作业指导书

凝汽器安装作业指导书凝汽器是一种用于汽轮机组的重要装置,通常用于升高热回收率、降低排放量以及提高汽轮机效率等方面。
由于凝汽器的安装作业涉及到复杂而又关键的技术要求,因此在进行凝汽器安装之前,必须了解凝汽器安装作业指导书。
下面就是针对凝汽器安装作业的一些基本操作指南。
一、做好准备工作在进行凝汽器安装工作之前,需要先准备各种所需工具和设备,还需要了解一些必要的安全注意事项。
安装前准备工作主要包括以下内容:1. 准备工具和设备:如螺丝刀、扳手、电钻、绳索、起重机等。
2. 检查和清理工作现场:清洁工作现场,并确保安装地点符合凝汽器的安装要求。
3. 做好安全保障措施:在进行具体安装工作之前,需要带好安全帽、防护眼镜和手套等必要的安全装备。
4. 对凝汽器进行检查:如检查凝汽器的大小、安装孔的位置和尺寸是否符合安装要求等必要的检查工作。
二、凝汽器的安装过程在准备工作完善后,可以进行具体的凝汽器安装操作。
凝汽器安装过程中,需要按照以下步骤进行:1. 安装固定基础:将凝汽器放置在安装的基础上,然后使用螺栓将基础牢固固定,确保基础稳定可靠。
2. 安装冷凝器:将冷凝器固定到凝汽器上,使用螺丝固定好冷凝器位置。
需要特别注意冷凝器的安装角度,确保冷凝器的漏贝口不会产生积水现象。
3. 安装进气组件:安装进气孔组件时,需要确保组件固定位置与凝汽器安装孔的位置完美吻合。
4. 安装出气组件:安装出气孔组件时,需要先将出气孔组件固定到凝汽器上,然后接上出气管。
5. 连接冷却水源:将冷却水源连接到冷凝器上,需要确保连接口处不会出现渗漏情况。
6. 联接电气设施:连接电气设施时,需要先将电气装置进行测试,确保电路连接正常。
三、测试调试安装完凝汽器后,需要进行测试调试工作,以确保凝汽器的使用效果。
具体工作包括:1. 检查冷凝器的压力:检查冷凝器的压力情况,确保其正常工作。
2. 检查水泵驱动:检查水泵的运转情况,确保其能够正常将冷却水源注入冷凝器内部。
汽轮机凝汽器的安装流程
汽轮机凝汽器的安装流程英文回答:Installing a condenser for a steam turbine involves several steps to ensure proper functioning and efficiency. Here is a detailed explanation of the installation process:1. Site Preparation: Before installing the condenser, the site needs to be prepared. This includes clearing the area, leveling the ground, and ensuring proper drainage. Any obstacles or obstructions should be removed to create a suitable space for the condenser.2. Foundation Construction: A solid foundation is crucial for the condenser's stability and longevity. The foundation should be designed and constructed according to the manufacturer's specifications. It should be able to support the weight of the condenser and withstand any vibrations or movements.3. Condenser Placement: Once the foundation is ready, the condenser can be placed on top. This requires careful positioning and alignment to ensure proper connection with the steam turbine. The condenser should be securely fastened to the foundation to prevent any movement or displacement.4. Piping and Connections: The next step involves connecting the condenser to the steam turbine and other necessary components. This includes installing the inlet and outlet piping, as well as any necessary valves, fittings, and instruments. The piping should be properly sized and insulated to minimize heat loss and ensure efficient operation.5. Cooling Water System: The condenser requires a cooling water system to remove heat from the steam and condense it back into liquid form. This system includes water pumps, cooling towers, and associated piping. The cooling water should be properly treated to prevent corrosion and fouling.6. Electrical and Instrumentation: The condenser installation also involves electrical and instrumentation work. This includes connecting power supply, control panels, and instrumentation devices such as temperature andpressure sensors. Proper wiring and grounding should be ensured for safe and reliable operation.7. Testing and Commissioning: Once the installation is complete, thorough testing and commissioning should be carried out. This includes checking for any leaks,verifying proper functioning of all components, and conducting performance tests. Any issues or discrepancies should be addressed and rectified before the condenser is put into operation.中文回答:汽轮机凝汽器的安装流程涉及多个步骤,以确保其正常运行和高效性。
凝汽器组合安装及#7、#8低加吊装

目录1.项目概况 (2)2.编制依据 (3)3.施工条件及准备 (3)4.施工内容、进度计划/安排、程序及要求 (5)5.质量要求及验收 (12)6.危险/危害因素及控制措施一览表7.环境因素及控制措施一览表附表一:危险/危害因素及控制措施一览表附表二:环境因素及控制措施一览表发放范围:此文件于2004年月日生效。
批准人:1.项目概况1.1工程(设备)概况及工程量1.1.1华电石门二期工程2×300MW机组中凝汽器型号为N─18000─2型,由哈尔滨汽轮机有限责任公司供货,并派人来现场组合安装。
凝汽器主要由凝汽器下部、凝汽器上部、凝汽器膨胀节等三大部分组成。
凝汽器下半及上半和膨胀节均由生产厂家在施工现场进行组合,我司负责凝汽器支座、集水箱、凝汽器下半、凝汽器前后水室的就位、找正和膨胀节、7#、8#低压加热器的吊装拖运、连接、凝汽器铜管穿胀等工作。
1.1.2 7#、8#低加布置在凝汽器上半,参照以往工程:7#,8#低加总重为52.824t,直径为φ2036,长为15325 mm。
7#,8#低加从A排柱外,利用160t汽车吊和75t 行车吊装拖运至安装位置。
1.1.5主要技术数据如下:凝汽器设计背压:0.0049Pa设计冷却水进口温度20℃冷却水压力:0.35MPa冷却面积18000m2冷却管规格:φ25×1冷却水流量:35000t/h净重:419.033t1.1.6工程量:一台N-18000-1型凝汽器组合安装。
1.2施工范围概述1.2.1凝汽器壳体组合、端板和管板安装。
(厂家负责)1.2.2凝汽器喉部组合安装。
(厂家负责)1.2.3凝汽器波纹节组合安装。
(厂家负责)1.2.4凝汽器就位找平找正。
1.2.5凝汽器前后水室安装。
1.2.6凝汽器铜管安装1.2.7连缸1.2.8凝汽器附件安装。
2.编制依据2.1 《大型施工机械技术性能汇编》(湖南火电建设公司)2.2 《凝汽器安装图》(哈尔滨汽轮机有限责任公司)2.3 《汽机房附属机械及辅助设备安装图》(湖南电力设计院)2.4 《火电施工质量检验及评定标准》(汽机篇)1996年版2.5 《电力建设安全工作规程》(火力发电厂部份)92年版2.6 《电力建设施工及验收技术规范》(汽轮机组篇)92年版3.施工条件及准备3.1施工前应具备的条件3.1.1凝汽器基础已进行土建交安;3.1.2施工场地电源布置满足施工要求,并且有足够的照明保证夜间施工。
凝汽器更换铜管应注意的几个问题

抽取铜管总数的1/1 000进行氨熏试验,以检验残余应力。对不合格批号的铜管,应全部作消除残余应力处理。
2.4 工艺性能试验
/ E$ F. V2 e( S4 n3 v; g" O抽取铜管总数的0.5/1 000~1/1 000进行下列工艺性能试验:
D=D1-2t(1-α)
式中 D——胀接后铜管内径,mm;
D1——管板孔直径,mm;
t——铜管壁厚,mm;
α——扩胀系数,4%~6%。
% h( ?3 P5 Q7 s/ S6 t: C- |按照以上公式进行计算,直到符合要求,调节胀管器直到试胀铜管胀接率合格,记录胀管器电流数值,在正式胀接时再通过微调控制胀接率大小。对已胀接完的凝汽器铜管进行0.3~0.5 MPa的水压试验(维持5~10 min,压力表指示应无变化)。
目前,发电厂使用的凝汽器HSn70-1B铜管主要由沈阳、洛阳、上海、西北(甘肃省白银市)、长沙等几个厂家生产。下花园发电厂全部选用甘肃铜管厂生产的西北铜。各厂家生产质量、检验手段差别不大,但泄漏程度不一样,关键在于质量检验管理。为方便管理,建议同一机组铜管品种不宜过多、材质不宜过杂。
2 严格完成安装前质量检验
+ d9 t/ o3 ~7 w* U# L- N) }: H铜管应具备出厂合格证和物理性能检验及热处理检验证明,应抽查5%的铜管进行水压试验及涡流探伤检验,抽查方法按批量或存放环境确定。我厂采用对铜管整箱对角线抽样法,代表性很强。水压试验压力为0.3~0.5 MPa,水压试验时用小木棒轻轻敲打管子外壁应无泄漏。如果抽查的铜管不合格数达到安装总数的1%,则每根铜管都要进行水压试验。此外,应对铜管抽样进行涡流探伤检验,必要时逐根检验。
凝汽器组合安装作业指导书
1.编制依据1.1《电力建设施工及验收技术规范.汽机篇》;DL5011-921.2《火电施工质量检验及评定标准.汽机篇》;(2000年版)1.3《电力建设安全工作规程》(火力发电厂部分);DL5009.1-20021.4东方汽轮机厂提供的有关图纸和技术资料;1.5广西电力工业勘察设计院《汽机房附属机械及辅助设备安装图》J0301。
2.工程概况2.1设备简介国电永福电厂#3机组凝汽器采用东方汽轮机厂生产的单壳体,对分双流程,表面冷却式横向布置。
凝汽器型号为N-18500-5型,凝汽器主要包括接颈、壳体、水室、排汽接管(带不锈钢膨胀节)、#7、8低加、减温减压装置、底部座架、测量仪表等部件。
其中排汽伸缩接管、接颈、壳体,由于体积较大,运输困难,采用散件出厂,现场拼装焊接;其他部件为整体出厂,现场安装。
其主要部件结构特点如下:2.1.1 排汽伸缩接管该部件是由用来连接接颈与低压排汽缸,通过波形节的伸缩来消除汽缸膨胀对凝汽器产生的应力。
2.1.2接颈该部件由钢板围焊而成,内部装有钢管交错支撑,以承受内外压差,保证接颈的整体强度和刚度。
接颈侧板上设有人孔,检修人员可以方便进入接颈检查壳体和管束。
接颈内放置了#7、8组合式低压加热器。
在接颈上设置了两只50%给水泵汽轮机排汽接管和汽轮机旁路系统的两只末级减温减压装置,汽轮机五段至八段抽汽管道外侧均有不锈钢防冲刷罩,五段和六段抽汽管道从侧板穿过引出。
2.1.3壳体壳体是凝汽器的主要组件,侧板是用钢板焊接而成,密封性能好。
壳体布置了四组管束。
主冷却区冷却管材质选用TP304管。
热井置于管束下方,留有充分空间,以使部分蒸汽进入凝结水加热,减少过冷度和提高除氧效果,而且能适应凝结水的变化需要。
疏水扩容箱内设疏水集管喷口,以进一步降低疏水能量,并引入凝结水冷却喷射,使疏水扩容降压降温后再进入凝汽器壳体,保护管束受汽水冲击。
2.1.4水室水室由碳钢板焊接而成,内壁用钢管及钢板加强,使水室整体钢性好。
凝汽器组合安装作业指导书

凝汽器组合安装作业指导书1.编制依据1.1《电⼒建设施⼯及验收技术规范.汽机篇》;DL5011-921.2《⽕电施⼯质量检验及评定标准.汽机篇》;(2000年版)1.3《电⼒建设安全⼯作规程》(⽕⼒发电⼚部分);DL5009.1-20021.4东⽅汽轮机⼚提供的有关图纸和技术资料;1.5⼴西电⼒⼯业勘察设计院《汽机房附属机械及辅助设备安装图》J0301。
2.⼯程概况2.1设备简介国电永福电⼚#3机组凝汽器采⽤东⽅汽轮机⼚⽣产的单壳体,对分双流程,表⾯冷却式横向布置。
凝汽器型号为N-18500-5型,凝汽器主要包括接颈、壳体、⽔室、排汽接管(带不锈钢膨胀节)、#7、8低加、减温减压装置、底部座架、测量仪表等部件。
其中排汽伸缩接管、接颈、壳体,由于体积较⼤,运输困难,采⽤散件出⼚,现场拼装焊接;其他部件为整体出⼚,现场安装。
其主要部件结构特点如下:2.1.1 排汽伸缩接管该部件是由⽤来连接接颈与低压排汽缸,通过波形节的伸缩来消除汽缸膨胀对凝汽器产⽣的应⼒。
2.1.2接颈该部件由钢板围焊⽽成,内部装有钢管交错⽀撑,以承受内外压差,保证接颈的整体强度和刚度。
接颈侧板上设有⼈孔,检修⼈员可以⽅便进⼊接颈检查壳体和管束。
接颈内放置了#7、8组合式低压加热器。
在接颈上设置了两只50%给⽔泵汽轮机排汽接管和汽轮机旁路系统的两只末级减温减压装置,汽轮机五段⾄⼋段抽汽管道外侧均有不锈钢防冲刷罩,五段和六段抽汽管道从侧板穿过引出。
2.1.3壳体壳体是凝汽器的主要组件,侧板是⽤钢板焊接⽽成,密封性能好。
壳体布置了四组管束。
主冷却区冷却管材质选⽤TP304管。
热井置于管束下⽅,留有充分空间,以使部分蒸汽进⼊凝结⽔加热,减少过冷度和提⾼除氧效果,⽽且能适应凝结⽔的变化需要。
疏⽔扩容箱内设疏⽔集管喷⼝,以进⼀步降低疏⽔能量,并引⼊凝结⽔冷却喷射,使疏⽔扩容降压降温后再进⼊凝汽器壳体,保护管束受汽⽔冲击。
2.1.4⽔室⽔室由碳钢板焊接⽽成,内壁⽤钢管及钢板加强,使⽔室整体钢性好。
凝汽器组合安装的施工工艺要点
科技 一向导
2 0 1 5 年1 5 期
凝汽器组合安装的施工 徐州
2 2 1 0 0 0 )
【 摘 要】 凝汽 器是凝 汽式汽轮发 电机 中的凝 气设备 , 它的主要作用首先是在 汽轮机运 行时在汽轮机排 气口建立并维持 高度真空 ; 其次是
( 1 ) 底 板 组 合 组 合 时 首 先 将 底 板铺 在 预 先搭 设 好 的平 台上 . 检查 成 型尺寸偏差 及对角线偏 差均不大 于 1 0 m m以后 , 将 底板纵 、 横 向加 固. 然 后 花 焊 牢 固 ( 2 ) 在底板上 画出热井左 、 右侧 板 、 前、 后管板及 中间隔板支撑管 的就位位 置线 . 以作 为热井 组装的依据 。 ( 3 ) 热井安装 , 组装 顺序为 : 热井前端板 、 一侧侧板 、 后 端板 、 另一
间距 , 使偏差 不大于 3 a r m。符合要求后 , 将各级隔板与底 部支撑管之 间点焊牢 固。 7 ) 内部部件安装 : 根据图纸位置 , 安装隔板之间支撑管 、 隔板 与侧 板之间支撑管及各加 固板 、 挡汽板 。 要求位置偏差不大于 l O m m。 用 隔 板找正销找正隔板与管 、 隔板的管孔中心。 8 ) 后管板就位 : 首先按 图纸要求 . 将前管板放于热井顶板上 , 调整 其垂直度偏差不大于 1 m m / m后 . 与热井顶板 之间点焊牢 固。 并用槽 钢 将前管板与底板之间连接牢 固。 并将后管板与支撑板之间花焊牢固。 9 ) 其 它加 固件安装 及整体焊接 : 根据制造厂 图纸要求 , 检查 内部 2 . 临 时组 合 平 台搭 设 各加 固件及尺寸符合要求后 , 整体施焊 。 防止凝汽器变形。 焊接完毕后 2 . 1 壳体组合平 台中心线与凝汽器纵 、 横 中心线一致 在整个 凝汽器壳体底板下 面用槽 钢[ 1 6 支撑 。 支撑管下 面用 1 6 5 x 复查壳体尺寸符合要求后拆除 内部各临时加固件 4 . 凝 汽 器 接 颈 组 装 7 0 x 1 2 钢板垫平 . 上部 与壳 体底板点焊 。 支撑管 之间前 后 、 左右间距均 ( 1 ) 利用行车在壳体上进行组合 。首先利用行车在 运转层 平台上 为 1 m. 所有支撑管上部顶标高均为凝汽器地板标 高 . 即与凝汽器壳体 并用型钢加 固。 防止变形。 基础支座板上表 面平齐 。 另 外. 为防止凝汽器壳体前后管板 、 左右侧板 组合接 颈的四块侧板及其支撑肋板 . 处局部有可能下沉 . 其正下方一周 支撑管的间距为 0 . 6 m。 并用槽钢[ 1 6 ( 2 ) 按 图纸尺寸烧焊好前 、 后、 左、 右侧板 的定位块 , 然后 分别树起 调 整尺寸及对角线偏差均不大于 1 5 am, r 然后点焊牢 固。 钢连接 安装凝 汽器 的支座 时确保壳体基础支座板上表 面标高 为凝汽 四块侧板 , ( 3 ) 按照 自上 而下顺 序逐层安装 各侧板 的支撑 管 , 检查符 合厂家 器底板标 高。 并且支座板下表 面与基础接触 密实。临时支撑等灌水查 图纸要求后将支撑管点 焊牢 固 漏完拆除 . 可做 为灌水前 临时加 固用 。 ( 4 ) 装设 其它加 固管 。 在整体验 收后开始全面烧焊。 2 . 2临时组合平 台搭设应符合下 面的要求 组合平 台必须 垫平 . 两端 四角 高低差不 大于 1 0 m m 。 ( 5 ) 接颈所有焊接工作完成后 , 复测接颈对角线偏差不大于 1 5 a r m。 外表面直线度不大于 3 am r / m 3 . 凝 汽 器 壳体 组 装 注意 : 在加固管安装过 程中对 于影响抽 汽管及低 压加热器就位 的 凝汽 器壳体组 装就位 的顺序 为 : 底板 、 热井 、 前管板 、 一侧侧板 、 各 级 隔板 、 一侧侧板 、 内部部件安装 、 后管板 、 其他 加 固件安 装 , 管板 、 隔 支 撑 管 暂 不 安 装 板 安 装 前 使 用煤 油 清理 管 孔 ( 6 ) 接颈 与壳 体对接 , 并确保 壳体与接 颈结 合处对角线偏 差不大
凝汽器安装过程图示PPT文档20页
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
56、书不仅是生活,Байду номын сангаас且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
凝汽器组合安装的施工工艺要点 岳帅

凝汽器组合安装的施工工艺要点岳帅摘要:热力发电厂热能动力系统主要辅机之一的“凝汽器”(俗称复水器)因设备重量大、体积大、安装精度要求高这一显著的“两大一高”的特点,在热力发电厂工程施工中,一直作为重要的施工技术受到建设单位、监理单位和施工单位的高度重视,为了深入探讨该项施工技术,本人结合从事凝汽器安装的经验,以在建盛鲁电厂机组的1000MW凝汽器为例,就该设备的组合安装流程和施工方法进行简要介绍,希望能够得到同行的响应并予以探讨。
关键字:凝汽器;安装;施工流程;施工方法1、前言在建盛鲁电厂机组的1000MW凝汽器燃煤超超临界汽轮发电机组,每台机组设计安装一套(两台)凝汽器。
凝汽器由喉部、壳体、热井、排汽接管、进出口水室及返回水室组成。
下面就施工工序及方法进行简要介绍。
2、组合安装施工流程凝汽器部件已到货并清点完毕,部件无误、尺寸正确。
有关作业指导文件已经审批生效并已向有关人员进行交底。
施工所需的图纸资料已到,并已经过有关人员会审。
所使用的运输及起重机械能够正常投用。
所使用的工器具及计量器具经校验合格,并在有效期内。
凝汽器两侧疏水扩容器安装完毕。
施工平台已搭设完,并具备开工条件,现场场地平整,便于运输及起重机械作业。
施工现场照明充足,安全设施齐全,并符合要求。
施工用电焊机到位,经调试保证性能优良,运转正常,满足现场焊接施工要求(电焊机使用逆变焊机和无填料钨极自动氩弧焊机)。
焊接工艺评定满足现场焊接需要。
使用的2种焊接材料齐全,具有相应的合格证。
现场焊接搭设好防风设施,焊接区域无风。
坡口按照图纸的要求制作完毕。
焊件在组装前应将焊缝及附近母材内、外壁的油、漆、垢、锈等清理干净,直至漏出金属光泽,清理范围如下:焊角高度K+10mm或坡口附近10—15mm。
管板焊接满足相关规定要求组合场地要求平整。
对口要求:搭接接头对口间隙0-1mm,对接接头对口间隙1-3mm,T型接头对口间隙0-2mm。
焊条、焊丝存放于干燥、通风良好、温度大于5℃,且相对空气湿度小于60%的库房内,焊条按规定进行烘培。
凝汽器安装过程图示-课件(PPT-精)共20页文档
1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根
凝汽器安装过程图示-课件(PPT-精)
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
024)凝汽器组合安装作业指导书.docx
1.工程概况 ..........................................................1.1工程(系统或设备)概况............................................1.2工程量和工期......................................................2.编制依据3・作业前的条件和准备 ................................................3.1技术准备..........................................................3.2作业人员..........................................................3.3作业工机具........................................................3.4材料和设备........................................................3.5安全器具..........................................................3.6工序交接..........................................................3.7其它..............................................................4.作业程序、方法 .....................................................4.1施工方案..........................................................4.2施工工艺流程......................................................4.3施工方法及要求....................................................5.质量控制点的设置和质量通病预防5.1质量目标 ..........................................................5.2质量通病预防 ......................................................5.3作业过程中对控制点的设置 ..........................................5.4质量标准及要求 .................................................... 6・作业的安全要求和环境条件...........................................6.1作业的安全危害因素辨识和控制 ......................................6.2环境条件 ..........................................................7.附录(包括记录表样、附表、附图等)凝汽器组合、安装作业指导书1.工程概况及工程量1.1工程(系统或设备)概况简要介绍本工程凝汽器的型号、制造厂家、安装数量、主要参数、布置位置、主要结构组成等情况。
凝汽器组合安装
目录1.工程概况 (1)2.依据文件 (2)3.开工应具备的条件和施工前应做的准备 (2)4.人员组织、分工及有关人员的资格要求 (4)5.所需的施工机械、工器具及要求 (5)6.施工进度计划及要求 (7)7.施工工序、方法及要求 (7)8.安全控制措施及要求 (16)9.环境、文明施工措施及要求 (22)10.质量标准指标及验收要求 (23)11.应提交的技术资料 (26)12.必要的计算书和相应的附图 (26)1.工程概况平顶山第二发电厂一期2×1000MW工程#1机凝汽器是由哈尔滨汽轮机厂有限责任公司生产,型号为N-49500-1型凝汽器。
N-49500-1型凝汽器采用双壳体、双背压、双进双出、单流程、横向布置结构,采用从东芝公司引进的AT型管束排列。
凝汽器布置在A排~B排、#4柱~#6柱之间。
其主要部件有凝汽器上部、凝汽器下部、前水室、后水室、凝结水聚集器、死点座、背包式疏水扩容器等。
凝汽器与水泥基础间为刚性支撑,壳体板下部中心处设有固定死点,运行时以死点为中心向四周自由膨胀,凝汽器与排汽缸之间设有不锈钢补偿节,补偿相互间的胀差。
循环水连通管设有支架支撑,并且内侧连通管允许自由滑动,以适应凝汽器自身的膨胀。
后水室处的管板与壳体间布置有波形补偿节,用以补偿壳体与冷却管纵向热膨胀的差值,同时也改善了冷却管的振动情况,并减少了凝汽器冷却管与管板间的焊口处所承受的拉力或压力。
每个凝汽器下部有四只小支撑座和四只大支撑座,呈对称布置,在每个支撑座下面布置有调整垫铁。
每个凝汽器下部正中央布置凝汽器的死点座。
每个凝汽器壳体上部各布置有#7、#8共壳体的低压加热器一台,一台减温减压器。
凝汽器本身带有两个背包式疏水扩容器,汇集汽机热力系统中不同压力、不同温度、不同数量的疏水。
1.1 工程名称、施工地点、施工范围1.1.1工程名称:#1机凝汽器组合安装1.1.2 施工地点: A排~B排、#4柱~#6柱之间。
凝汽器组合安装的施工工艺要点
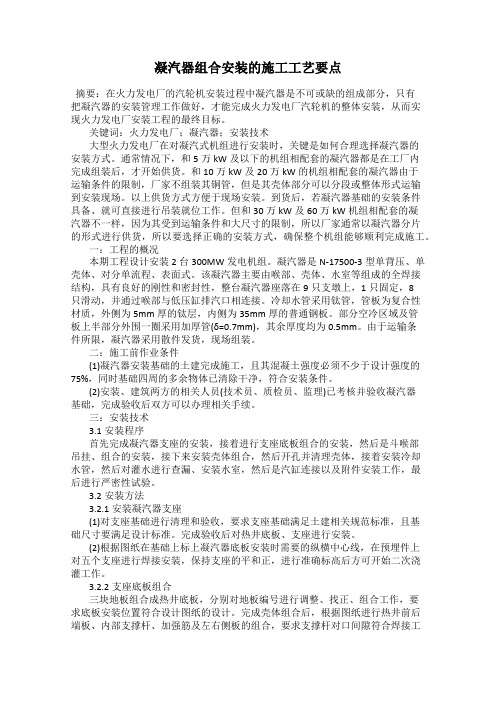
凝汽器组合安装的施工工艺要点摘要:在火力发电厂的汽轮机安装过程中凝汽器是不可或缺的组成部分,只有把凝汽器的安装管理工作做好,才能完成火力发电厂汽轮机的整体安装,从而实现火力发电厂安装工程的最终目标。
关键词:火力发电厂;凝汽器;安装技术大型火力发电厂在对凝汽式机组进行安装时,关键是如何合理选择凝汽器的安装方式。
通常情况下,和5万kW及以下的机组相配套的凝汽器都是在工厂内完成组装后,才开始供货。
和10万kW及20万kW的机组相配套的凝汽器由于运输条件的限制,厂家不组装其铜管,但是其壳体部分可以分段或整体形式运输到安装现场。
以上供货方式方便于现场安装。
到货后,若凝汽器基础的安装条件具备、就可直接进行吊装就位工作。
但和30万kW及60万kW机组相配套的凝汽器不一样,因为其受到运输条件和大尺寸的限制,所以厂家通常以凝汽器分片的形式进行供货,所以要选择正确的安装方式,确保整个机组能够顺利完成施工。
一:工程的概况本期工程设计安装2台300MW发电机组。
凝汽器是N-17500-3型单背压、单壳体、对分单流程、表面式。
该凝汽器主要由喉部、壳体、水室等组成的全焊接结构,具有良好的刚性和密封性,整台凝汽器座落在9只支墩上,1只固定,8只滑动,并通过喉部与低压缸排汽口相连接。
冷却水管采用钛管,管板为复合性材质,外侧为5mm厚的钛层,内侧为35mm厚的普通钢板。
部分空冷区域及管板上半部分外围一圈采用加厚管(δ=0.7mm),其余厚度均为0.5mm。
由于运输条件所限,凝汽器采用散件发货,现场组装。
二:施工前作业条件(1)凝汽器安装基础的土建完成施工,且其混凝土强度必须不少于设计强度的75%,同时基础四周的多余物体已清除干净,符合安装条件。
(2)安装、建筑两方的相关人员(技术员、质检员、监理)已考核并验收凝汽器基础,完成验收后双方可以办理相关手续。
三:安装技术3.1安装程序首先完成凝汽器支座的安装,接着进行支座底板组合的安装,然后是斗喉部吊挂、组合的安装,接下来安装壳体组合,然后开孔并清理壳体,接着安装冷却水管,然后对灌水进行查漏、安装水室,然后是汽缸连接以及附件安装工作,最后进行严密性试验。
凝汽器组合安装及#7、#8低加吊装
目录1.项目概况 (2)2.编制依据 (3)3.施工条件及准备 (3)4.施工内容、进度计划/安排、程序及要求 (5)5.质量要求及验收 (12)6.危险/危害因素及控制措施一览表7.环境因素及控制措施一览表附表一:危险/危害因素及控制措施一览表附表二:环境因素及控制措施一览表发放范围:此文件于2004年月日生效。
批准人:1.项目概况1.1工程(设备)概况及工程量1.1.1华电石门二期工程2×300MW机组中凝汽器型号为N─18000─2型,由哈尔滨汽轮机有限责任公司供货,并派人来现场组合安装。
凝汽器主要由凝汽器下部、凝汽器上部、凝汽器膨胀节等三大部分组成。
凝汽器下半及上半和膨胀节均由生产厂家在施工现场进行组合,我司负责凝汽器支座、集水箱、凝汽器下半、凝汽器前后水室的就位、找正和膨胀节、7#、8#低压加热器的吊装拖运、连接、凝汽器铜管穿胀等工作。
1.1.2 7#、8#低加布置在凝汽器上半,参照以往工程:7#,8#低加总重为52.824t,直径为φ2036,长为15325 mm。
7#,8#低加从A排柱外,利用160t汽车吊和75t 行车吊装拖运至安装位置。
1.1.5主要技术数据如下:凝汽器设计背压:0.0049Pa设计冷却水进口温度20℃冷却水压力:0.35MPa冷却面积18000m2冷却管规格:φ25×1冷却水流量:35000t/h净重:419.033t1.1.6工程量:一台N-18000-1型凝汽器组合安装。
1.2施工范围概述1.2.1凝汽器壳体组合、端板和管板安装。
(厂家负责)1.2.2凝汽器喉部组合安装。
(厂家负责)1.2.3凝汽器波纹节组合安装。
(厂家负责)1.2.4凝汽器就位找平找正。
1.2.5凝汽器前后水室安装。
1.2.6凝汽器铜管安装1.2.7连缸1.2.8凝汽器附件安装。
2.编制依据2.1 《大型施工机械技术性能汇编》(湖南火电建设公司)2.2 《凝汽器安装图》(哈尔滨汽轮机有限责任公司)2.3 《汽机房附属机械及辅助设备安装图》(湖南电力设计院)2.4 《火电施工质量检验及评定标准》(汽机篇)1996年版2.5 《电力建设安全工作规程》(火力发电厂部份)92年版2.6 《电力建设施工及验收技术规范》(汽轮机组篇)92年版3.施工条件及准备3.1施工前应具备的条件3.1.1凝汽器基础已进行土建交安;3.1.2施工场地电源布置满足施工要求,并且有足够的照明保证夜间施工。
凝汽器安装使用说明书
凝汽器安装使用说明书凝汽器安装使用说明书一、凝汽器概述凝汽器是一种用于蒸汽压缩循环系统的重要设备,主要用于将蒸汽中的热能转化为液态,以确保系统的高效运行。
本说明书旨在提供凝汽器的安装和使用指南,以帮助用户正确安装和操作凝汽器。
二、凝汽器安装2.1 安装位置选择:选择凝汽器的安装位置时,应考虑以下因素:- 环境条件:确保安装位置不受潮湿、高温等环境影响;- 相关设备:与其他设备的距离要符合相关安全要求和操作规程;- 排水要求:考虑到凝汽器可能产生冷凝水,应有相应的排水系统。
2.2 安装步骤:1、在选定位置上进行标记,并确保安装面平整。
2、按照设备尺寸和安装要求,使用适当的工具进行钻孔,以便安装支架。
3、安装凝汽器的支架,确保支架牢固。
4、将凝汽器放置在支架上,并使用螺栓固定。
确保凝汽器与支架接触紧密。
5、根据设备连接要求,连接进出口管道,确保连接牢固,无泄漏。
三、凝汽器使用3.1 凝汽器启动1、检查凝汽器及相关设备的电源和连接是否正常。
2、打开主电源开关,启动凝汽器。
3、监测凝汽器的运行情况,确保蒸汽和冷却水流量正常。
4、检查凝汽器的压力和温度,确保在正常范围内。
3.2 凝汽器日常操作1、定期检查凝汽器的工作状态,如压力、温度、流量等参数是否正常。
2、观察凝汽器的外观,如有泄漏、磨损等情况应及时处理。
3、清理凝汽器的冷凝器,以确保其热交换效果。
4、定期检查凝汽器的阀门、流量计等部件的工作状态,如有异常应及时修理或更换。
四、附件本文档涉及的附件包括:1、凝汽器安装图纸:详细描述凝汽器的安装尺寸、连接要求等。
2、凝汽器使用记录表:用于记录凝汽器的日常操作、维护情况等。
五、法律名词及注释1、法律名词:根据需要,列出本文档涉及的法律名词,如《工业安全法》、《设备安全管理规定》等。
2、注释:对于法律名词或其他专业术语,在文档中进行注释说明其含义和适用范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序
检验指标
性
质
单
位
质量标准
质量检验记录
单项
评定
合格
优良
铜(钛)管外观检查
无裂纹、沙眼、蚀坑凹陷、折纹、重皮和毛刺
铜(钛)管试验
单根水压
无渗漏
涡流探伤☆
主要
符合GB8890-88标准
残余应力
氨熏试验
主要
无裂纹
工艺性能压
扁和扩张试验
主要
无裂纹或其他损坏现象
管板检查
管孔位置、数量
符合图纸规定
管孔与铜(钛)
优良____个,优良率________%;
检验“一般”指标____个,合格____个,合格率________%,
优良____个,优良率________%。
质量等级
国华浙能监理部:施工承包商:工地:班组:
GHZN:年月日填
注:1.☆水压试验和涡流探伤,可视现场条件选其中一项。
2.☆☆管板孔与铜(钛)管的间隙,还应同时保证铜(钛)管不过胀,具体数值最终应根据计算确定。
主要
mm
1~3
钛管露出板长度
mm
0.3~0.5
工
序
检验指标
性
质
单
位
质量标准
质量检验记录
单项
评定
合格
优良
铜(钛)管组装
钛管管端氩弧焊
主要
无裂纹
铜管进水口翻边
(゜)
15
计量器具
本栏空白
分项工程质量评定
本分项工程共检验____个指标。其中:
检验“主要”指标____个,合格____个,合格率________%,
管间隙☆☆
主要
mm
0.20~0.50
隔板管孔
无锈皮、毛刺,
并有1×45°倒角
管板、管孔清扫
孔内无纵向的
沟槽、油污、锈
蚀和毛刺,并
露出金属光泽
铜(钛)管组装
铜管头表面
光洁,无油垢、
氧化层、尘土、蚀
坑和纵向沟槽,
露出金属光泽
铜(钛)管
扩胀系数
主要
%90管板厚
铜(钛)管组装
铜管露出管板