产品特殊特性矩阵图
1-011特殊特性矩阵图

产品名称: 特性
过程Biblioteka 产品图号:特殊特性矩阵图
HTQPR0802-02-011 G0
编制人:
编制日期:
图示说明:◎表示半相关
●表示强相关
1、“关键”类特性标识符号: “G” ,关键特性(与安全法规有关):合理预期的变差会显著影响顾客对产品的安全特性或政府法规的符合性(如:易燃性、乘员保 护、转向控制、制动等)、排放、噪声、无线电干扰等。2、“重要”类特性标识符号: “Z” , 重要特性(与安全或法规无关):合理预期的变差可能显著影响顾客 对产品的满意度(非安全/符合性),例如:配合、功能、安装或外观,或者加工、制造此产品的能力。
32.特殊特性及特性矩阵图

LCD尺寸
2
厚度
3
产品外观
4
LCD洁净度
5
偏贴精度
6
偏光片尺寸
7
温度
8
时间
9
压力
10
产品功能
11
银浆厚度
12
FOG绑定位保护
13
ITO端子保护
14
组装精度
15
背光尺寸
16
焊接高度
17
铁框尺寸
18
TP尺寸
19
TP贴合精度
20
绝缘焊盘
21
字体清晰
22
箱体尺寸
备注:符号=密切关系=一般关系
制定
审查
批准
特殊特性及特性矩阵图
客户:
型号:编制:
过程
项目
1
进料
2
切割
3
电测/外观
4
清洗
5
偏贴
6
COG/FOG
7
电测
8
点银浆
9
一线胶
10蓝胶
11
组装
12焊接
13
一次电测
14
卡上铁框
15
TP贴合
16
TP功能测试
17
贴高温胶
18
喷码
19
成品电测
20
成品外观
21
包装
产品特性
符号
重要度
重要
关键
一般
关键
一般
关键
一般
一般
一般
一般
关键
关键
一般
一般
关键
关键
一般
一般
一般
一般
4-QFD、边界图、产品功能矩阵图、DFMEA、产品特性清单、PFMEA和控制计划关系图

过程流程图
产品特殊特性与过 程特殊特性矩阵图 PFMEA预 防措施 (机)
PFMEA探测 措施 (料)
设备、工装、刀具管理指导书 设备、工装、
PFMEA
产品检验规程/指导书 产品检验规程/
PFMEA预防措施 (工艺方法)、 探测措施/反应 过程特殊特性清单
试生产控制计划 (小批生产工艺) 小批生产工艺)
生产控制计划( 生产控制计划(批 量产工艺) 量产工艺)
控制计划内 容全部反馈 到作业指导
操作作业指导书
DFMEA 产品检验规程、指导书、 产品检验规程、指导书、实 验规程
从失效模式--后果-失效原因--预防设计 措施--检测或探测措
DVP和DVR 实验措施 /结果反 馈到 DFMEA
DFMEA检验 /探测措施
产品特殊特性清单
产品图 从工艺过程分析; 失效模式--后果-失效原因--预防 设计措施--检测 或探测措施--风 险评估--找到最 关键的控制点。 关注DFMEA带来的 危险点。
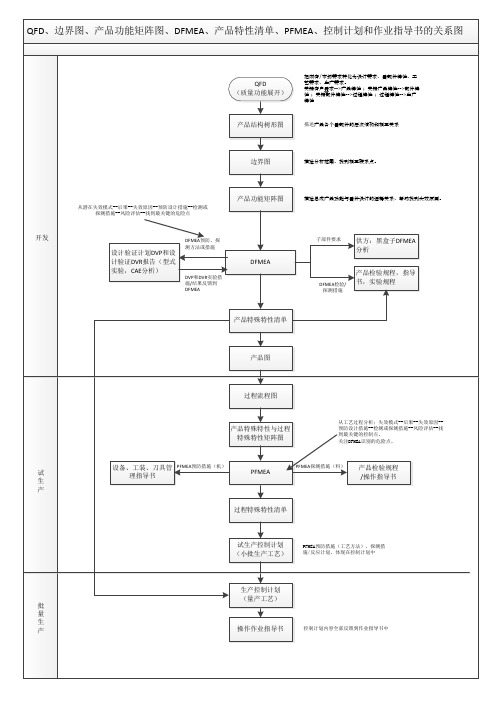
QFD、边界图、产品功能矩阵图、DFMEA、产品特性清单、 QFD、边界图、产品功能矩阵图、DFMEA、产特性清单、 PFMEA、 PFMEA、控制计划和作业指导书的关系图
描述顾客要求与产品设计 要求的关系、找到相互联 系关系。 QFD( QFD(质量功能展 开)
描述产品结构、找到相互
产品结构树形图
描述分析范围、找到相互
边界图
描述总成产品功能与零件 设计的逻辑关系、帮助找 到失效原因。 DFMEA预 防、探测 方法或措 施
产品功能矩阵图
子部件要 求 供方;黑盒子DFMEA分析 供方;黑盒子DFMEA分析 DFMEA
设计验证计划DVP和设计验证 设计验证计划DVP和设计验证 DVP DVR报告 型式试验、CAE分 报告( DVR报告(型式试验、CAE分 析)
产品和过程关键特性矩阵清单

102030405060708090100110120130说明:此表样件阶段由项目经理填写审批后发至生产中心;试生产阶段由生产中心更新发至子公司;量产阶段由子公司更新发至相关责任单位产品和过程关键特性矩阵清单
□ 样件
产品名称
顾客名称□ 生产
□ 小批量生产产品特性过程特性重要或关键特性操作描述
特性来源
工 序 编 号序号特性名称产 品 号
关键特性矩阵图车 型特性符号特性符号编制/日期L——用于定位;X——由于操作导致或改变的特性应符合过程流程图表格(未注明可另设定);
2、初始关键特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已经生产的类似产品的关键特性和经验。
审核/日期批准/日期
备注:
1、“ ※ ”配合/功能特性 “☆”安全/法规特性; C——用于夹紧的操作特性;。
产品过程特性矩阵图

产品特性过程特性
05~10152025303540455055601化学成分、表面、内部质量
X 2芯盒温度、射
砂时间、射砂
压力、烘干温
度、烘干时间
X 3涂料配比、涂
料喷涂、模具
温度
X 4合金液成分精炼温度,精
炼时间
PX ★5浇注温度,模
具温度
X 6喷砂压力、打
磨质量
X X X X 7铸造缺陷
X 8外观质量
X X X X X X X X 9
平面度\尺
寸\公差A ★X 10
备注审核2012/11/5日期产品编号制表
规格/型号
特性规范或公差特性名称序号特性编号日期管接头、转向拉杆过程(工序)编号1.“★”符号表示关键特性;“☆”符号表示重要特性。
2.“P”表示用于配料导致的过程特性; “L”表示用于定位的操作特性; “X”表示由此操作直接导致或改变
的特性; “A”表示既用于夹紧的操作特性又用于定位的操作特性。
日期产品名称
更改顾客名称产品/过程特性矩阵图
批准日期制定部门:。
过程特性矩阵图(样本)

MT-PCB附 SV-机芯组 TFT-屏组 AS-成品组
加
装
装
装/包装
QC-测试
QA-抽检入 库
检验报告 操作规范 作业文件 作业文件 作业文件 作业文件 NP控制图 P控制图
37 SD/USB读取失效率
☆/D B级标准≤2%
C图
●
○
○
●
●
○
◎
◎
38 碟片读取失效率
☆/D B级标准≤1%
C图
●
○
○
●
编制:
审核:
批准:
☆/D ≥45dB
☆/D ≥4PCS(定位时间内)
★/D 直接切换倒车信号通道
过程工序 控制方法
IQC-原材 料检验
外协SMT贴片
MT-PCB附 SV-机芯组 TFT-屏组 AS-成品组
加
装
装
装/包装
QC-测试
QA-抽检入 库
检验报告 操作规范 作业文件 作业文件 作业文件 作业文件 NP控制图 P控制图
◎
●
●
○
○
◎
P・Pn图
◎
●
◎●●○来自○◎P・Pn图
◎
●
◎
●
●
○
○
◎
P・Pn图
◎
●
◎
●
●
○
◎
◎
P・Pn图
◎
●
◎
●
●
○
○
◎
P・Pn图
◎
●
◎
●
●
○
○
◎
P・Pn图
◎
●
◎
●
●
○
◎
APQP-3-19特性矩阵图

特性矩阵图
6
3
5
3说明:矩阵表中间的数字是各个工序对产品特性影响的程度,5分,有大的影响,3分,有中等影响,1分,有轻微影响,空日,
没有影响。
特性重要度的分数可以分为,5 (特殊特性),3 (一般特性),1 (轻微特性)。
合计中的分数是用重要度的分数分别乘以影响分数,并将其累加起来。
根据特性矩阵表,工序的分数越高就越关键:而特性的合计分数越高就表明该特性越难控制,
此特性矩阵图是一个课堂练习的结果,因此并不严格,如清洗工序(前处理)过程中的产品特性可能是:油污残留量等,并没有列出。
表中打出的分数
也许并不严格,因为是在短时间内作出的。
仅供参考,主要关注的是方法。
特性矩阵图

123456789101112131415161718192021222324251
2
3
4
5
C-----
上述A,
B 以外
的生产
作业其它批准/日期(如需要) 2002.2.13其它批准/日期(如需要)特性编号
特性值规格/公差工序编号工序与特性的关系可用A, B, C來表示
A-----生产过程中对制品特性影响较大的操作, 或者是防止不良品流失的检查工程中的操作B-----虽然对制品特性影响不大, 但存在可能在以后的检查工程中发生不良品增加隐患的作业.特性矩阵图
□样件 □试生产 ■批产
主要联系人/电话日期(编制)零件名称:
供方/工厂批准日期2002.2.13日期(修订)编号
零件图号:
核心小組:顾客工程批准/日期(如需要)客户质量批准/日期(如需要)工厂 S&C。
特性矩阵图实例

加宏科技(无锡)有限公司
客户:货号:特性矩阵图
A.公司规定用于定位特性;
B.公司规定用于工序控制标准特性;
C.客户规定孔距特性(Hole Location);
D.客户规定孔径特性(Hole Size);
E.客户规定电气性能;
F.客户规定外形尺寸特性
编制/日期:审批/日期:
加宏科技(无锡)有限公司
客户:货号:特性矩阵图
A.公司规定用于定位特性;
B.公司规定用于工序控制标准特性;
C.客户规定孔距特性(Hole Location);
D.客户规定孔径特性(Hole Size);
E.客户规定电气性能;
F.客户规定外形尺寸特性
编制/日期:审批/日期:(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。
QFD-边界图-产品功能矩阵图-DFMEA-产品特性清单-PFMEA和控制计划关系图
产品结构树形图
描述产品各个零部件的层次结构和相互关系
边界图
描述分析范围、找到相互联系点。
产品功能矩阵图
从潜在失效模式--后果--失效原因--预防设计措施--检测或 探测措施--风险评估--找到最关键的危险点
描述总成产品功能与零件设计的逻辑关系、帮助找到失效原因。
开发 设计验证计划DVP和设 计验证DVR报告(型式 实验,CAE分析)
DFMEA预防、探 测方法或措施
子部件要求
供方:黑盒子DFMEA 分析 产品检验规程,指实验措 施/结果反馈到 DFMEA DFMEA检验/ 探测措施
产品特殊特性清单
产品图
过程流程图
产品特殊特性与过程 特殊特性矩阵图
从工艺过程分析;失效模式--后果--失效原因-预防设计措施--检测或探测措施--风险评估--找 到最关键的控制点。 关注DFMEA识别的危险点。
QFD、边界图、产品功能矩阵图、DFMEA、产品特性清单、PFMEA、控制计划和作业指导书的关系图
QFD (质量功能展开)
把顾客/市场要求转化为设计要求、零部件特性、工 艺要求、生产要求。 关键客户需求-->产品特性 ;关键产品特性-->部件特 性 ;关键部件特性-->过程特性 ;过程特性-->生产 特性
试 生 产
设备、工装、刀具管 理指导书
PFMEA预防措施(机)
PFMEA
PFMEA探测措施(料)
产品检验规程 /操作指导书
过程特殊特性清单
试生产控制计划 (小批生产工艺)
PFMEA预防措施(工艺方法)、探测措 施/反应计划,体现在控制计划中
批 量 生 产
生产控制计划 (量产工艺)
操作作业指导书
控制计划内容全部反馈到作业指导书中
特殊特性矩阵图--例-模版(可修改)

Q
骨架侧面孔大小
Q
行程大小
骨架尺寸
Q
铁芯尺寸
Q
滑杆组件尺寸1
Q
滑杆组件尺寸2
Q
3
最低动作电压
行程大小
细分见上行
Q
Q
Q
安匝数
电阻
R
Q
匝数
R
Q
附 Q:代表强相关性;R:代表一般相关性
制订人/日期
审核人/日期
批准人/日期
表格编号:QR-ENG-028版本:A
特殊特性矩阵图
制订部门:工程部日期:2013/12/17
产品名称
电磁阀
产品编号
ZHV-0520L-3.8XX
产品特殊特性编号
系统(总成)产品特殊特性具体描述
子系统(零部件)特殊特性具体描述Leabharlann 产品(零件)编号/名称骨架
外壳
盖板
铁芯
滑杆组件
弹簧
漆包线
1
漏气量
垫片硬度
Q
垫片表面光洁度
Q
弹簧弹力大小
Q
2
排气速度
特殊特性矩阵图

行程大小 细分见上行
3
最低动作电压
安匝数
电阻 匝数
附 Q:代表强相关性;R:代表一般相关性
骨架
Q Q Q
Q R R
外壳 制订:
产品(零件)编号/名称
盖板
铁芯
滑杆组 件
Q
Q
弹簧 Q
漆包线
Q
Q
Q
Q
Q
Q
Q
审核:
批准:
制订部门:研发部 产品名称:电磁阀
特殊特性矩阵图
日期: 产品编号:XX-0520L-3.8XX
产品特殊 系统(总成)产品特 子系统(零部件)特殊特性具体描
特性编号 殊特性具体描述
述
垫片硬度1Biblioteka 漏气量垫片表面光洁度
弹簧弹力大小
骨架中心孔大小
骨架侧面孔大小
骨架尺寸
2
排气速度
铁芯尺寸
行程大小
滑杆组件尺寸1
滑杆组件尺寸2
产品特殊特性矩阵图

编号: 制订部门: 研发部 制定日期: 第 1 页 ,共 8 页
产品型号
零件图号
E
产品安装工位
产品名称
特殊性能要求
检查凸轮轴衬套
检查凸轮轴有无磕碰、毛刺、水渍
衬套内表面涂油
按上工装
安装止推片
螺栓涂243胶
测量轴向间隙
凸轮轴总成
清洁度
○
☆
☆
○
○
○
○
转动时无卡滞
○
☆
☆
○
○
○
○
轴向间隙0.1-0.4mm
安装气泵齿及气泵
安装水泵
安装皮带轮及减震器
齿轮室总成
不漏油漏水
○
☆
☆
☆
☆
☆
☆
☆
气泵齿拧紧力矩120N.m
○
○
○
○
○
☆
○
○
机油泵中间齿拧紧力矩
70N.m
○
☆
○
○
○
○
○
○
中间齿盖板拧紧力矩
100~125N.m
○
○
○
○
☆
○
○
○
皮带轮拧紧力矩
70N.m
○
○
○
○
○
○
○
☆
涨紧轮拧紧力矩
60N.m
○
○
○
○
○
○
○
☆
产品特殊特性矩阵图
产品型号
FR6A340N-30
零件图号
FR6A340N-30-2000E
产品安装工位
试车车间
产品名称
特殊性能要求
直流充电桩特殊特性矩阵图

特性矩阵表编号:名称60kW一体式单枪直流充电桩(Q:强相关 Y:一般相关 R:弱相关)图号NR1.00流程产品特性来料检验入库储存领料检查测试程序烧录不良品返修硬件功能测试不良品返修半成品装配模块程序烧录不良品返修打硅胶固定及安装整机联调不良品返修贴标识包装OQC检验入库1 外观不允许有裂纹、折叠、缺料等Q Q2 电源供电额定电压:AC380V Q Q3 充电枪国标5米Q Q4 电压精度≤±0.5% Y Q Y Q5 电流精度≥30A:不超过±1%;<30A:不超过±0.3AY Q Y QF.JZ046.0流程产品特性来料检验入库储存领料检查测试程序烧录不良品返修硬件功能测试不良品返修半成品装配模块程序烧录不良品返修打硅胶固定及安装整机联调不良品返修贴标识包装OQC检验入库6 稳压精度≤±0.5% Y Q Y Q7 稳流精度≤±1% Y Q Y Q8 均流不平衡度≤5% Y Q Y Q9 效率≥94% Y Q Y Q10 功率因数≥0.99 Y Y Q11 振荡波抗扰度3级Y Y Q12 漏保30MA Y Q Y QF.JZ046.0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总装二
产品名称
特殊性能要求
安装调压器支架及发电机
安装调压器
安装混合器总成
安装节气门总成
安装废气旁通阀总成
安装各传感器
安装火花塞
安装线束总成
电控总成
起动机齿间涂固体润滑脂
☆
○
○
○
○
○
○
○
燃气接头涂554燃气密封胶
○
☆
☆
○
○
○
○
○
火花塞间隙0.35~0.4mm
○
○
○
○
○
○
☆
○
火花塞拧紧力矩30N.m
产品型号
FR6A340N-30
零件图号
FR6A340N-30-2000E
产品安装工位
总装二
产品名称
特殊性能要求
检查进排气管有无毛刺、铁屑
安装进气歧管
安装出水管总成
安装排气管
安装增压器
安装机油标尺
安装机油滤总成
进排气管总成
清洁度
☆
○
○
○
○
○
○
排气管螺栓涂防咬胶
○
○
○
☆
○
○
○
增压器进油口加油
○
○
○
○
☆
○
预装
产品名称
特殊性能要求
检查曲轴、主轴承座、缸体
装主轴瓦
涂机油
装止推片
装后油封
拧紧主轴承螺栓
检查曲轴轴向间隙
曲轴总成
清洁度
☆
○
○
○
○
○
○
后油封不漏油
○
○
○
○
☆
○
○
曲轴转动灵活
回转力矩≤50N.m
○
○
☆
☆
○
☆
○
主轴承螺栓拧紧力矩260~320N.m
○
○
○
○
○
☆
○
轴向间隙
0.07~0.25mm
○
☆
○
○
○
○
○
○
○
○
○
☆
○
线束连接正常、无拖挂
○
○
○
○
○
○
○
☆
备注:☆为严重相关 ○为一般相关
编制:殷健 审核:朱云峰 批准:虞顶飞
产品特殊特性矩阵图
编号: FR(DL)-PD-009-029-01 制订部门: 研发部 制定日期: 2012.9.15 第 8 页 ,共 8 页
产品型号
FR6A340N-30
零件图号
产品特殊特性矩阵图
编号: 制订部门: 研发部 制定日期: 第 1 页 ,共 8 页
产品型号
零件图号
E
产品安装工位
产品名称
特殊性能要求
检查凸轮轴衬套
检查凸轮轴有无磕碰、毛刺、水渍
衬套表面涂油
按上工装
安装止推片
螺栓涂243胶
测量轴向间隙
凸轮轴总成
清洁度
○
☆
☆
○
○
○
○
转动时无卡滞
○
☆
☆
○
○
○
○
轴向间隙0.1-0.4mm
活塞挡圈安装方向
○
○
○
○
☆
○
○
○
备注:☆为严重相关 ○为一般相关
编制:殷健 审核:朱云峰 批准:虞顶飞
产品特殊特性矩阵图
编号: FR(DL)-PD-009-029-01 制订部门: 研发部 制定日期: 2012.9.15 第 4 页 共 8 页
产品型号
FR6A340N-30
零件图号
FR6A340N-30-2000E
○
☆
备注:☆为严重相关 ○为一般相关
编制:殷健 审核:朱云峰 批准:虞顶飞
产品特殊特性矩阵图
编号: FR(DL)-PD-009-029-01 制订部门: 技术研发部 制定日期: 2012.9-15 第 3 页 共 8 页
产品型号
FR6A340N-30
零件图号
FR6A340N-30-2000E
产品安装工位
产品型号
FR6A340N-30
零件图号
FR6A340N-30-2000E
产品安装工位
总装二
产品名称
特殊性能要求
检查缸盖表面有无刮痕、毛刺
装火花塞衬套
装气门阀杆及密封套
安装气门弹簧及气门帽
检查气门下沉量
安装缸盖
拧紧缸盖
调节气门间隙
缸盖总成
气门下沉量
进气门0.75~1.17mm
排气门1.08~1.48mm
○
○
○
○
☆
☆
☆
备注:☆为严重相关 ○为一般相关
编制: 审核: 批准:
产品特殊特性矩阵图
编号: FR(DL)-PD-009-029-01 制订部门: 技术研发部 制定日期: 2012.9-15 第 2 页 ,共 8 页
产品型号
FR6A340N-30
零件图号
FR6A340N-30-2000E
产品安装工位
○
○
○
○
☆
○
○
○
皮带轮拧紧力矩
70N.m
○
○
○
○
○
○
○
☆
涨紧轮拧紧力矩
60N.m
○
○
○
○
○
○
○
☆
备注:☆为严重相关 ○为一般相关
编制:殷健 审核:朱云峰 批准:虞顶飞
产品特殊特性矩阵图
编号: FR(DL)-PD-009-029-01 制订部门: 技术研发部 制定日期: 2012.9.15 第 5 页 共 8 页
扭矩点:184-203kw 1256-1388N.m
气耗:小于200g/kw.h
○
○
○
☆
☆
○
○
○
无漏水、漏油、漏气
○
○
○
○
○
○
○
☆
后油封密封良好
○
○
○
○
○
○
☆
○
备注:☆为严重相关 ○为一般相关
编制:殷健 审核:朱云峰 批准:虞顶飞
○
○
○
○
☆
○
○
○
缸盖主螺栓拧紧力矩280N.m,副螺母拧紧力矩130N.m
○
○
○
○
○
☆
○
○
气门间隙
进气门0.3mm,排气门0.4mm
○
○
○
○
○
○
○
☆
备注:☆为严重相关 ○为一般相关
编制:殷健 审核:朱云峰 批准:虞顶飞
产品特殊特性矩阵图
编号: FR(DL)-PD-009-029-01 制订部门: 技术研发部 制定日期: 2012.9.15 第 6 页 共 8 页
总装一
产品名称
特殊性能要求
检查活塞连杆序列号
装连杆瓦
装活塞环
并调整环口位置
活塞销表面间隙
活塞连杆总成
无卡滞
○
○
○
☆
○
○
○
○
连杆轴向间隙
0.15~0.35mm
○
○
○
○
○
○
○
☆
连杆螺栓拧紧力矩
160~250N.m
○
○
○
○
○
○
☆
○
活塞环开口方向
○
○
☆
○
○
○
○
○
FR6A340N-30-2000E
产品安装工位
试车车间
产品名称
特殊性能要求
检查随机记录卡是否填写完整
加入机油
发动机落座台架
磨合试验
性能试验
检查三漏
检查后油封
拧紧机上紧飞轮螺栓
发动机
发动机无漏装、错装
☆
○
○
○
○
○
○
○
运动件充分润滑
○
☆
○
☆
☆
○
○
○
发动机径向窜动量0~0.4mm
○
○
☆
○
○
○
○
○
功率点:230-254kw 991-1095N.m
产品安装工位
总装二
产品名称
特殊性能要求
检查齿轮室表面有无毛刺刮痕
安装机油泵
在缸体结合面涂胶
安装齿轮室
安装中间齿轮轴
安装气泵齿及气泵
安装水泵
安装皮带轮及减震器
齿轮室总成
不漏油漏水
○
☆
☆
☆
☆
☆
☆
☆
气泵齿拧紧力矩120N.m
○
○
○
○
○
☆
○
○
机油泵中间齿拧紧力矩
70N.m
○
☆
○
○
○
○
○
○
中间齿盖板拧紧力矩
100~125N.m
○
机油滤座涂胶
○
○
○
○
○
○
☆
备注:☆为严重相关 ○为一般相关
编制:殷健 审核:朱云峰 批准:虞顶飞
产品特殊特性矩阵图
编号: FR(DL)-PD-009-029-01 制订部门: 技术研发部 制定日期: 2012.9.15 第7页 共8 页
产品型号
FR6A340N-30