CP60技术资料6819
CP60技术资料6869

Samsung Component Placer CP-60L Reference Manual2.3. Inspection of the motor areaCheck the following items.2.3.1. X1, X2 axesw Check if power supply to the motor drive is normal. The LED rotates in the form of number '8' and the light is turned on. (When the Servo is enabled)w Check if connection from the SVIF board to the command connector is complete.Check if any bent connector terminals cause defective connection.w Check the connection status of the Encoder line and the power line and check if connection at the terminal is defective.2.3.2. Y11,Y12,Y21, Y22 axesw Check if power supply for the motor drive is normal. The LED rotates in the form of number '8' and the light is turned on. (When the Servo is enabled)w Check if connection from the SVIF board to the command connector is complete.Check if any bent connector terminals cause defective connection.w Check the connection status of the Encoder line and the power line and check if connection at the terminal is defective.2.3.3. Z1~Z12, φ1~φ6 axesw Check if power supply to the motor drive (Agile Max2000) is normal. ( After initializing S/W, “Green LED” of Max2000 should be “ON”.)w Check if the power line and the encoder line of the Motor are connected correctly to the respective parts of the Max2000 Driver.w Check if there is any defective connection at the terminals of the Encoder line and the power line.w Check the connection status of the Data Cable and Solenoid Cable with the Head I/F board.2-142.3.4. X- Axis & Y- Axis Motor TroubleshootingUpon occurrence of an error, the '7-segment LED' blinks to display the alarm status andthe alarm code or bit is output. At that time, take appropriate measures referring to thefollowing table.Table 2-1. X- Axis & Y- Axis Motor Troubleshooting7-segmentLED AlarmNameOperating Status Problem SolutionComes on only byturning on the controlpower.ŸFaulty PC board.ŸReplace theServo Amplifier Comes on with "startready complete" afterturning on the mainpower supply.ŸFaulty PC board.ŸReplace theServo AmplifierComes on with "ServoON".ŸFaulty motor grounding.ŸFaulty power module.ŸFaulty current feedbackcircuit.ŸReplace themotor.ŸReplace theServo Amplifier.ŸCorrect thewiring.1 Powerelementerror(over-current)Comes on with themotor stopsŸImproper combination ofmotor and amplifier.ŸSet theServomotorcode again Comes on only byturning on the controlpower.ŸFaulty PC board.ŸReplace theServo Amplifier Comes on while themotor is in operation.ŸThe motor is operatedover the rated torque.ŸReview theload.The motor rotates butwith no torque.ŸImproper wiring of themotor power line (U, V,W).ŸBroken wire in a phaseof the motor power lineŸImproper combination ofmotor and amplifier.ŸCorrect thewiring.ŸReview thecombination.2 Over-loadComes on if the motoris in operation under rated torque. ŸFaulty PC board.ŸReplace theServo AmplifierComes on only byturning on the control power.ŸFaulty PC board.ŸReplace theServo AmplifierComes on after a little while since the main power supply is turned on. ŸInput supply voltage istoo high.ŸInput supply voltagewaveform is distorted.ŸLower thesupply voltagebelow thespecification.5 Over-voltageComes on while the motor is in operation. ŸThe load inertia is toolargeŸReduce theload inertiabelow thespecification.2-15Samsung Component Placer CP-60L Reference Manual2-167-segmentLEDAlarm NameOperating Status ProblemSolutionComes on only by turning on the control power.Ÿ Faulty PC board Ÿ Faulty Motor Encoder Ÿ Replace theServo Amplifier. Ÿ Replace theservo motor.Ÿ Improper velocity scale setting. Ÿ Set the velocity scale again.Ÿ The velocity command is too large. Ÿ Reduce thecommand below thespecification. Ÿ Faulty Motor EncoderŸ Replace themotor.Comes on while the motor is in operation.Ÿ Incorrect encoder signal wiring. Ÿ Correct the wiring.Ÿ Too large overshoot.Ÿ Reset the servosetting. 6Over-speedComes on when the motor starts.Ÿ The load inertia is too large. Ÿ Reduce theload inertia below thespecification. Ÿ The input power is below 170V. Ÿ Restore thesupply voltage to thespecification. Ÿ The ¡¾15V power isabnormal.Ÿ Replace the Servo Amplifier. 7Control power supply errorComes on only by turning on the control power.Comes on while the motor is in operation.Ÿ Too large input powervariation.Ÿ Lower the power supplyvoltage belowthespecification. Ÿ Faulty encoder Ÿ Faulty Servo Amplifier. Ÿ Replace themotor Ÿ Replace theServo Amplifier.Ÿ Incorrect wiring ordisconnection of theencoder signal.Ÿ Correct thewiring.Ÿ Absolute encoder serial communication error. Ÿ Check thewiring and the encoder powersupply. 8Sensor errorComes on only by turning on the control power.Ÿ Faulty Encoder ( Bad Communication) Ÿ Check thewiring and the encoder powersupply. Comes on only by turning on the control powerŸ Faulty PC board.Ÿ Replace the Servo Amplifier.9Main power supply dropComes on after the main power is turned on.Ÿ The supply voltage is too low. Ÿ Restore thesupply voltage to thespecification.7-segmentLED AlarmNameOperating Status Problem SolutionŸThe rectifier is bad ŸReplace theServo Amplifier.ŸToo large input powervariation.ŸLower thesupply voltagebelow thespecification.Comes on while themotor is in operation.ŸFaulty PC board. ŸReplace theServo Amplifier.Comes on only byturning on the controlpower.ŸFaulty PC board.ŸReplace theServo Amplifier.ŸThe 3-phase powersupply has a phasemissing.ŸNormalize thepower supply.A Mainpowersupplyphasemissing.Comes on after themain power is turnedon. ŸInsufficient tightening ofinput terminal.ŸCorrect thewiring.Comes on after thecontrol power isturned on.ŸFaulty PC board.ŸReplace theServo Amplifier.Comes on with ServoON.ŸThe motor oscillates(vibrates).ŸPerform servotuning.ŸReplace theServo Amplifier.ŸReplace themotor.C Velocitycontrolerror.Comes on when a velocity command is entered. ŸImproper wiring ordamage to the motor.ŸImproper wiring ordamage.ŸCorrect thewiringŸ A command pulse isinput.ŸStop inputting acommand pulseand enter"deviationclear".Comes on after thecontrol power isturned onŸFaulty PC board. ŸReplace theServo AmplifierŸMaximum deviation value setting is too low.ŸReview theover-deviationvalue orposition loopgain.ŸThe load inertia is too large. ŸReview theinertiacalculated interms of themotor shaft.ŸThe motor is locked. ŸUnlock themotor.ŸImproper wiring of the encoder signals. ŸCorrect the wiring.D Over-deviationComes on duringoperation.ŸCommand pulsefrequency is too high . ŸLower the frequency.External over-Comes on afterturning on the controlŸFaulty PC board. ŸReplace theServo Amplifier.2-17Samsung Component Placer CP-60L Reference Manual2-187-segmentLEDAlarm NameOperating StatusProblemSolutionŸ Faulty PC board.Ÿ Replace the Servo Amplifier.Ÿ The H1 and H2 terminals are open. Ÿ Correct the wiring.Eheating. power.Ÿ Faulty external thermal.Ÿ Replace thethermal.Ÿ Faulty PC board. Ÿ Low 5V power. Ÿ Replace the Servo Amplifier.Comes on after the control power is turned on. Ÿ Faulty servo processor.Ÿ Replace theServo Amplifier.FServo processor errorComes on during operation. Ÿ Faulty servo processor. Ÿ Low 5V power. Ÿ Replace the Servo Amplifier. Comes on after the control power is turned on.Ÿ Faulty PC board. Ÿ Faulty thermal. Ÿ Replace the Servo Amplifier. Ÿ Large regenerative power. Ÿ Install an external regenerative resistor. HOver-heating of internal regenerative resistor and DB resistor.Comes on during operation. Ÿ Faulty thermal. Ÿ Replace the Servo Amplifier. Comes on with the control power ON status.Ÿ Faulty PC board. Ÿ Replace the Servo Amplifier. Comes on when the main power is turned on.Ÿ Faulty regenerative transistor.Ÿ Replace the Servo Amplifier.Ÿ The regenerativecapacity is exceeded.ŸParameter error.Ÿ Install an externalregenerativeresistor.Ÿ Review the parameter. JRegenera tive errorComes on during operation.ŸThe load inertia is toolarge.Ÿ Reduce the load inertia below thespecification.Ÿ Increase the deceleration time.PMemory errorComes on after the control power is turned on.Ÿ Faulty PC board. Ÿ Improper motorcombination. ŸMemory IC error. Ÿ Replace the Servo Amplifier.Ÿ Set theServomotor code again.¡æTurn power offonce, then on again.UAbsolute encoder battery alarmComes on after the control power is turned on.ŸUnstable absolute encoder counter (multi-revolution) resulting from a low battery, low battery status continued for 20 Ÿ Replace the battery.¡æEnterthe ECLR signal for at least 47-segmentLED AlarmNameOperating Status Problem Solutionhours or more, ordisconnection/noconduction.seconds.ŸLow 5V power ŸReplace theServo Amplifier.ŸFaulty PC board. ŸReplace theServo Amplifier.Remains off after thecontrol power hasbeen turned onŸCPU errorŸTurn the controlpower off once,then on again.If the errorrecurs, replacethe ServoAmplifier.ŸLow 5V power ŸReplace theServo Amplifier.No light CPU errorComes off duringoperationŸCPU error ŸTurn the control power off once,then on again.If the errorrecurs, replacethe ServoAmplifier.2-19Samsung Component Placer CP-60L Reference Manual2-202.3.5. Z - Axis & φ - Axis Motor TroubleshootingTable 2-2. Z - Axis & φ - Axis Motor TroubleshootingRed LED StatusProblemSolutionNo. 1 flashesHall Sensor ErrorEither the Hall Sensor value is incorrect or the Hall Sensor is not connected.No. 2 flashesExcessive Following ErrorThe Position exceeds the set value.No. 3 flashes Encoder Fault The Encoder value is not changed. No. 4 flashesExcessive Velocity ErrorThe motor speed exceeds the set value.No. 5 flashesOperation Timed outThe motion command is not processed within the given time.No. 6 flashesAverage Current Limit ExceededThe average current exceeds the set value.No. 7 flashes Reserved for future ReservedNo. 8 flashes Under Voltage The rated voltage for 85V is under 15volts. No. 9 flashes Over Voltage The rated voltage for 85V is over 85volts.No. 10 flashesTemperature WarningThe temperature of the Driver is over 60¡ÆC or under 10¡ÆC or the temperature sensor is defective. No. 11 flashesTemperature FaultThe temperature of the Driver is over 75¡ÆC or under 0¡ÆC or the temperature sensor is defective. No. 12 flashesA/D Time outDefective A/D power board or the connection of internal connector is defective.No. 13 flashesBrake short circuitBrake driver is shorted or the brake driver current is over 1A.No. 14 flashesAmp Short circuitPower Short circuit current is over 20A. No. 15 flashesFatal System ErrorDriver internal system Error Replace Max2000 Driver B/DRed LED Status Problem SolutionFlashes once for long Start up sequenceFault While power is supplied to the Driver, the enable input command is transmitted.Flashes once shortly. And it is on continuously. Parameter Check sumFaultTurn power off and replace Max2000 Driver B/DFlashes twice shortly.And it is oncontinuously.FPGA Fault Turn power off and replace Max2000 Driver B/DFlashes three timesshortly. And it is oncontinuously.Loop back Fault Turn power off and replace Max2000 Driver B/DFlashes four timesshortly. And it is oncontinuously.Power interface Fault Turn power off and replace Max2000 Driver B/DFlashes five timesshortly. And it is oncontinuously.A/D Fault Turn power off and replace Max2000 Driver B/DFlashes six timesshortly. And it is oncontinuously.Offset Fault Turn power off and replace Max2000 Driver B/DFlashes seven timesshortly. And it is oncontinuously.PIC Error Turn power off and replace Max2000 Driver B/DFlashes eight times shortly. And it is on continuously. Invalid ParameterValueCheck the saved parameter value by usingMAXWIN.Green LED ONRed LED OFFNormal OperationGreen LED OFFRed LED OFFNo errors detected Max2000 is waiting for the enable input.2-21Figure 2-6. Sensor Layout2(Transport Rail &LSO)2-23。
CP60技术资料6862
1.5. Control System SpecificationsEmbedded in the CP-60L model is a high-speed CPU that provides the production andproduction management information of PCB, and is designated for creating and editingthe production program as well. The system operation can reading be learned by using theMMI based on Windows NT.1.5.1. PCB productionw Program selectionThe CP-60L model has large-capacity hard disks (over 40 GB). Data can also bestored in a 3.5-inch floppy disk. The user can store the program or data either in ahard disk or a floppy disk.w Continuous production of PCBThe number of completed PCB's produced is shown on the screen while PCB's arebeing produced. The number of PCB's to be produced and the number of componentsto be placed can be inputted.w Test operating functionsThe correct coordinates of a component position can be obtained by temporarilyplacing the component and inputting the correct coordinates through a Teaching Boxby tracking the position with a camera. In this case, the coordinates are adjustedrelative to each other.w Production management informationThe CP-60L model provides the following basic production management information:§ Number of completed PCB's § Operating time (actual running time) § Stop time§ Number of successfully placed components § Number of bad-marked PCB's§ Number of components supplied for each feeder1.5.2. Creation and editing of production programThe production program (Man-Machine Interface, MMI) is composed of the following data parts:w Placement data: data on the components to be placed on PCB including theirpositions (coordinates)w Component data: data related to the components w Feed data: data related to the feeder etc.w Vision Data: data related to the recognition of the componentsWarningDuring teaching, the operator or people near the operator could be injured due to operation error or insufficient checking of surroundings.Before start teaching, check the device to teach one more time, and check whether there is any worker near the machine.1.5.3. Input/Output device1.5.3.1. KeyboardThe CP-60L model has two keyboards. They are used for operating Window NT andcreating and editing data on MMI.1.5.3.2. Teaching BoxA Teaching Box is used for teaching the position for pickups and placing the component.The Teaching Box has a switch for selecting an object for teaching, X-Y control button,up-and-down motion button along the Z-axis, and a rotation button , a vacuum on/offbutton for a head. For more detailed description on the operation of the teaching box,please refer to "3.3 Button Manipulation of Teaching Box (page 3-5)".1.5.3.3. MouseThe mouse facilitates the operation of Windows and MMI.1.5.3.4. TFT LCD(15.1”)Placed on the CP-60L model is a TFT LCD for showing how the production program iscreated and edited and how the system is operated.Also, the CP-60L model captures images from the Teaching Camera and provides themon the camera window in real time.1.5.4. Number of data that can be handled by MMIw Number of steps placed: 3,000 Step (maximum)w Number of programs PCB production: more than 1,000 (As long as the Hard disk capacity accommodates it and it does not interfere with MMI operation)w Number of component data: Unlimited (As long as the Hard disk capacity accommodates it and it does not interfere with MMI operation)w Number of feeder dataTape Feeder: 116Stick Feeder: 20 LaneMatrix Tray Feeder: 4w Number of component marks: 2 per component (maximum) w Number of PCB marks: 3 per component (maximum)1.5.5. Connections with peripheral units 1.5.5.1.Signals and InterfaceTable 1-5. Signals and InterfaceSignalItemSpecificationsRemark PIN No.1: (+)Input Signal Less than 24 V/10mA Busy Input(In)PIN No.2: (-)Ground PIN No.3: Contact output Board Available Output(Out) PIN No.4: Contact outputAMP 206043-1 Machine Side From Next M/CConnector AMP 206044-1External Connection PIN No.1: Contact output BusyOutput(Out)PIN No.2: Contact outputPIN No.3: (+) Input Signal Less than 24 V/10mA Board Available Input(In) PIN No.4: (-)Ground AMP 206043-1Machine Side In-Line SignalFrom Previous M/CConnectorAMP 206044-1External ConnectionFigure 1-3. Interface1.5.5.2. Connectorsw Socket for tray feeder: 25 Pin D-Subw Socket for RS232C: 25 Pin D-Subw Socket for Printer: 25 Pin D-Subw Teaching Box Connector: 9 Pin D-Subw Connector for Stick feeder: 4 Pin Nylon。
CP60技术资料6857
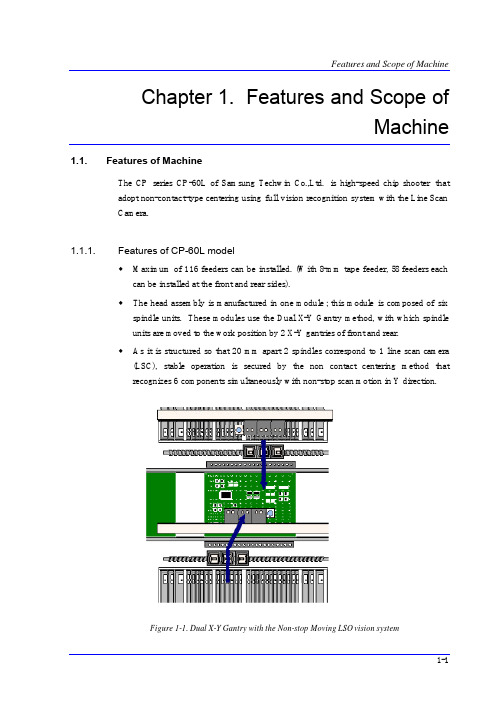
Features and Scope of MachineChapter 1. Features and Scope of Machine1.1. Features of MachineThe CP series CP -60L of Samsung Techwin Co.,Ltd. is high-speed chip shooter that adopt non-contact-type centering using full vision recognition system with the Line Scan Camera.1.1.1.Features of CP-60L modelw w Maximum of 116 feeders can be installed. (With 8-mm tape feeder, 58 feeders each can be installed at the front and rear sides). The head assembly is manufactured in one module ; this module is composed of six spindle units. These modules use the Dual X-Y Gantry method, with which spindle units are moved to the work position by 2 X-Y gantries of front and rear. w As it is structured so that 20 mm apart 2 spindles correspond to 1 line scan camera (LSC), stable operation is secured by the non contact centering method that recognizes 6 components simultaneously with non-stop scan motion in Y direction.Figure 1-1. Dual X-Y Gantry with the Non-stop Moving LSO vision system1-1Samsung Component Placer CP-60L Operations Manual w w Designed for high stiffness, the spindle module has a part size capability that enables faster motion time (Z-axis motion time - 13G). Z-axis motion is driven by a AC servo motor through high-precision, high stiffness Rack and Pinion. The moving mass of this mechanism is balanced by the constant force spring. As the descending speed of Z axis of head is 13G, inserting a hand under the head while the machine is in operation could result in injury. Do not insert a hand under the head while the machine is in operation. When Windows is shut forcibly due to internal error, the machine might be still in operation. In that case, if the program is restarted, the machine might run out of control. Turn the power switch off and restart the system .WarningWarningw w w w wθ-axis motion is carried out by high precision, zero backlash ball bearing spline assembly and a AC servo motor. The high-precision AC servo motor controls two axes simultaneously by connecting two ball bearing spline nut housings with the timing belt. The X-Y axis driving gear is each driven by AC servo motor, thus securing the precision required for high-precision move. Moving Camera enables high-speed fiducial mark recognition for high-speed placement (the placement of components on a PCB) performance. The software (Man-Machine Interface, MMI), based on Microsoft Windows NT has improved the ease of use. For operating machine, and for creating and modifying the production program, multi-window system software is used.wMaintenance and service capabilities have been improved by enhanced a selfdiagnostic function and a self-calibration function that activates when errors occur.1-2。
CP60技术资料6865

1.2. Inspection, Maintenance and Repair for Major Areas1.2.1. Head Assembly1.2.1.1.Configuration of Head AssemblyFigure 1-1. configuration of head assemblyThe Head consists of the mechanical area, where 6 spindles are structured to perform up down movement and rotational movement, the Head camera area, and other utilities for the supply of air pressure and power. In addition, the LSO recognition fiducial is attached at the bottom of the head to provide the base coordinates of spindle during component recognition by camera.As the placement quality is most susceptible to the condition of the Head, cleanliness of spindles, and maintenance of the nozzle, nozzle holder and vacuum filter are important check points. The fiducial mark for LSO recognition is not exposed to contaminable environment, however if it is contaminated due to negligence, it needs to be cleaned as it affects placement precision.Warning If you need to approach the major areas for maintenance, Be sure to turn off the main power switch for safety.The malfunction caused by manual moving of the gantrymay cause damage to the machine or injury of the operator. Don't move the gantry manually.LSOrecognition fiducialHead Camera SpindleAir distributor and Blow ChamberVacuum FilterVacuum SensorNozzle Holder and Nozzle1.2.1.2. Nozzle HolderInspectionThe nozzle holder could be damaged or bent. Check the compliance assembly to makesure the spring is moving properly and there is no bent.Figure 1-2. nozzle holderSolutionHold the groove area with one hand, lower the spindle, and separate the nozzle holder with a 9mm wrench, then replace the damaged nozzle holder.Disassembling the nozzle holder from the Head¨çGrip the groove (A) on the upper side of head splineusing a spanner.¨è Insert the nozzle holder assembling tool(B) into thenozzle holder.¨é Loose the nozzle holder until it can be unscrewedmanually using the nozzle holder assembling tool.¨ê Disassemble the nozzle holder manually.Assembling the nozzle holder into the Head¨ç Insert the nozzle holder into the head and screw itmanually.¨è Tighten the nozzle holder using the nozzle holderassembling tool.¨ëGroove1.2.1.3. Coil TubeInspectionOperation of the machine over a long period of time might weaken the elasticity of thecompliance coil tube, which in turn could cause clamping errors during nozzle exchange,therefore, check the tube frequently. When the coil tube is damaged, it might be torn, takeprecautions so that it is not damaged.SolutionIf the coil tube is damaged, replace it with a new one.1.2.1.4. NozzleInspectionCheck the nozzle to see if an excessive wear occurs or if the tip of the nozzle has beenaltered due to impact. In addition, check to see if any contamination, such as solder pasteis clogging the nozzle.SolutionClean the nozzle with cleaning liquid in case of contamination, or replace the nozzle ifan excessive wear was detect.w Removing contaminant on the nozzle§Removing contaminant on the nozzle holeSpray the recommended cleaning liquid on the nozzle hole by using a spray strawAfter 1 minute, blow out the cleaning liquid from the tip of the nozzle by using airpressure.Blow out all the cleaning liquid from the nozzle hole.If the contaminant is not removed by above method, repeat it once more.If the contaminant still remains, contact us C/S.§Removing contaminant from the wings and tip of the nozzle.Damp a piece of cloth with the recommended cleaning liquid by using a spray straw.Wipe the wings or tip of the nozzle with the dampened cloth.Wipe off all cleaning liquid with a piece of clean cloth.If the contaminant is not removed by above method, repeat it once more.If the contaminant still remains, contact us C/S.w Recommended cleaning liquid: CHEMTECH Sticker Remover sprayAvailable at: Our company.§PrecautionsPrecautions for handling written on the container must be followed.Do not spray toward a flame.Keep away from heat, sparks, and open flame.Do not keep it in the temperature of over 40 ¡ÆC.Do not use it in a closed space.Do not dispose the container in the fire. Remove all gas and dispose it.Do not inhale the vapor and avoid contact with skin, eyes, and clothes.After use, turn the container upside down and spray the remaining liquid.Keep it away from children. Do not swallow it.Do not use it for purposes other than cleaning the hole, wings, and tip of the nozzle. Please refer to Material Safety Data Sheets for details.1.2.1.5. Vacuum FilterInspectionProblem to the vacuum can occur when the vacuum filter has been contaminated by dust in the air or due to solder paste. Check the vacuum filter regularly to make sure the filteris free from contamination.Figure 1-3. Replacement of Vacuum Filter1.2.1.6. SpindleInspectionContamination (such as solder paste, etc.) in the spindle can cause pickup problems. The inside of the spindle must be cleaned in case of contamination. Solutionw Remove the rotary joint.w Place a soft cloth beneath the spindle and pour a small amount of alcohol from the topof the spindle.w Using an air gun, completely blow out any residue or alcohol that may be inside thespindle.Coil TubeFigure 1-4. Remove the contamination in the spline shaft1.2.1.7. Air SectionInspectionw Check to see if there is any abnormal air leak from the air distributor or the fittingjoint area of the solenoid valve.w Check to see if there is any air leak from the blow chamber attached to the solenoidvalve.CautionMake sure the alcohol does not spill out from the spindle when pouring the alcohol into the spindle and make sure to block the bottom of the spindle with a piece of cloth.CautionUsing the air gun without putting on goggles may cause injury to the eyes of the operator. Be sure to wear goggles when using the air gun.BearingSpline ShaftFittingFigure 1-5.Vacuum GeneratorSolutionw If there is air leak from the fitting joint area, tighten it firmly enough but not enoughto break it. If the fitting is damaged, please contact our C/S center for A/S.w When the blow chamber is not tightened enough, air leak can occur. Tighten it so thattight fastening can be maintained.1.2.2. X-Y Frame Section1.2.2.1. X-axis L/M Guide RailInspectionw Check the rail for discoloration or dust.w Check the lubricants on the rails. Insufficient lubricants on the rails could causeunusual noise during operation of the machine.CautionIt may shorten the average life span of a machine if grease not specified by our company is applied on the machine. Use the grease specified by our company.Figure 1-6. X-Axis L/M Guide Rail & BlockSolutionw Clean any contamination or dust on the rail, and apply grease if necessary. w If necessary, inject grease through the grease nipple of the block.1.2.2.2. Y-axis L/M Guide RailInspectionw Check the rail for discoloration or dust.w Check the lubricants on the rails. Insufficient lubricants on the rails could causeunusual noise during operation of the machine.L/M Guide Rail GrooveL/M Guide BlockGrease Nipple (4 points)Grease NippleFigure 1-7. Y-axis L/M GuideSolutionw Clean the rail of any contamination or dust, and apply grease if necessary. w If necessary, inject grease through the grease nipple of the block.1.2.2.3. X-axis Ball ScrewFigure 1-8. X-Axis Ball ScrewInspectionw Check the ball screw for discoloration or dust.w Check the lubricants on the ball screw. Insufficient lubricants on the rails could causeunusual noise during operation of the machine. Solutionw Clean the ball screw of any contamination or dust, and apply grease if necessaryBall Screw Grease Nipplew If necessary, inject grease through the grease nipple of the screw.1.2.2.4. Y-axis Ball ScrewBall ScrewGrease NippleFigure 1-9.Y-Axis Ball ScrewInspectionw Check the ball screw for discoloration or dust.w Check the lubricants on the ball screw. Insufficient lubricants on the rails could cause unusual noise during operation of the machine.Solutionw Clean the ball screw of any contamination or dust, and apply grease if necessary.w If necessary, inject grease through the grease nipple (4 points) of the screw.1.2.3. Conveyor System1.2.3.1. PCB Conveyor BeltInspectionw Check the tension of the belt to see if it is too tight or too loose.w Check the belt for abnormal wear.w Check the driving motor pulley for abnormal wear.w Check the support idler for abnormal wear.w Check the belt to see if it has shifted in position or is coming off.Figure 1-10. PCB Conveyor BeltSolutionw Use the support idler for the motor to adjust the tension of the belt if it seems tootight or too loose.w Contact the service center to acquire replacement for the belt if an abnormal wear hasbeen found.1.2.3.2. PCB Detect SensorInspectionw Check to see if the sensor window has been contaminated. w Check the sensitivity of sensor.w Check the sensor's performance to see whether it is functioning or not.Figure 1-11. PCB Detect SensorSolutionw Eliminate the contamination and clean the sensor window with a soft cloth. w Adjust the sensitivity of sensor.Sensor WindowSupport IdlerSupport Idlerw If the sensor is found defective, contact the service center for a replacement.1.2.3.3. Stopper InspectionInspectionw Check the upper section of the stopper to see if excessive wear has occurred (inspectthe area where it contacts the PCB).Figure 1-12. Stopper Inspection PointsSolutionw If excessive wear is detected, replace the upper section of the stopper.1.2.3.4. Conveyor Cylinder OperationInspectionw Check the operation of each cylinder. w Check the detect sensor of each sensor.Solutionw The operation of each cylinder can be checked using <Setup/Manual Control>command or <Setup/Diagnostics/Self Diagnosis> command on the MMI application. w If the cylinder is found defective, contact the service center for a replacement.1.2.4. Electric DeviceInspectionw Check abrasive wear in each area of the device.w Check if the machine generates errors when the switch is operated.w Check if the corresponding Input IO on the MMI IO window operates.(EmergencySwitch , Door Switch)w Check if power is disconnected when the Current Breaker is operated. SolutionWarning Adjusting the sensor or correcting an error while the machine is ready could result in personal injury. Be sure toadjust the sensor or correct an error in the stop status (idlemode) after cancelling the ready status. Inspection Pointw Contact our C/S center for service when severe abrasive wear is present or themachine does not work properly.1.2.5. Feeder Station Section 1.2.5.1.Feeder BaseInspectionw Make sure the feeder base is clear of any stray components or residue beforeinstalling the feeders onto the feeder base. Solutionw Eliminate or remove any components or contamination on the feeder base and cleanwith a soft cloth.1.2.5.2. Adjustment of Multi Cylinder SpeedInspectionw Check to see if inadequate setting of the speed control is causing problems to feedersoperation when presenting components.Figure 1-13. Speed Control ValvesSolutionw Adjust using the speed control valve for the multi -cylinders.1.2.6. LSO Vision 1.2.6.1.Cover GlassInspectionw Check to see if there are any dust, components or contamination on or near the coverCautionBefore checking abrasive wear, be sure to turn off power, lock, and check.CautionEliminate or remove any components or contamination on the feeder base and clean with a soft cloth.In case of wear is found, it could lead to reliability problems with the component pickups. Contact the service center for service or replacement.Speed Control Valveglass.Figure 1-14. LSO VisionSolutionw Clean the cover glass using a soft cloth.1.2.7. Pneumatics1.2.7.1. Pressure SettingsInspectionw Check to see if the supplied pneumatics is appropriate for the configured pressure.Pressure GaugeRegulatorAir Filter & Auto DrainerFigure 1-15. Inspection for PneumaticsSolutionw Adjust the pneumatics setting by rotating the regulator CW(Clockwise) or CCW(Counter Clockwise).1.2.7.2.Air Filter & Auto DrainerInspectionw Check to see if there are any moisture or water inside the air filter. w Check to see if the filter element is clogged. w Check for discoloration of the filter element.w Check to see if moisture is being properly drained out through the drainer. w Check to see if the tube is properly connected to the drainer.CautionSetting the pressure incorrectly could harm the machine performance. Set the pressure correctly.Warning Changing the air filter without cutting off the air pressurecould result in personal injury.Be sure to cut off air pressure before changing the air filter.SolutionHow to change the air filterw Lower the locking mechanism or handle for the air filter tray and turn it sideways to remove the tray.w Remove the contaminated filter element.w Install the new filter element reversing the above procedures.w Reassemble the tray.1.2.7.3. Gauge and Pressure SwitchInspectionw Check to see if the pressure switch has been automatically activated by low pressure.Solutionw If it does not function properly, contact the service center for service.1.2.7.4. Connections and FittingsInspectionw Check for unusual wear in the tubes.w Check to see if any tubes and fittings are loose, and make sure there are no leaks.Solutionw Replace the tube if unusual wear is discovered.w Tighten any loose fitting.1.2.8. Component Feeding Sub-Systems (Feeders)w Please refer to the manuals for information on each component feeding sub-systems.。
CP60技术资料6789

Production Menu 13-7If the PCB status sensed by the machine is different from the actual status, click on this button to remove the board by force. Then, CP-60 MMI considers that no PCB is in the corresponding Station. The status of PCB must be checked in the actual machine in case the PCB is stuck in the middle.13.2. Start [F2]When the "PCB Download" operation has been completed, this button is activated while the placement is not in progress, and it is inactivated while the placement is in progress. This menu transmits the command to start the placement related to the downloaded PCB data to the machine.13.3. Stop [F3]When the “PCB Download” operation has been completed, this button is activated while the placement is in progress, and it is inactivated while the placement is not in progress. This menu transmits the command to stop the placement related to the downloaded PCB data to the machine.13.4. Reset All Feeder [F5]Reset all Feeders in an error state.13.5. Feeder Recovery [F6]Recover from vacuum, LSO, or Vision problems that may occur with feeders or MatrixTray while running a PCB through the machine. When a Vacuum, LSO, or Visi on problem occur, Cp-60 MMI will move the head to the first feeder where an error has occurred, and display an error message on the Message window. Depending upon the Head Independence setting (Production/Option), the Message window will display at the first error occurrence when the setting is off, or appear after the last attempt to place a part when the setting is on.Warning Pressing the Start switch without checking the presence of worker nearby could cause injury. Be sure to check if there is any worker near the machine before pressing the Start switch. Warning Inserting a part of body while the machine is in operation or in temporary stop could result in severe injury. Do not insert a part of body while the machine is in operation or in tempo rary stop.Samsung Component Placer CP-60L Operations Manual13-8Figure 13-6.”Feeder Recovery” dialog boxw <Move> buttonClick this button to move the camera to the Pickup position.w <Fill> buttonClick this button to fill the Feeder. Used to be for Matrix Tray Feeder.w <Reset> buttonClick this button to set the feeder to a ready state after correcting the problem. w <Pickup Check> buttonWhen a part is on a nozzle, click this button to verify a pickup position.w <Inspect Teach> buttonWith a part on the head to display “Inspect Teach “ dialog box to resolve LSO or Vision problems.w <Next> buttonUsed to reset the error status of current feeder, and display the next feeder where a problem has occurred. If no more problems exist, the dialog box will close. w <Close> buttonCloses this dialog box.13.6. Conveyor Recovery [F7]Used to correct the problem occurred during run operation.Figure 13-7. “Conveyor Recovery ” dialog boxw <Park Gantries> groupWarning Inserting a part of body while the machine is in operation or in temporary stop could result in severe injury. Do not insert a part of body while the machine is in operation or in temporary stop.。
CP60技术资料6814
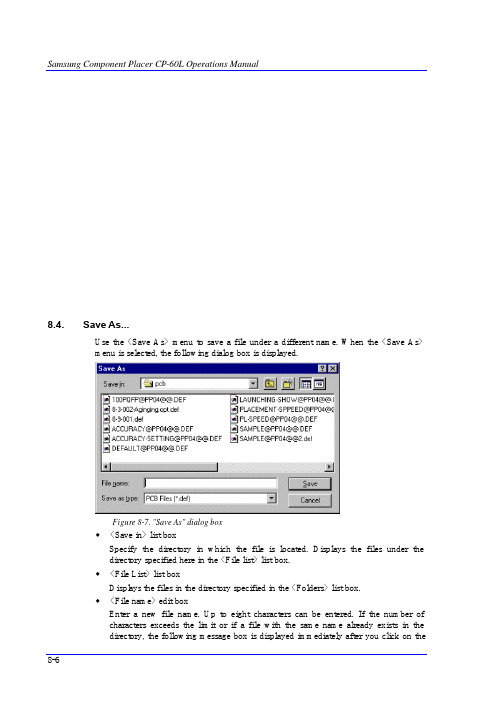
Samsung Component Placer CP-60L Operations Manual8.4. Save As...Use the <Save As> menu to save a file under a different name. When the <Save As>menu is selected, the following dialog box is displayed.Figure 8-7. "Save As" dialog boxw<Save in> list boxSpecify the directory in which the file is located. Displays the files under thedirectory specified here in the <File list> list box.w<File List> list boxDispl ays the files in the directory specified in the <Folders> list box.w<File name> edit boxEnter a new file name. Up to eight characters can be entered. If the number ofcharacters exceeds the limit or if a file with the same name already exists in thedirectory, the following message box is displayed immediately after you click on the 8-6File Menu 8-7 <OK> button. If you click on <Yes> button in the "Save As" message box, the newfile overwrites the existing file.Figure 8-8. "Save As" message boxw <Save as type> combo boxSelect file format to be displayed in the <File list> list box. When the triangular button is clicked on, displays accessible file format.§ PCB Files(*.def): displays all files with the 'def' extension only.§ OPT Files(*.opt): displays all files with the 'opt' extension only.w <OK> buttonSelects a file and closes the "Save As" dialog box.w <Cancel> buttonCancels the <Save As> command and closes the "Save As" dialog box.Caution If the extension of PCB File is changed arbitrarily, the PCB File will not be recognized.Do not change the extension of PCB File.。
CP60技术资料6770
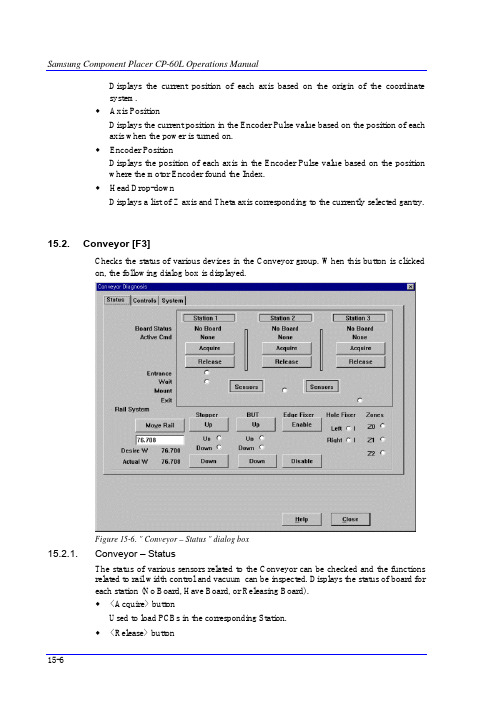
Displays the current position of each axis based on the origin of the coordinatesystem.w Axis PositionDisplays the current position in the Encoder Pulse value based on the position of eachaxis when the power is turned on.w Encoder PositionDisplays the position of each axis in the Encoder Pulse value based on the positionwhere the motor Encoder found the Index.w Head Drop-downDisplays a list of Z axis and Theta axis corresponding to the currently selected gantry.15.2. Conveyor [F3]Checks the status of various devices in the Conveyor group. When this button is clickedon, the following dialog box is displayed.Figure 15-6. " Conveyor – Status " dialog box15.2.1. Conveyor – StatusThe status of various sensors related to the Conveyor can be checked and the functionsrelated to rail width control and vacuum can be inspected. Displays the status of board foreach station (No Board, Have Board, or Releasing Board).w<Acquire> buttonUsed to load PCBs in the corresponding Station.w<Release> buttonUsed to release PCBs from the corresponding Station.w SensorsIndicates whether the Conveyor sensors are sensed.w StopperCan move Up/Down the Stopper.w<Rail System> button§<Move Rail> buttonUsed to extend the rail to the conveyor width wanted. Enter the value of desiredwidth in the edit box below.§StopperMoves Up/Down the Stopper.BUTMoves Up/Down the Back-Up Table.§Edge FixerTests the operation of Edge Fixer.§Hole FixerTests the operation of Hole Fixer.§ZonesTests the Zone sensor related to Conveyor width control.15.2.2. Conveyor – ControlsOn this widow, Conveyor functions can be manipulated manually and the SMEMAControl Diagnostics function is activated.Figure 15-7. “Conveyor-Controls” dialog boxw<Reset> buttonInitializes the Conveyor setup parameters at each Station to 0.w<Manual Belt Control> buttonSwitches the Conveyor Belt control at each Station to manual or automatic. w<Run> buttonExecutes manual belt adjustment at each Station.w<Stop> buttonStops manual belt adjustment at each Station.w SMEMA ControlTests the SMEMA Control signals individually.w<Not-Busy Out>Sends a PCB request signal to the previous machine. (Yes, No)w<Brd Avail In>Receives a PCB input signal from the precious machine. (Yes, No)w<Not-Busy In>Receives a PCB request signal from the next machine. (Yes, No)w<Brd Avail Out>Sends a PCB output signal to the next machine. (Yes, No)15.3. Light [F4]Checks the lighting d evices attached on the Move Camera, Fly Camera, and Fix Camera. When this button is clicked on, the following dialog box is displayed.Figure 15-8. " Camera Light Diagnosis " dialog boxw <DownCamera> option buttonSelect the DownCamera. Then, the selection item in the <Select Camera> combo box is decided. For the Down Camera, set inner and outer lighting.w <LSOCamera> option buttonSelect the LSOCamera. Then, the selection item in the <Select Camera> combo box is decided. For the LSO Camera, set inner, middle and outer lighting.w <Select Camera> combo boxSelect the camera to adjust lighting.w <Light level> groupSet the lighting value. Set the value by adjusting the corresponding slide bar. § InnerAdjust the Inner lighting attached on the front of the camera.§ MiddleAdjust the middle lighting attached on the front of the camera.§ OuterAdjust the outer lighting attached on the front of the camera.w <Close> buttonCloses this dialog box.Caution Adjusting the conveyor width without checking conveyor obstruction or the existence of foreign substance could damage the conveyor. Be sure to check conveyor obstruction and the existence of foreign substance before adjusting the conveyor width.。
CP60技术资料6859

1.2. Applicable Components and Packages1.2.1. Configuration of the head and vision recognition systemw The configuration of the head and vision recognition system of the CP-60L model related to the components placed is as shown in Table 1-1.w CP-60L can place up to 32 mm components by standard spindles and LSC. In the case of adjacent spindles corresponding to one LSC, simultaneous operation ispossible for the components below 7 mm. For the components above that, operationis possible for only one spindle among adjacent spindles (1-2, 3-4, 5-6, 7-8, 9-10, 11-12 ).w Operation Spindle is decided by automatic or manual optimization results according to the nozzle type.Table 1-1. Correspondence by head according to component sizeFront X-Y Rear X-YClassification Sp1 Sp2Sp3Sp4Sp5Sp6Sp7Sp8Sp9Sp10Sp11Sp127mm below -------------X -X -X -X -X -X 7mm aboveX -X -X -X -X -X -1.2.2. Applicable component sizes1.2.3. Line scan vision recognition systemThe sizes of components applicable to this machine are prescribed in Table 1-2, and isapplicable to general components usage as well.Table 1-2. Applicable Component Sizes (vision recognition system)CP-60LClassificationFOV 35mm LensChips 0603 ~IC, Connector ~¡à 32.0mm , Lead Pitch : 0.65mmBGA,CSP ~¡à 32.0mm, Ball Pitch : 1.0mm1.2.4. Placement precisionThe placement precision for applicable components type is shown in Table 1-3, and isapplicable to general components usage as well.Table 1-3. Placement PrecisionMajor CategorySub Category Repeating Placement Precision (3sigma mm)RemarksChip 0603Chip 1005 Chip 1608 ¡¾ 0.065 ¡¾ 0.108 ¡¾ 0.147 0603 (Standard)Chip ComponentMelf ¡¾ 0.225 Ø1.0 x 2.2 QFP¡¾ 0.068 0.65 mm Pitch TSOP ¡¾ 0.068 0.65 mm Pitch SOP ¡¾ 0.105 1.27 mm Pitch Gull Wing Component with lead Connector ¡¾ 0.095 1.27 mm Pitch Ball Type BGA ¡¾ 0.074 1.0 mm Pitch SOJ ¡¾ 0.105 1.27 mm Pitch J-lead type ComponentPLCC ¡¾ 0.105 1.27 mm Pitch Tantal Capacitor ¡¾ 0.325 3.5 x 2.8 (mm) Aluminum Electrolytic Capacitor¡¾ 0.225 Ø4.0 x 5.5 (mm)Diode ¡¾ 0.088 1.7 x 1.25 (mm) Gull Wing T ypeInductor ¡¾ 0.400 4.5 x 3.2 (mm) Transistor ¡¾ 0.150 4.5 x 4.0 (mm) Power TR ¡¾ 0.263 4.5 x 6.5 (mm) Odd ComponentChip Coil¡¾ 0.3133.5 x 2.5 (mm)1.2.5. The pick & place cycle timeThe descriptions given below refer to the best performance that can be obtained from the pick & place cycle time. The actual cycle time can vary depending on the size of PCB, frequency of the nozzle replacement, etc.1.2.5.1. General featuresw SpeedThe optimum condition for the tact time is specified. w The placed Component: 1608 chip w Time MeasurementThe total time taken from the initial pickup to returning to the original position after the final placement divided by the number of placed Chips..(Off-line time,i.e., the time for recognizing the fiducial mark, or PCB feed time, is excluded.)Figure 1-2. The Summary for Measuring the Tact Time (3 Heads Simultaneous Pickups, Each Heads Place)1.2.5.2. The pick & place cycle timeTable 1-4. The pick & place cycle timeClassificationCP-60LRemarksChip 0.113 sec / component(1608) QFP0.6 sec / componentConnector 0.6 sec / componentSimultaneous pickups under the optimum conditionsNote) In the case of micro chips, lower it to a proper speed by reducing the speed or adjusting the delay variable according to the placement status. .Based on the optimum condition of QFP 80 (Y100mm, 100mm). Based on the optimum condition of black, same interval, symmetrical type, (Y 100mm , X 100mm)。
【材料论文】Nitronic 60分析与研究-午虎特种合金技术部解析
【材料论文】Nitronic 60分析与研究-午虎特种合金技术部Nitronic 60Nitronic60以其在梯度上升温度中保持优异的耐磨性能而著称。
4%硅含量和8%的锰含量可以有效抑制磨损和表面侵蚀,通常适用于不同种类要求高强度和耐磨的紧固件和螺栓。
Nitronic 60在1800°F下可以保持良好的强度以及和309不锈钢类似的耐氧化性能。
它的一般耐腐蚀性能在304不锈钢和306不锈钢之间。
Nitronic60UNS S21800, ASTM A276, ASTM A479, AMS5848相比于钴合金和高镍材料,Nitronic60是一种低成本的耐磨损和擦伤材料。
它的耐腐蚀性能优于304不锈钢,耐氯化物坑蚀的性能优于316不锈钢,室温的屈服强度是304和316的两倍。
同时Nitronic60有很好的高温抗氧化性能和低温抗冲击性能。
应用由于Nitronic60在室温和升温环境有出色的耐磨耐擦伤能力,因此广泛用于阀杆,阀座,阀芯,螺母,螺栓,筛网,链条传动,插销,垫片,滚动轴承,泵的零部件,包括耐磨环和转子。
化学成分碳 0.060-0.080%锰 7.50-8.50%磷 0.040%以下硫 0.030%以下硅 3.70-4.20%铬 16.00-17.00%镍 8.00-8.50%钼 0.75%以下铜 0.75%以下氢 0.10-0.18%钛 0.050%以下铝 0.020%以下硼 0.0015%以下锡 0.050%以下钒 0.20%以下钨 0.15%以下热处理Nitronic60不能通过热处理而硬化。
Nitronic60的退火温度为1066°C,然后水淬。
低温耐擦伤能力耐擦伤能力耐擦伤性能在升温环境的应用Nitronic60制成的阀芯能胜任升温环境的应用。
用不同的奥氏体不锈钢制排放控制蝶阀的成阀杆和垫圈,只有Nitronic60在整个工作温度区间能平稳工作,而其他材料在427-816°C温度区间出现擦伤。
CP60技术资料6816
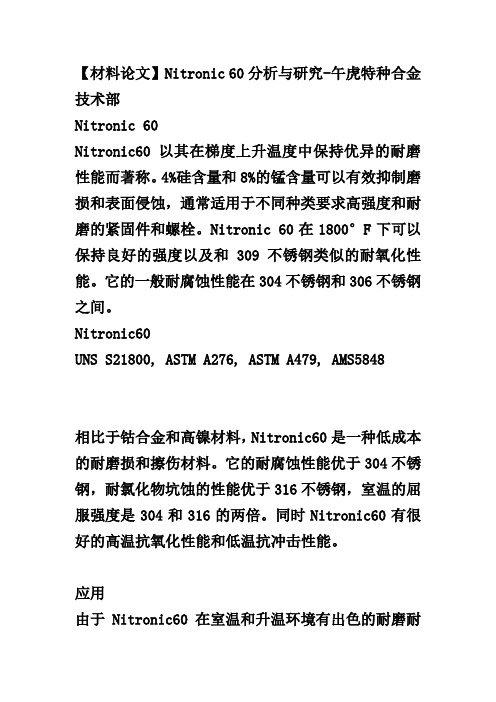
Samsung Component Placer CP-60L Operations Manual 8-128.6. Transfer InUnder the In-Line System after completing the Machine Transfer Out procedure for each machine, this is used to load the machine file from the Off-line Programming Workstation(OLP).The CP-60 MMI will automatically select the default destination directory .8.6.1. Transfer Board Program In1. From the File menu, select the <Transfer In> submenu, and then select <Program>. The CP-60 MMI will display the “Transfer Board Program In “dialog box.Figure 8-13. “Transfer Board Program In” dialog box2. If necessary, click the < Change Destination Directory…> button and the <Change Source Directory…> button to change the source directory.3. Select the PCB program to transfer, and then click the <Transfer> button. Upon completion, the CP-60 MMI will display “Complete ” message on the status line of the “Transfer Board Program In “ dialog box. Check the <Add NEW User Devices to UserDevicesTableTop> check box to add a new user device in the file to be imported to the user device to the current Table Top. If the location of the existing User Device is overlapped with that of the new User Device, an error message is produced. And i f the name of the existing User Device and that of the new User Device in the file to be imported are the same, the system asks whether to overwrite. If the <Overwrite EXISTING User Devices to UserDevicesTableTop> check box is checked, the system overwrites without asking.4. To close this dialog box click the <Close> button.File Menu 8-13 8.6.2. Transfer Parts In1. From the File menu, select the <Transfer In> submenu, and then select <Database>.The CP-60 MMI will display the “Transfer Parts In “dialog boxFigure 8-14. “Transfer Parts In” dialog2. If necessary, click the <Change Source Directory…> button to change the sourcedirectory. At this time, specify the directory only. And CP-60MMI finds the Database.xft file in the specified directory and gets the part information.3. To close this dialog box click the <Close> button.。
CP60技术资料6791

§<Rear> buttonMoves the Front Gantry to a position near the Y21- Limit position and the RearGantry to the Y22 home position.§<Center> buttonMoves the Front Gantry to a p osition near the Y21- Limit position and the RearGantry to a position near the Y11+Limit position.§<Front> buttonMoves the Front Gantry to the Y21 home position and the Rear Gantry to aposition near the Y11+Limit position.w<Conveyor Utilities> groupCarries out Up/Down operation of the Backup Table and Up/Down operation of theStopper.w<PCB/Station Status> groupDisplay the status of the PCB on each station of the Conveyor, click on the<Remove> button to remove the error status after solving the problem of the stationwhere board jam occurred.13.7. Sts. Info [F9]The “Production Statistics“ dialog box is a tool added to monitor machine performance. Itis used to check execution time, PCB loading and unloading, and data related to theplacement activities on each head. To update with the most up to date data, click on the<Update> button on the bottom of the window.13.7.1. Statistics - ProductionDisplays data related to the production time and production progress.Figure 13-8.”Production Statistics – Production” dialog boxw<Times> group§RunningDisplays the total time the machine was in the Run Mode after power is supplied to the machine.Running = Placement + Wait§PlacementDisplays the total time used for placement operation after power is supplied.§WaitThe total time the machine was waiting while the PCB was moving in the Run Mode. The time starts when the Station placed on the placement area requests a PCB and ends when the PCB completes its movement to the Station.§StopDisplays the total time the machine was not in the Run Mode. It starts when power is supplied to the machine and ends when the Run Mode starts. The time starts again when the machine stops.Stop = Power On - Running§Rate of OperationDisplays the ratio of Placement time to Running time..Rate of Operation = Placement / Running§Power OnDisplays the amount of time power is supplied to the machine.w<Status> group§Produced PCBsDisplays the total PCBs produced.§Rejected MarksDisplays the total number of recognized Reject Marks.§Mean Time / PCBDisplays average time necessary for PCB production.§PickedDisplays the total number of successful pickups.§PlacedDisplays the total number of successful placements.§Vision FailedDisplays the total number of failed Vision recognition.§Mis-PickedDisplays the total number of failed pickups.§DumpedDisplays the number of component dumped in exceptional situations other thanin Vision or MisPick.§ResetInitializes all data except the data about Power On.13.7.2. Production Statistics - HeadsDisplays the operation data for each head.Figure 13-9. “Production Statistics – Heads” dialog boxw<Head> columnDisplays the head number.w<Picked> columnDisplays the total number of components picked up by the corresponding head.w<Placed> columnDisplays the total number of components placed by the corresponding head.w<Vision Fail> columnDisplays the number of failed Vision recognition by the corresponding Head.w<Visi on Fail Ratio> columnDisplays the failed Vision recognition ratio of the corresponding Head.w<Mis-Picked> columnDisplays the number of failed pickups by the corresponding Head.w<Mis-Picked Ratio> columnDisplays the pickups failure ratio of the corresponding Head.w<Dumped> columnDisplays the number of component dumped by the corresponding Head in situationsother than in Vision or MisPick.w<Totals> group§<Picked>Displays the number of successful pickups by all Heads.§<Placed>Displays the number of successful placements by all Heads.§<Vision Dumped>Displays the number of failed vision recognition by all heads.§<Mis-Picked>Displays the number of failed pickups by all heads.w<Reset> buttonInitializes the data of selected Heads.w Reset AllInitia lizes all data.13.7.3. Production Statistics - FeedersDisplays the operation information of each feeder.Figure 13-10. “Production Statistics – Feeders” dialog boxw<Slot> columnShows the number of slot on which the corresponding Feeder is mounted (FB1: Front Feeder Base, FB2: Rear Feeder Base, MT1-13: Matrix Tray Feeder Unit 1 Slot 13, SF1-1: Stack Stick Feeder Unit 1 Slot 1).w<Picked> columnDisplays the total number of components picked up from the corresponding feeder.w<Placed> columnDisplays the total number of components picked up from the corresponding feeder and placed.w<Vision Fail> columnDisplays the number of failed Vision recognition of the components picked up from the Feeder mounted on the corresponding slot.w<Vision Fail Ratio> columnDisplays the Vision recognition failure ratio of the components picked up from the Feeder mounted on the corresponding slot.w<Mis-Picked> columnDisplays the number of failed pickups from the Feeder mounted on the corresponding slot.w<Mis-Picked Ratio> columnDisplays the pickup failure ratio of the Feeder mounted on the corresponding slot.w<Dumped> columnDisplays the number of component dumped by the corresponding Feeder in exceptional situations other than in Vision or MisPick.w<Reset> buttonInitializes the data of selected slots.w<Reset All> buttonInitializes all data.13.7.4. Production Statistics - NozzlesDisplays the operation information of each nozzle.Figure 13-11. “Production Statistics – Nozzles” dialog boxw<Slot> columnDisplays the Nozzle pocket number.w<Picked> columnDisplays the total number of components picked up by the corresponding nozzle.w<Placed> columnDisplays the total number of components placed by the corresponding nozzle..w<Vision Fail> columnDisplays the number of failed Vision recognition of the components picked up byusing the nozzle of the corresponding pocket.w<Vision Fail Ratio> columnDisplays the ratio of Vision recognition failure of the components picked up by usingthe nozzle of the corresponding pocket.w<Mis-Picked> columnDisplays the number of pickup failure by the nozzle of the corresponding pocket.w<Mis-Picked Ratio> columnDisplays the pickup failure ratio of the nozzle of the corresponding pocket.w<Reset> buttonInitializes the data of selected pockets.w<Reset All> buttonInitializes all data.13.7.5. Production Statistics - SetupCarry out setup related to collection of data statistics or produce reports.Figure 13-12. “Production Statistics – Setup” dialog boxw<Configuration> group§<Enable statistics collection> check boxCheck it to collect data statistics.§Enable statistics in Dry CycleCheck it to collect data statistics during Dry Cycle also.w<Report> group§<Current Data> option buttonClicking on the <Report> button after selecting this option creates a report oncurrent data shown on all statistics pages.§<Range> option buttonAfter selecting this option, Clicking on the <Report> button creates a report onthe data within the selected date range.§<Report> buttonMakes a report.w<History Clear> group§<Clear> buttonSpecifying a date by clicking on the combo box and clicking on this buttondeletes all data statistics before the specified date.。
CP60技术资料6824

Preparation for Production Chapter 6. Preparation for Production6.2. PCB Conveyor PartAs the conveyor width is adjusted automatically according to the PCB size, it does notneed to be adjusted.w In case of holding the board in place by using a hole fixer, select the PCB fixing pin of the hole fixer tat matches the size of the hole in the board. The size of the fixinghole in the board is carved on the processing side of the pin.PCB fixing pinSocket Head Cap ScrewSensor dogSensorFigure 6-1. Replacement of the Fixing Pin of the Hole FixerAfter PCB is smoothly attached to the mounting stopper, adjust the position of the holefixer so that the pin of the hole fixer is accurately positioned onto the fixing hole of theboard. It is preferable to leave about 0.5 - 1.0mm space between the mounting stopperand the side of the board (in case of using the hole fixer for fixing).6-1Samsung Component Placer CP-60L Operations Manual6-2Figure 6-2. Adjustment of the Hole Fixer Positionw Fixing of the board should be done accurately as the sensor dog for detecting the location of a hole fixer pin may not be detected, if the position of the hole fixer pin for fixing the board is not proper or the sizes of the hole and the pin do not match.Figure 6-3. Position of Hole Fixer PinWarningAdjusting the sensor or correcting an error while themachine is ready could result in personal injury.Be sure to adjust the sensor or correct an error in the stopstatus after canceling the ready status.CautionUnscrew one socket set screw of no.1 in the figure aboveand adjust the positionAs the 4 socket head cap screws of no. 2 are used to fix thehole fixer on the conveyor, the hole fixer can not be fixed ifthey are unscrewed.They must not be unscrewed.Socket Set Screw (1)Socket Head Cap Screw (2)Preparation for Production 6-3 All cases except for C generate errors when the machine is operated.w Position the back-up pins properly so that they support the lower portion of the board.There are white and black back-up pins. It is preferable to place white back-up pins at the corners since their spring constant is higher than that of black pins, and black pins should be arranged along the middle of the board.The back-up pins should be placed with the back-up table always raised in order to prevent the collision between the pins and the board detection sensor.Figure 6-4. Positions of Backup PinsCaution If the Pin size and the hole size do not match, the board might be bent. Be sure to select the right size pin. CautionThe back up pin needs to be arranged while the Back Up Table is lifted, otherwise, it could collide with the board detection sensor when it is arranged. Be sure to arrange the back up pin while the back up table is lifted. CautionThe placement of the back-up pins is very importantespecially if the board is of two-side packaging type.Therefore, the positions of the back-up pins should be adjusted very carefully.。
用于电离辐射探测器的放大器和电荷灵敏前置放大器的测试方法-最新国标
用于电离辐射探测器的放大器和电荷灵敏前置放大器的测试方法1 范围本文件规定了电离辐射探测器用的主放大器(成形放大器)和电荷灵敏前置放大器的测试方法。
本文件适用于半导体探测器、气体脉冲电离室、正比探测器用的主放大器和电荷灵敏前置放大器,也适用于闪烁探测器用的主放大器。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2900.97-2016 电工术语核仪器:物理现象、基本概念、仪器、系统、设备和探测器GB/T 4960.2-2023 核科学技术术语第2部分:裂变反应堆GB/T 4960.6-2008 核科学技术术语第6部分:核仪器仪表GB/T 5962 NIM标准核仪器系统GB/T 8993-1998 核仪器环境条件与试验方法3 术语和定义GB/T 2900.97-2016、GB/T 4960.2-2023、 GB/T 4960.6-2008界定的以及下列术语和定义适用于本文件。
前置放大器preamplifier位于辐射探测器和主放大器或其它电部件之间并紧接在探测器输出端的电子放大器。
电荷灵敏前置放大器 charge-sensitive preamplier输岀信号正比于输入电荷,而与输入电容基本无关的前置放大器。
主放大器(成形放大器)main amplifier (shaping amplifier)在放大器系统中,跟在前置放大器之后且包含有脉冲成形网络的放大器。
电荷灵敏度 sensitivity,charge电荷灵敏前置放大器的输岀电压与输入电荷之比。
也可定义为输出电压与给定探测器入射粒子能量之比。
探测器电容 capaciunce of detector在指定的偏压下,探测器的极间电容。
矩形脉冲 rectangular pulse阶跃时间远小于顶部持续时间的平顶脉冲。
CP60技术资料6845

2.6. PCB Conveyor System2.6.1. ConfigurationIn the PCB conveyor system, boards from the previous process are transferred, theplacement position is determined, and boards are fixed. This system is divided into threestages, thus reducing the PCB swap time to the minimum. The flatness of PCB isimproved by affixing the bottom surface of PCB. A wide range of PCB sizes from small-sized PCB's (50.0mm × 50.0mm) to large-sized PCB's (500.0mm × 400.0mm) can beaccommodated.The PCB conveyor system configuration is shown below:Conveyor Part Conveyor widthadjustment partBack Up TableMain FramePCB In Belt Ass`yPCB Working Belt Ass`yPCB Out BeltAss`yWorking StopperPCB Detect SensorEdge Fixer(Option)Auto Width Control UnitPCB ClampHole Fixer(Option)Figure 2-7. PCB Conveyor System Configuration Diagram2.6.2. FunctionsFunctions for each element are as follows.w Main FrameIt is attached on top of the width adjustment part, and serves as the basis of PCB flow.Various parts are attached to it.Figure 2-8. PCB Conveyor System Main FrameConveyor widthadjustment partHole Fixer (R)Wait sensorOutput sensor Backup TableRear-side FrameHole Fixer (L)w Conveyor width adjustment partAdjusts the width of rails according to the size of PCB. It is composed of LM guide, Lead screw, Motor, Zone sensor.w PCB Belt AssemblyComposed of an AC (step) motor and a timing belt. For a 3-stage conveyor, PCB feed belt is divided into three steps, and each is driven separately. For a 3-stage conveyor, a PCB can be clamped by using a belt in the working area since in and out movement of the PCB is possible without having to drive the belt in the working area. w Place StopperStops a PCB at a working position and hold the PCB at an out position until discharge. w PCB detect sensorDetects the PCB on the conveyor. w Edge Fixer (Option)This is one way of correcting the position of a PCB prior to the beginning of work after the PCB has reached the working position. The correction is made in reference to one side of the PCB by pushing into that edge. w PCB ClampHolds a PCB that is in contact with the belt prior to the beginning of work after the PCB has reached the working position. It is operated while interlocked with a back-up table. w Hole FixerThis is another way of correcting the position of a PCB prior to the beginning of work after the PCB has reached the working position. The correction is made in reference to a hole in the PCB by inserting a pin into that hole. The hole fixer is operated while interlocked with a back-up table. w Backup Table (BUT)This installs a back-up pin for maintaining the evenness of a PCB, and drives the PCB clamp, hole fixer, etc., prior to the beginning of work after the PCB has reachedCautionAdjusting the conveyor width without checking conveyor obstruction or the existence of foreign substance could damage the conveyor.Be sure to check conveyor obstruction and the existence of foreign substance before adjusting the conveyor width.the working position.Caution Be sure to remove any foreign substance on the BUT and obstruction before manipulating the BUT.Otherwise, the conveyor might be damaged.。
DL/T 1986—2019 六氟化硫混合气体绝缘设备气体检测技术规范
式中:
Ci
——分析样品中组分的体积分数,%;
Ci,标样 ——标准样品中组分的体积分数,%;
5
DL / T 996 — 2019
Ai
——分析样品中组分气体的响应峰面积,μV·s;
Ai,标样 ——标准样品中组分气体的响应峰面积,μV·s, Ai 、 Ai,标样 也可用峰高 hi 、
hi,标样 代替。
取平行两次检测结果的算术平均值作测定结果,检测结果以体积分数表示。
取平行两次检测结果的算术平均值作测定结果,检测结果以体积分数表示。
6.1.2.6.2 外标法计算气体混气比
根据各组分出峰的峰面积(或峰高),按式(3)计算混合气体中 SF6、CF4、N2、O2
等的含量 CSF6 、 CCF4 、 CN2 、 CO2 :
Ci
=
Ci,标样
×
Ai Ai, 标样
.................................. (3)
4 检测项目、检测周期和检测方法
混合气体绝缘设备气体检测项目、检测周期和检测方法见表 1。
表 1 混合气体绝缘设备气体的检测项目、检测周期和检测方法
序号
检测项目
检测周期
检测方法
1
DL / T 996 — 2019
1
混气比
1 次/年和必要时
传感器法、气相色谱法
2
湿度
冷凝露点法、电阻电容法(DL/T 506)
I
DL / T 996 — 2019
六氟化硫混合气体绝缘设备气体检测技术规范
1 范围
本标准规定了电气设备中六氟化硫(SF6)混合气体的检测项目、检测周期以及检测方 法。
本标准适用于电气设备中 SF6/CF4、SF6/N2 混合气体的检测。
HGMCSB0431C--OMP60说明书
4-1 MI12 接口设备(使用 OMM 时)........................................................................4-1
在实际运转时必须装好。 4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内
容有所不同,请与本公司联系。本公司将会提供正确的资料。 5. 请将本使用说明书保管在机械附近,以便随时查阅。 6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近
4-1-1 接口设备 ................................................................................................................. 4-1 4-1-2 手动为探针 OMP60 输入启动信号 .......................................................................... 4-1 4-1-3 OMM 发光二极管的操作 ......................................................................................... 4-2
1-1 规定 ....................................................................................................................1-1 1-2 仅与本书说明对象相关的安全注意事项...............................................................1-1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
File Menu 8.8. Barcode Print Setup
This submenu is available in the machine with the IT Feeder System. Sets the
characteristics of the bar code labels used to identify component reels or tubes. From the
File menu, select the Barcode Print Setup submenu.
w<Label offset X> edit box
Enter the amount of X offset the printer will print the label from the center.
w<Label offset Y> edit box
Enter the amount of Y offset the printer will print the label from the center.
w<Bar Code Size> edit box
Enter the size of the label.
w<Text Size> edit box
Used to enter the length of the descriptive text on the label.
w<Bar Code Type> combo box
Used to select the bar code type. Type 39 prints numerals and uppercase letters. Type
128 prints numerals, upper, and lower case letters.
w<Current Bar Code Printer> list box
A list of available printers is displayed.
w<Automatically Print label On Unload> check box
Check this box to automatically print a label when unloading a feeder.
w<Print Part Number> check box
Check this box to print the part number on the label.
8-17
Samsung Component Placer CP-60L Operations Manual
8-18 w<Print Manufacturer Source> check box
Check this box to print the manufacturer source on the label. w<Print Part Description> check box
Check this box to print the part description on the label.
w<Print Quantity Remaining> check box
Check this box to print the quantity remaining on the label.
w<Print Part Tag> check box
Check this box to print the part’s location in the stockroom.
w<Print Lot Code> check box
Check this box to print the lot code on the label.
w<Cancel> button
To close this dialog box without any changes, click this button. w<Help> button
To display help about the “Bar Code Printer Setup“ dialog box.。