首件检验报告1
首件样品检验报告

ModificationNo.
进料日期
Incomingdate
填表日期
DateofIssue
外观批准报告AppearanceApprovalReport(AAR)
首件样品检验报告InitialSampleInspectionReport
供应商/SUPPLIER
填写“公司的英文或中文名及相应中文拼音”
供应商
Supplier
报告编号.
ReportNo.
参考
Reference
供应商/SUPPLIER
填写“公司的英文或中文名及相应中文拼音”
WritesuppliernameinEnglishorinChinesePinyi
购货商(客户)
BUYER(Customer)
报告编号.
ReportNo.
参考
Reference
实测结果(供应商)
ActualResults(Supplier)
AT
实测结果(客户)
ActualResults(Buyer)
AT
结论
Decision
A
B
C
D
1
Surfacestructure皮纹
2
Color颜色P3@pos.
△E≤3(D65)
DL*(P.w100~B0)
Da*(+Red/green-)
VisibleareaC:lowerside能见区C:较低的表面
5
Excesssprayingattheedges飞边毛刺P7
6
Whitebreak/ejectorpressuremark顶白P8
7
Seperationburrsofthetoolextremlyprominent
首件检验报告
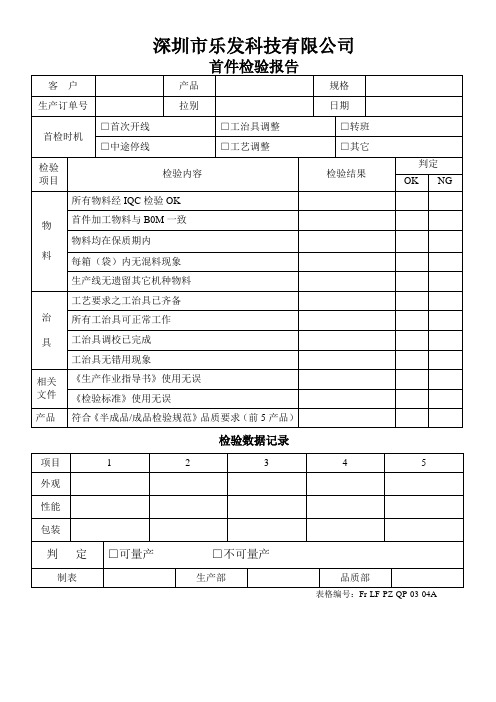
首件检验报告
客 户
产品
规格
生产订单号
拉别
日期
首检时机
□首次开线
□工治具调整
□转班
□中途停线
□工艺调整
□其它
检验项目
检验内容
检验结果
判定
OK
NG
物 料
所有物料经IQC检验OK
首件加工物料与B0M一致
物料均在保质期内
每箱(袋)内无混料现象
生产线无遗留其它机种物料
治具
工艺要求之工治具已齐备
所有工治具可正常工作
工治具调校已完成
工治具无错用现象
相关文件
《生产作业指导书》使用无误来自《检验标准》使用无误产品
符合《半成品/成品检验规范》品质要求(前5产品)
检验数据记录
项目
1
2
3
4
5
外观
性能
包装
判定
□可量产□不可量产
制表
生产部
品质部
表格编号:Fr-LF-PZ-QP-03-04A
首件检验报告
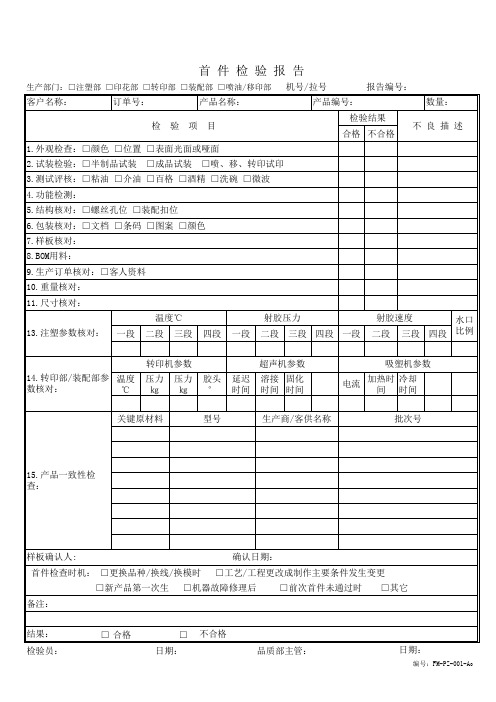
生产部门:□注塑部 □印花部 □转印部 □装配部 □喷油/移印部 机号/拉号
报告编号:
客户名称:
订单号:
产品名称:
产品编号:
数量:
检验项目
检验结果 合格 不合格
不良描述
1.外观检查:□颜色 □位置 □表面光面或哑面
2.试装检验:□半制品试装 □成品试装 □喷、移、转印试印
3.测试评核:□粘油 □介油 □百格 □酒精 □洗碗 □微波
转印机参数
超声机参数
14.转印部/装配部参 温度 压力 压力 胶头 延迟 溶接 固化
数核对:
℃ ㎏ ㎏ ° 时间 时间 时间
吸塑机参数
电流
加热时 冷却 间 时间
关键原材料
型号
生产商/客供名称
批次号
15.产品一致性检 查:
样板确认人:
确认日期:
首Hale Waihona Puke 检查时机: □更换品种/换线/换模时 □工艺/工程更改成制作主要条件发生变更
4.功能检测:
5.结构核对:□螺丝孔位 □装配扣位
6.包装核对:□文档 □条码 □图案 □颜色
7.样板核对:
8.BOM用料:
9.生产订单核对:□客人资料
10.重量核对:
11.尺寸核对:
温度℃
射胶压力
射胶速度
水口
13.注塑参数核对: 一段 二段 三段 四段 一段 二段 三段 四段 一段 二段 三段 四段 比例
□新产品第一次生 □机器故障修理后 □前次首件未通过时 □其它
备注:
结果: 检验员:
□ 合格
□ 不合格 日期:
品质部主管:
日期:
编号:FM-PZ-001-A0
包装首件检验报告

□直接量产 □纠正后方可量产 □停线待分析后再生产
原因分析:
解决措施:
说明
所上线的原材料为特采使用时,必须在备注栏中填写特采原因。
FRM-QMD-008-A0保存两年
核准: 审核: 检验:
XX科技(深圳)有限公司
包装首件检验报告
生产日期: 送检人:
产品名称
订单号码
订单数量
生产单号
生产线别
产品规格
检验项目
检验重点
判定结果
备注或数据记录
合格
不合格
不适用
外包装
依据BOM核对所使用的纸箱是否正确;
外箱印刷内容是否正确完整,有无错印或漏印字。
外箱所标示的数量、重量、尺寸、颜色、规格与实际及要求是否一致;
Hale Waihona Puke 外观产品有无刮伤、掉漆、积油、起泡、麻点、异色、脏污、手印,颜色是否与样板一致;
网布有无起皱、破损、异色、变形;
丝印的内容,颜色,位置与要求是否一致。
电性功能
电性功能测试有无不通电、无输出、声道反、单边、功能无作业等不良;
极性扫频测试有无杂音、振音、反相、漏气等。
尺寸
产品尺寸是否符合资料要求。
实配
产品的所有部件依照实际使用之状况实配是否合格
外箱贴纸是否正确,张贴位置是否符合要求;
外箱有无破损、变形、脏污。
包装方式
封箱方式与包装规范是否一致;
外箱封箱是否完好,有无胶布翘起或未完全密封箱口
开箱及附件
按BOM核对有无漏装附件;
所有附件规格、长度、颜色、数量是否符合BOM要求
箱内是否有异物、杂物;
有无产品混装;
布袋、产品、附件有无装倒,装反现象。
喷涂首件确认检验报告

喷涂首件确认检验报告一、报告背景据悉,XX公司的XX产品需要进行喷涂工艺的处理,为了保证产品的质量和外观效果,特进行喷涂首件确认检验。
本报告旨在对喷涂首件的相关检验结果进行详细记录和分析,以便对后续喷涂生产工艺进行调整和改进。
二、检验目的1.验证喷涂工艺的可行性和稳定性;2.确保喷涂后的产品满足相关质量标准;3.发现和解决喷涂过程中可能存在的问题。
三、检验内容1.喷涂前准备工作:对喷涂前的产品进行清洁处理,并确保产品表面无尘、无油污、无杂质等;2.喷涂操作参数:记录喷涂操作中的参数,如喷涂压力、喷涂速度、喷涂距离等;3.喷涂质量评估:对喷涂后的产品进行质量评估,包括颜色均匀性、喷涂层厚度、喷涂附着力等;4.外观检验:对喷涂后的产品进行外观检验,如漆膜光泽度、漆面平整度、无气泡、无划伤等;5.温度和湿度控制:记录喷涂过程中的环境温度和湿度,并评估其对喷涂效果的影响;6.检验结果分析和总结。
四、检验结果经过对喷涂首件的全面检验,我们得到了以下结论:1.喷涂工艺的可行性和稳定性得到验证,喷涂操作参数的设定相对合理;2.喷涂后的产品颜色均匀性好、喷涂层厚度符合要求、喷涂附着力良好;3.产品的外观质量达到预期目标,漆膜光泽度高、漆面平整度好,无气泡、无划伤;4.温度和湿度对喷涂效果的影响较小,当前环境条件可满足喷涂要求。
五、问题分析和改进方案在检验过程中,我们也发现了一些问题,并提出了改进方案:1.喷涂层厚度不够均匀:可能是喷枪操作不到位导致的问题,建议加强操作培训,并对操作人员进行技能评估;2.喷涂后出现少量气泡:可能是环境湿度较高导致的问题,可以通过调整环境湿度和增加喷涂前的干燥处理来改善;3.喷涂附着力不稳定:可能是喷涂前产品表面处理不完整导致的问题,建议加强清洁和处理工作,确保产品表面无油污和杂质。
六、结论与建议本次喷涂首件确认检验表明,当前的喷涂工艺和操作参数较为合理,并且喷涂后的产品质量满足预期目标。
首件检验报告

□ OK □ NG
□ OK □按作业指导书
□ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG
外箱各种贴纸及其位置是否正确
□ OK □ NG
□ OK □ NG
附件是否正确
□ OK □ NG
□ OK □ NG
品质主管确认结果:
□ OK
□NG
签名:
表单编号:YXD-QR-PZ-006
□ OK □ NG
装配有无特殊要求
□ OK □ NG
□ OK □ NG
装配有无异常 机身贴纸是否正常 测试是否按作业指导书
□ OK □ NG □ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG □ OK □ NG
测试有无异常
□ OK □ NG
□ OK □ NG
老化是否按作业指导书
确认内容
生产确认
生产确认 人
品质确认 品质确认人
物料是否正确
□ OK
□ OK
□ NG
□ NG
物料有无异常/关键件是否与型式 试验报告一致
□ OK □ NG
□ OK □ NG
物料的标识是否正确 PCB是否符合要求
□ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG
装配是否正常
□ OK □ NG
生产单号:
首件类型 检验依据 检查项目
工段
备 料
装 配
功能 测试 老 化 包 装
产品型号:
生产批量:
颜色:
日期:
□每班初次首件 □新产品 □新订单 □4M1E变更 □其它
□《成品检验标准书》 □样机 □《BOM》表 □MO单 □《作业指导书》 □行业标准 □国标
产品首件尺寸检测报告

产品首件尺寸检测报告概述本报告旨在对产品首件尺寸进行全面检测和评估。
尺寸检测是产品质量控制中的重要环节,通过对产品尺寸的精确测量,可以确保产品符合设计要求,提供高质量的产品给客户。
检测对象:产品首件本次尺寸检测的对象是一款新产品的首件,该产品为某公司新研发的电子设备外壳。
由于这是首次生产该产品,为了确保产品质量和性能的稳定,需要对其尺寸进行全面检测。
检测方法本次尺寸检测采用了以下检测方法:1. 数字测量仪:使用高精度的数字测量仪进行各个部件尺寸的测量,可精确到0.01毫米。
2. 三坐标测量仪:对产品整体尺寸进行测量,可以快速准确地获取产品各个方向的尺寸数据。
3. 光学投影仪:对产品的主要外观尺寸进行测量,可以观察和比较产品在不同角度下的尺寸变化。
检测内容外形尺寸首先对产品的外形尺寸进行检测。
测量的内容包括产品的长度、宽度、高度、重量等。
内部尺寸接下来对产品内部的关键部件进行尺寸检测。
该部分检测主要关注与产品功能紧密相关的零部件。
连接尺寸在产品制造过程中,连接处的尺寸通常要求非常精确,因为连接的好坏直接影响产品的性能。
因此,本次检测中也会对连接尺寸进行严格检测。
附件尺寸产品的配件和附件通常需要与产品相匹配,以确保产品能够正常使用。
因此,本次检测还将测量附件的尺寸和相对位置。
检测结果经过全面的尺寸检测,得出以下结果:1. 外形尺寸符合设计要求,产品长度为X毫米,宽度为Y毫米,高度为Z毫米,重量为W克。
2. 内部尺寸符合设计要求,关键部件尺寸均满足规格。
3. 连接尺寸符合设计要求,连接部位尺寸精度高,连接紧固可靠。
4. 附件尺寸与产品相匹配,各附件尺寸准确,配对完善。
结论根据对产品首件的尺寸检测结果,可以得出以下结论:1. 产品首件的尺寸符合设计要求,满足产品生产和使用的需要。
2. 产品的外形尺寸、内部尺寸、连接尺寸和附件尺寸均符合标准要求,各部件尺寸精确,连接紧固可靠,并且配件相对位置准确。
3. 经过尺寸检测,产品的质量得到了验证和保证,可以进行批量生产,以满足市场需求。
首件鉴定报告
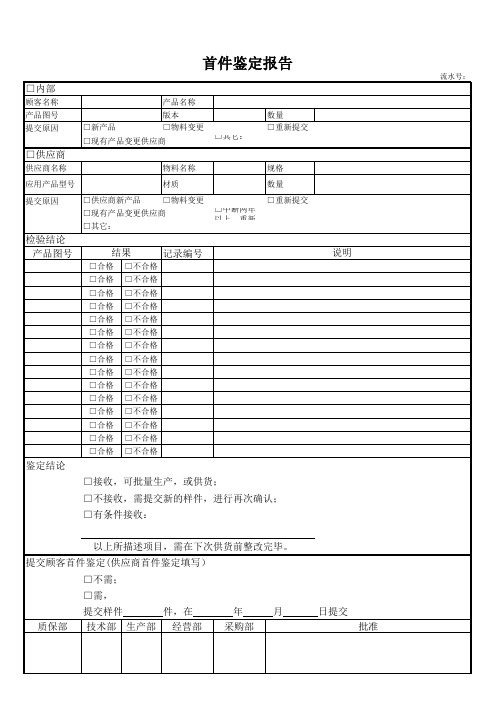
□有条件接收:
说明
以上所描述项目,需在下次供货前整改完毕。
提交顾客首件鉴定(供应商首件鉴定填写)
□不需;
□需,
提交样件
件,在
质保部 技术部 生产部 经营部
年
月
采购部
日提交 批准
流水号: □设计让
□设计让步
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□中断两年 以上,重新
□重新提交
□接收,可批量生产,或供货;
□不接收,需提交新的样件,进行再次确认;
首件鉴定报告
□内部
顾客名称 产品图号 提交原因
□供应商
供应商名称
产品名称
版本
□新产品
□物料变更
□现有产品变更供应商
□其它: .
物料名称
数量 □重新提交
规格
应用产品型号
材质
数量
提交原因变更
□现有产品变更供应商
□其它:
结果
记录编号
□合格 □不合格
□合格 □不合格
首件检测报告
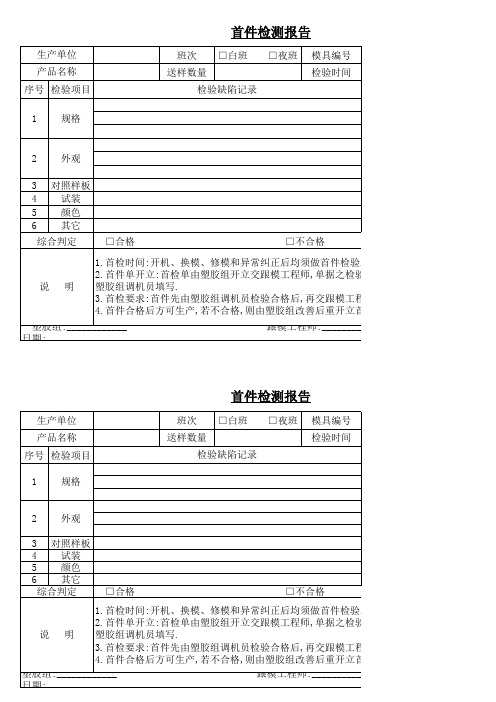
塑胶组:____________
时 判 □合格 定 □不合格分□合格 □合格 □合格 □合格 □合格
□不合格 □不合格 □不合格 □不合格 □不合格
检验. 之检验栏由跟模工程师填写,其它栏内容由
模工程师检验并签样,首检数量每次2啤. 开立首检单,通知跟模工程师重检. 日期:______________
首件检测报告生产单位班次白班夜班模具编号产品名称送样数量检验时间序号检验项目检验缺陷记录规格合格不合格外观合格不合格对照样板合格不合格试装合格不合格颜色合格不合格其它合格不合格综合判定合格不合格首件检测报告生产单位班次白班夜班模具编号产品名称送样数量检验时间序号检验项目检验缺陷记录1
首件检测报告
生产单位 产品名称 序号 检验项目 1 规格 班次 送样数量 检验缺陷记录 □白班 □夜班 模具编号 检验时间
_________
时 判 □合格 定 □不合格
分
□合格 □合格 □合格 □合格 □合格
□不合格 □不合格 □不合格 □不合格 □不合格
检验. 之检验栏由跟模工程师填写,其它栏内容由
模工程师检验并签样,首检数量每次2啤. 开立首检单,通知跟模工程师重检. 日期:______________
_______
塑胶组:____________
首件检测报告
生产单位 产品名称 序号 检验项目 1 规格 班次 送样数量 检验缺陷记录 □白班 □夜班 模具编号 检验时间
2 3 4 5 6
外观 对照样板 试装 颜色 其它 综合判定
□合格
□不合格
说
明
1.首检时间:开机、换模、修模和异常纠正后均须做首件检验. 2.首件单开立:首检单由塑胶组开立交跟模工程师,单据之检验栏由跟模工程师填写,其它栏内 塑胶组调机员填写. 3.首检要求:首件先由塑胶组调机员检验合格后,再交跟模工程师检验并签样,首检数量每次2啤 4.首件合格后方可生产,若不合格,则由塑胶组改善后重开立首检单,通知跟模工程师重检. 跟模工程师:____________
首件检验报告

首件检验报告
一、检验范围
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,均为市场上常见的照明电器产品,其
中LED埋地灯,市场上深受消费者的欢迎。
二、型式确认
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,型式经常国家质量监督检验检疫总局
型式确认。
三、型式检验
1、外观检验:外观处理良好,LED灯头容易安装,易于灯具的装卸,灯体颜色均匀,没有缺陷及落漆现象。
2、尺寸检验:本次检验各产品的尺寸满足协议要求的尺寸。
4、绝缘测试:在本次检验中,采用的测试标准是GB7000.1-2023
《家用和类似用途电气产品的安全通用要求》,测试结果满足要求。
6、性能检查:在本次。
注塑首件确认检验报告

注塑首件确认检验报告一、引言二、检验项目及方法1.外观检验:检查产品外观是否符合设计要求,包括产品的尺寸、形状、表面光洁度等要素。
采用目视和测量仪器进行检验。
2.尺寸测量:通过测量产品的关键尺寸,判断其是否符合设计要求。
采用千分尺、游标卡尺等测量仪器进行测量。
3.机械性能测试:测试产品的机械强度、硬度等性能指标,判断产品是否能够满足使用要求。
采用拉伸试验机、冲击试验机等设备进行测试。
4.包装检验:检查产品的包装是否完整、合理,确保产品在运输过程中不会受到损坏。
采用目视和手动操作进行检验。
三、检验结果及分析根据对注塑首件进行的检验,得出以下结果及分析:1.外观检验结果:产品的外观无明显缺陷,尺寸和形状与设计要求基本一致。
表面光洁度满足要求,无明显划痕或凹陷。
2.尺寸测量结果:通过对关键尺寸的测量发现,产品的尺寸与设计要求相符合,误差在允许范围内。
3.机械性能测试结果:产品的机械性能测试结果表明,其强度和硬度指标均满足设计要求,具备良好的使用性能。
4.包装检验结果:产品的包装完好,无破损或松动现象,能够有效保护产品在运输过程中不受损坏。
四、存在问题与改进措施根据对注塑首件的检验结果,存在以下问题:1.尺寸误差偏大:尺寸测量结果发现,产品的尺寸误差稍大,超出了设计要求的容许范围。
这可能是注塑工艺参数设置不合理导致的,需要进一步优化工艺流程。
2.外观缺陷:尽管产品的外观和表面光洁度满足要求,但在细微的划痕和凹陷方面仍有一些问题。
这可能是模具加工质量不高导致的,需要加强模具的维护和保养。
针对以上问题,采取以下改进措施:1.优化注塑工艺参数:调整注塑工艺参数,确保产品的尺寸误差在允许范围内。
可以通过调整注射速度、保压时间等参数来实现。
2.提高模具加工质量:加强对模具的维护和保养,确保模具的精度和表面质量。
定期清洗模具,修复损坏部位,做好润滑和防锈工作。
五、结论根据对注塑首件的确认检验,得出以下结论:1.产品的外观、尺寸、机械性能等指标均符合设计要求,具备良好的产品质量。
首件检验报告

评审部门
评审建议
评审最终处理结论:
批准:
品质
生产
工模
报告编号:
-09(REV:A2)
不良描述:
尺寸
序号
图纸要求尺寸
判定
备注
装配
□整机结构件之间装配配检测 检测结果判定:□合格 □不良 描述:
□与客供零配件之间装配检测 检测结果判定:□合格 □不良 描述:
可靠性
检验结果
□合格 □不合格
检验员
确认人
备注:压铸首件检验要求选取2模,每个模穴都要涉及到,要求生产工艺稳定后由生产部在前15模里面选取样品送检做检测。其他工序设备运转正常,在前15个产品选取产品送检首件检验。
首件检验报告
产品基本信息:
客户名称
产品名称
本厂编码
制程工序
订单编号
生产单号
检验日期
班别
检验项目及数据记录:
检验项目
检测数据及结果
外观
1、产品外观面:□批锋 □划痕 □模印 □氧化痕 □粘模 □水纹 其他判定:□合格 □不良
不良描述:
2、内部结构:□结构不符 □缺料 □填充不满 □多料 □顶针批锋其他判定:□合格 □不良
首件检验报告

首件检验报告
本次首件检验报告旨在对产品进行首件检验,确保产品的质量和性能符合要求,为后续生产提供可靠的基础数据。
首先,我们对产品的外观进行了全面的检查。
外观应该无明显的划痕、变形、
色差等缺陷,产品表面应该光滑平整,无明显的气泡、砂眼等质量问题。
经过检验,本次产品外观符合要求,没有发现任何质量问题。
其次,我们对产品的尺寸进行了精确的测量。
产品的尺寸应该与设计图纸上的
要求一致,误差应该在允许范围内。
经过测量,本次产品的尺寸符合要求,各项尺寸均在允许范围内,没有超出设计要求。
接着,我们对产品的功能进行了测试。
产品应该能够正常运行,各项功能应该
正常工作,没有卡滞、漏气、漏油等问题。
经过测试,本次产品的功能正常,各项指标均符合要求,没有发现任何异常情况。
最后,我们对产品的耐久性进行了检验。
产品应该能够经受住长时间的使用,
不会出现断裂、变形、损坏等情况。
经过耐久性测试,本次产品表现良好,没有出现任何质量问题,各项性能指标均符合要求。
综上所述,经过本次首件检验,产品的质量和性能均符合要求,没有发现任何
质量问题。
我们将按照标准程序将本次首件检验报告归档,并将产品投入正式生产。
同时,我们也将继续加强质量管理,确保产品质量始终稳定可靠。
感谢各位对本次首件检验工作的支持与配合,让我们共同努力,确保产品质量,为客户提供更优质的产品和服务。
五金产品首件检验报告
五金产品首件检验报告1. 检验目的本次首件检验目的为验证五金产品的外观、尺寸、性能等相关指标是否符合设计要求和客户需求,以确保产品质量和用户满意度。
2. 检验对象本次检验对象为一批五金产品,包括螺丝、螺母、螺栓等。
3. 检验方法本次检验采用以下方法:- 外观检验:检查产品表面是否有明显划痕、凹陷、氧化等缺陷。
- 尺寸检验:使用测量工具对产品尺寸进行精确测量,与设计图纸进行比对。
- 功能性能检验:根据产品设计要求,进行相应的功能性能测试。
4. 检验过程和结果4.1 外观检验在外观检验过程中,对每个五金产品进行了详细的检查。
经过检验,所有产品的表面均未发现任何划痕、凹陷和氧化现象,外观符合设计要求。
4.2 尺寸检验对五金产品的尺寸进行了精确测量。
通过与设计图纸进行比对,发现所有产品的尺寸均在设计范围内,符合要求。
具体的尺寸测量结果如下表所示:产品尺寸(mm)设计要求(mm)偏差(mm)- - -螺丝8 x 30 8 x 30 无螺母M8 M8 无螺栓8 x 40 8 x 40 无4.3 功能性能检验根据产品的设计要求和功能性能测试流程,对五金产品的功能性进行了检验。
经过测试,所有产品的功能正常,能够满足设计要求和客户需求。
具体的功能性能检验结果如下:- 螺丝:经过拧紧测试,螺丝固定力达到设计要求,没有出现松动现象。
- 螺母:经过螺丝固定测试,螺母能够正确的与螺丝配合使用,固定力适中。
- 螺栓:经过拧紧和固定力测试,螺栓能够承受设计负荷,无松动现象。
5. 检验结论本次五金产品首件检验结果如下:- 外观检验:所有产品外观符合设计要求,无明显缺陷。
- 尺寸检验:产品尺寸符合设计要求,未发现明显偏差。
- 功能性能检验:产品功能正常,能够满足设计要求和客户需求。
综上所述,本批五金产品的质量通过了首件检验,符合要求,可以进行下一阶段的生产。
同时,根据检验结果,还能对制造过程进行优化,提高产品质量和客户满意度。
6. 检验建议根据本次检验结果,建议在制造过程中进一步优化以下方面:- 优化产品外观的加工工艺,以减少可能的划痕、凹陷等缺陷的出现。
首件检验报告

2 绝缘电阻测试 3 高压测试是否合格 (六)环保合规性 1 张贴环保标签 2 物料符合我司HSF管控标准
2 关键元器件和认证产品一致 3 电气结构与认证产品一致
备注:1.关键物料要与样品和检测报告的型号、规格一致: 2.首件确认后,品质和生产各保留2个样品,直到此批订单生产完成方可将收件样品投入生产批次中。
生产确认: 检验员: 审核:
2 标签是否正确或漏贴
3 报表是否填写齐全
4 螺丝扭力是否正确
2 装配物料高度、大小、直径、长度是否正确
Hale Waihona Puke 5 接线位置是否正确3 是否与工程变更同步设计变更 4 线材长度,数量,装配位置是否正确 (三)功能测试
6
相关物料是否符合安规要求(要与“备 注”相符合)
(五)一致性检查
1 功能测试是否正确
1 型号规格是否和认证申报产品一致正确
首件检验报告
产品名称:
规格型号:
送检数量:
订单号:
订单数量:
日期:
检验依据: 1.(物料清单)及客户相关要求; 2.成品检验规范; 3.工艺要求;
(一)对BOM检查项目
通过 不良
(四)对外观检查项目
通过 不良
1 物料规格是否正确
2 是否错料 (二)对结构检查项目 1 装配物料结构是否符合
1
外观是否清洁(含油污、异色、烫伤、刮 花、粘胶)
玩具首件检验报告
玩具首件检验报告报告编号:TJ2024-001报告日期:2024年3月25日检验单位:玩具检验有限公司一、检验对象本次检验的玩具样品为玩具公司生产的款儿童智能学习机。
该产品主要用于幼儿智力开发和语言学习,并且符合国家玩具安全标准和相关法规要求。
二、检验目的通过对该款玩具样品的首件检验,评估其是否符合国家标准和法规要求,确保产品的质量和安全性。
三、检验内容1.构造及外观质量-检查产品的外观是否完整,是否有明显的缺陷、变形、划痕等。
-检查产品的造型设计是否合理,是否存在尖锐边角和易损部位,是否存在危险的小零件。
2.材料安全性-对产品所用的塑料材料进行化学成分分析,确保不含有有害物质,如铅、汞、六价铬等。
-对产品的表面涂层进行检测,确保不含有有害物质,如苯、甲苯等。
3.功能性能测试-检查产品的按键是否灵敏,是否正常工作。
-测试产品的音量调节是否正常,是否可调节至安全的音量范围。
-检验产品的语音功能是否正常,是否能发出正确的声音和提示。
4.电气安全性-对产品的电池盒和充电器进行检查,确认其质量和安全性。
-对产品的电源线进行检测,确保符合国际电气安全标准,并防止电线过热、短路等情况的发生。
五、检验结果经过详细的检验和测试,该款玩具样品各项指标符合国家玩具安全标准和相关法规要求,具有良好的质量和安全性。
产品外观完整,无明显缺陷和变形;材料安全,不含有有害物质;功能性能正常,各项功能操作灵敏,声音清晰准确;电气安全性达到标准要求,电池盒、充电器和电源线质量良好。
六、检验结论该款玩具样品经过首件检验,检验结果符合国家标准和法规要求,确认具有高质量和良好的安全性。
玩具公司可以生产和销售该款产品,并确保用户的使用体验和安全。
七、建议建议玩具公司继续进行生产过程的质量控制,确保每一批次产品都能够达到相同的标准要求。
同时,建议玩具公司不断改进产品的功能性能,提高用户体验,以满足广大用户的需求。
首件检验报告
首件检验报告可帮忙出具
LED埋地灯首件检验报告
一、基本信息
1、报告编号:LED001
2、报告日期:2023年1月8日
3、检验标准:
具体国家标准及客户规定。
4、抽样日期:2023年1月8日
5、抽样单位:XXX有限公司
6、抽样数量:100只
7、抽样内容:LED埋地灯
8、合格/拒收标准:详见检验单
二、检验结果
1、外观检验:
检查结果:100%合格
2、机械性能检验:
抗压/冲击检查:100%合格
耐潮检查:100%合格
绝缘检查:100%合格
重量检查:100%合格
3、电性能检验:
电压检查:100%合格
电流检查:100%合格
功率检查:100%合格
灯光强度检查:100%合格
4、安全检验:
热敏元件检查:100%合格
绝缘材料检查:100%合格
电磁兼容性检查:100%合格
放电负载检查:100%合格
5、综合性检验:
详见检验报告
三、检验结论
本次抽样检验,检验结果均满足检验标准要求,所抽取的样品全部合格,符合合格/拒收标准,故本次检验结果为“合格”。
四、检验依据
《中国国家强制性标准》
《客户要求》五、报告审核
审核人:XXX。
首件鉴定报告模板

无
首件质量记录的完整性
√
无
操作人员和检验人员的资格考核
√
无
首件检验是否合格(首件检验报告)
√
无
鉴定人员
单位/部门
职称
职位
姓名
研发部
产品部
生产处
质量部
鉴定结论: 合格 ■ 不合格 □
鉴定发现的问题及改进措施、落实情况:
首件鉴定小组组长/日期:
首件鉴定报告
记录编号:报告编号: Nhomakorabea产品型号
产品规格
首件编号
版次
鉴 定 内 容
结 果
(满意的打√)
不满意评语
技术图样{图纸(样)的现行有效性;
工艺文件的正确、完整、协调性、有效性
√
无
选用器材的符合性
√
无
加工设备、试验设备、检测设备、工艺装备和计量器具的符合性
√
无
生产环境符合性
√
无
随产品周转的工艺卡
√
无
质量原始记录的完整性
首件检验报告样本
首件检验报告的主要内容:Content:1. 首件检验的原因 reason for FAI2. 零部件的基本数据 date of the items3. 检验结果 result4. 文件检查情况 documentation check5. 零部件检查情况 check of the components6. 改进的措施清单及建议list of measures, recommendation7. 附件 appendices8. 参加人员 participants□特许请求 concessionary application特许请求限制数量quantity:特许请求时间范围period:□特许请求被批准 Yes □特许请求被拒绝No质量部门签字QM Department signature :日期data :西门子签字Siemens signature:日期data :放行产品的详细情况:满足第6点的规定义务results, release given conditions acc. to chapt.6fulfilledpos.:yes:是yes1):是1)no:否conditional release of a lot / no. ofpieces / time (see point 6) 批量放行条件/产品号/时间(见第6条)yes:是date: 日期signature2):签字2)Yes1): Release with stipulation. The production release is to accept under reserve of conditions mentioned at chapter 6.是1):按约定放行。
在第6章提到的约定条件下接受产品放行。
signature2) release by the leader of the FAI or his deputy签字2):由首件检验组长或其代表放行。
组装首件确认检验报告

判定 AC RE
a.光源规格
b.电源规格
2. c.电线规格及防护 零 d.电路板规格 部 件 e.透镜/透光罩规格 及 f.零部件尺寸 结 构 g.产品整体尺寸
h.组装部件的
a.点亮测试及控制方式
b.电压/电流
c.功率/功率因数
3. d.色温/显色指数 功 能 e.光通量/光效 性 f.防水测试 能 与 g.耐压/绝缘电阻测试 安 h.泄漏电流测试 全 性 i.接地电阻测试
不合格首件返工后再次验证结果:
备
签名:
注
生产:
FQ004-06D
j.有无批锋、利边、尖角
k.国家标准的符合性
l.其它
4. a.颜色 外 b.表面异常状况 观 c.其它
质量判定 口Accept 口Reject PQC签名:
组长确认:
报告编号: 日期:20 年 品号 规格参数及要求
审核:
检验状况记录
主管审核:
. 月日
判定 AC RE
不良缺 陷
Cr Ma Mi
处理方式 口量产 口返工 口特采 签 会 PIE/研发:
首件确认检验报告(组装)
生产单位:
厂
线
客户
订单号
订单数
品名
一、生产自检状况(关键部件确认)
号 序部件
规格参数及要求
1 电源 2 光源 3 电线
判定 序 AC RE 号
部件
4 电路板
5
透镜/透光 罩
6 其它
自检结果判定: 口合格
口不合格
自检员:
二、品管检验记录
检验项目 1. 客户特殊要求
规格参数及要求