机床误差基础
机床误差及对加工精度的影响

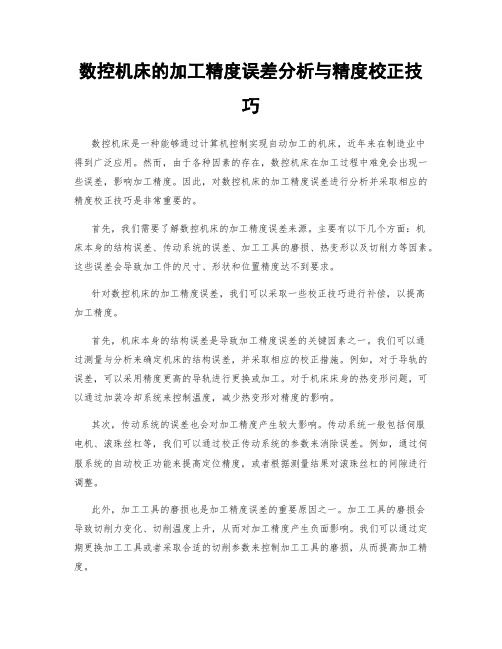
(3)前后导轨平行度的影响
导轨扭曲示意图
例:车床导轨扭曲引起的加工误差
D R=DY
tg , sin Dy
B
H
很小, tg sin
Dy Dy H
BH
B
导轨扭曲引起的加工误差
(4)导轨与主轴回转轴线的平行度的影响
当车床导 轨和主轴回转 轴线在水平面 内不平行时, 使工件产生锥 度。
•单油楔动压轴承圆度误差和波度对回转精度的影响
工件回转类机床
刀具回转类机床
5、提高主轴回转精度的措施
(1)提高主轴部件的制造精度; (2)对滚动轴承进行预紧,消除间
隙; (3)使主轴回转误差不反映到工件
上(误差转移)。
小结
机床的误差决定了机床加工精 度的运动部件的运动精度,决定了 机床加工精度的部件之间及其运动 轨迹之间的相对位置精度。从而影 响了加工精度。
的平面度和垂直度有影响。
(2)径向圆跳动对加工精度的影响
车削加工时, 实际回转轴线相对 于平均回转轴线作 h=AcosØ的运动 Y=A+(R-h)cosØ =Asin2Ø+RcosØ Z=(R-h)sinØ =RsinØ-AcosØsinØ Y2+Z2=R2+Asin2Ø
镗削加工时,
实际回转轴线相对
于平均回转轴线作 h=AcosØ的运动
Z= RsinØ
镗刀
Y=h+RcosØ
=(A+R)cosØ
加工内孔呈椭
圆孔;对端面的加
工无影响。
(3)倾角摆动对加工精度的影响
▪ 几何轴线相对与平均轴线在空间成 一定锥角的圆锥运动。 若沿与平均轴线垂直的各个 截面来看,相当于几何轴线绕平均 轴心做偏心运动,只是各截面的偏 心量不同。因此,无论车削还是镗 削都能获得一个正圆锥。
车床的误差30

车床的误差30我们在使用数控车床时出现误差是什么原因呢?下面一起来看看吧!1、加工原理误差加工原理误差是指采用了近似的刀刃轮廓或近似的传动关系进行加工而产生的误差。
加工原理误差多出现于螺纹、齿轮、复杂曲面加工中。
例如,加工渐开线齿轮用的齿轮滚刀,为使滚刀制造方便,采用了阿基米德基本蜗杆或法向直廓基本蜗杆代替渐开线基本蜗杆,使齿轮渐开线齿形产生了误差。
又如车削模数蜗杆时,由于蜗杆的螺距等于蜗轮的周节(即mπ),其中 m是模数,而π是一个无理数,但是车床的配换齿轮的齿数是有限的,选择配换齿轮时只能将π化为近似的分数值(π =3.1415)计算,这就将引起刀具对于工件成形运动(螺旋运动)的不准确,造成螺距误差。
在加工中,一般采用近似加工,在理论误差可以满足加工精度要求的前提下(《=10%-15%尺寸公差),来提高生产率和经济性。
2、调整误差机床的调整误差是指由于调整不准确而产生的误差。
3、夹具的制造误差和磨损夹具的误差主要指:(1)定位元件、刀具导向元件、分度机构、夹具体等的制造误差;(2)夹具装配后,以上各种元件工作面间的相对尺寸误差;(3)夹具在使用过程中工作表面的磨损。
4、机床误差机床误差是指机床的制造误差、安装误差和磨损。
主要包括机床导轨导向误差、机床主轴回转误差、机床传动链的传动误差。
(1)机床导轨导向误差1)导轨导向精度——导轨副运动件实际运动方向与理想运动方向的符合程度。
主要包括:①导轨在水平面内直线度Δy和垂直面内的直线度Δz(弯曲);②前后两导轨的平行度(扭曲);③导轨对主轴回转轴线在水平面内和垂直面内的平行度误差或垂直度误差。
2)导轨导向精度对切削加工的影响主要考虑导轨误差引起刀具与工件在误差敏感方向的相对位移。
车削加工时误差敏感方向为水平方向,垂直方向引起的导向误差产生的加工误差可以忽略;镗削加工时误差敏感方向随刀具回转而变化;刨削加工时误差敏感方向为垂直方向,床身导轨在垂直平面内的直线度引起加工表面直线度和平面度误差。
数控机床的加工精度误差分析与精度校正技巧
数控机床的加工精度误差分析与精度校正技巧数控机床是一种能够通过计算机控制实现自动加工的机床,近年来在制造业中得到广泛应用。
然而,由于各种因素的存在,数控机床在加工过程中难免会出现一些误差,影响加工精度。
因此,对数控机床的加工精度误差进行分析并采取相应的精度校正技巧是非常重要的。
首先,我们需要了解数控机床的加工精度误差来源。
主要有以下几个方面:机床本身的结构误差、传动系统的误差、加工工具的磨损、热变形以及切削力等因素。
这些误差会导致加工件的尺寸、形状和位置精度达不到要求。
针对数控机床的加工精度误差,我们可以采取一些校正技巧进行补偿,以提高加工精度。
首先,机床本身的结构误差是导致加工精度误差的关键因素之一。
我们可以通过测量与分析来确定机床的结构误差,并采取相应的校正措施。
例如,对于导轨的误差,可以采用精度更高的导轨进行更换或加工。
对于机床床身的热变形问题,可以通过加装冷却系统来控制温度,减少热变形对精度的影响。
其次,传动系统的误差也会对加工精度产生较大影响。
传动系统一般包括伺服电机、滚珠丝杠等,我们可以通过校正传动系统的参数来消除误差。
例如,通过伺服系统的自动校正功能来提高定位精度,或者根据测量结果对滚珠丝杠的间隙进行调整。
此外,加工工具的磨损也是加工精度误差的重要原因之一。
加工工具的磨损会导致切削力变化、切削温度上升,从而对加工精度产生负面影响。
我们可以通过定期更换加工工具或者采取合适的切削参数来控制加工工具的磨损,从而提高加工精度。
另外,热变形也是影响加工精度的重要因素。
随着机床的连续工作,温度会逐渐升高,导致机床的热变形。
我们可以通过在机床上安装温度传感器,监测温度的变化,然后根据变化的温度对加工精度进行校正。
此外,通过改进机床的散热系统,减少热量的积聚,也可以有效地降低热变形对加工精度的影响。
最后,我们还可以通过控制切削力来提高加工精度。
切削力对加工精度具有较大的影响,对切削力的控制可以通过调整切削参数(如切削速度、进给量等)来实现。
数控加工产生误差的根源及解决方案

数控加工产生误差的根源及解决方案数控加工是利用数控技术通过控制机床和刀具相对运动的方式,对工件进行加工的一种工艺。
虽然数控加工相对手工加工来说具有高精度、高效率、高一致性等优点,但是由于一些原因还是会在实际应用中产生一些误差,下面我们对数控加工误差的根源及解决方案进行详细介绍。
一、误差产生的根源1.机床本身问题机床是数控加工的基础,如果机床本身精度不高,则会直接影响到加工的精度。
例如机床的重复定位精度、圆度等问题都会导致数控加工中的误差。
2.编程和操作问题编程和操作的问题也是数控加工中产生误差的重要原因。
编写的程序是否符合实际加工的要求、操作人员能否正确的操作数控设备、调整数控设备的参数等都会影响加工的精度。
3.工件材料和加工工艺工件的材料和加工工艺也是数控加工中产生误差的原因之一。
因为不同的材料及加工工艺的选用,需要有不同的加工参数设置,否则加工出来的零件尺寸不稳定,而且不同的材料具有不同的热膨胀系数,会使得加工出来的工件产生偏差。
二、误差的解决方案1.提高机床精度如何提高机床精度呢?首先我们要选用性能稳定、精度高的数控机床。
同时,在加工过程中要注意定期检查机床的重复定位精度、圆形度等指标,及时进行维护和保养。
2.优化编程和操作流程软件程序的编写和操作过程是决定加工精度的重要环节之一,因此编写程序时要结合实际加工要求,同时要对操作流程进行规范化和标准化,让操作流程尽量简单,便于操作人员进行操作。
3.优化材料和加工工艺合理选用材料及加工工艺,是提高精度的重要环节之一,因此选择合适的加工工艺的同时,要注意材料的热膨胀系数等性质,以此来保证加工出来的工件符合设计要求。
总之,数控加工误差的根源较多,但只要我们能够从机器、人员和程序三个方面入手,针对性的进行优化,加工精度是能够得到不断提高的。
数控加工产生误差的根源及解决方案

数控加工产生误差的根源及解决方案数控加工是一种高精度的金属加工方法,利用计算机控制的精密设备进行金属材料的切削和加工。
但是即使使用数控加工,仍然会产生一定的误差。
这些误差的产生主要与数控系统、机床、刀具以及加工环境等因素有关。
为了解决这些误差,需要从源头控制、精度校准、工艺优化等方面入手。
下面详细介绍数控加工产生误差的根源及解决方案。
一、数控系统引起的误差:1. 数控系统内部误差:数控系统内部误差是指控制器和伺服系统的误差。
在日常使用中,数控系统会出现一些误差,主要是由于控制器的精度、伺服系统的响应速度、传感器的精度等方面引起的。
解决这些误差的方法主要有:及时进行维护和保养,更新升级数控系统软件,提高系统的稳定性和精度。
2. 机床误差:机床误差是指机床本身的精度和稳定性问题,如机床导轨磨损、轴承松动等。
解决机床误差的方法主要有:定期进行机床维护,及时更换磨损的机床部件,提高机床的整体刚性和精度。
二、加工误差的根源及解决方案:1. 刀具误差:刀具的质量和磨损程度直接影响加工精度。
刀具的质量差、磨损过度等都会导致加工误差的产生。
解决刀具误差的方法主要有:选用质量好的刀具,定期检查和更换磨损的刀具,确保刀具与工件的匹配度。
2. 加工工艺误差:加工工艺参数的不合理设置也会导致加工误差的产生。
例如,进给速度、切削速度、切削深度等参数的选择不当会引起加工误差。
解决加工工艺误差的方法主要有:制定科学合理的加工工艺参数,根据具体情况调整切削速度和进给速度,并设定合理的切削深度。
3. 加工环境误差:加工环境的温度和湿度等因素也会对加工误差产生一定的影响。
例如,温度过高会导致机床热变形,湿度过大会导致机床表面生锈,都会影响加工的精度。
解决加工环境误差的方法主要有:合理调节加工环境的温度和湿度,保持机床的干燥和清洁,定期进行维护和检查。
综上所述,数控加工误差的产生主要与数控系统、机床、刀具以及加工环境等因素有关。
为了解决这些误差,需要从源头控制、精度校准、工艺优化等方面入手。
机床机械加工误差产生的原因剖析

机床机械加工误差产生的原因剖析随着工业化的发展,机械加工已经成为生产制造中不可或缺的一部分。
在机械加工过程中,难免会出现误差,这些误差可能会对零件的精度和质量产生严重影响。
研究机床机械加工误差产生的原因,对提高机械加工的精度和质量具有重要意义。
机床机械加工误差产生的原因多种多样,主要可分为工艺、设备、刀具和零件四个方面。
下面我们将分别对这四个方面进行剖析,希望能够为读者对机床机械加工误差产生的原因有一个更清晰的认识。
一、工艺方面1.1 加工工艺选择不当在机床机械加工中,不同的工件需要选择不同的加工工艺。
一些工件需要精密加工,而另一些则需要粗加工。
如果选择不当,就会导致误差产生。
对于一些精密零件,如果采用了普通的车削工艺,可能会导致尺寸精度无法满足要求。
1.2 加工顺序设置不合理加工顺序的选择直接关系到零件的最终精度。
如果加工顺序设置不合理,可能会导致前道工序的误差会被后道工序放大,从而影响到整个零件的加工精度。
在机床机械加工中,加工顺序的设置至关重要。
加工刀具的选择也是机床机械加工误差产生的一个重要原因。
如果选择的刀具不合适,比如刀具的刃数、刀具的材料等方面不符合工件的要求,可能会导致零件的加工精度不达标。
在机床机械加工中,切削参数的设置对加工质量有着直接的影响。
如果切削参数设置不合理,比如切削速度、进给速度等参数不符合工件的材料和加工要求,可能会导致加工过程中出现振动、共振等问题,从而影响到零件的加工精度。
二、设备方面2.1 机床几何精度不达标机床的几何精度不达标是导致机床机械加工误差产生的一个重要原因。
几何精度不达标包括机床的导轨、滚珠丝杠等部件的磨损、变形等问题,这些问题都会直接影响到零件的加工精度。
2.2 机床热变形在机床机械加工中,机床的热变形是一个不容忽视的问题。
由于机床在加工过程中会因为摩擦、热能等因素而产生热变形,这将导致机械加工误差的产生。
2.4 机床动力系统问题机床的动力系统问题也可能会导致机床机械加工误差产生。
加工精度与加工误差基本知识.

加工精度与加工误差基本知识1 概述1.1 加工精度与加工误差加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数的符合程度。
实际加工不可能做得与理想零件完全一致,总会有大小不同的偏差,零件加工后的实际几何参数对理想几何参数的偏离程度,称为加工误差。
1.2 原始误差由机床、夹具、刀具和工件组成的机械加工工艺系统(简称工艺系统)会有各种各样的误差产生,这些误差在各种不同的具体工作条件下都会以各种不同的方式(或扩大、或缩小)反映为工件的加工误差。
工艺系统的原始误差主要有工艺系统的几何误差、定位误差、工艺系统的受力变形引起的加工误差、工艺系统的受热变形引起的加工误差、工件内应力重新分布引起的变形以及原理误差、调整误差、测量误差等。
1.3 研究机械加工精度的方法研究机械加工精度的方法分析计算法和统计分析法。
2 工艺系统集合误差2.1 机床的几何误差加工中刀具相对于工件的成形运动一般都是通过机床完成的,因此,工件的加工精度在很大程度上取决于机床的精度。
机床制造误差对工件加工精度影响较大的有:主轴回转误差、导轨误差和传动链误差。
机床的磨损将使机床工作精度下降。
2.1.1 主轴回转误差机床主轴是装夹工件或刀具的基准,并将运动和动力传给工件或刀具,主轴回转误差将直接影响被加工工件的精度。
主轴回转误差是指主轴各瞬间的实际回转轴线相对其平均回转轴线的变动量。
它可分解为径向圆跳动、轴向窜动和角度摆动三种基本形式。
产生主轴径向回转误差的主要原因有:主轴几段轴颈的同轴度误差、轴承本身的各种误差、轴承之间的同轴度误差、主轴绕度等。
但它们对主轴径向回转精度的影响大小随加工方式的不同而不同。
产生轴向窜动的主要原因是主轴轴肩端面和轴承承载端面对主轴回转轴线有垂直度误差。
不同的加工方法,主轴回转误差所引起的的加工误差也不同。
在车床上加工外圆和内孔时,主轴径向回转误差可以引起工件的圆度和圆柱度误差,但对加工工件端面则无直接影响。
机床机械加工误差产生的原因剖析

机床机械加工误差产生的原因剖析机床机械加工误差是指在机床加工过程中,加工零件与理论轨迹或规格要求存在的偏离或差异。
机床机械加工误差会直接影响零件的质量和精度,因此对其原因进行剖析是非常必要的。
一、机床本身因素1.刚度不足:机床刚度不足会导致机床在加工过程中容易产生振动和变形,从而影响零件的精度。
2.导轨精度:机床导轨的精度直接影响机床的定位精度和运动精度,导轨精度不高会导致机床在加工过程中产生偏差。
3.传动系统误差:机床传动系统(如螺杆传动、齿轮传动等)的误差会直接影响机床的定位精度和运动精度。
4.刀具磨损:刀具在长时间使用后会出现磨损,导致加工出来的零件尺寸偏差增大。
二、加工过程因素1.切削力:切削力是机床加工中产生的力,切削力的大小和切削方向会直接影响加工零件的精度和形状。
2.切削温度:切削过程中产生的热量会引起刀具和工件的热膨胀,从而影响加工零件的精度。
3.冷却液不当:冷却液不当会导致切削区温度过高,从而加剧刀具磨损和工件变形,进而影响加工精度。
4.装夹力:工件在机床上的夹紧力不均匀会导致工件在加工过程中产生变形,影响加工零件的精度。
三、操作因素1.操作技术:操作人员的操作技术熟练程度不同会导致机床的使用不当,从而影响加工零件的精度。
2.操作误差:操作人员在操作过程中可能会发生误操作,如切削深度设置错误、切削速度过快等,进而影响加工结果。
3.测量误差:机床的定位精度和运动精度需要通过测量来确认,而测量误差会直接导致加工零件的尺寸偏差。
四、环境因素1.温度变化:环境温度的变化会导致机床零部件的热膨胀或收缩,从而影响机床的定位精度和运动精度。
2.湿度变化:环境湿度的变化会导致机床零部件的腐蚀和生锈,进而影响机床的使用性能和加工质量。
机床热误差产生原因分析及常用补偿办法
机床热误差产生原因分析及常用补偿办法一、引言随着科学技术的不断发展,机床在工业生产中发挥着越来越重要的作用。
由于各种因素的影响,机床在工作过程中会产生热误差,影响加工精度和稳定性。
研究机床热误差的产生原因,寻求有效的补偿办法,对提高机床加工精度具有重要的意义。
本文将对机床热误差产生原因进行分析,并介绍常用的补偿办法。
二、机床热误差产生原因分析1. 机床结构变形机床在工作过程中,由于受到切削力和惯性力的作用,会导致机床结构的变形。
特别是高速加工时,机床的结构变形更加显著。
这些结构变形会导致机床的位置精度和直线度产生偏差,从而影响加工精度。
2. 主轴热变形在机床工作过程中,主轴由于长时间高速运转,会产生较大的热量。
热量的积聚会引起主轴材料的热膨胀,导致主轴的几何形状发生变化,从而影响主轴的旋转精度。
3. 传动系统的热误差机床的传动系统是由各种机械零部件组成,这些零部件在工作过程中会受到热的影响而发生膨胀或收缩。
尤其是在高速、高精度加工时,由于传动系统的热膨胀影响,会引起工件的位置偏差和形状误差。
4. 环境温度变化周围环境的温度变化也会对机床的热误差产生影响。
特别是在季节转换的时候,温度的变化会导致机床零部件的温度梯度不均匀,进而产生热误差。
5. 冷却液系统的稳定性机床的冷却液系统在工作中起着降温和润滑的作用,稳定性对于机床的热误差具有很大的影响。
如果冷却液系统的供给不均匀或温度波动较大,就会导致机床温度分布不均匀,从而引起热误差。
三、机床热误差补偿办法1. 热补偿热补偿是指通过传感器实时监测机床各部位的温度变化,然后根据监测到的温度数据,通过数学模型计算出热误差的补偿值,再加以修正,以实现对机床热误差的补偿。
通过热补偿的方法可以实现对机床热误差的准确修正,提高了机床的加工精度。
2. 结构改进通过优化设计机床结构,采用高强度、高刚性的材料,改进大梁、床身等部位的结构形式,减少机床在工作过程中的结构变形,以减小热误差的产生。
机床机械加工误差产生的原因剖析
机床机械加工误差产生的原因剖析一、引言机床机械加工误差是指在机械加工过程中,由于各种因素的影响,导致工件加工尺寸、形状以及表面质量与设计要求产生偏差。
机床机械加工误差的产生对产品质量和生产效率有着直接的影响,因此对机床机械加工误差的产生进行深入剖析,有助于寻找解决问题的方法,提高加工精度和效率。
1. 机床因素机床是进行机械加工的主要设备,其性能和精度直接影响到工件的加工质量。
机床本身的结构、刚性和稳定性是产生机床机械加工误差的重要原因。
机床的传动系统、导轨的磨损、工作台的变形等都会导致机床刚度和稳定性降低,从而产生加工误差。
2. 刀具因素刀具是进行切削加工的工具,其质量和性能直接影响到加工的精度和表面质量。
刀具的磨损、断刃、偏心以及不良的刃口几何形状都会导致加工误差的产生。
由于刀具与工件间的摩擦力、热量和切削力的作用,也会引起刀具的变形和热变形,进而产生加工误差。
3. 夹紧和定位在机械加工过程中,工件的夹紧和定位是非常重要的环节。
夹具本身的精度和刚性是影响夹紧和定位精度的关键因素。
如果夹紧力不均匀、定位不准确,就会导致工件的振动和变形,从而产生加工误差。
这些误差在重复加工时可能会叠加,进一步影响了加工质量。
4. 工件材料工件的材料性质对机械加工误差也有着重要的影响。
在钢材的机械加工中,由于材料的塑性变形和回弹,可能会导致工件形状的偏离,从而产生加工误差。
一些难加工的材料如铸铁、铝合金等,其硬度和韧性会增加加工难度,容易导致刀具的磨损和切屑的堆积,也会导致加工误差的产生。
5. 加工工艺加工工艺是影响机床机械加工误差的另一个重要因素。
不恰当的切削参数、过高的进给速度、切削速度和切削深度不匹配等都会导致加工质量下降,并产生加工误差。
加工过程中处理切屑的不当,也可能会导致切削力的变化和刀具的磨损,进而产生加工误差。
6. 工人技术水平工人是机械加工的操作者,其技术水平和操作规范也对加工质量有着直接的影响。
机床导轨加工误差要求标准
机床导轨的加工误差要求标准主要包括以下几个方面:
1. 平直度误差:导轨的平直度误差是指其表面在长度方向上的直线度误差和表面形状的扭曲误差。
一般来说,平直度误差应该控制在0.01mm以内,以确保机床的加工精度和稳定性。
2. 平行度误差:导轨的平行度误差是指其上下面在垂直方向上的直线度误差。
一般来说,平行度误差应该控制在0.02mm以内,以确保机床的加工精度和刀具的运动轨迹稳定性。
3. 粗糙度:导轨的粗糙度是指其表面纹理的细腻程度和表面的不平整度。
一般来说,粗糙度应该控制在Ra0.8以内,以确保机床的加工精度和低摩擦系数。
4. 接触精度:导轨的接触精度是指其上下面之间的接触面积和接触位置的精度。
一般来说,接触精度应该控制在0.03mm以内,以确保机床的加工精度和稳定性。
数控机床操作中的误差分析与修正

数控机床操作中的误差分析与修正数控机床是当今工业生产过程中必不可少的一种高精度加工设备,它通过电子控制系统实现了对工件的精确加工。
然而,由于各种因素的影响,数控机床在实际操作中存在着一定的误差。
为了保证产品质量,提高加工效率,操作人员需要对误差进行分析,并及时进行修正。
本文将对数控机床操作中的误差进行分析,并提供修正的方法。
误差来源分析数控机床操作中的误差来源主要包括机床自身误差、刀具误差、工件装夹误差和运动控制误差等。
首先是机床自身误差。
机床自身的几何精度、运动传动系统、定位系统等方面存在一定误差,例如导轨的平行度、直线度、回转度等。
这些误差会直接影响到加工的精度和稳定性。
刀具误差是指刀具在使用过程中由于磨损而产生的误差。
刀具磨损会导致切削力的变化,从而影响到加工质量。
此外,刀具的安装和夹持也会引起误差。
工件装夹误差是指在夹持工件时产生的装夹偏差。
工件装夹不稳定会导致工件在加工过程中产生振动和位移,进而影响到加工质量。
运动控制误差包括机床伺服系统的误差和数控系统的误差。
伺服系统的误差主要来自于位置反馈误差、传动误差和非线性误差等。
数控系统的误差主要包括插补误差、指令误差和输出误差等。
误差修正方法对于数控机床操作中的误差,我们可以采取以下几种修正方法:首先是机床自身误差的修正。
在使用数控机床之前,可以通过校正设备对机床进行定期检测和校准,以确保机床的几何精度和运动传动系统的精度。
此外,在加工过程中也可以通过优化切削参数来减小机床自身误差对加工质量的影响。
其次是刀具误差的修正。
刀具的磨损是一个不可避免的过程,为了减小刀具磨损对加工质量的影响,操作人员可以根据加工情况定期更换刀具,并确保刀具的正确安装和夹持。
对于工件装夹误差,操作人员需要在夹持工件时严格按照操作规程进行操作,确保工件的稳定夹持。
如有条件,可以使用更加稳定可靠的夹具,以减小装夹误差对加工质量的影响。
运动控制误差的修正需要依靠数控系统和伺服系统的调试。
数控加工产生误差的根源及解决方案(二篇)

数控加工产生误差的根源及解决方案本文从数控机床加工过程中误差产生的根源入手,分析了各类误差产生的原因并找出了减少误差的解决方案。
数控机床是机电一体化的高科技产品,用数控加工程序控制数控机床自动加工零件,不必使用复杂、特制的工装夹具,就能够较好地解决中、小批量,多品种复杂曲面零件的自动化加工问题。
但在零件加工过程中,由于种种原因,会造成零件不合格,甚至于产生废品。
本文从加工中误差产生的原因入手,分析并找出减少误差的解决办法。
零件在数控机床上加工过程中,误差主要四个方面:一、误差是制造工艺不合理造成的;二、误差是程序编制不科学造成的;三、是工装使用不当造成的;四、是机床系统自身误差产生的。
制造工艺不合理造成的加工误差在现实生产中,由于工艺设计不合理而造成的误差一般有以下几种形式。
2.1.加工路线不合理而产生的误差由于孔的位置精度要求较高,因此安排镗孔路线问题就显得比较重要,安排不当就有可能把坐标轴的反向间隙带入,直接影响孔的位置精度。
2.2.刀具切入切出安排不当产生的误差铣削整圆时,要安排刀具从切向进入圆周进行铣削加工,当整圆加工完毕之后,不要在切点处取消刀补或退刀,要安排一段沿切线方向继续运动的距离,这样可以避免在取消刀补时,刀具与工件相撞而造成工件和刀具报废。
当铣切内圆时也应该遵循此种切入切出的方法,最好安排从圆弧过渡到圆弧的加工路线,切出时也应多安排一段过渡圆弧再退刀,这样可以降低接刀处的接痕,从而可以降低孔加工的粗糙度和提高孔加工的精度。
2.3.工艺分析不足而造成的误差普遍性的零件结构工艺性并不完全适用于数控加工中,但以下几点的特别注意:2.3.1.采用统一的定位基准,数控加工中若没有统一的定位基准,会因零件的重新___而引起加工后两个面上的轮廓位置及尺寸不协调,造成较大的误差。
2.3.2.避免造成欠切削或过切削现象,在数控车床上加工圆弧与直线或圆弧与圆弧连接的内外轮廓时,应充分考虑其过渡圆弧半径的大小,因为刀具刀尖半径的大小可能会造成欠切削或过切削现象。
机床加工误差的原因及消除方法

浅析机床加工误差的原因及消除方法[摘要]加工精度是衡量机器零件加工质量的一个重要指标。
由于影响加工精度的因素诸多,不易有效控制,因此提高加工精度减小加工误差较为困难,研究机床加工过程误差的产生及防止对提高机床加工精度有着重要的意义。
[关键词]机床;技工;误差;精度一、影响加工精度误差因素及综合分析由人,机床、夹具和刀具在完成任何一个工序(或工艺过程)的加工时,有许多误差因素在起作用,这些因素大致分为两部分:一部分是与工艺系统本身的结构和状态有关的因素;另一部分则是金属切削过程中产生的因素。
具体可分为以下几个方面:(一)机床误差1.主轴回转误差机床主轴误差可分解为径向圆跳动、轴向窜动和角度摆动3种基本形式。
产生主轴径向回转误差的主要原因有主轴几段轴颈的同轴度误差、轴承本身的各种误差、轴承之间的同轴度误差、主轴挠度等。
2.导轨误差导轨是机床上确定各机床部件相对位置关系的基准,也是机床运动的基准,导轨误差直接反映在被加工工件表,对加工精度的影响最大。
刀架运动时会产生摆动,刀尖的运动轨迹是一条空间曲线,使工件产生形状误差。
除了导轨本身的制造误差外,导轨的不均匀磨损和安装质量也是造成导轨误差的重要因素。
导轨磨损是机床精度下降的主要原因之一。
3.传动链误差传动链误差是指传动链始末两端传动元件间相对运动的误差,一般用传动链末端元件的转角误差来衡量。
4.数控机床独特性误差数控机床与普通机床的最主要差别有两点:①数控机床具有“指挥系统”——数控系统;②数控机床具有执行运动的驱动系统——伺服系统。
在数控机床上所产生的加工误差,与在普通机床上产生的加工误差,其来源有许多共同之处,但也有其独特之处,例如伺服进给系统的跟踪误差、检测系统中的采样延滞误差等,这些都是普通机床加工时所没有的。
因此在数控加工中,除了要控制在普通机床上加工时常出现的那一类误差源以外,还要有效地抑制数控加工时才可能出现的误差源。
(1)机床重复定位精度的影响数控机床的定位精度是指数控机床各坐标轴在数控系统的控制下运动的位置精度,引起定位误差的因素包括数控系统的误差和机械传动的误差。
机床传动误差测量方法
机床传动误差测量方法传动误差的基本测量原理:设θ1、θ2分别为输入、输出轴的位移(角位移或线位移),输入、输出之间的理论传动比为i,如以θ1作为基准,输出轴的实际位移与理论位移的差值即为传动链误差δ,即δ=θ2-θ1/i。
依据对位移信号θ1、θ2的测量方法不同,传动误差测量方法可分为比相测量法和计数测量法两大类。
1、机床传动误差比相测量方法两传感器的输出信号θ1、θ2之间的相位关系反映了传动链的传动误差。
当传动误差TE=0,即传动比恒定时,θ1、θ2之间保持恒定的相位关系;当传动比i发生变化时,θ1、θ2之间的相位关系也随之发生变化。
比相测量法就是通过测定θ1、θ2之间的相位关系来间接测量传动误差TE。
随着数字技术、计算机技术的进展,比相测量法经受了从模拟比相→数字比相→计算机数字比相的进展过程。
(1)模拟比相法常用的触发式相位计即采纳了模拟比相法。
模拟比相的原理:两路信号经分频后变为同频率信号进入比相计,它们之间的时差Δt取决于θ1、θ2之间的相位差δ(t)。
经双稳态触发器鉴别后,Δt变换为与比相矩形波占空比相对应的模拟量Δu,占空比的变化即反映了传动链的传动误差。
模拟比相测量系统存在以下问题:①δ(t)是以2π为周期并按肯定规律变化的周期函数,设f为相位变化频率,ω=2πf为角频率,则有δ(t)=δ(ωt)。
两信号比相时,相位测量是以1/f为周期的重复测量,由条件0≤δ(ωt)≤2π可知,Δu与δ(t)具有线性关系。
由于δ(ωt)呈周期变化,因此要求模拟记录表头的时间常数τ小于被测变化相位差的周期,即τ≤1/f,否则在前一个相位变化周期内还未获得精确读数时,后一个周期已开头重复,这样就无法实时记录相位差的变化。
因此模拟比相法的动态测量性能较差,不能适应实时分析处理的动态测量要求。
②测量辨别率与测量范围相互制约,如提高辨别率,则会减小量程,为此需配置量程选择电路,被测信号的相位差必需小于360°。
机床热误差产生原因分析及常用补偿办法

机床热误差产生原因分析及常用补偿办法机床热误差是指机床在工作过程中由于热力的影响而产生的误差。
机床在工作过程中会受到加工过程中的大量热源的影响,如主轴传动系统的磨削和加工过程中的摩擦热、电主轴传动系统的电机发热、主轴及导轨系列受到的外部环境温度的影响等。
机床热误差的产生原因主要有以下几个方面:1. 机床结构本身的热膨胀。
机床材料在受热后会发生热膨胀现象,导致机床的尺寸发生变化,进而影响机床的定位精度。
2. 机床工作环境的温度变化。
机床工作环境的温度变化会直接影响机床的工作精度,特别是需要高精度的加工过程中,如果机床工作环境温度变化较大,将会导致机床的加工精度下降。
3. 导轨系列的变形。
导轨系列是机床的重要组成部分,其在机床加工过程中发生的变形会直接影响机床的加工精度。
当导轨系列受到温度的影响时,会发生热变形,导致机床的加工精度下降。
1. 滚动补偿。
机床滚动补偿主要是通过在控制系统中对机床的各个轴进行实时补偿,通过调整机床的位置来补偿热误差的影响。
2. 温度传感器补偿。
在机床的关键位置安装温度传感器,通过测量温度变化来实时监测机床的热变形情况,并通过控制系统对机床进行补偿。
3. 冷却系统。
通过在机床中设置冷却系统,可以有效控制机床工作环境的温度变化,从而减小机床的热误差。
4. 结构改进。
针对机床结构本身的热膨胀问题,可以通过改进结构设计,选用合适的材料,以及采用降低热膨胀系数的方法来减小热误差的影响。
机床热误差的产生对机床的加工精度有着重要的影响,因此需要采取相应的补偿办法来减小热误差的影响。
在使用机床时,需要根据具体情况选择合适的补偿办法,以提高机床的加工精度。
数控机床的误差检测与校正方法

数控机床的误差检测与校正方法随着现代制造业的快速发展,数控机床已经成为工业生产中不可或缺的重要设备之一。
然而,由于各种因素,数控机床在运行过程中难免会出现一定的误差,这些误差直接影响工件的加工精度和质量。
因此,正确有效地检测和校正数控机床的误差是保证加工质量的重要工作之一。
数控机床的误差主要包括几何误差、运动误差和热变形误差。
针对这些误差,有许多方法可以进行检测和校正。
首先,几何误差是数控机床误差的主要来源之一。
常见的几何误差包括直线度误差、平面度误差和圆度误差等。
为了准确检测这些误差,常用的方法是使用相关的检测工具和设备,如激光干涉仪、三坐标测量仪等。
通过这些设备,可以测量出数控机床各个轴向、各个位置的误差,并进一步分析修正。
此外,还可以通过旋转台等设备进行圆度误差的检测和校正。
其次,数控机床的运动误差也是需要注意的。
运动误差会导致工件在加工过程中产生振动、起伏等问题,进而影响工件的加工质量。
为了有效检测和校正运动误差,常用的方法包括频谱分析法、反馈校正法和模型辨识法等。
通过这些方法,可以实时监测数控机床的运动状态,分析得到的数据,并根据分析结果对机床进行修正和校正,从而达到提高运动精度的目的。
最后,热变形误差也是数控机床需要解决的一个问题。
在机床运行过程中,由于热效应产生的热变形会对机床的工作精度产生一定的影响。
为了准确检测和校正热变形误差,可以采用测温装置对机床各部位的温度进行实时监测,并建立温度场模型。
通过模拟和分析温度场的变化,可以得出温度引起的机床变形情况,并对机床进行适当的修正和校正,以减小热变形引起的误差。
除了上述几种常见的误差检测和校正方法之外,还有一些其他的方法可以应用于数控机床的误差检测与校正中,如梯度法、灰色建模法等。
这些方法的选择和应用应根据具体情况来决定,并结合数控机床的特点和实际生产需求进行综合考虑。
总之,数控机床的误差检测与校正是确保其加工精度和质量的关键步骤。
针对数控机床可能存在的几何误差、运动误差和热变形误差,通过使用合适的检测工具和设备,以及应用相关的方法和技术,可以准确地检测和校正数控机床的误差,从而保证加工质量和生产效益的提高。
数控机床误差

数控机床误差1数控加工过程中产生的加工误差(1)编程误差:主要是数控编程时数控系统产生的插补误差,主要由于用直线段或圆弧段避近零件轮廓时产生的。
这是影响零件加工精度的一个重要因素。
可以靠增加插补节点数解决,但会增加编程工作量。
(2)刀尖圆弧误差:在切削内孔、外因或端面时,刀尖圆弧不影响其尺寸、形状,但在加工锥面或圆弧时受刀尖圆弧影响造成过切或少切。
此误差可通过测量刀尖圆弧半径,采用刀具半径补偿功能来消除误差。
(3)测量误差:主要是受量具测量精度以及测量者操作方法影响,导致的实测尺寸不准确。
此误差可弥补。
(4)对刀误差:此误差主要产生在对刀过程中,刀具在移动到起刀点位置时受操作系统的进给修调比例值影响。
解决办法是合理选择进给修调比例,尤其是当刀具靠近起刀点位置时采用最小挡进给修调使刀具精确定位于起刀点位置。
(5)机床系统误差:受机床本体影响产生的形位公差,此公差一般不可调整;伺服单元,驱动装置产生的重复定位误差,主要由系统受机床脉冲当量大小、均匀度及传动路线影响;这些误差量很小且稳定,只有在精密加工时应予以考虑。
2对刀方法数控加工的对刀,对其处理的好坏直接影响到加工零件的精度,还会影响数控机床的操作。
所谓对刀,就是在工件坐标系中使刀具的刀位点位于起刀点(对刀点)上,使其在数控程序的控制下,由此刀具所切削出的加工表面相对于定位基准有正确的尺寸关系,从而保证零件的加工精度要求。
在数控加工中,对刀的基本方法有试切法、对刀仪对刀、ATC对刀和自动对刀等。
2.1试切法根据数控机床所用的位置检测装置不同,试切法分为相对式和绝对式两种。
在相对式试切法对刀中,可采用三种方法:一是用量具(如钢板尺等)直接测量,对准对刀尺寸,这种对刀方法简便但不精确;二是通过刀位点与定位块的工作面对齐后,移开刀具至对刀尺寸,这种方法的对刀准确度取决于刀位点与定位块工作面对齐的精度;三是将工件加工面先光一刀,测出工件尺寸,间接算出对刀尺寸,这种方法最为精确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水平直线度误差
系统误差: 系统误差: 以弯曲导轨为例
偏航误差运动
系统误差: 系统误差: 以弯曲导轨为例
测量线的位置误差
位置误差
阿贝偏移
机床的线性刻度
直接测量: 直接测量:位置误差
© 安捷伦
使用干涉仪或校准仪标准( 刻度) 使用干涉仪或校准仪标准(如glas刻度) 刻度 高精度 仔细对准 机床计量学里的标准程序
理想机床
实际机床
TCP 运动补偿
国际机床测试标准
ISO 213-1: 提供了很好的概述。最新引入了Etalons 多路测量。 ISO 213-2: 建立了机床检测的标准程序。 ISO 213-6 : ISO213-2引入对角线测试方法.该方法对空间误差非常敏感 。 ISO委员会目前正在筹备新的体积补偿的技术标准。
笛卡尔机床的几何误差 (依据国际标准)
数值补偿现状: 数值补偿现状:
三坐标测量机:15年前推出数值补偿技术。今天,所有高精度三坐标测 量机具有完全或几乎完全的误差补偿。
补偿可以降低生产成本:导向是只注重重复性,不再追求绝对精度。
机床状态:大部分补偿位置误差(平均) ,有些是补偿直线度,有些补 偿垂直度,很少补偿旋转误差。
旋转: 旋转:
- 微分干涉仪:分辨率,对准,光束之间的偏移 - 电子水平仪:分辨率,线性度(尤其是在微分结构里)
间接测量的不确定性
用于计量的不确定性 -激光:温度,压力 -实物基准:温度,校准的不确定性,测量,夹紧 模型的机械重复性和正确性:单参数的评价和补偿的关键 相关性:细心关注相关参数 不确定性分析是定位过程的必要组成部分 蒙特卡洛仿真和相关分析是优化校准和估计不确定性的很好工具
直接测量的不确定性
定位: 定位:
- 激光:折射率(T,P,dT/dx),对准,湿度,波长 - 加工件:校准不确定性,热膨胀,测量,对准,污染物
直线度: 直线度:
- 激光和PSD:梯度折射率,分辨率,PSD直线性,指向稳定性 - 沃拉斯顿型干涉仪:沃拉斯顿棱镜的梯度折射率,空气湍流 - 直尺:建模或校准的不确定性,重力变形,夹紧,测量,污染,老化
机床几何量误差测量与补偿的基本原理
机床市场现状 工件的误差来源 运动误差 直接测量和间接测量 补偿方法的性能标准 补偿方法的性能标准 数值补偿 国际标准
Dr. Heinrich Schwenke, CEO Etalon AG
十大机床生产国
2009年机床产值 以百万美元 年机床产值 澳大利亚 西班牙 瑞士 美国 中国台湾 韩国 意大利 日本 德国 中国
直接测量与间接测量的比较
直接测量: 直接测量 - 优点:直接反馈,如:单轴的机械调整。 - 缺点:多轴机床时间耗费大;综合定位误差需要进行仔细的数据 合成,运用许多不同的仪器,对操作员经验要求高。 间接测量: 间接测量: - 优点:效率高,较少的计量仪器,多可实现自动化测量 - 缺点:不能直接反馈给机械调整,需要预先知道模型,需要仔细 的不确定性分析。
什么误差影响着工件的精度? 什么误差影响着工件的精度?
线性和旋转轴的运动误差 热机械误差 负载 动态力 主轴精度 工具 运动控制及插补 润滑,冷却 润滑, 夹紧 编程
笛卡尔机床的几何偏差 (依据国际标准230) 依据国际标准 )
系统误差: 系统误差:以X轴为例 轴为例
系统误差: 系统误差: 以弯曲导轨为例
直接测量: 直接测量:垂直度误差
(1) 使用垂直标准 (2) 五棱镜干涉仪 (3) 球杆 所有的方法只能得到局部的垂直度 垂直的标准必须有正确的比例 干涉仪的设置非常困难,而且不确定性相 对较高
基于实物基准探测的校准
如:球列,球/孔板。 优点:操作简便,温度不变的材料。 缺点:实物基准必须适合机器体积,实物基准的装夹困难,机械原理限制最小 抽样间隔。
基于加工及实物基准后续测量的补偿
标准件的加工
三坐标测量机 上的测量
与准确值比较
误差分析
按基准加工零件,在三坐标测量机上测量 优点:机床固有性能,在加工环境下测量,无需专用设备 缺点:因温度荷载及夹紧力和刀具磨损产生的变形,使得在主轴 轴线方向定位困难
ETALON 的原理: 的原理: 利用GPS原理及超高分辨率干涉测量技术,对机床进行标定
海德汉: “运动学构成 运动学构成” 海德汉: “运动学构成”
平动轴和旋转轴运动结构查找表,可配置为任意运动结构 优点: 柔性和通用性强 不足: 安装需要大量的专业知识
Fanuc: “3D-平动轴补偿/3D 旋转轴补偿”
三维向量矩阵. 三维旋转也包含旋转向量 优点:没有运动学假设, 易于安装 不足: 采样点数目有限 Fidia, Fagor: 类似于西门子(VCS) )
中档加工中心( 系统) 中档加工中心(Fanuc 系统)
高档加工中心( 系统) 高档加工中心(Fanuc 系统)
Siemens 840D误差补偿前后的比较 误差补偿前后的比较
立式加工中心
卧式加工中心
“空间补偿”优点: 空间补偿”优点: 空间补偿
提高精度: 提高精度:实验表明,补偿后的精度达到70-90% (多维空间长度误差减少). 减少零件和装配公差约束: 减少零件和装配公差约束 在一定程度上,正确的补偿能降低精度要求 (见滑动限制) 保证精度: 保证精度 机床生命周期内,通过校准可保证精度。这对生产商的售后 服务和消费者来说都是很有利的。 4/5轴加工 :冗余轴增加了所有轴的精度要求。加工后轴的线性误差会 轴加工 放大。
结论 2/2
提高了精度要求,简化了映射方法,有利于降低机床制造成本,有 利于促进数值补偿在今后的使用。 新的国际标准将促进体积补偿的应用,特别是依据ISO 230-2 与ISO 230-6的机床对角线测试的应用。 估计在2015年,有30%的新机床会有体积补偿。 机床的定位和重定位将成为机床制造商和服务供应商不断增长的业 务。
定位方法的性能标准
不确定性:单项误差检测能精确到多少? 信息的完备性:能确定什么参数? 通用性、可扩展性:什么样的尺寸与轴的配置能覆盖? 周期:包括准备在内的整个校准周期多长? 成本:含重校准在内的这个设备总共的花费是多少? 操作员影响:需要什么水平的知识和经验? 接口:机床的接口是哪种的? 溯源性:什么样的机床计量中校准的标准已经公布。
结论 1/2
系统的几何误差是工件制造和测量的一个误差来源。 笛卡尔运动学和旋转轴建立的模型存在,在ISO 230-1/7里有描述。 15年前,三坐标测量机制造就应用了误差定位系统,现在大多数机 床控制器制造商也引进或将引进误差定位系统。 用于机床数控补偿的附加要求是:根据机床的空间定位,在加工路 径里进行实时补偿。 根据具体应用的直接测量或间接测量技术,以确定机床的系统几何 误差。
X
T
Y
X
T
Y
X
T
Y
X
T
Y
X
T
Y
X
T
Y
X
T
Y
X
T
Y
X
T
Y
XTY源自XTYX
T
Y
X
T
Y
X
T
Y
X
T
Y
空间补偿的限制: 空间补偿的限制:
机床定位: 机床定位:三轴机床只能定位机床中心点的位置。五轴机床只能在某些轴 的位置上能实现定位补偿。 温度变化: 温度变化:温度变化:环境温度梯度,热辐射和加工能源引起机械结构变 形。精密机床需要稳定的环境或适当的的温度模型(补偿或不补偿) 。 模型一致:补偿要求的机床符合原假设模型。倒不必要是“刚体模型”, 模型一致: 但增加模型参数空间会扩展计量的内容。例如:X轴运动过程中的转台转动 。 迟滞、反冲 迟滞、反冲: 型号合格:迟滞/后退: 由于多种原因和复杂因素,建模具有 挑战性。在一般情况下,回程矢量取决于所有轴的运动过程。它可以是驱 动器和导轨运动所导致的,也可能是电缆布线的影响,或是跳动导致的。 可达微米、毫米、或米的程度。影响定位,直线度和俯仰(经常!),偏 摆和滚摆。但是 现代导轨、驱动器及直接位置反馈装置已经大大降低了反 但是: 但是 向间隙。
A:几何误差测量 几何误差测量
标准位置
实际位置
误差 校准模块 参考位置 B:几何误差补偿 几何误差补偿
标准位置
运转
实际位置
校准模块
空间补偿” 机床控制器的 “空间补偿”
西门子: 空间补偿系统(VCS)” 西门子: “ 空间补偿系统(VCS)”
所有运动参数查找表 新: 旋转轴向量补偿 优点: 用户易于操作 不足: 不包含所有的运动学结构
十大机床生产国
2009年机床贸易平衡 以百万美元 年机床贸易平衡 澳大利亚 西班牙 瑞士 美国 中国台湾 韩国 意大利 日本 德国 中国
机床精度
精度是机床一个关键的特性 要想低成本地达到高精度,离不开数值补偿 三坐标测量机上已经成功地使用了15年的误差补偿技术,现在 误差补偿技术被引入了世界机床界
直接测量: 直接测量:角度误差
使用电子分层或角度干涉仪
差分测量 水平轴辊只能分层测量 垂直轴辊不能直接测量 仔细对准
注释: 1. 测量水平 2. 干涉水平 3. 自准直望远镜 4. 镜子
直接测量: 直接测量:直线度误差
在沃拉斯顿棱镜和楔形反射镜中使用直尺或 干涉仪 直尺的调整和校准难度大(弯曲) 直尺必须适合所有轴的比例 激光直线度:强烈的环境影响 长距离的激光直线度的建立难度非常大