加氢技术新进展-200606
加氢工艺技术的现状及展望 渣油加氢技术交流-201000729
渣油加氢四种工艺类型主要特点
工艺类型
固定床
膨胀床
浆液床
移动床
产品质量
较好,可最为 轻 油 可 作 为 成 产品含硫高, 与固定床相 低硫燃料油和 品,重油还需加 需进一步加氢 近 二次加工原料 工或作燃料油 脱硫
装置运转周期 6~24 个月
连续运转
连续运转 连续运转
技术难易程度 设备简单,易 操作
渣油原料金属Ni+V 117.5 μg/g
沥青质,4.61%
Ni+V 930 μg/g 占渣油,36.5%
胶质,10.03%
Ni+V 42.2 μg/g 占加氢AR,42.8%
加氢渣油金属Ni+V 9.89 μg/g
沥青质,1.23%
Ni+V 401 μg/g 占加氢AR,49.9%
胶质和沥青质
形成焦炭
0.35 脱硫率/%
渣油转化率对干 泥生成的影响
干泥(Dry Sludge) 或沉渣(Sediment)
渣油加氢工艺-按催化剂在反应器中状
态
固定床 (滴流)
渣油+H2
移动床 (逆流)
移动床 (顺流)
沸腾床 (流化态)
浆液反应器
生成油+H2
渣油+H2
生成油+H2
生成油+H2+催化剂
催化剂
催化剂
催化剂
53.1
日本加氢能力比例
原油 加工 总量
其他 加氢
渣油 蜡油 加氢 加氢
煤柴 汽油 合计
油加 加氢 氢
比例 100 %
5.3 11.3 17.2
40.6 24.1 98.5
加氢精制原理及催化剂性能简介

3加氢精制生产装置简介 目前,克拉玛依市石化公司炼油生产单元中,共 有四个联合车间,其中炼油第二联合车间共有生 产装置8套,涵盖了烃类水蒸气制氢、柴油加氢裂 化、汽柴油加氢精制(脱硫)、汽油加氢精制 (脱硫)、润滑油加氢裂化、润滑油临氢降凝 (催化脱蜡)、润滑油加氢精制(脱硫)等八套 主体装置。
硫化升温曲线
350 320 300 250 230 230 290 320 280
温度
℃
200 150 100 50 0 0 3 6 14 22 时间 h 27 30 36 39 150 150
40
4.5 钝化 由于硫化后的催化剂具有很高的活性,直接接 触新鲜原料会造成剧烈反应,严重时引发超温事 故,影响催化剂活性。 钝化方式: 根据装置催化剂的不同一班采用直馏油、加氢 油或注氨钝化。
金属化合物的形式存在,它们在加氢过程中分解后会沉积
在催化剂表面,堵塞催化剂的微孔;As、Pb、Na等与催 化剂活性中心反应,导致催化剂载体结构破坏。另外,石 墨、氧化铝、硫酸铝、硅凝胶等灰分物质,它们堵塞催化 剂孔口、覆盖活性中心,并且当再生温度过高时会与载体
发生固相反应,这些都属于永久性失活。
金属聚集及晶体大小和形态的变化
2 加氢精制催化剂上发生的反应 2.1 加氢精制过程中,主要反应: 加氢脱硫 加氢脱氮 加氢脱氧 加氢脱金属 (包括Ni、V、Fe、Na、Ca、As、Pb、Hg、
Cu等)
烃类加氢饱和 少量烃类分子异构化 少量开环、大分子裂化
2.2 主要反应 2.2.1 加氢脱硫反应 硫化物的存在使油品在燃烧过程中生成二氧化 硫从而造成环境污染。 含硫化合物的加氢反应,在加氢精制条件下石 油馏分中的含硫化合物进行氢解,转化成相应的 烃和H2S,从而硫杂原子被脱掉。几种含硫化合 物的加氢精制反应如下:
粗苯加氢技术进展
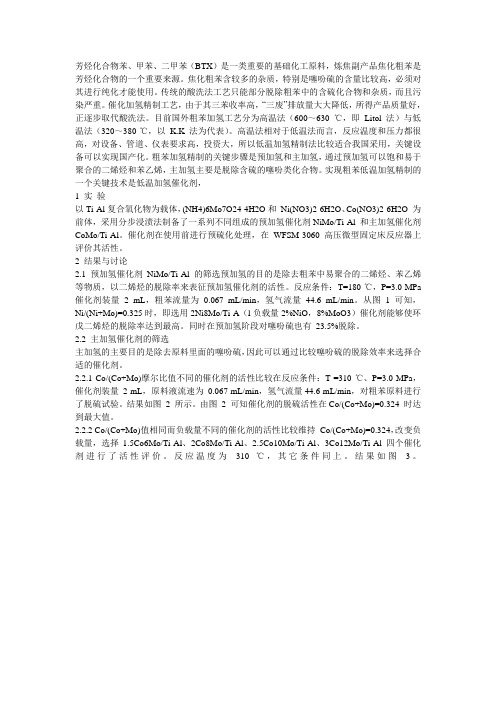
芳烃化合物苯、甲苯、二甲苯(BTX)是一类重要的基础化工原料,炼焦副产品焦化粗苯是芳烃化合物的一个重要来源。
焦化粗苯含较多的杂质,特别是噻吩硫的含量比较高,必须对其进行纯化才能使用。
传统的酸洗法工艺只能部分脱除粗苯中的含硫化合物和杂质,而且污染严重。
催化加氢精制工艺,由于其三苯收率高,“三废”排放量大大降低,所得产品质量好,正逐步取代酸洗法。
目前国外粗苯加氢工艺分为高温法(600~630 ℃,即Litol 法)与低温法(320~380 ℃,以K.K 法为代表)。
高温法相对于低温法而言,反应温度和压力都很高,对设备、管道、仪表要求高,投资大,所以低温加氢精制法比较适合我国采用,关键设备可以实现国产化。
粗苯加氢精制的关键步骤是预加氢和主加氢,通过预加氢可以饱和易于聚合的二烯烃和苯乙烯,主加氢主要是脱除含硫的噻吩类化合物。
实现粗苯低温加氢精制的一个关键技术是低温加氢催化剂,1 实验以Ti-Al复合氧化物为载体,(NH4)6Mo7O24·4H2O和Ni(NO3)2·6H2O、Co(NO3)2·6H2O 为前体,采用分步浸渍法制备了一系列不同组成的预加氢催化剂NiMo/Ti-Al 和主加氢催化剂CoMo/Ti-Al。
催化剂在使用前进行预硫化处理,在WFSM-3060 高压微型固定床反应器上评价其活性。
2 结果与讨论2.1 预加氢催化剂NiMo/Ti-Al 的筛选预加氢的目的是除去粗苯中易聚合的二烯烃、苯乙烯等物质,以二烯烃的脱除率来表征预加氢催化剂的活性。
反应条件:T=180 ℃,P=3.0 MPa 催化剂装量 2 mL,粗苯流量为0.067 mL/min,氢气流量44.6 mL/min。
从图 1 可知,Ni/(Ni+Mo)=0.325时,即选用2Ni8Mo/Ti-A(l负载量2%NiO,8%MoO3)催化剂能够使环戊二烯烃的脱除率达到最高。
同时在预加氢阶段对噻吩硫也有23.5%脱除。
加氢精制—加氢技术概述(煤制油技术课件)

03
加氢技术的内容
作用
加工高硫及劣质原油,扩大原油加工适应性;提 高加工深度,增产轻质油品;提高成品油质量,生产 低硫和超低硫清洁燃料;调整产品结构以及油化一体 化生产化工原料。
03
加氢技术的内容
加氢精制 加氢裂化
03
加氢技术的内容
加氢精制
也称加氢处理,是指在一定压力的氢气和催化剂存在下,使油品中的硫、 氧、氮、金属等有害杂质转变为相应的硫化氢、水、氨、金属颗粒而除去, 并使烯烃和二烯烃加氢饱和、芳烃部分加氢饱和,以改善油品的质量,但原 料油的分子大小没有变化或有小于或等于10%的分子变小。
03
加氢技术的内容
加氢裂化
加氢裂化原料: 重质油,包括重质柴油、脱沥青油等
主要特点: 生产灵活性大,产品产率可以用不同操作条件控制,或以生产汽油为
主,或以生产低冰点喷气燃料、低凝点柴油为主,或用于生产润滑油原料。 产品质量稳定性好(含硫、氧、氮等杂质少) 反应进行的方向和深度:
取决于烃的组成、催化剂性能以及操作条件 主要反应类型:
化剂的反应器中反应完成后,氢气在分离器中分出,并经压缩机循环使用。 产品则在稳定塔中分出硫化氢、氨、水以及在反应过程中少量分解而产生的 气态氢。
03
加氢技术的内容
加氢裂化
加氢裂化是也是石油炼制过程之一,是在加热、高 氢压和催化剂存在的条件下,使重质油发生裂化反应, 转化为气体、汽油、喷气燃料、柴油等的过程。反应完 毕,原料中至少有10%以上的分子变小。
加氢技术概述
目录
01 加氢技术 02 加氢技术的发展概况 03 加氢技术的内容
01
加氢技术
在一定温度和氢压下,通过催化剂的催 化作用,使原料油与氢气进行反应进而提高 油品质量或者得到目标产品的工艺技术,包 括加氢精制和加氢裂化技术。
加氢催化剂的器内及器外再生技术
当,即会产生不可逆转的恶性连锁反应,直至烧毁催化
剂和反应器。
加氢催化剂的再生方式
• 目前工业催化剂再生方式有两种,一是器内再生,即催 化剂在反应器中不卸出,直接采用含氧气体介质再生; 另一种为器外再生,它是将待再生的失活催化剂从反应 器中卸出,运送到专门的催化剂再生工厂进行再生。 器内再生存在的不足之处是: • 生产装置因再生所需要的停工时间较长; • 再生条件难以严格控制,催化剂再生效果较差,活性恢 复不理想; • 再生时产生的有害气体( SO2 、 SO3 )及含硫、含盐污 水,若控制或处理不当,会严重腐蚀设备,污染所在社 区的环境。
• 当反应器催化剂上的油已脱除之后,应继续循环氢气,
将反应器降温冷却到 150℃。切记!在反应器任一点温
度低于135℃以前,必须将反应系统的压力降到 3.5MPa
以下,降压后继续氢气循环使反应器进一步降温冷却到 100℃。然后将反应系统泄压放空,并安装相应盲板, 将反应系统与进料和分馏系统隔断。排净反应系统和物 流管线低点处残存的油和水。并用蒸汽喷射泵抽空和用
硫化态下使用,失活催化剂再生时,催化剂上的金属硫
化物也会氧化燃烧,这些都是强放热反应。因此,催化 剂燃烧再生时,要特别注意严格控制好反应器入口温度 和床层温升,并有效地将烧焦释放出的热量随再生介质 带走。
• 再生一吨催化剂释放的热量(玉山昌显等)
Hv=80,778C+338,657(H-O/8)+22,500S
离罐。改进后的加氢裂化催化剂器内再生工艺流程见下
图所示。
加氢裂化催化剂器内再生流程图
• 由上图可见,将新鲜碱液与循环碱液同时注入静态混合 器入口,以中和再生烟气中的全部 SO2、SO3 及部分 CO2。通过调节循环碱液量将静态混合器出口物流温度 降到110℃以下,以防止发生碱脆。为了有效地减少设 备腐蚀,则相应调节新鲜碱液注入量,使循环碱液的 pH 值严格控制在89 之间。
第一节、加氢装置用能与节能(带目录)介绍

原料 典型性质
原料油 阿拉伯轻质原料油VGO
密度,kg/m3
硫含量,m% 氮含量,µg/g 粘度(100℃),mm2/s 5% 馏程 (D1160), 50% ℃ 90%
921
2.7 800 8.0 370 460 550
加氢裂化原料油及产品
液化气 轻石脑油
:民用、乙烯裂解料 :汽油调和组份 、制氢原料 、 乙烯裂解料 重石脑油 :优质的重整原料 中间馏分油 :优质柴油、高烟点喷气燃料 尾油 :乙烯裂解料、催化裂化原料、 高粘度指数润滑油基础油
加氢装置用能与节能
2006年5月6日
加氢工艺技术概述 加氢工艺类型 典型加氢装置工艺 加氢装置能耗分析 加氢装置节能措施
加氢工艺技术概述
加氢处理能力快速增长 加氢工艺技术发展
加氢工艺技术概述
加氢工艺过程是现代炼油工业最重要的加工手段之一 加工重质及高硫原油,扩大原油加工适应性; 提高成品油质量,生产低硫、超低硫清洁燃料; 提高加工深度,增产轻质油品; 调整成品油结构; 炼化一体化生产化工原料。
加氢裂化装置的能耗
35
水 电 蒸汽 燃料
30 25
kgfoe/t
20 15 10 5 0 茂名1# 金陵1# 燕山1# 加氢裂化装置能耗构成 股份平均
电耗和燃料消耗在能耗中所占比例最高,分别高达30%~40%、 30%~60%,蒸汽的消耗根据各装置的不同差异较大,所占比例 从5%到20%不等,水所占比例较低,一般为3%~4%。
反应器 压力MPa(g) 温度℃ 入口 入口 出口 保护层 主催化剂 空速hr-1 后精制剂 总空速(主催化 剂) 氢油比 Nm3/m3 900 0.53 精制反应器 16.7/16.7 355/373 394/411 50.0 1.0 1.2 12.0 裂化反应器 16.5/16.2 375/397 387/408
加氢技术新进展

解决方案与研究方向
技术创新
通过技术创新解决加氢技术中的 技术难题,提高氢气储存和运输 的安全性和效率。
政策支持
政府可以出台相关政策支持加氢 技术的发展,如提供补贴、税收 优惠等。
合作研究
加强产学研合作,共同开展加氢 技术的研究和应用,推动技术进 步和市场推广。
04
加氢技术的未来展望
技术发展趋势
益和回报周期。
市场需求不足
03
目前,氢能源汽车的市场需求相对较小,需要扩大市场规模以
降低生产成本。
环境影响挑战
温室气体排放
加氢技术中的氢气生产、 储存和运输等环节可能产 生温室气体排放,需要采 取措施减少排放。
空气污染
加氢站建设和运营过程中 可能产生空气污染,需要 采取环保措施减少污染。
噪音污染
加氢站建设和运营过程中 可能产生噪音污染,需要 采取措施降低噪音。
通过优化生物质预处理和加氢 反应条件,提高了生物质转化 率和产品品质,降低了生产成 本。
生物质加氢技术的应用有助于 实现废弃物资源化利用和可再 生能源的开发,具有广阔的市 场前景。
加氢催化剂的研究进展
加氢催化剂是实现氢气与燃料或 原料在加氢过程中高效反应的关 键因素,近年来在研究上取得了
重要进展。
02
加氢技术的新进展
高压加氢技术的新发展
高压加氢技术是实现氢气与燃料 或原料在高压条件下反应的过程, 近年来在技术上取得了显著进步。
新型高压加氢反应器的设计,提 高了氢气与原料的混合均匀度和 传热效率,降低了能耗和反应时
间。
高压加氢技术的优化还涉及到新 型催化剂的开发,提高了催化活 性和选择性,减少了副反应的发
新型高效催化剂的研发,提高了 催化活性和选择性,减少了副反 应的发生,降低了能耗和生加氢技术的发展和应用,为氢 能产业的发展提供了有力支持。
2006年国外炼油科技重要进展
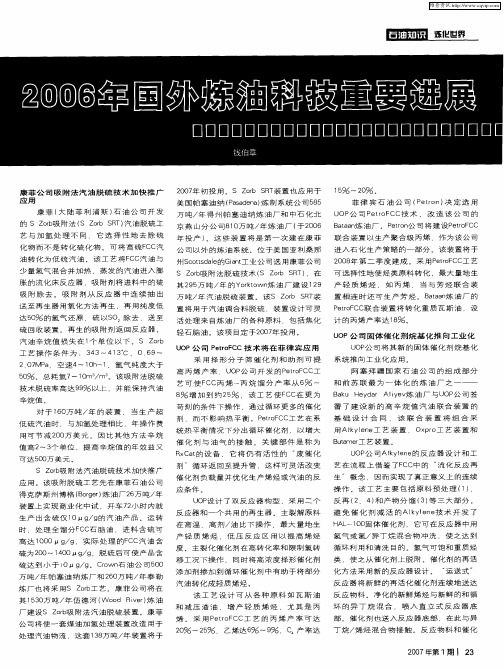
用可 节 减 2 0 美 元 。 因 比 其 他 方 法 辛 烷 0万 值 高 2 个 单 位 ,提 高 辛 烷 值 的年 效 益 又 ~3
可达5 万 美元 。 ∞
统 热 平 衡 情 况 下 分 出循 环 催 化 剂 , 以 增 大 催 化 剂 与 油 气 的 接 触 。 关 键 部 件 是 称 为 R C t 设 备 它 将 仍 有 活 性 的 ” 催 化 x a的 废
艺 与 加 氢 处 理 不 同 . 它 选 择 性 地 去 除 硫 年 投 产 ) 这 些 装 置 将 是 第 一 次 建 在 康 菲 联 合 装 置 以 生 产 聚 合 级 丙 烯 作 。 化物而 不是转化 硫化 物 。可将高 硫F CC汽 公 司 以外 的 炼 油 系 统 。位 于 美 国 亚 利 桑 那 进 入 石 化 生 产 策 略 的 一 部 分 。该 蔓 油转化为低 硫 汽油 。该工 艺将F cc汽 油 与 州 S otd l的GinT 业 公 司选 用 康 菲 公 司 2 0 年 第 二 季 度 建 成 。采 用P t l 08 er : o c t ae s a t_ 少 量 氢 气 混 合 并 加 热 .蒸 发 的 汽 油 进 入 膨 S ob 附 法 脱 硫 技 术 ( Z r S T) Z r吸 S ob R .在 可 选 择 性 地 使 烃 类 原 料 转 化 .最 胀 的 流 化 床 反 应 器 .吸 附 剂将 进 料 中 的硫
2 O7MPa
、
U P公 司 固体 催 化 剂 烷 基 化 推 向 O
UQP 司 将 其 新 的 固 体 催 化 齐 公 系 统 推 向工 业 化 应 用 阿 塞 拜 疆 国 家 石 油 公 司 的
U P公 司 P t F C技 术 将 在 菲 律 宾 应 用 O er C o
加氢精制对苯二甲酸的催化剂的再生方法[发明专利]
![加氢精制对苯二甲酸的催化剂的再生方法[发明专利]](https://img.taocdn.com/s3/m/62f9a62089eb172dec63b7be.png)
专利名称:加氢精制对苯二甲酸的催化剂的再生方法专利类型:发明专利
发明人:周立进,曾崇余,王振新,顾沛国,邢建良
申请号:CN200510094466.3
申请日:20050921
公开号:CN1762964A
公开日:
20060426
专利内容由知识产权出版社提供
摘要:一种加氢精制对苯二甲酸的催化剂的再生方法,它基本上由下列步骤组成:1.将工业上对苯二甲酸加氢精制固定床反应器中更换下来的已失活Pd/C催化剂,用0.1-5.0%的NaOH溶液碱洗,然后高温水洗。
2.将步骤1碱洗、水洗后催化剂真空干燥和筛分,以10%盐酸浸渍12小时,然后过滤,水洗至滤液中无Cl存在,在110℃下烘干。
3.按补钯的量为0.05-0.2%称取PdCl,用1%的稀盐酸加热溶解,制成HPdCl溶液,将步骤2处理后催化剂放在HPdCl溶液中浸渍10小时,然后在110℃下真空干燥。
4.经过补钯后的催化剂经过化学还原法或氢还原法还原处理,即得再生的、活性的加氢精制对苯二甲酸的催化剂。
本发明的加氢精制对苯二甲酸的催化剂的再生方法简便、易行,活性高。
申请人:扬子石油化工股份有限公司
地址:210048 江苏省南京市大厂区新华路
国籍:CN
代理机构:南京知识律师事务所
代理人:黄嘉栋
更多信息请下载全文后查看。
聚能催化制氢系统[发明专利]
![聚能催化制氢系统[发明专利]](https://img.taocdn.com/s3/m/0d0a6ff459eef8c75ebfb357.png)
专利名称:聚能催化制氢系统
专利类型:发明专利
发明人:R·拉哈克里什南,T·H·范德斯普尔特,J·J·桑焦文尼申请号:CN200680052672.0
申请日:20061222
公开号:CN101466633A
公开日:
20090624
专利内容由知识产权出版社提供
摘要:太阳能驱动的制氢系统直接产生氢。
该太阳能驱动的制氢系统包括至少一个聚能器、富氢源、催化层和氢分离膜。
放置富氢源以接收由聚能器收集的聚焦的日光,并直接接触催化层。
催化层由富氢源产生氢。
氢分离膜随后分离在催化层制得的氢。
申请人:联合工艺公司
地址:美国康涅狄格州
国籍:US
代理机构:中国专利代理(香港)有限公司
更多信息请下载全文后查看。
国外加氢裂化技术的发展背景和历程

国外加氢裂化技术的发展背景和历程国外加氢裂化技术的发展背景和历程50年代中期,美国对汽油的需求量逐年增长,对柴油和燃料油的需求量逐年下降,产品结构不能适应需求结构的变化。
虽然,当时通过热裂化、催化裂化、延迟焦化等二次加工技术可以增加汽油产量,但汽油质量不能满足车用汽油提高辛烷值的要求。
随着汽车发动机压缩比提高,需要异构烷烃和芳烃含量高的汽油,以避免汽车出现爆震现象。
因此,需要一种新的加工技术,把重质油品转化为轻质油品。
许多石油公司根据催化裂化催化剂的开发经验和德国煤与煤焦油高压催化加氢生产汽油、柴油的经验,通过试验研究,发现了一些特殊的不可逆反应过程,并研究出能使单体烃按需要进行反应并支配整个混合物转化的固定床加氢裂化工艺和催化剂。
1959年美国Chevron公司首先宣布开发了Isocracking加氢裂化技术。
1960年UOP公司宣布开发了Lomax加氢裂化技术,Union公司宣布开发了Unicracking加氢裂化技术。
后来,相继有海湾研究开发公司的H-G,壳牌国际石油集团的Shell,法国石油研究院的IFP,德国巴斯夫公司的DHC,英国石油公司的BP等加氢裂化技术开发成功。
1961年11月UOP公司的Lomax加氢裂化技术与Chevron公司的Isocracking加氢裂化技术合并,称为Isomax加氢裂化(加氢裂化催化剂仍由两公司分别供应)。
各大公司开发的加氢裂化技术,催化剂有所不同,工艺流程都类似。
40年来加氢裂化技术的发展历程,可以归结如下:60年代初期,加氢裂化技术主要用于把CGO、LCO和AGO转化为汽油。
因为当时催化裂化的转化率低,有些原料转化不了,所以加氢裂化主要用于转化在催化裂化装置中难以裂化的油料,以增产汽油。
这时的加氢裂化装置都采用两段工艺,首先在第一段用加氢处理催化剂对原料油进行精制,脱除硫氮等杂质,然后进入第二段,用选择性裂化催化剂进行裂化生产汽油,得到的加氢裂化轻汽油辛烷值高,直接用作汽油调合组分;含环烷烃的重汽油进行催化重整,可以得到高收率的高辛烷值汽油和氢气。
2006微波辐射下神府煤的催化加氢

第 10 期
王桃霞等:微波辐射下神府煤的催化加氢
·1205·
表 1 SFC 的工业分析和元素分析(质量分数)
工业分析/%
元素分析/%
Mad
Ad
Vdaf
FCdaf
Cdaf
Hdaf
Ndaf
St, d
10.19 6.50 37.66 62.34 80.53 4.80 0.89 0.37 注:Mad—空气干燥煤样中水的质量分数;Ad—干燥煤样中灰分的
0 10 12 14 16 18 20 22 保留时间/min (d) Pd/C 催化的加氢
图2 MEF的总离子流色谱图
·1204·
化工进展
CHEMICAL INDUSTRY AND ENGINEERING PROGRESS
2006 年第 25 卷第 10 期
微波辐射下神府煤的催化加氢
王桃霞 1,丁明洁 1,2,张佳伟 1,蔡可迎 1,聂志勇 1,赵 炜 1,魏贤勇 1
(1 中国矿业大学化学工程学院,江苏 徐州 221008;2 漯河职业技术学院,河南 漯河 462000)
相对丰度/ %
相对丰度/ %
100
a
80
60
40
2222 117 27
18 25 30 36
19 24 20
3311
3355
38 37 40
29 3332334
99
14166
28
20
2
4 5
11 3
6 7 1011 13
0 4
8
12
16
20
保留时间/min
(a) 非催化加氢
100
b
80
60
浅析我国加氢工艺和技术的发展历史

浅析我国加氢工艺和技术的发展历史摘要: 介绍了国内外加氢工艺和技术的发展状况:加氢装置的处理能力迅速提高, 国外加氢工艺和技术不断创新,催化剂的更新换代明显加快;国内也开发了一批具有广泛应用前景的新技术, 采用新技术改造原有装置取得了显著成效,一批新型催化剂正在推广应用于工业生产, 加氢催化剂的器外再生技术已取得了可喜进展。
针对我国的实际情况, 指出应做好以下六个方面的工作, 以推动国内加氢技术的发展:①抓紧开发和推广清洁燃料生产技术;②加快发展中压和高压加氢裂化技术; ③重视润滑油加氢处理和加氢异构技术的开发应用; ④适当发展常压重油和减压重油加氢工艺; ⑤加快新型加氢催化剂的研制开发;⑥重视有关加氢配套技术的研究开发和应用。
主题词: 加氢过程加氢催化剂加氢反应器高硫原油加工产品质量技术发展水平20 世纪90 年代以来,世界炼油企业加工的原油明显变重,原油中硫和重金属含量明显上升; 各国的环保法规日趋严格, 要求炼油企业采用清洁生产工艺和生产清洁燃料的呼声越来越迫切; 柴油机具有明显的节能优势, 减少其尾气污染物排放和污染物治理技术也取得了显著成效, 成品油市场中柴油需求增长速度远高于汽油; 芳烃和乙烯原料的需求增长, 仅仅依靠原油加工量的增长已不能满足需要。
因此, 加氢工艺和技术受到世界各大石油公司的普遍重视, 加氢装置建设和技术开发明显加快。
有人预测, 21 世纪加氢工艺将取代催化裂化成为炼油工业的核心工艺。
1 世界各国加氢工艺和技术的发展加快20 世纪90 年代以后,世界各国加氢装置建设和加氢技术开发明显地加快。
美国Cri terion 催化剂技术公司总裁R H Stade 说, 近5 年来加氢催化剂的发明比过去20 年都更多、更快、更好。
这些新发明,延长催化剂寿命50%以上, 提高了装置加工能力或加工劣质原料的能力, 可以生产优质清洁燃料,并降低生产成本。
Stade 先生的话反映了近年来世界加氢技术总的发展态势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
处理高烯烃催化汽油的OTA技术
中国石化“
十条龙” 攻关项目
2004年6月实现工业化
柴油馏分加氢精制技术
• • • • • •
生产低硫柴油加氢精制技术 提高劣质柴油十六烷值的MCI工艺 临氢(加氢)降凝组合工艺
FHI劣质含蜡原料加氢异构(改质)降凝技术
单段法柴油深度脱硫脱芳烃技术 两段法柴油深度脱硫脱芳(FDAS)技术
反应温度 反应压力 反应空速 氢油体积比 260℃~280℃ 1.6MPa 3.0~6.0h-1 300:1(v/v)
处理高硫催化汽油的OCT-M技术
OCT-M 技术对FCC汽油表现出较好的适应性
技术效果:
加氢脱硫率 烯烃脱除率 RON损失 液收 80%~90% 15%~25% 小于2.0个单位 大于98%
92.0 90.2
(R+M)/2
86.6 85.3
85.9
30.1
84.7
26.2 99.4 洛阳OCT-M 0.15
烯烃,v% 33.4 27.5 液收,m% 氢耗,m% 99.3 0.17
处理低烯烃催化汽油的FRS技术
• 为了简化操作流程,降低装置的操作成本,FRIPP 在开发成功OCT-M催化汽油选择性加氢脱硫技术的 基础上,又开发了全馏分FCC汽油加氢脱硫的FRS 技术。 • FRS技术主要针对较低烯烃含量、较高硫含量的 FCC汽油进行适度的加氢脱硫,从800-1200μg/g 的原料生产硫含量低于300-500μg/g的汽油,烯
FHI劣质含蜡原料加氢异构(改质)降凝技术
• 采用临氢(加氢)降凝技术生产低凝柴 油,虽然可大幅度降低柴油的凝固点,
处理高硫催化汽油的OCT-M技术
OCT-M 技术切割点温度 70℃~90℃
OCT-M 技术工艺条件:
反应温度 反应压力 反应空速 氢油体积比 260℃~280℃ 1.6MPa 3.0~6.0h-1 300:1(v/v)
处理高硫催化汽油的OCT-M技术
OCT-M 技术切割点温度 70℃~90℃ OCT-M 技术工艺条件:
提高劣质柴油十六烷值的MCI工艺
• MCI工艺获得国家技术发明二等奖 • MCI工艺近两年得到了广泛的应用
临氢(加氢)降凝组合工艺
• 临氢降凝(HDW)工艺技术是在临氢条件下,利 用特殊分子筛催化剂独特孔道和适当的酸性中 心,在一定的温度和中等氢分压下,使原料中 的链烷烃、带短侧链烷烃和带长侧链的环烷烃 等高凝点组分选择性地裂解成小分子,从而降 低油品的凝点,同时副产部份汽油及C3、C4轻 烃。 • 该技术柴油最大降凝幅度可达50℃以上,并可 通过调整反应温度来控制柴油的降凝幅度,低 凝柴油收率为75m%-90m%。
生产清洁汽油的催化汽油 加氢脱硫/降烯烃技术
• 我国的汽油构成中,催化裂化(FCC)汽油 占70%以上,其中在90#汽油中,大部分
企业FCC汽油占90%以上。我国汽油中的
硫和烯烃约90%来自FCC汽油。
• 必须对FCC汽油进行脱硫降烯烃处理,才
能满足未来汽油产品质量升级换代的要求。
生产清洁汽油的催化汽油 加氢脱硫/降烯烃技术
烃饱和率和辛烷值损失较少。
处理低烯烃催化汽油的FRS技术
• FRS技术采用选择性加氢脱硫专用催化剂, 处理低烯烃的全馏分FCC汽油. • 工艺流程简单(可用常规加氢精制工艺 流程)、装置建设(改造)投资和操作 费用低、加氢工艺条件缓和、高脱硫率、 RON损失较小、产品液收高(-100%)和化 学氢耗低(0.25%-0.35%)等特点,具有 很好的应用前景。
临氢(加氢)降凝组合工艺
• 在HDW的基础上,FRIPP又开发了HF(加氢 精制)/HDW和HF/HDW/MCI一段串联工艺, 该工艺过程通过对HDW进料进行预处理, 不仅改善HDW进料质量,提高了HDW对原 料油的适应性,延长装置的运转周期, 而且大大缓解了HDW段的操作条件,改善 目的产品的质量。 • 已有多套工业装置采用临氢(加氢)降 凝技术生产低凝柴油。
• 加氢精制催化剂技术获2005年国家技术发 明二等奖
生产低硫柴油加氢精制技术
• FH-DS催化剂于2003年3月首次在茂名分公司 60万吨/年柴油加氢装置上使用。 • 在较高的体积空速(1.7-2.0h-1)条件下, 可将硫含量高达2.3%~2.4%的劣质柴油(催 柴与焦柴4:6混合油)的硫脱至0.03%. • 通过适当调整工艺条件,可将硫含量为 9800µ g/g的直馏柴油的硫含量脱到5µ g/g, 生产超低硫柴油。
在国内40多套加氢精制装置上成功工业应用,加工能力
已超过1000万吨/年。 • 在反应氢分压3.2-3.4MPa,体积空速2.0-3.0h-1,氢 油体积比200-350:1,反应温度350-360℃等条件下, 可将中东直柴或中东直柴与催化柴油、焦化柴油混合油
的硫含量由~10000µ g/g脱除到≤500µ g/g 。
• FRIPP开发的OTA全馏分催化汽油加氢脱 硫降烯烃技术采用加氢脱硫/芳构化组合 催化剂,在低压下处理全馏分催化汽油, 可以大幅度降低汽油的烯烃含量,同时 还具有流程简单、氢耗低、汽油收率高 等特点。
处理高烯烃催化汽油的OTA技术
• 反应压力3.0~4.0MPa,体积空速1.5~2.5h-1,反 应温度380~420℃
27.6
98.7
氢耗,m%
0.13
武汉OCT-M
石炼化OCT-M 标定原料及产物性质
(2005年,60万吨/年)
项目
硫, µ g/g RON MON (R+M)/2 NO.1 NO.1 NO.2 NO.2 原料 产物 原料 产物 676 92.2 80.4 86.3 143 91.6 80.1 85.9 32.3 100 0.12 606 114
• 可将FCC汽油的烯烃含量由41.3v%~56.3v%降至
17.8v%~25.5v%,硫含量由200~730µ g/g降至
50~200µ g/g,苯含量由1.6v%~1.7v%降至<1v%
• 抗爆指数(RON+MON)/2仅损失0.7~1.0,C5+液收
高达91%~98.54%,化学氢耗只有0.11%~0.5%。
生产低硫柴油加氢精制技术
• 为了满足炼厂生产硫含量<50g/g 清洁柴油的需要,以适应即将实施 的欧Ⅳ排放标准要求,FRIPP在成 功开发了FH-DS催化剂的基础上, 又开发出了FH-UDS新一代高活性柴 油超深度加氢脱硫催化剂。
FH-UDS催化剂的活性水平
240
相对脱硫活性,%
190 140 90 40
处理高硫催化汽油的OCT-M技术
FCC汽油中硫化物和烯烃的分布规律 FCC汽油轻重馏分中硫化物结构
处理高硫催化汽油的OCT-M技术
选择适宜的FCC汽油轻、重馏分切割点温度
FCC汽油轻馏分碱洗脱硫醇、重馏分加氢脱硫
开发高选择性FCC汽油重馏分HDS催化剂 优化FCC汽油重馏分HDS工艺
处理高硫催化汽油的OCT-M技术
OCT-M 技术国家“ 十五” 攻关项目 OCT-M 技术中国石化“ 十条龙” 攻关项
目
2003年3月实现工业化
广州石化OCT-M 标定原料及产物性质
(2003年,40万吨/年)
项目 硫, µ g/g RON MON 原料 581 92.6 80.5 产物 86 91.9 79.5
FRIPP加氢技术新进展
中国石化抚顺石油化工研究院 (FRIPP) 2006年6月
我国炼油工业面临的挑战
• 原油资源短缺/高油价 • 炼油企业装置结构不合理 • 产品质量升级压力巨大 • 化工轻油供需矛盾突出
清洁燃料生产
含硫原油加工
加氢技术进 步的驱动力
提高经济效益
油化一体化
FRIPP加氢技术新进展
• FCC汽油中硫和烯烃含量高,采用常规加氢技 术脱硫降烯烃时,辛烷值损失大,氢耗高, 必须开发专用技术。
• 催化裂化汽油加氢技术的开发是目前和今后
一段时期内汽油加氢精制技术的研究重点。
生产清洁汽油的催化汽油 加氢脱硫/降烯烃技术
•
处理高硫催化汽油的OCT-M技术
• •
处理低烯烃催化汽油的FRS技术 处理高烯烃催化汽油的OTA技术
FH-UDS
KF-757
KF-848
DN-3110
生产S<350µg/g低硫柴油时FH-UDS与国外参比剂的活性关系
FH-UDS催化剂的活性水平
400 350
相对脱硫活性,%
300 250 200 150 100 50 FH-UDS KF-757 KF-848
生产S<10µg/g低硫柴油时FH-UDS与国外参比剂的活性关系
生产低硫柴油加氢精制技术
• FH-DS 新一代柴油加氢脱硫催化剂 • 2002年开发成功 • 采用新型载体和优化的多元活性组 分,其加氢脱硫、加氢脱氮活性均 超过目前国外广泛使用的同类催化 剂,属世界先进水平。
生产低硫柴油加氢精制技术
• FH-DS柴油深度加氢脱硫催化剂于2003年 3月在茂名炼油化工股份有限公司60万吨/ 年柴油加氢精制装置进行首次工业应用。 • 目前已经在6套工业装置上应用。
生产低硫柴油加氢精制技术
• 齐鲁石化260万吨/年柴油加氢 • 镇海炼化200万吨/年柴油加氢
• 茂名石化260万吨/年柴油加氢
• 金陵石化260万吨/年柴油加氢
• 上海石化330万吨/年柴油加氢
• 青岛大炼油410万吨/年柴油加氢等多套大型装 置上工业应用。
提高劣质柴油十六烷值的MCI工艺
• FRIPP开发了一种最大限度提高劣质催化柴油十 六烷值的催化剂及配套新工艺—MCI成套技术。