台阶端盖设计说明书
端盖说明书

目录一、零件结构工艺性分析: (2)(一)零件的技术要求: (2)(二)确定端盖的生产类型: (2)二、毛坯的选择: (2)(一)选择毛坯: (2)(二)确定毛坯的尺寸公差: (3)三、定位基准的选择: (3)(一)精基准的选择: (3)(二)粗基准的选择: (3)四、工艺路线的拟定: (3)(一)各表面加工方法的选择: (4)(二)加工阶段的划分 (4)(三)加工顺序的安排: (4)五、工序内容的拟定: (5)(一)工序的尺寸和公差的确定: (5)(二)设备及工艺装备的选择: (6)(三)切削用量的选择及工序时间计算: (6)六、参考文献: (14)一、零件结构工艺性分析:(一)零件的技术要求:1、端盖零件,材料为HT200,具有较高的硬度、耐磨性。
2、零件的技术要求表:加工表面尺寸及偏差/mm 公差/mm及精度等级表面粗糙度/μm形位公差/mm端盖左端面41±0.5 IT12 12.5端盖右端面41±0.5 IT10 3.2端盖外圆表面φ51 IT12 12.5 φ53 IT12 12.5 φ55 IT10 3.2 φ61 IT12 12.5端盖内圆表面φ18+0.012-0.031IT12 12.5打孔φ8 IT12 12.5(二)确定端盖的生产类型:根据设计题目年产量为10万件,因此该端盖的生产类型为大批生产。
二、毛坯的选择:(一)选择毛坯:由于该端盖在工作过程中要承受冲击载荷,为增强端盖的强度和冲击韧度,获得纤维组织,毛坯选用铸件。
为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°。
(二)确定毛坯的尺寸公差:1、公差等级:由端盖的功能和技术要求,确定该零件的公差等级为普通级。
2、铸件材质系数:由于该端盖材料为45钢,是碳的质量分数小于0.65%的碳素钢,故该锻件的材质系数为M级。
3、铸件分模线形状:根据该端盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线。
端盖的设计说明书

机械制造技术基础课程设计说明书1目录1刀具部分 (1)1.1选择刀片夹固结构 (1)1.2选择刀片材料(硬质合金牌号) (1)1.3选择车刀合理角度 (1)1.4选择切削用量 (1)1.5选择刀片型号和尺寸 (1)1.6确定刀垫型号的尺寸 (2)1.7计算角度 (2)1.8选择刀杆材料和尺寸 (5)2 工艺部分 (6)2.1有关零件的结构分析和功用 (6)2.1.1 零件的功用 (6)2.1.2零件的结构分析 (6)2.2.课题(提供的技术资料) (6)2.2.1生产纲领 (6)2.2.2技术资料 (6)2.3毛坯的种类 (6)2.3.1确定毛坯的种类 (6)2.4定位基准的选择原则 (6)2.4.1粗基准的选择原则 (6)2.4.2精基准的选择原则 (6)2.5工艺规程的拟定 (6)2.5.1制定工艺规程的原则 (6)2.5.2拟定工艺路线 (7)2.6机械加工余量工序尺寸及毛坯尺寸的确定 (8)2.6.1确定加工余量和工序尺寸 (8)2.6.2确定毛坯尺寸 (8)2.7确定切削余量 (8)2.7.1确定和计算切削用量 (9)机械制造技术基础课程设计说明书22.8工时定额的确定 (9)2.8.1计算工时定额 (9)结论 (10)参考文献 (10)机械制造技术基础课程设计说明书3F刀片95°偏头外圆车刀设计已知: 工件材料45钢,使用机床CA6140,加工后dm=45,Ra=3.2,需粗、半精车完成,加工余量自定,设计装F刀片95°偏头外圆车刀。
设计步骤:1.1选择刀片夹固结构考虑到加工是在CA6140普通机床上进行,属于连续切削,参照表2-1典型车刀夹固结构简图和特点,采用杠杆式刀片夹固结构。
1.2选择刀片材料由原始条件结构给定:被加工工件材料为45钢,连续切削,完成粗车、半精车两道工序,按照硬质合金的选用原则,选取刀片材料(硬质合金牌号)为YG6。
1.3选择车刀合理角度根据刀具合理几何参数的选择原则,并考虑到可转位车刀:几何角度的形成特点,选取如下四个主要角度(1)前角=15°,(2)后角=5°,(3)主偏角=95°,(4)刃倾角=—5°后角的实际数值以及副后角和副偏角在计算刀槽角度时,经校验后确定。
端盖课程设计说明书
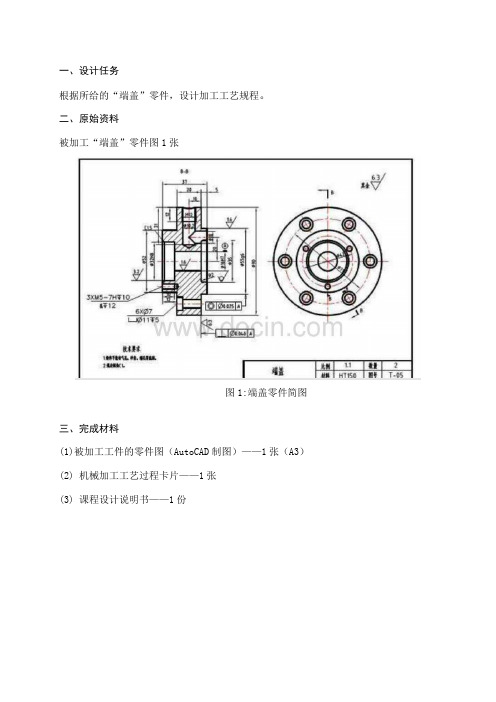
一、设计任务根据所给的“端盖”零件,设计加工工艺规程。
二、原始资料被加工“端盖”零件图1张图1:端盖零件简图三、完成材料(1)被加工工件的零件图(AutoCAD制图)——1张(A3)(2) 机械加工工艺过程卡片——1张(3) 课程设计说明书——1份摘要本文的任务是加工工艺规程,包括被加工工件的零件图(AutoCAD格式)1张、工件实体UG图1张、机械加工工艺过程卡片1张、以及课程设计说明书1份。
文章首先对“端盖”零件进行了简要分析,并阐述了端盖的部分作用。
然后,根据零件的性质及零件图上各端面的粗糙度,确定了加工毛坯的工序过程。
关键词:工艺规程 , 端盖目录1、端盖零件的用途、技术要求及工艺分析 (4)1.1端盖的用途 (4)1.2端盖的技术要求 (4)1.3端盖的工艺性分析 (5)1.4确定端盖的生产类型 (6)2、确定毛坯、绘制毛坯简图 (6)2.1选择毛坯 (6)2.2公差等级 (6)2.3绘制毛坯图 (7)3、工艺路线的确定 (7)3.1定位基准的选择 (7)3.1.1粗基准的选择 (8)3.1.2精基准的选择 (8)3.2表面加工方法的确定 (8)3.3加工阶段划分 (9)3.4工序的集中与分散 (9)3.5加工工序顺序的安排 (9)3.6确定工序路线 (11)4、机床设备及工艺装备的选用 (12)4.1机床设备的选用 (12)4.2工艺装备的选用 (13)5、总结 (13)6、参考文献 (14)1、端盖零件的用途、技术要求及工艺分析1.1端盖的用途端盖应用广泛,是非常重要的机械零件之一。
端盖的一般作用是:(a)轴承外圈的轴向定位;(b)防尘和密封,除本身可以防尘和密封外,也常和密封件配合以达到密封的作用;(c)位于车床电动机和主轴箱之间的端盖,主要起传递扭矩和缓冲吸震的作用,使主轴箱的转动平稳。
因此该零件应具有足够的强度、钢度耐磨性和韧性,以适应端盖的工作条件。
该零件的主要工作表面为左右端面以及左端面的外圆表面,在设计工艺规程时必须重点考虑。
-端盖设计说明书

机械制造工艺学课程设计说明书题目:设计“端盖”零件的机械加工工艺规程(大批生产)院、系别 __________ 班级2010级机械设计制造及其自动化(1)班姓名_________________ 苏荣欣_______________学号________________ 20100663120 __________ 指导老师邓志勇三明学院2013 年6 月21 H12目录机械制造工艺学课程设计任务书.........零件分析1.1零件的生产类型及生产纲领1.2零件的作用1.3零件的工艺分析铸造工艺方案设计2」确定毛坯的成形方法2.2确定铸造工艺方案23确定工艺参数机械加工工艺规程设计3」基而的选择3.2确定机械加工余量及工序尺寸3.3确定切削用量及基木工时夹具选用总结参考文献1 1 3333341 2机械制造工艺学课程设计任务书3 •外侧周边涂漆4.材料 HT2001. 熟悉零件图2. 绘制零件图(1张)3. 绘制毛坯图(1张)4. 编写工艺过程综合卡片(1张)5. 工序卡片(8张)6•课程设计说明书(1份)设计题目: 设计“端盖”零件的机械加工 工艺规程(大批生产)设计要求: 1 •周边倒角C 0.52013年6月8日设计内容:1.1零件的生产类型及生产纲领生产纲领是企业在计划期内应当生产的产品产量和进度计划。
在本次课程设计题口中,已知该零件的生产类型为大批生产。
1.2零件的作用本次课程设计题U给定的零件是端盖,端盖作为一非常重要的机械零件之一,用途十分广泛。
该零件的主要工作表面为左右端面以及左端面的外圆表面,一般作用:(1)轴承外圈的轴向定位;(2)防尘和密封,除本身可以防尘和密封外,也常和密封件配合以表达到密封的作用;(3)位于车床电动机和主轴箱之间的端盖,主要起传送扭矩和缓冲吸震的作用,使主轴箱的转动平稳。
1.3零件的工艺分析该零件主要加工面有平面、外圆面、孔是一个形状比较简单的零件,可通过车、铳以及钻来获得。
端盖制造说明书

零件结构工艺性分析:(一)零件的技术要求:1、端盖类零件,材料为铸铁。
2、零件的技术要求表:(二)确定端盖的生产类型:此端盖要求单件小批量生产二.毛坯的选择:(一)选择毛坯:由于该端盖在工作旋转轴轴颈的支承承受径向力和轴向力此端盖为小型零件,且要求单件小批批量生产,所以选择砂模铸造(二)确定毛坯的尺寸公差:根据此零件的技术要求,确定毛坯尺寸公差为CT12级MA H 三、定位基准的选择:(一)精基准的选择:根据该端盖零件的技术要求和装配要求,选择该端盖外圆φ73H8mm端面作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循了“基准统一”的原则。
外圆φ73H8mm的轴线是设计基准,选用其作精基准定位加工端盖的外圆表面和端盖的内孔表面,实现了设计基准和工艺基准的重合,保证了被加工表面的垂直度要求。
(二)粗基准的选择:作为粗基准的表面应平整,没有飞边、毛刺或其他表面缺欠,该端盖的φ45孔的外圆表面作为粗基准,以保证为后序准备好精基准。
四、工艺路线的拟定:(一)各表面加工方法的选择:(二)加工阶段的划分该端盖加工质量要求不高,可将加工阶段划分为粗加工、半精加工两个阶段。
在粗加工阶段,首先将精基准准备好,使后序都可以采用精基准定位加工,保证其他加工表面的精度要求。
(三)加工顺序的安排:1、机械加工工序:(1)遵循“基准先行”原则,首先加工精基准-端盖外圆φ45mm(2)遵循“先粗后精”原则,先安排粗加工工序,后安排精加工工序。
2、具体方案:方案一:在一次安装中完成内外圆表面的全部加工。
工序一 :铸造工序二:粗车外圆端面及粗镗孔工步一:粗车两端面108.25至022.015.107 mm工步二:粗车φ75.8外圆至019.06.73-φmm 工步三:粗车φ117.6外圆至019.06.115-φmm工步四:粗镗φ38.6的内孔至25.006.44φmm 长94mm工序三:粗车粗镗另一端面工步一: 粗车端面87至016.084-mm 工步二:粗车φ75.8外圆至019.06.73-φmm工步三:粗镗φ21.6的孔至21.006.24φmm工序四:半精车台阶外圆及半精镗孔工步一:半精车台阶31.15mm 至0039.031-mm工步二:半精车019.06.73-φ的外圆014.073-φmm 工步三:半精车019.06.115-φ至014.0115-φmm 工步四:半精镗25.006.44φ至16.0045φmm工序五:半精镗及精车工步一:半精镗21.006.24φ至13.0025φmm工步二:半精车φ019.06.73-φ的外圆014.073-φmm工序六:钻孔工步一:钻4个φ25孔至φ15 方案二:工序一:粗车端盖两端面工步一:粗车两端面至108.25至022.015.107-粗车φ75.8外圆至019.06.73-φmm工序二:粗车φ115外圆工步一:粗车φ117.6外圆至019.06.115-φmm工序三:镗φ25的孔工步一:粗镗φ21.6的孔至21.006.24φmm工序四:半精车外圆工步一:半精车019.06.73-φ的外圆014.073-φmm 半精车019.06.115-φ至014.0115-φmm工序五:半精镗φ25内孔工步一:半精镗21.006.24φ至13.0025φmm工序六:粗镗孔工步一:粗镗φ38.6的内孔至25.006.44φmm 长94mm工序七:半精镗孔工步一:半精镗25.006.44φ至16.0045φmm工序八:半精车台阶工步一:半精车台阶31.15mm 至0039.031-mm工序九:钻φ15孔工步一:钻φ15孔φ15.25-φ15论证:为使加工出一个符合零件的技术要求和装配要求选取一个最为合适的方案作出下列论证:方案二的工序过于分散,使用设备数量多,方案一工序比较集中,零件的各个表面集中在少数几个工序内完成,每一个工序的内容和工步较多,生产面积和操作工人的数量减少,辅助时间减短,加工表面的位置精度易于保证,所以选择方案一五、工序内容的拟定:(一)工序的尺寸和公差的确定:(二)设备及工艺装备的选择:1、设备:C61402、工艺装备:通用、专用车刀、专用夹具等等。
端盖及其夹具课程设计说明书
端盖及其夹具课程设计说明书第一章机械制造技术课程设计一、零件工艺分析及生产类型的确定在进行零件的工艺分析时,首先需要明确零件的功用,以便为后续的工艺流程提供指导。
然后,对零件进行工艺分析,确定加工过程中可能出现的问题,并审查端盖的工艺性。
最后,根据零件的特点和工艺性,确定零件的生产类型。
二、选择毛坯,确定毛坯尺寸,设计毛坯图在选择毛坯时,需要考虑其材料、成本和加工难度等因素。
确定毛坯尺寸时,需要考虑加工余量和零件的最终尺寸。
绘制毛坯图时,需要准确地表达毛坯的形状和尺寸,以便后续的加工过程。
三、选择加工方法,制定工艺路线在选择加工方法时,需要考虑零件的形状、材料和加工难度等因素。
在制定工艺路线时,需要选择适当的定位基准和表面加工方法,并合理地安排加工工序,以确保零件的加工质量和效率。
四、工序设计在工序设计中,需要选择适当的加工设备和工艺装备,并确定工序尺寸。
通过合理的工序设计,可以提高加工效率和质量。
五、确定工序切削用量及基本时间在确定工序切削用量和基本时间时,需要考虑加工材料的硬度和切削工具的性能等因素。
通过合理地确定工序切削用量和基本时间,可以提高加工效率和质量。
六、机床专用夹具设计机床专用夹具是一种典型的工艺装备,其设计需要考虑零件的形状、材料和加工难度等因素。
通过合理地设计机床专用夹具,可以提高加工效率和质量。
第二章综合训练通过综合训练,我们可以将机械制造技术基础中的基础理论和生产实中学到的实践知识综合运用,进一步提高我们的结构设计能力和解决问题的能力。
参考文献暂无。
Chapter 1: XXXI。
Analysis of XXX1.1 n of the PartThe end cover is widely used and is one of the most XXX general ns of the end cover are: (a) axial ning of the outer ring of the bearing。
端盖设计说明书

端盖及其夹具设计序言机械制造技术基础课程设计是在大三学年下学期进行的,在进工厂实习之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请老师给予指导。
1.零件图分析 1.1零件的功用本零件为轴承端盖,是用来调整轴承相关装配位置的一种零件。
用来定位,固定轴类件,防止轴向运动1.2零件工艺分析Ф16孔161:16管螺纹 1:16(深度18)表1-1 端盖的技术要求该端盖形状为盘类,结构简单属一般的轮盘类零件。
为实现支撑轴向定位作用。
必须满足端盖的位置度要求,即垂直度和同轴度的要求,因此加工精度要求较高。
端盖在工作中需承受载荷,为增加其耐磨性,则对端盖要求时效处理;Ф86外援端面的尺寸为86-0.0.12 -0.034,且它的中心线与孔Ф26的中心线的同轴度要求为0.0 4mm,Ф26孔的尺寸为26+0.021 0;为保证端盖右侧面受力均匀,要求端盖右侧面对Ф26+0.021 0孔的垂直度为0.006mm。
综上所述,该端盖的各县技术要求制定的较合理,符合该零件在实际中的功用。
1.2.2审查端盖的工艺性:分析零件图可知,端盖的两端面和Ф86、Ф84、Ф144外园均要求车销加工;Ф26孔和Ф48孔的端面均为平面,可以防止加工过程中铸件偏斜,以保证孔的加工精度;另外,该零件除主要表面(孔ФФ26+0.021 0、Ф48+0.062 0孔和外圆Ф86-0.0.12 -0.034)外,其余表面加工精度均较低,不需要高精度机床加工,通过车削,钻床的粗加工就可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。
由此可见,该零件的工艺性较好。
1.2.3确定端盖的生产类型:依设计题目知:N=4000件/年由表1-2知,端盖属轻型零件;由表1-3知该端盖的生产类型为大批生产。
端盖说明书
材料成型与控制工程专业课程设计说明书课题名称班级学号姓名摘要随着全球经济的发展,新的技术革命不断取得新的进展和突破,技术的飞跃发展已经成为推动世界经济增长的重要因素。
近年来,随着国际交往的日益增多和外资在中国模具行业的投入日渐增加,中国模具在世界模具中的地位和影响越来越重要,但我国模具发展远远不能适应国民经济发展的要求,低档模具过剩,高档模具供不应求,甚至有的依赖进口。
绪论部分阐述了模具技术发展现状、趋势以及存在的不足,同时也简单介绍了冲压工艺的特点及分类。
随后对本次课题制件——端盖进行了一系列的工艺分析和计算,从而确定了合理的工艺方案——落料拉深、整形、切边冲孔、冲凸缘孔。
并对四副模具的结构和尺寸进行了一系列的设计计算,再通过CAD绘处各装配图与零件图。
关键词:模具;冲压;模具设计计算;筒形件;板料成形;AbstractWith the development of global economy, the new technological revolution continue to achieve new progress and breakthroughs, the rapid development of technology has become an important factor in promoting the growth of the world economy. In recent years, with the increasing international exchanges and foreign investment in China Die & mould industry is increasing, and the influence of China's mold in the world dies in an increasingly important position, but China's mold development cannot adapt to the requirements of national economic development, low-grade mold excess, high-grade mould in short supply, and even some rely on imports.The introduction part elaborated the mold technology development status, trends and problems, and also briefly introduces the characteristics and classification of stamping process. Then on this topic parts -- end cover technology has been analyzed and a series of calculations, which determines the process -- blanking drawing, shaping, trimming and piercing, blanking flange hole reasonable scheme. And the structure and size of the four mold were calculated a series of designs, and then through the CAD to draw the assembly drawing and part drawing.Key words:die;punching;mold design and calculation;cylindrical workpiece;sheet forming;一、绪论近年来,全球制造业正以垂直整合的模式想亚太地区转移,我国正成为世界制造业的重要基地。
(整理)台阶端盖注塑模具设计说明书

.................台阶端盖注塑模设计摘要台阶端盖是应用广泛的一个塑料制品,需求量较大,因此此次设计主要是针对台阶端盖的模具设计。
经过对塑件的结构性和工艺性分析的比较,最终确定采用注塑成型的方法。
设计主要内容包括工艺性设计、模具设计和绘图。
工艺性设计包括分型面的选择、型腔数目的确定、注射机的初选等。
通过对台阶端盖的结构分析,确定分型面选择在下端最大截面处;塑件要求大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,采用侧浇口自动脱模结构,选择一模四腔的浇注形式。
根据塑件体积的计算和浇注系统的估算进行初选注射机,及对注射机进行相关参数校核;模具结构设计是本次设计的主要内容,其内容包含了主流道及分流道的设计与布局、成型零件的设计、冷却系统的设计、推出机构、导向机构定位机构等一系列模具的重要零部件的设计。
绘图包括绘制总装图和非标准零件图,非标准零件图包括凸凹模的尺寸公差及形位公差等。
关键词:模具设计;注塑模具;台阶端盖.................The design of injection mould for a step end cover partsAbstractStep end cover is a plastic products widely used, its demand is bigger, so the design mainly directes towards the mold design of steps cover.Through a comparative analysis of the structural and process of the plastic parts,the method of injection molding is decided finally.This design mainly includes the process design, mold design and drawing. The design process include the selection of parting surface and the determination of the number of cavity and choosing the injection machine. Through the analysis of the bench end cover structure, the max cross section is located at the lower end of the parting surface; plastic parts is made for mass production, so the efficiency of the injection mold should be higher. gating system automatically release, using automatic demoulding side gate structure, selecting the casting form of a mold four cavity.The selection of injection machine is based on the calculation and pouring system volume of plastic parts, and then to check the injection machine.The design of die structure is the main content, its content contains the sprue and runner design and layout,forming part of the design,cooling system design, launch, the guide mechanism and positioning mechanism and a series of important parts of mold design.Drawing include drawing assembly drawing and non-standard parts,which include die size and geometrical tolerances.Keyword: mould design; injection mold; step end cover目录1 前言 (1)1.1 塑料模具发展史 (1)1.2 模具发展趋势 (2)1.3 模具设计 (3)2 台阶端盖的结构分析与工艺性设计 (5)2.1 台阶端盖的结构分析 (5)2.2 ABS工程塑料的性能分析 (6)2.3 成型工艺的确定 (6)2.4 台阶端盖注塑成型过程及工艺参数 (6)2.4.1 注射成型工艺过程 (6)2.4.2 注射工艺参数 (7)2.5 拟定模具的结构形式和初选注射机 (7)2.5.1 分型面位置的确定 (7)2.5.2 型腔数量和排位方向的确定 (8)2.6 初选注射机 (8)2.7 注射机的相关参数的校核 (10)2.7.1 注射压力校核 (10)2.7.2 锁模力的校核 (10)3 模具结构设计 (12)3.1 浇注系统的设计 (12)3.1.1 主流道的设计 (12)3.1.2 分流道的设计 (13)3.1.3 校核主流道的剪切速率 (14)3.1.4 校核剪切速率 (15)3.1.5 分流道的表面粗糙度和脱模斜度 (15)3.1.6 浇口的设计 (15)3.1.7冷料穴的设计及计算 (16)3.2 成型零件的结构设计及计算 (16)3.2.1 成型零件的结构设计 (16)3.2.2 成型零件工作尺寸计算 (17)3.3 模架的确定和标准件的选用及校核 (21)3.3.1 模架选择 (21)3.3.2 模架各尺寸的校核 (22)3.4 排气结构的设计 (22)3.5 脱模推出结构的设计 (22)3.6 冷却系统的设计 (24)3.6.1 冷却介质 (24)3.6.2 冷却系统的简单计算 (24)3.7 导向预定为机构的设计 (25)4 绘制总装图和非标准零件图 (26)5 典型零件加工工艺卡 (27)5.1 凹模板的加工工艺过程 (27)5.2 凸模加工工艺过程 (27)设计体会和总结 (28)致谢 (29)参考文献 (30)1 前言1.1 塑料模具发展史塑料工业是世界上增长最快的工业之一。
端盖设计说明书
温州机电技师学院技师研修课程设计任务书一、项目/模块:机械加工工艺规程及夹具设计二、设计题目:设计“端盖”零件的机械加工工艺规程及相关工序专用夹具三、给定资料及技术条件1、装配图一张(略)2、零件图一张3、生产条件:具备机械制造常规通用机床,可进行大批量生产。
4、生产纲领:8000件/年四、应完成的任务1、绘制零件图一张2、绘制零件毛坯图一张3、编制零件机械加工工艺规程一份4、绘制专用夹具结构设计装配图一张5、绘制专用夹具结构设计主要零件图三张以上6、编制课题设计说明书一份7、撰写技术工作总结一份五、任务用时:70课时班级:2012数控技师研修班设计者:易际敬学号:A10指导老师:叶曙光发题时间:2012年2月15日序 言本次机械制造工艺课程设计是在学完机械制造工艺学理论课和大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各个课程的一次深入的综合性的链接,也是一次理论联系实际的训练。
为以后的毕业设计及未来从事的工作打下一个良好的基础。
因此,它在我们的学习生活中占有十分重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。
由于能力所限,设计尚未有许多不足之处,恳请各位老师给予指教。
一.零件的分析(一)产品的零件图分析端盖是XX 产品上的一个重要零件。
如图1-1所示。
零件图上的主要技术要求有:1.内圆尺寸Φ30 0+0.021mm ,表面粗糙度为3.2。
2.内圆尺寸Φ100 0+0.035mm ,表面粗糙度为3.2。
3.Φ30mm 内圆与Φ100mm 内圆的同轴度要求Φ0.01。
此外还有次要技术要求: 1.铸件应消除内应力。
2.未注明铸造圆角为R2~R4。
3.铸件表面不得有粘砂、裂纹等缺陷。
4.去毛刺,锐边倒钝。
5.未注公差等级IT14。
(二)零件的结构工艺性分析由附图1-1可知,零件为灰铸铁HT200。
台阶端盖一模二腔推杆课程设计

台阶端盖一模二腔推杆课程设计
【原创实用版】
目录
1.台阶端盖一模二腔推杆课程设计简介
2.课程设计的目标和要求
3.课程设计的主要内容
4.课程设计的实施步骤
5.课程设计的预期成果
正文
【台阶端盖一模二腔推杆课程设计简介】
台阶端盖一模二腔推杆课程设计是一种针对机械工程专业学生的实践性教学内容,旨在通过实际操作,让学生掌握机械设计的基本原理和方法,提高学生的动手能力和创新能力。
【课程设计的目标和要求】
课程设计的目标是让学生能够设计出一种可以实现台阶端盖一模二腔推杆功能的机械装置。
要求学生能够熟练运用所学的机械设计知识,具备一定的创新意识和动手能力。
【课程设计的主要内容】
课程设计的主要内容包括:台阶端盖一模二腔推杆的结构设计、工作原理分析、关键部件的选型和设计、整体装置的装配和调试等。
【课程设计的实施步骤】
1.理解任务:学生需要首先理解台阶端盖一模二腔推杆的工作原理和功能要求。
2.设计方案:根据任务要求,学生需要设计出初步的结构方案,并进
行原理分析。
3.细化设计:对方案进行细化设计,包括关键部件的选型和设计。
4.制造装配:根据设计图纸,学生需要自己动手制造和装配装置。
5.调试改进:对装置进行调试,根据实际情况进行改进。
台阶端盖一模二腔推杆课程设计

台阶端盖一模二腔推杆课程设计【原创版】目录1.台阶端盖一模二腔推杆课程设计概述2.台阶端盖一模二腔推杆的设计原理3.课程设计的具体步骤4.设计过程中遇到的问题与解决方案5.课程设计的实际应用及意义正文1.台阶端盖一模二腔推杆课程设计概述台阶端盖一模二腔推杆课程设计,是一门针对台阶端盖一模二腔推杆的理论和实践相结合的课程。
该课程旨在培养学生掌握台阶端盖一模二腔推杆的设计原理、步骤和方法,提高学生的实际操作能力和创新思维,使学生在实际工程中能够运用所学知识解决实际问题。
2.台阶端盖一模二腔推杆的设计原理台阶端盖一模二腔推杆的设计原理主要基于力学原理,通过设计合理的结构和参数,使推杆在承受力的作用下,能够稳定地工作,并具有良好的运动性能。
设计过程中需要考虑的因素包括:材料的选择、结构的设计、力学性能分析等。
3.课程设计的具体步骤课程设计的具体步骤分为以下几个阶段:(1)需求分析:明确设计的目的和要求,了解设计的具体应用场景和性能指标。
(2)概念设计:根据需求分析的结果,进行初步的设计方案,包括结构、材料等方面。
(3)详细设计:对概念设计进行细化,包括尺寸、形状等具体参数的设计。
(4)力学性能分析:对设计方案进行力学性能分析,验证设计的可行性和可靠性。
(5)制作与测试:根据设计方案制作实物模型,并进行功能测试和性能测试。
(6)总结与反思:对整个设计过程进行总结,分析设计的优点和不足,提出改进措施。
4.设计过程中遇到的问题与解决方案在设计过程中,可能会遇到一些问题,例如:设计方案不满足性能要求、材料选择不当、力学性能分析结果不理想等。
针对这些问题,可以采取以下措施:(1)对设计方案进行调整,优化结构和参数,以满足性能要求。
(2)选择适合的设计材料,考虑材料的力学性能、加工性能、成本等方面。
(3)对力学性能分析结果进行深入分析,找出问题所在,采取相应的措施进行改进。
5.课程设计的实际应用及意义台阶端盖一模二腔推杆课程设计具有很强的实际应用意义,其设计成果可应用于各种工程领域,如汽车制造、机械设备、自动化生产线等。
台阶端盖一模二腔推杆课程设计

台阶端盖一模二腔推杆课程设计台阶端盖一模二腔推杆课程设计是一项具有实践性和应用性的课题,旨在培养学生的动手能力、创新意识和工程实践能力。
本文通过对台阶端盖一模二腔推杆的详细分析,完成了设计、加工、装配和调试等工作。
一、课程设计背景及意义台阶端盖一模二腔推杆作为一种常见的机械传动装置,在工业生产中具有广泛的应用。
通过对该装置进行课程设计,可以使学生深入了解其工作原理、设计方法和相关工艺,为今后从事相关工作奠定基础。
二、台阶端盖一模二腔推杆工作原理台阶端盖一模二腔推杆主要由推杆、端盖、台阶和二腔组成。
在工作过程中,推杆在驱动力的作用下,使二腔内的零件实现往返运动,从而完成相应的工作任务。
三、设计参数及材料选择在设计过程中,首先根据实际需求确定台阶端盖一模二腔推杆的主要参数,如推杆长度、直径、材料等。
同时,根据零件的工作条件和要求,选择合适的材料,如不锈钢、碳钢等。
四、零件设计与加工根据设计参数和材料要求,利用相关专业软件进行零件三维建模,并生成加工程序。
在加工过程中,严格遵循工艺要求,确保零件尺寸和形位公差符合设计要求。
五、装配与调试完成零件加工后,进行装配和调试。
首先对各零件进行清洗、检漏,确保零件表面无划痕、毛刺等缺陷。
然后进行装配,紧固各零件,使之满足装配要求。
最后进行调试,检测推杆在不同负载下的工作情况,确保其正常运行。
六、课程设计成果与分析通过以上工作,完成了台阶端盖一模二腔推杆的课程设计。
经过实际运行测试,该装置性能稳定,满足设计要求。
本次设计不仅提高了学生的动手能力,还培养了学生的创新意识和工程实践能力。
七、总结与展望本次课程设计对台阶端盖一模二腔推杆进行了深入研究,从设计、加工、装配到调试,全过程体现了实践性与应用性。
通过本次设计,学生可以更好地掌握相关知识,为今后的工作和学术研究打下坚实基础。
台阶端盖注塑设计说明书

台阶端盖注塑模具设计学生:XXX指导老师:XXX(XXXXXXXXXXXXX摘要:课题主要是针对仪表盖的模具设计,通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是底座注塑模具的设计。
也就是设计一副注塑模具来生产底座塑件产品,以实现自动化提高产量。
针对底座的具体结构,该模具是侧浇口的单分型面注射模具。
其优点在于简化机构,使模具外形缩小,大大降低了模具的制造成本。
通过模具设计表明该模具能达到底座的质量和加工工艺要求。
关键词:仪表盖;塑件;模具设计;注塑模具;Abstract: The topic mainly aims at the meter watch cover's mold design, through to models to carry on the craft the analysis and the comparison, designs a note mold finally. This topic from the product mix technology capability, the concrete mold structure embarks, to mold's gating system, the mold formation part's structure, goes against the system, the cooling system, injection molding machine's choice and the related parameter examination, has the detailed design, simultaneously and simple establishment mold's processing craft. Through the entire design process indicated that this mold can achieve this to model the processing craft which an institute requests. According to the topic design's primary mission is the foundation injection mold's design. Is also designs an injection mold to produce the foundation to model a product, realizes the automation to raise the output. In view of foundation's concrete structure, this mold is edge gate Shan Fen the profile injection mold. Its merit lies in the simplified organization, causes the mold contour to reduce, reduced mold's production cost greatly. Through the mold design indicated that this mold can achieve foundation's quality and the processing technological requirement.key word: Meter watch cover; Models; Mold design; Injection mold;1 前言塑料,由于具有一系列优异的物理力学性能、化学性能和易成形加工工艺性能而在轻工、农业、国防、航天航空、机械制造、建筑材料、交通运输、等部门及与人们的日常生活密切相关的诸多方面都得到了非常广泛的应用。
端盖毕业设计说明书(注塑模具)

端盖毕业设计说明书设计题目:塑料桶注射模具设计院(系):机械工程学院专业:模具设计与制造班级:学号:设计人:指导老师:完成日期:2013年4月设计任务书1.设计指定制件的注射模具二维图(1套);(与任务书一起装订)2.编写上述设计项目的说明书。
注:要求说明书中描写详细的设计步骤;说明书编写顺序、内容及要求;参考资料目录见毕业设计指导书。
3D图如上所示前言随着模具的迅速发展,在现代工业生产中,模具已经成为生产各种工业产品不可缺少的重要工艺设备,为了扩展在工艺方面的知识面为了适应社会的要求,完成了毕业设计,这次毕业设计是对我综合能力的考核,是对我所学知识的综合运用,也是对我所学知识的回顾与检查。
本次设计的是塑料模具,这次设计在赵国际老师认真、耐心的指导下,对模具的经济性、模具寿命、生产周期、及生产成本等指标下进行全面、仔细地分析下而进行设计的。
本设计由赵国际老师指导,同学们提出的宝贵意见,而完成的。
在此表示深切感谢。
但因本人经验不足,因此很难避免地存在一些不合理之处,希望老师批评和指正,以使我的毕业设计做到合理,同时也为我走出校门步入社会打下坚实的基础。
随着模具的迅速发展,在现代工业生产中,模具已经成为生产各种工业产品不可缺少的重要工艺设备,为了扩展在工艺方面的知识面为了适应社会的要求,完成了毕业设计,这次毕业设计是对我综合能力的考核,是对我所学知识的综合运用,也是对我所学知识的回顾与检查。
本次设计的是塑料模具,这次设计在老师认真、耐心的指导下,对模具的经济性、模具寿命、生产周期、及生产成本等指标下进行全面、仔细地分析下而进行设计的。
目录一、塑件成型工艺性分析1.PP塑料2.成型特性3. 力学性能4. 热学性能5. 电学性能6.环境性能7、使用性能二、塑件分型面位置的分析和确定1.分型面选择原则的分析2.分型面的位置确定三、塑件型腔数量及排列方式的确定1.型腔数量的确定2.多型腔的布置方式四、注射机的选择及工艺参数的校核1.锁模力的校核2.注射量的校核3.模具闭合高度的校核4.开模行程的校核5.推出机构的校核五、浇注系统的形式选择和截面尺寸的计算1.主流道的设计2.分流道的设计六、模具的结构形式1 推出方式的确定2. 模具排气槽设计3.排气系统4.冷料穴的设计七、成型零件设计1.型腔尺寸2.型芯尺寸八、模架选择九、导向机构设计十、脱模机构设计七、模架选择八、导向机构设计九、脱模机构设计1.推出机构的分类2.推出机构的设计原则十、模具开合动作过程一、塑件成型工艺性分析1.PP塑料PP的外观为不透明呈象牙色的粒料,无毒、无味、吸水率低其制品可着成各种颜色,并具有90%的高光泽度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
台阶端盖注塑模具设计学生:指导老师:(湖南生物机电职院,长沙 410126)摘要:课题主要是针对仪表盖的模具设计,通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是底座注塑模具的设计。
也就是设计一副注塑模具来生产底座塑件产品,以实现自动化提高产量。
针对底座的具体结构,该模具是侧浇口的单分型面注射模具。
其优点在于简化机构,使模具外形缩小,大大降低了模具的制造成本。
通过模具设计表明该模具能达到底座的质量和加工工艺要求。
关键词:仪表盖;塑件;模具设计;注塑模具;Abstract: The topic mainly aims at the meter watch cover's mold design, through to models to carry on the craft the analysis and the comparison, designs a note mold finally. This topic from the product mix technology capability, the concrete mold structure embarks, to mold's gating system, the mold formation part's structure, goes against the system, the cooling system, injection molding machine's choice and the related parameter examination, has the detailed design, simultaneously and simple establishment mold's processing craft. Through the entire design process indicated that this mold can achieve this to model the processing craft which an institute requests. According to the topic design's primary mission is the foundation injection mold's design. Is also designs an injection mold to produce the foundation to model a product, realizes the automation to raise the output. In view of foundation's concrete structure, this mold is edge gate Shan Fen the profile injection mold. Its merit lies in the simplified organization, causes the mold contour to reduce, reduced mold's production cost greatly. Through the mold design indicated that this mold can achieve foundation's quality and the processing technological requirement.key word: Meter watch cover; Models; Mold design; Injection mold;1 前言塑料,由于具有一系列优异的物理力学性能、化学性能和易成形加工工艺性能而在轻工、农业、国防、航天航空、机械制造、建筑材料、交通运输、等部门及与人们的日常生活密切相关的诸多方面都得到了非常广泛的应用。
如果离开了塑料,那么难以想象我们生活、工作等环境会成为一个什么样子。
也正是由于塑料具有许多特殊的性能,很快地从代替部分金属、木材、皮革等材料而发展成为国民经济中不可缺少的一类化工材料,并跻身与金属、纤维、硅酸盐三大传统材料之行列,成为现代工业四大基础材料之一,应用于人类活动于生产活动的各个领域据最近数据统计,在工业发达国家,日本生产塑料模和生产冲压模的企业各占40%;韩国模具专业厂中,生产塑料模的占43.9%,生产冲压模的占44.8%;新加坡全国有460家模具企业,60%生产塑料模,35%生产冲模和夹具。
作为最有效的塑料成型方法之一的注射成型技术可以一次成型各种结构复杂和尺寸精密的塑件,它具有成型周期短、生产率高、大批生产时成本低廉、易于实现自动化或自动化生产等优点。
因此,世界塑料成型模具产量中约半数以上是注射模具。
目前,塑料塑件在国民经济和日常生活中的应用日趋广泛,发挥着举足轻重的作用,塑料塑件的加工基本上是通过模具一次成型。
在众多的成型方法中,注射成型占主导地位,塑料塑件的质量、生产效率、成本和模具的结构、使用性能密切相关。
因此,设计制造出结构合理,使用性能优良的注射成型模具已成为塑料生产厂家关注的焦点。
本次毕业设计题目是“塑料配件”,设计中重点注意侧抽芯的分型,其他系统结构具体按塑件结构要求设计。
本设计说明书主要介绍了本人这次模具题目设计的整个思想过程,从开始构思到整套模具设计完毕,包括工程图,制造工艺,每个环节都必须面面俱到,不能忽视,特别是在尺寸与精度方面,更应该细心地测量与琢磨,否则就会直接影响塑料件的质量。
该设计聚集了本人在大学三年的专业知识,是模具设计与制造方面的一个积累成果。
通过此次设计,使我对塑料工业有了进一步的了解,也真正地感受到了塑料工业为推动国民经济和人们的日常生活带来了极大的便利之处。
在设计中,由于时间紧迫,难免产生错误,错误之处请读者指正。
2塑件分析2.1.材料的选择该产品既是日常用品,也是工艺品,因此,外观要求比较高,尺寸要求较低。
因为是仪表盖,所以对力学要求较高。
所以从塑件的使用性能上分析,其必须具备有一定的综合机械性能,包括良好的机械强度,一定的弹性和耐油性,耐水性,化学稳定性和电气性能。
而符合以上性能的有多种塑料材料,从材料的来源以及材料的成本和调配颜色来看,ABS比较适合。
ABS是目前世界上应用最广泛的材料,它来源广,成本底,符合该塑件成型的特性。
因此制作该塑件选用ABS塑料。
表一:ABS的主要技术指标密度比溶吸水率收缩率热变形温度1.02-1.05 0.8-0.98 0.2%-0.4% 130-160 0.3%-0.8% 83-103. 抗拉强度拉伸弹性模量弯曲强度冲击强度体积50Mpa 1.8X107 80Mpa 11HB 9.7HB 6.9X10表二: ABS的注射工艺参数注射机类型螺杆转数喷嘴形式喷嘴温度螺杆式30 直通式170-180 料筒的温度模具温度注射压力保压力150-170 165-180 180-200 50-80 60-100Mpa 30-60 Mpa 注射时间保压时间冷却时间成型周期0-5 S 20-90 S 20-120 S 50-220ABS无毒,无味,呈微黄色,成型的塑料件有较好的光泽。
密度为1.02-1.05g/cm3。
ABS有极好的抗冲击强度,且在低温下也不迅速下降。
有良好的机械强度和一定的耐磨性,耐寒性,耐油性,耐水性,化学稳定性和电气性能。
ABS有一定的硬度和尺寸稳定性,易于成型加工。
经过调色可配成任何颜色。
其缺点是耐热性不高,连续工作温度为70度左右,热变形温度约为90度左右。
耐气候差,在紫外线作用下易变硬发脆。
其成型特点:ABS在升温时黏度增高,所以成型压力较高,塑料上的脱模斜度稍大,ABS易吸水,成型前加工要进行干燥处理;易产生熔接痕,模具设计时应注意尽量减小浇注系统对料流的阻力;在正常的成型条件下,壁厚,溶料温度及收缩率影响极小.2.2.明确制品批量该产品精度要求效高,又是大批量生产,考虑到模具制造、模具运转费用尽量低的原则,所以模具采用一模二腔结构。
2.3塑件结构工艺性分析图1塑件3初选注射机型号3.1 计算制品的体积和质量该产品材料为ABS,查表《常用塑料的注射工艺参数》得知其密度为1.02-1.16(kg.dm-3),收缩率为0.4-0.7(%)。
计算平均密度为1(g/mm3),平均收缩率为0.5(%)。
通过计算,塑件质量m1为5g,塑件体积V1=m1/p=5/1=5mm3流道凝料的质量m 2按塑件的0.6倍计算,所以注射量为:m2=0.6 x5x2=6g.塑件和流道凝料在分型面上的投影面积及所需锁模力的计算:流道凝料在分型面上的投影面积A2,可按其在分型面上的投影面积A1的0.2~0.5倍,因此可用0.4nA1来估算,所以:A=nA1+0.35A1=1.35nA1=2967.3mm2式中A1=1099 mm2F m =AP型=89019KN式中型腔压力P型取30MPa(因是薄壁塑件,浇口又式潜伏式浇口,压力损失大,取大一些)3.2 注射机型参数根据塑料制品的体积,本塑件初选用型号为XS-ZY-4000的注射机,其技术参数如下:(查注射机表)。
注射量/cm34000 注射时间/t 6 螺杆直径/mm 130 注射方式螺杆式注射压力/MPa 106 合模力/KN 10000 注射行程/mm 370 最大成型面积/cm23800螺杆转速r/min 16,20,32,41,51,74移模行程/mm 1000模板最大厚度/mm 500 喷嘴孔直径/mm 2.5 模板最小厚度/mm 200 定位圈/mm 150 拉杆空间/mm 1050X950 推出形式,中心距中心推出合模方式液压-机械喷嘴球直径/mm 104分型面位置的确定和型腔徘布4.1分型面位置的确定如何确定分型面,需要考虑的因素比较复杂。
由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性及精度、嵌件位置形状以及推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。
选择分型面时一般应遵循以下几项原则:(1) 分型面应选在塑件外形最大轮廓处。
(2) 便于塑件顺利脱模,尽量使塑件开模时留在动模一边。