OEE每日统计表
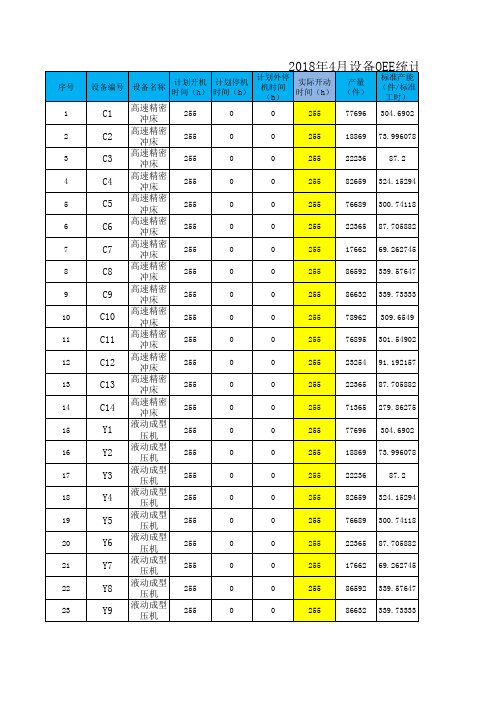
设备OEE统计表
25236
3
100.00% 88.11% 99.99% 88.10%
85659
2
100.00% 96.50% 100.00% 96.50%
79689
3
100.00% 96.24% 100.00% 96.23%
25365
2
100.00% 88.17% 99.99% 88.16%
20662
2
100.00% 85.48% 99.99% 85.47%
17
Y3
液动成型 压机
255
0
0
255
22236
87.2
18
Y4
液动成型 压机
255
0
0
255
82659 324.15294
19
Y5
液动成型 压机
255
0
0
255
76689 300.74118
20
Y6
液动成型 压机
255
0
0
255
22365 87.705882
21
Y7
液动成型 压机
255
0
0
255
17662 69.262745
负荷时间:设备应该正常运转的时间,等于总投入时间(指出勤时间)-计划停机时间(如早会、休息等)。
停机时间:指计
备OEE统计表QR13-06
理论产量 不良数
件
(件)
时间开动 性能开动 率(%) 率(%)
良品率 (%)
OEE(%)
备注
80696
0
100.00% 96.28% 100.00% 96.28%
255
78962 309.6549
OEE计算规则(OEE计算对照表)

=0.25H/D*26D =0.25H/D*26D
日
计划保养 1号下午安排保养4H 4H
历 时 间
上 班 时 间
计 划 开 机 时 间
新产品试做
正常损失 换型(模)
设备故障
模治具故障
异常损失 工艺异常
异常等待
其他损失
开机 时间
产能损失时间 合理产 不良品工时 能时间 合格品工时
3号下午试做4H
4H
换型5次,每次1H =1H/次*5
OEE计算对照表
时间分布
时间列举 说明(30天)
公式
放假时间 4个周日不上班
=24H/D*4D
休息时间
单班生产
夜班休自(白班上 10H)
=(2410)H/D*26D
班前会 每班开会15分钟 =0.25H/D*26D
吃饭 两餐,两个30分钟 =1H/D*26D
计划停机时间
开机点检 开机点检15分钟 首末件 检测15分钟
1.合格率=A/(A+B) 2.性能稼动率=(A+B)/(A+B+C) 3.时间稼动率 =(A+B+C)/(A+B+C+D+E) OEE(狭义)=1*2*3=A/(A+B+C+D+E)
我们目前所统计的每日产量 完成率=A/(A+B+C+D)
26
6.5 6.5
53.5
F
2.广义OEE: =A/(A+B+C+D+E+F)
4
4
5 5E
5
3
4 15 D 1.狭义OEE:
2
设备综合效率OEE统计表
月生产数量 =min
设备理论加工时间 =min
月实际生产时间 =min
月性能开动率 = (生产数量×理论加工时间)/净生产时间 =min
月产品合格率 =min
当月设备综合效率OEE = 月时间开动率×月性能开动率×月合格品率 =min
统计人/日期: 复核人/日期
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
经典实用的OEE统计报表
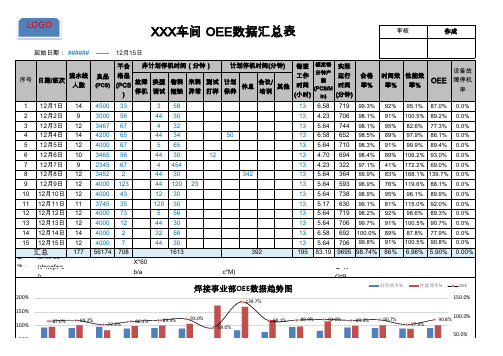
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
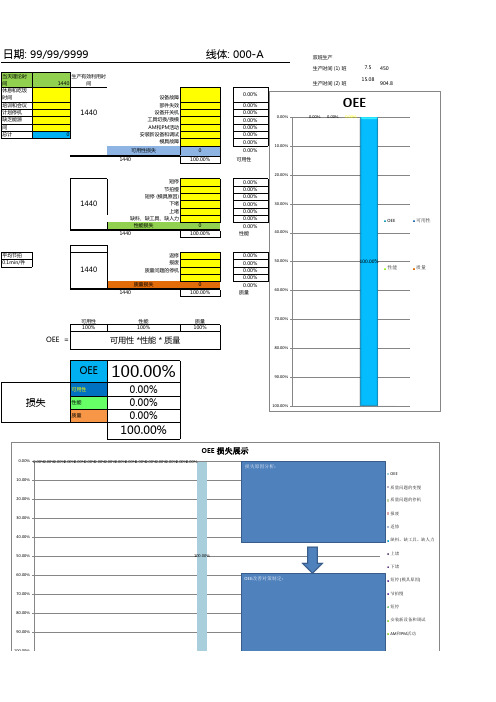
OEE统计报表(1)
20.00%
30.00%
OEE
40.00%
可用性
平均节拍 0.1min/件
1440
1440
返修 报废 质量问题的停机 质量问题的变慢
质量损失
0.00% 0.00% 0.00% 0.00% 0 100.00% 0.00% 质量
50.00%
100.00%
性能
质量
60.00%
可用性 100%
性能 100%
日期: 99/99/9999
当天理论时间 休息和吃饭时间 培训和会议 计划停机 缺乏能源 计划降速时间 总计 1440 生产有效利用时间 设备故障 部件失效 设备开关机 工具切换/换模 AM和PM活动 安装新设备和调试 模具故障 可用性损失 1440 0
线体: 000-A
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 可用性 100.00%
100.00%
损失原因分析:
OEE
10.00% 质量问题的变慢 20.00% 质量问题的停机 报废 30.00% 返修 40.00% 缺料、缺工具、缺人力 上堵 下堵 60.00%
50.00%
100.00%
OEE改善对策制定:
短停 (模具原因) 节拍慢 短停
70.00%
80.00%
安装新设备和调试
90.00%
Байду номын сангаасAM和PM活动
双班生产 生产时间 (1) 班 生产时间 (2) 班 7.5 15.08 450 904.8
1440
0
OEE
0.00% 0.00% 0.00% 0.00% 10.00%
1440
短停 节拍慢 短停 (模具原因) 下堵 上堵 缺料、缺工具、缺人力 性能损失 1440
OEE统计分析表

230
231
30
31
92.00% 92.03%
平均 246 226 26 91.85%
37440 37440 37440 37440 37440 37440 37440 37440 37440 37440 37440 37440
31 91 16 21
159 31 31 61
123 37281 37158 99.67% 5.00
30.30% 27.75%
28.57% 26.17%
27.03% 24.76%
25.64% 23.50%
36.14% 33.08%
6. 设备综合效率OEE=时间开动率*性能开动率*合格品率
38 98 23 28
187 38 38 68
144 37253 37109 99.61% 5.00
39 99 24 29
191 39 39 69
147 37249 37102 99.61% 5.00
40 100 25 30
195 40 40 70
150 37245 37095 99.60% 5.00
5.00
9.50 10.50 11.50 12.50 13.50 14.50 15.50 16.50 17.50 18.50 19.50 13.83
性能开动率
76.92% 52.63% 47.62% 43.48% 40.00% 37.04% 34.48% 32.26%
设备综合效率OEE
70.29% 48.10% 43.54% 39.76% 36.59% 33.89% 31.56% 29.53%
备注:
1. 此表统计时间均以“分钟”为单位计算。 2. 合格品率=合格品数/生产投入数*100% 3. 性能开动率=理论生产节拍/实际生产时间*100% 实际生产时间=实际生产节拍*实际生产投入数 4. 时间开动率=设备实际运行时间/符合时间*100% 5. 设备理论运行时间=理论设备运行总时间-计划内停机时间
设备综合效率OEE统计表
白班
中班
零班
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
设备综合效率OEE统计表
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
oee分析表

工序 4(振机,烘干) 71.429% 107.692% 98.810% 76.007%
工序 5(CNC1) 71.429% 106.410% 96.386% 73.260%
工序 7(CNC2) 90 30 1 30
30 120
工序 8(机加工) 5 15 1 15
30 90
工序 7(CNC2) 85.714% 263.333% 94.937% 214.286%
1.333333333 1440 10080 8000
9947.368421 1142.857143 1421.052632
24.34%
工序 2(冲水口) 14 6
1.714285714 1440 8640 8000 7480
1333.333333 1246.666667
-6.50%
工序 3(磨边) 14 6 2
=C - D =A x E =F x G
零件名称 零件编号
工序 1(压铸) 2 10
600
60 540 1080
7 7560
工序 2(冲水口) 2 8
480
60 420 840
6 5040
ECL ECL日期
工序 3(磨边) 2 8
480
60 420 840
6 5040
工序 4(振机,烘干) 2 8
480
1000
900
850
840
830
790
750
0
L.
试产总的合格品数量 (一次直通,不含返工)
900
850
840
830
800
750
730
M.
试产总的不合格品数量
=K - L
OEE日报表

开始生产时间 生产结束时间
故障部位及 原因
等料 等辅 具体时间段 料 、耗时要注 明 等人 占线 换包材 其它耗时(换模具 、校秤、加滤网) 生产结束清洗或水 冲耗时 短停耗时 短停原因(设备调 整初始化时间) 灌装计数总数 取样计数总数 各种情况损耗原因(餐 饮、漏奶、偏膜、炸杯 、直线挤瓶)
各种情况损耗数量 入库总数量(个) 辅料耗用量(个) 填表人: 班长确认:
OEE日报表
班组: 白班 / 夜班 设备名称 : 生产日期:
总工作时间 开电源时间 关电源时间 班会 计划 内时 吃饭 间 计划停机 生产品种 清洗类型 (CIP/A/S) 清洗时段 清洗耗时 消毒时段 消毒耗时 涂抹时段 涂抹耗时 排料次数 排料耗时 等化验单次数 等化验单耗时 换料次数 换料耗时 工段 外部 停机 时间 设备 故障 开始结束时 间
生产日期:
设备综合效率OEE统计表(使用)

HZF8070-8-CON-V1.2(BASS) 800
0 5400 0 0 0 0 0 0 ### 0 0 0
其 它
每日 工作 时间
每日 每日 负荷 开动 时间 时间
理论加 工周期
实际加 工周期
实际 加工 时间
0
1440 0
9000
7800
5.03
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
设备综合效率oee计算表

各项指标及其计算方法说明
综合效率(OEE)=时间运行效率X性能运行效率X良品率
1总工作时间=每班时数X每日班数
2负荷时间=总工作时间-计划内停止时间
3运行时间=负荷时间-计划外停止时间
4时间运行效率=运行时间/负荷时间X100%
5速度运行效率=基准生产周期/实际生产周期X100%
6有效运行效率=实际生产周期X生产总数/运行时间X100%7性能运行效率=基准生产周期X生产总数/运行时间X100%8良品率=(生产总数-不良品数)/生产总数X100%
10短时停止或空转时间=运行时间-生产总数X实际生产周期
11月平均实际生产周期=(每日实际生产周期X生产总数)之总和 除以全月总产量。
设备OEE自动统计和分析表
应用步
骤:
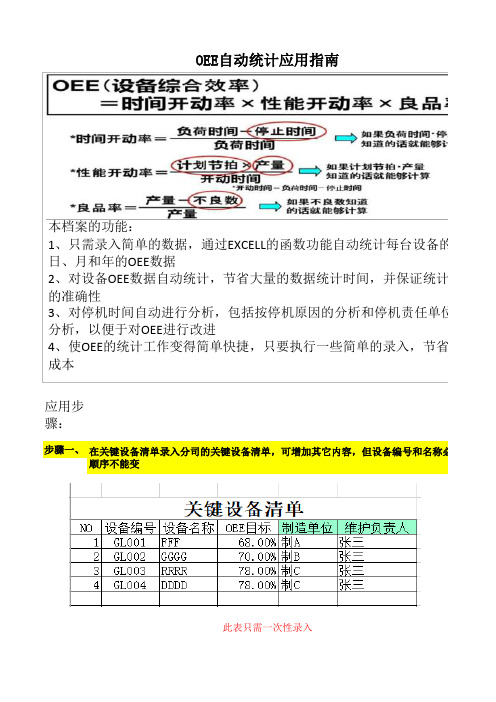
步骤一、OEE自动统计应用指南在关键设备清单录入分司的关键设备清单,可增加其它内容,但设备编号和名称必须
顺序不能变
此表只需一次性录入
本档案的功能:
1、只需录入简单的数据,通过EXCELL 的函数功能自动统计每台设备的每日、月和年的OEE 数据
2、对设备OEE 数据自动统计,节省大量的数据统计时间,并保证统计数的准确性
3、对停机时间自动进行分析,包括按停机原因的分析和停机责任单位的分析,以便于对OEE 进行改进
4、使OEE 的统计工作变得简单快捷,只要执行一些简单的录入,节省人成本
步骤二、步骤三、步骤四、
在产品产能标准内录入公司每种产品的产能标准在停机时间登记中录入每日的停机时间数据(只需录入日期、设备编号和停机时间)
在生产情况登记中录入每日的生产数量和质量数据(只需录入日期、产品编号、设备
、投入量、实际投入时间和一次产出量)
此表只需有新产品时才再次录入
此表需要依据每天的设备停机记录每日录入
步骤五、步骤六、
在OEE每日&月统计中录入需统计的设备编号和需要统计的月份日期即可自动统计出该
的每日OEE和当月的汇总
在OEE年度统计中录入需统计的设备编号和需要统计的月份起止时间即可自动统计数
汇总及年度汇总
以上就算完成了数据的录入
此表需要依据通生产日报表每日录入
步骤七、在停机时间分析中录入需统计的设备编号和需要统计的月份起止时间即可自动统计数的停机时间汇总、各停机原因的比例及按责任部门的比例
备的每
统计数据单位的
节省人工称必须有且
时间)
、设备编号
计出该设备
计数每月的
统计数每月。
OEE报表

周二
0
0 60Βιβλιοθήκη #DIV/0!#DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.9772727 0.9534884 #DIV/0! 0.8837209 0.9577236 #DIV/0! 0.9210526 0.9210526 #DIV/0! 0.80 0.84 #DIV/0!
周一 项目 设备总工作时间(分) 休息时间(分) 会议培训时间(分) 计划停机维护时间(分) 计划运行时间 设备故障停机/线时间(分) 设备调整及产品品种切换时间(分) 生产线待料停工(分) 其他非计划停机(分) 实际运行时间 时间单位1分钟 生产节拍(秒/件) 理论总产量 合格产品数量(件) 不合格品数量(件) 总产量 时间嫁动率 性能嫁动率 良品率 设备OEE(%) 430 60 30.00 860.00 700 60 760 410 60 31.00 793.55 700 60 760 0 0 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0 #DIV/0! #DIV/0! 0 60 0 60 0 60 10 440 10 10 430 10 0 0 0 450 10 450 10
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
單件 總工 瓶頸 標準 操作 稼動 標準 時損 時間 產量 良品率 效率 率 生產線 機種及 公司產品料 時間 (S) (PCS) 失(H) No (S) 別 產品名稱 號
A B C=(360 0/B)*N D=L/K E=L/C F=O/Q G=Q-R
稼動 損失 (H)
H=S*M
OEE
備注
T=F*E*D
I=(B*MJ=G-H-I A)*C/3600
說明:1.操作損失:指在開線生產過程中的作業失誤損失,生產過程中產生的不良品工時損失,以及不良品重工及其前後的準備工時損失 2.稼動損失:指生產線人力有出勤條件下,產線無排配,待料,品質異常,模具故障,機故等造成的停線工時損失 3.平衡損失:指產線各工站工時不平衡,在生產過程中形成的工站間的設備產出)
平衡 損失 (H)
日期﹕ 生產 總投 操作 實際 實際 總投 產出 未稼 合格 作業 總產 入時 品出 損失 時間 工時 入工 工時 動時 品數 數(pcs) 人數 間 (H) (H) (H) 時(H) (H) 間(H) (pcs) (H)
K L M N O=N* M P Q=P* R=L*A S=P-N M /3600
核准﹕
會簽﹕