设备综合效率统计表
设备综合效率OEE统计表
设备综合效率 OEE 统计表什么是 OEE?OEE(Overall Equipment Effectiveness)是设备综合效率的英文缩写,它是一种衡量设备综合性能的指标。
OEE 综合考虑了设备的可用时间、性能效率和质量率,可以用于评估设备在在稳定生产、高产能和良好质量方面的表现。
OEE 还可以帮助厂家识别和消除设备损失,提高生产效率。
OEE 通常用公式表示:OEE = 可用时间 / (计划生产时间 × 性能效率 × 质量率)•可用时间是指设备实际运行时间与停机时间的比例;•计划生产时间是指理论上设备应该运转的时间;•性能效率是指设备达到应有性能水平比例;•质量率是指生产出合格产品和应生产产品的比例。
设备综合效率 OEE 统计表是什么?设备综合效率 OEE 统计表是一种用于汇总和分析设备 OEE 数据的工具。
通过OEE 统计表可以记录生产线上每台设备的运行情况,从而帮助管理者识别生产过程中存在的问题。
例如,通过设备综合效率 OEE 统计表可以发现哪个设备出现了频繁的故障,哪个环节存在生产效率低下的问题等。
设备综合效率 OEE 统计表如何制作?制作设备综合效率 OEE 统计表需要搜集以下几个方面的数据:1.计划生产时间:这是设备预期运行时间,根据每条生产线的生产计划可得出。
2.实际生产时间:这是设备实际运行的时间,可以通过设备监控系统或人工记录得出。
3.计划维修时间:这是设备定期维护或修理时暂停运作的时间,根据设备维护计划预先得出。
4.实际维修时间:这是设备实际维修的时间,可以通过维修记录或设备监控系统得出。
5.可用时间:可用时间等于计划生产时间减去计划维修时间。
6.产品数量:包括生产的良品数量和次品数量。
7.良品数量:这是指通过生产线产生的合格产品数量。
8.次品数量:这是指不符合产品标准的产品数量。
9.损失时间:包括故障时间、换线时间、停机时间等。
在收集完以上数据后,可以按以下步骤制作设备综合效率 OEE 统计表:1.在电子表格软件(如 Excel)中新建一个表格,用于记录各设备的OEE 数据。
设备综合效率(OEE)计算表

#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
#D I#VD I#VD I#VD I#VD I#VD IV 0
XXXX 有限
设 备 效 率(OEE) 计 算 表
设备编号: 日期
总工作时间
设备名称:
日 期:
年
月
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
全月总 计
0
点检保养
0
计划 工间休息
0
停止
时间 计划维修
0
停产调整
0
负荷时间
0000000000000000000000000000000 0
实际生产周期
######
时间运行效率
速度运行效率
生产设备综合效率统计月报表填写指导
﹦(实际运行速度÷设计运行速度) ×(生产总量÷实际 运行速度 ÷开动时间)
﹦生产总量÷设计运行速度 ÷开动时间
一、定义诠释
几个“率”的概念: ➢ 合格品率:
相对生产总量中合格品总量所占的比例。 合格品率﹦(生产总量-不合格品总量)÷生产总量
﹦合格品总量÷生产总量
➢ 设备综合效率:
时间开动率、性能开动率、合格品率三个设备关键要素相乘的积称为 设备综合效率,即OEE。 设备综合效率=时间开动率×性能开动率×合格品率。 其本质推论如下: OEE﹦(开动时间÷ 负荷时间) ×(生产总量÷设计运行速度 ÷开
动时间) × (合格品总量÷生产总量) ﹦合格品总量÷设计运行速度 ÷负荷时间 ﹦价值开动时间÷负荷时间 即:价值开动时间占可用生产时间(负荷时间)的比例。
➢ 负荷时间:
设备生产产品计划所需的时间,包括设备运行、调整、故障停机、待 机空转等时间。
➢ 开动时间:
负荷时间中去除停机的所有时间,即设备发生动作的累计时间。
一、定义诠释
几个时间概念: ➢ 净开动时间:
产品生产所必须的时间,即等于生产总量除以实际运行速度得出的时 间。
➢ 价值开动时间:
设备只生产出合格产品所必须的时间,即等于合格品总量除以理论运 行速度得出的时间。
(六)速度降低造成的时间损失
包括: 1、设备的实际运行速度备随着使用时间性能下降后导致速度限制。 应对措施: 1、设备调研充分确定设计运行速度可实现性,尤其是国产设备,重点关
注包材是否匹配运行速度; 2、联动线的匹配设计应充分考虑,避免大马拉小车; 3、深入研究设备,尤其是易损部位的控制,降低设备老化速度。 4、注重设备技改,提高设备稳定运行速度,但需注意不能超速运行或者
设备综合效率oee计算表 (1)
11600 12900
5000
0 14800 18900 7500 17560 16500 17500
0.057 0.045
0.062
0 0.075 0.07 0.097 0.07 0.07 0.07
72.7% 92.1% 96.9% #DIV/0! 86.7% 95.9% 90.9% 96.0% 90.2% 95.7%
320
0 1280 1400 800 1280 1280 1280
0
0
0
0
0
20
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
910 630
320
0 1280 1380 800 1280 1280 1280
100.0% 100.0% 100.0% #DIV/0! 100.0% 98.6% 100.0% 100.0% 100.0% 100.0%
26
27
28
29
30
6月 31 综合
1320 1320 1320 1320 1320
0 30540
生产设备综合效率统计月报表》填写指导 21
二、报表填写指导
工作日志:
记录报表中相关数据,必须包括如下: 日历时间:正常为480min,如超过480min的加班,则按实际时间 计算。 预防性维护:记录设备预防性维护工作开展的时间。 公用介质停供:由于公用介质(如水、电、气、汽等)无法满足 设备 需求导致的休止时间。 无计划:由于无生产计划或原辅包材等原因导致设备停止使用的 休止 时间。 工停:包括晨会、培训、交接班、就餐、短休、消防演练、节假 日等 时间。 故障停机:可以通过在现场安装故障、调整停机时间累时器记录。 调整停机:同上。
时间开动率﹦(负荷时间-停机损失时间)÷负荷时间 ﹦开动时间÷ 负荷时间
一、定义诠释
几个“率”的概念: 速度开动率: 净开动率:
设备实际运行的速度与设计运行速度的比值。 速度开动率﹦实际运行速度÷设计运行速度。 体现设备开动时间中有多少时间是进行产品生产的。 净开动率﹦净开动时间÷开动时间 ﹦生产总量÷实际运行速度 ÷开动时间 速度开动率与净开动率相乘后得到表征设备性能发挥情况的参数。 性能开动率﹦速度开动率×净开动率 ﹦(实际运行速度÷设计运行速度) ×(生产总量÷实际 运行速度 ÷开动时间) ﹦生产总量÷设计运行速度 ÷开动时间
性能开动率:
几个“率”的概念: 合格品率: 设备综合效率:
一、定义诠释
相对生产总量中合格品总量所占的比例。 合格品率﹦(生产总量-不合格品总量)÷生产总量 ﹦合格品总量÷生产总量
时间开动率、性能开动率、合格品率三个设备关键要素相乘的积称为 设备综合效率,即OEE。 设备综合效率=时间开动率×性能开动率×合格品率。 其本质推论如下: OEE﹦(开动时间÷ 负荷时间) ×(生产总量÷设计运行速度 ÷开 动时间) × (合格品总量÷生产总量) ﹦合格品总量÷设计运行速度 ÷负荷时间 ﹦价值开动时间÷负荷时间 即:价值开动时间占可用生产时间(负荷时间)的比例。
设备综合效率OEE计算表
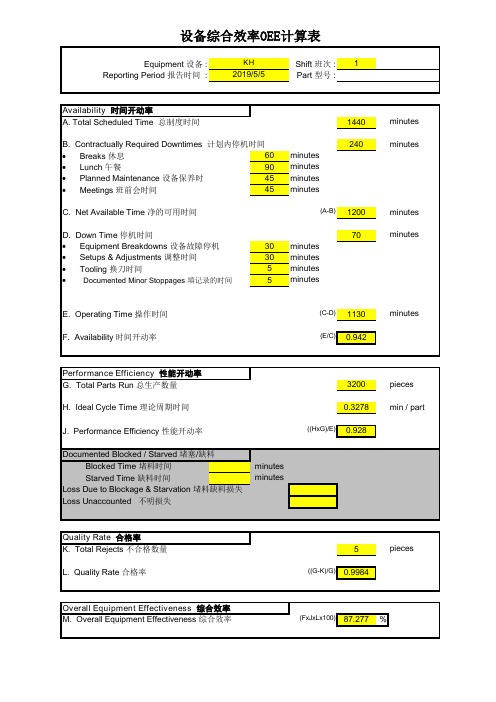
E. Operating Time 操作时间 F. Availability 时间开动率
(C-D) 1130 (E/C) 0.942
minutes
Performance Efficiency 性能开动率 G. Total Parts Run 总生产数量
H. Ideal Cycle Time 理论周期时间
70
• Equipment Breakdowns 设备故障停机
30 minutes
• Setups & Adjustments 调整时间
30 minutes
• Tooling 换刀时间
5 minutes
• Documented Minor Stoppages 填记录的时间
5 minutes
minቤተ መጻሕፍቲ ባይዱtes minutes
minutes minutes
3200 0.3278 ((HxG)/E) 0.928
pieces min / part
Quality Rate 合格率 K. Total Rejects 不合格数量
L. Quality Rate 合格率
5 ((G-K)/G) 0.9984
pieces
Overall Equipment Effectiveness 综合效率 M. Overall Equipment Effectiveness 综合效率
(FxJxLx100) 87.277 %
240
• Breaks 休息
60 minutes
• Lunch 午餐
90 minutes
• Planned Maintenance 设备保养时
45 minutes
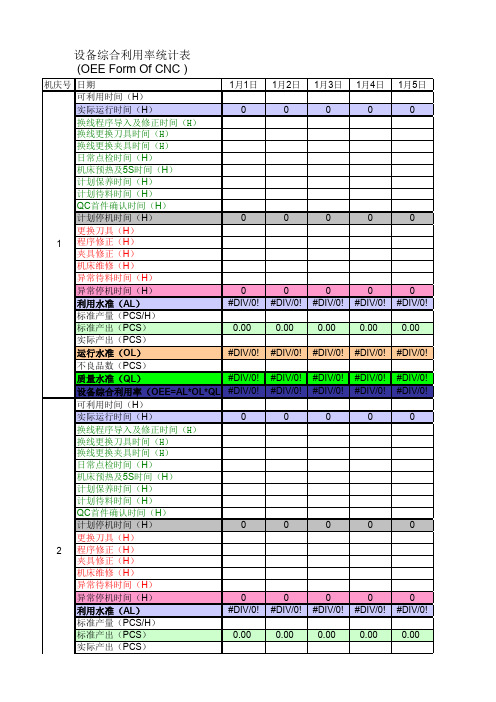
设备综合利用率统计表
可利用时间(H)
实际运行时间(H)
0
0
0
0
0
换线程序导入及修正时间(H)
换线更换刀具时间(H)
换线更换夹具时间(H)
日常点检时间(H)
机床预热及5S时间(H)
计划保养时间(H)
计划待料时间(H)
QC首件确认时间(H)
计划停机时间(H)
0
0
0
0
0
更换刀具(H)
11 程序修正(H) 夹具修正(H)
机床维修(H)
换线更换刀具时间(H)
换线更换夹具时间(H)
日常点检时间(H)
机床预热及5S时间(H)
计划保养时间(H)
计划待料时间(H)
QC首件确认时间(H)
计划停机时间(H)
0
0
0
0
0
更换刀具(H)
6 程序修正(H) 夹具修正(H)
机床维修(H)
异常待料时间(H)
异常停机时间(H)
0
0
0
0
0
利用水准(AL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
异常待料时间(H)
异常停机时间(H)
0
0
0
0
0
利用水准(AL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
标准产量(PCS/H)
标准产出(PCS)
0.00
0.00
0.00
0.00
0.00
实际产出(PCS)
运行水准(OL)
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
换线更换刀具时间(H)
oee设备综合效率表格

oee设备综合效率表格篇一:oee设备综合效率二种叫法和计算公式并举例子oee (设备综合效率)是衡量设备综合性时间损失大小的指标,反应设备在负荷时间内有多少时间是有价值的开动时间。
叫法之一:oee=时间开动率x性能开动率x良品率即:(1)〔时间开动率〕:是衡量测定因故障、准备、调整等导致停止损失大小的指标。
时间开动率=(负荷时间一停止时间)/负荷时间*100%(2)〔性能开动率〕:是衡量因空转、小停工及速度降低等导致时间损失大小的指标。
性能开动率=(基准节拍*产量)/开动时间*100%(3)〔良品率〕:是衡量保证充分满足消费者质量要求的指标。
良品率二合格品件数/生产总件数*100%叫法之二:oee=时间利用率*设备性能率*产品合格率=(合格的产品*设计速度)/负荷时间1. 时间利用率=(负荷时间-停机损失)/负荷时间*100%=(有效)利用时间/负荷时间2. 设备性能率=(生产产品数*设计速度)/利用时间*100%3. 质量合格率=(生产产品数-不合格品)/生产产品数*100%其实:设计速度即基本节拍工厂/车间的设备综合效率=(1#设备综合效率*产量+2#设备综合效率*产量+…+n#设备综合效率*产量)+总产量叫法之三:oee=可使用率x工作表现率x品质率1. 可使用率:指实际运转时间与可用时间(负荷时间)之比。
(1)可用时间:指从一天(或一个月)的工作时间中,减去生产计划、计划保养,以及日常管理上必要的的停顿时间后所剩下的时间。
(2)停机时间(停止时间):指因故障、setup、调整、更换模具等所停止的时间。
(3)公式:可使用率=(可用时间-停机时间)/可用时间x100%2. 工作表現率包括速度运转率与纯运转率。
(1)速度运转率系指设备原有这能力(包括周期时间、循环数)对实际速度之比;纯运转率指在单位时间内设备有无以一定速度在运转,由此可以求得日报上无法出现的小故障损失。
(2)工作表现率二速度运转率x有效运转率=理想周期x 加工数量*(负荷时间-停止时间)3. 品质率:品质率系指实际制成之良品数量与加工数量的比率。
2014制造部设备综合效率OEE统计表
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
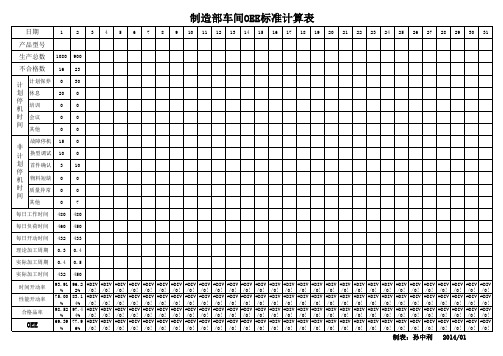
制造部车间OEE标准计算表
日期 产品型号 生产总数 不合格数 计 划 休息 停 培训 机 时 会议 间
其他 故障停机 计划保养 1080 16 0 20 0 0 0 15 10 3 0 0 0 480 460 432 0.3 0.4 432 900 23 30 0 0 0 0 0 0 10 0 0 7 480 450 433 0.4 0.5 450
制表:孙中利
2014/01
OEE
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
设备综合效率OEE统计表
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
设备效率统计表
11月
12月
月份
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
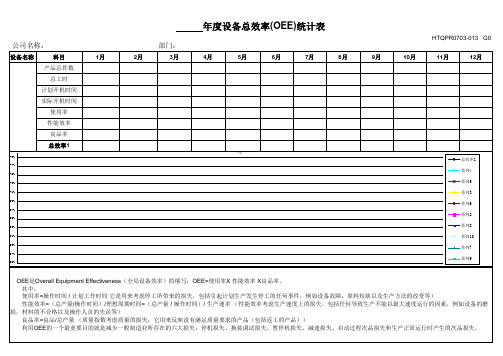
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨 损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次品损失。
公司名称:
设备名称
科目
1月
产品总件数
总
使用率
性能效率
良品率
总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
部门:
2月
3月
年度设备总效率(OEE)统计表
4月
5月
6月
7月
8月
HTQPR0703-013 G0
9月
10月
表格模板-设备综合利用率统计表 精品
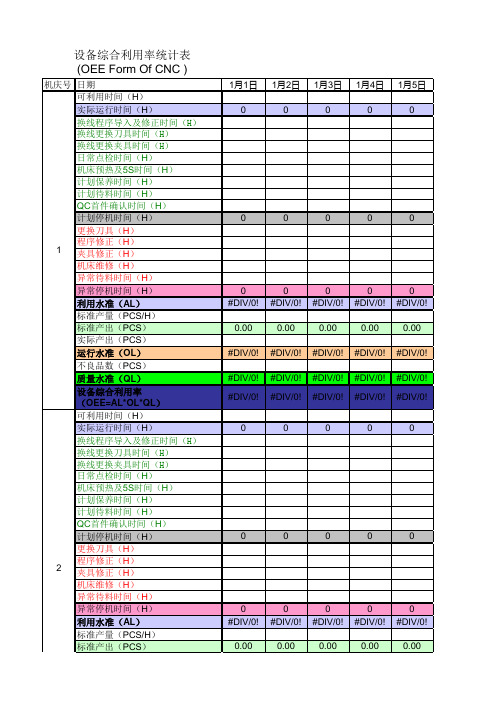
(OEE Form Of CNC )
机庆号 日期 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H)
0.00
0.00
0.00
0.00
0.00
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00
0.00
0.00
0.00
0.00
实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备综合利用率 (OEE=AL*OL*QL) 可利用时间(H) 实际运行时间(H) 换线程序导入及修正时间(H) 换线更换刀具时间(H) 换线更换夹具时间(H) 日常点检时间(H) 机床预热及5S时间(H) 计划保养时间(H) 计划待料时间(H) QC首件确认时间(H) 计划停机时间(H) 更换刀具(H) 程序修正(H) 3 夹具修正(H) 机床维修(H) 异常待料时间(H) 异常停机时间(H) 利用水准(AL) 标准产量(PCS/H) 标准产出(PCS) 实际产出(PCS) 运行水准(OL) 不良品数(PCS) 质量水准(QL)
设备效率计算表
设备综合效率OEE统计表(使用)

HZF8070-8-CON-V1.2(BASS) 800
0 5400 0 0 0 0 0 0 ### 0 0 0
其 它
每日 工作 时间
每日 每日 负荷 开动 时间 时间
理论加 工周期
实际加 工周期
实际 加工 时间
0
1440 0
9000
7800
5.03
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
#DIV/ 0!
#DIV/0!
#DIV/0!
00
#DIV/0 !
设备综合效率oee计算表

各项指标及其计算方法说明
综合效率(OEE)=时间运行效率X性能运行效率X良品率
1总工作时间=每班时数X每日班数
2负荷时间=总工作时间-计划内停止时间
3运行时间=负荷时间-计划外停止时间
4时间运行效率=运行时间/负荷时间X100%
5速度运行效率=基准生产周期/实际生产周期X100%
6有效运行效率=实际生产周期X生产总数/运行时间X100%7性能运行效率=基准生产周期X生产总数/运行时间X100%8良品率=(生产总数-不良品数)/生产总数X100%
10短时停止或空转时间=运行时间-生产总数X实际生产周期
11月平均实际生产周期=(每日实际生产周期X生产总数)之总和 除以全月总产量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时间Time
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00
图号
生产时间
min
吊装时间
min
调整时间
min
转序时间
min
生产数量=不合格数量=日期:
填写方法:在相应的起止时间段作记号“×”并每天汇总各项目时间。
生产时间:从开始生产到结束生产的时间(工休及午饭时间除外)
调整时间:从开始生产或一种产品结束到生产出第一件合格的新产品的时间;
转序时间:除设备故障及准备调整时间外不能连续生产的时间;
图号
生产时间
min
吊装时间
min
调整时间
min
转序时间
min
生产数量=不合格数量=日期:
过程卡号
时间Time
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00
图号
生产时间
min
吊装时间
min
调整时间
min
转序时间
min
生产数量=不合格数量=日期:
图号
生产时间minຫໍສະໝຸດ 吊装时间min调整时间
min
转序时间
min
生产数量=不合格数量=日期:
过程卡号
时间Time
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00
图号
生产时间
min
吊装时间
min
调整时间
min
转序时间
min
生产数量=不合格数量=日期:
设备综合效率统计表
部门:操作者:设备名称:设备编号:
过程卡号
时间Time
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00
图号
生产时间
min
吊装时间
min
调整时间
min
转序时间
min
生产数量=不合格数量=日期:
过程卡号
时间Time
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00
过程卡号
时间Time
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00
图号
生产时间
min
吊装时间
min
调整时间
min
转序时间
min
生产数量=不合格数量=日期:
过程卡号
时间Time
8:00 9:00 10:00 11:00 12:00 13:00 14:00 15:00 16:00 17:00