Φ3.2×13米水泥磨说明书
提高φ3.2m×13m水泥磨产质量的技术措施

提高φ3.2m×13m水泥磨产质量的技术措施我公司2002年建成并投产的2500t/d新型干法生产线,设计年产孰料75万t,由于加强企业管理,设备运行状况较好,各项经济技术指标较为先进,孰料产量大幅提高,且富余量较多。
为适应水泥市场需求,在原配套水泥磨基础上,于2005年4月份又增设一台φ3.2m×13m球磨机,设计年产水泥36万t。
1.磨粉系统基本情况该磨机为三仓带筛分开流球磨机,允许研磨体装载量为135t,设计产量50~52t/h(产品比表面积330m2/kg)。
2.投产期运行情况及存在问题投产后磨机产量产期在47t/h左右徘徊,且出现以下问题:(1)二仓经常饱磨,严重限制磨机产量,甚至有时需打开磨门向外排料后再重新开启。
(2)三仓出料隔仓板蓖缝堵塞严重,造成排料困难,经常需要停磨剔蓖缝。
(3)水泥筛余值偏大,比表面积低,水泥和易性不好。
3.问题的分析3.1 出料隔仓板堵蓖缝问题三仓出料隔板藏版蓖缝宽6mm,隔仓板厚为40mm,孔道窄而长,蓖缝有时放射形布置,小颗粒物料和碎铁渣进入后很难自动排出,越堵越密实。
3.2 二仓饱磨及产品细度粗的问题通过对磨内情况的观察、分析有以下原因:(1)一仓平均球径较大,研磨体间孔隙率大,加上隔仓板蓖缝偏大(12mm),又是双层隔仓板由提升板强制向二仓送料,致使物料流速过快,特别是颗粒较大的物料流速过快,特别是颗粒较大的物料未得充分粉碎就涌入二仓,增加了二仓的负担。
(2)二仓仓长偏短(三仓筒体无孔,仓位不好调整),因一仓强制向二仓送料,并带有较多的大颗粒,而隔仓板通料面积偏低,又有筛板阻挡,往往造成料球比过大而饱磨。
另外,研磨体大球偏少,大颗粒物料不能被及时粉碎,在二仓越积越多,更加剧了研磨体效能的降低。
(3)三仓研磨体段径偏大,微型段用量少。
4.改造措施4.1 改造三仓出料隔仓板三仓出料隔仓板改用3mm厚钢板制造的筛板,筛孔宽度为5mm,采用同心圆布置,通料面积扩大到原来的2.3倍,物料通道距离大为缩短,彻底根除了蓖孔堵塞现象。
顺天粉体输送φ3.2×13m开流高细水泥磨机技术参数
φ3.2×13m开流高细水泥磨机技术参数一、技术参数1、规格型号:φ3.2×13m开流高细水泥磨2、生产能力:入磨物料粒度≤2mm研磨体最大装载量 130t产量:60 t/h粉煤灰3、磨机转速:18.7r/min(边缘传动)4、主轴承冷却水耗用量:2×3.5t/h5、设备总重:220T吨。
二、供货范围及主要零部件规格每台设备提供除研磨体的全套磨机主机和附属设备(含地脚螺栓)。
包括辅助传动装置、润滑装置及电控部分。
1、主传动装置:主要包括1.1 主电动机(含稀油站系统)数量:1台重电型号:YR1600-8/1430 功率:1600kw 电压:用户自定10KV 转速:740r/min1.2 主减速机(含稀油站系统)MBY1000 数量:1台I=7.1 南高齿2、辅助传动装置主要包括:2.1 电动机数量:1台型号:YEJ225M-8功率:22kw 额定电压:380v 转速:740r/min 防护等级IP542.2 减速机数量:1台泰兴减速机厂(泰兴泰隆)型号:ZSY315速比:I=1003、变位齿轮传动装置型式:圆柱齿轮传动副速比:I=186/33=5.6363.1 大齿圈:1件(两半组合)规格:模数×齿数×齿宽 28×180×650材质:ZG310-570 齿面硬度 HB180—240重量(净):14410kg3.2 小齿轮:1件规格:模数×齿数×齿宽 28×31×660材质:40Cr 齿面硬度 HB260—320重量(净):3040kg3.3齿轮轴:1件材质:40Cr 重量(净):1615kg4、齿轮罩一套5、进料装置(铆焊壳体,内设溜板,螺旋筒进料)和出料装置(铆焊壳体,内设回转筛,螺旋筒出料)各一套6、回转部分:主要包括6.1 中空轴 2件材质:ZG230-450重量(净):5820kg×2中空轴轴颈、轴肩圆角区及轴根外表面R圆弧区,精车后采取专用的砂带磨刀加工,保证其表面的粗糙度。
浅谈 3.2×13m 水泥磨的增产改造技术
浅谈 3.2×13m 水泥磨的增产改造技术摘要:本文介绍了国内目前采用的三种制备高活性矿渣微粉的粉磨工艺,探讨了Φ3. 2×13m 水泥磨的结构特点和技术参数,分析了对Φ3. 2×13m 水泥磨工艺的增产改造技术,提高了产品的产量,降低了产品成本。
1 引言国内目前采用的粉磨工艺主要有三种:一是采用辊压机+V 型选粉机(或打散分级机)+ 高效选粉机的流程,矿渣烘干过程在V 型选粉机内完成。
如武汉亚东的RPZ170-180+V高效选粉机工艺;二是采用立式辊磨,如杭州某公司采用天津院研发的TRM3131S、四川川威集团采用德国莱歇公司的LM56.2+2S等,均采用立式辊磨;三是采用管磨机(高细开流或圈流)。
由于前两种粉磨系统一次性投资较大,国内大多采用第三种粉磨工艺。
本文探讨的是第三种粉磨工艺的常用设备Φ3.2×13m 水泥磨机为例,介绍了该设备的主要特点和参数,探讨了如何增产改造技术。
2 技术参数及改造原则Φ3.2×13m 水泥磨机分为三个仓。
一仓为粗磨仓,装有较大直径的钢球,主要是冲击作用,以便破碎较大块的物料;二仓装有中等直径的钢球,对物料进行破碎兼研磨;三仓装有轧制的钢段,主要起研磨作用。
其主要技术参数:(1)筒体内径×长度:3200×13000mm(2)筒体有效内径×有效长度:3100×12460mm(3)筒体转速:17. 81r/ min(4)研磨体装填量:104t / h(5)最大给料粒度:≤15mm(6)细度:硅酸盐水泥比表面积> 300m2/ kg,普通水泥80m 方孔筛筛余不得超过10%(7)生产能力:45~60 t / h通过分析和影响水泥经验得出,影响磨机产量的主要因素有:水泥细度、颗粒分布;入磨物料水分与温度;入磨物料粒度;磨内结构;磨内通风等。
因此,对磨机进行增产改造时从这几个因素入手,从结构和工艺两方面进行。
×13米高细水泥磨机说明书

2.4*13米高细水泥磨说明书一、技术性能1、磨机规格:2.4×13m2、用途:水泥设备3、产量:粉磨水泥细度为0.08方孔筛筛余;筛余≦3% 产量24.5t/h筛余≦4% 产量26t/h4、磨机转速:20.1r/min5、有效容积:50.13m3(Ⅰ仓:12.03 m3,Ⅱ仓10.04 m3,Ⅲ仓28.07 m3)6、研磨体装填量:65-70t7、填充量:28.5%-30%8、主传动:需用功率:600KW 电动机:800KW 电动机型号:YR800-8/1180U=10KV n=740r/min减速机:JDX710 i=59、辅助传动:电动机:11KW电动机型号:YR180-8U=380Vn=730r/min减速机:JS82.5-7-11 i=10010、主轴承冷去用水量:2t/h11、设备总重:118t(不包含研磨体)12、研磨体级配(mm)研磨体装载量(T)ⅠⅡⅢΦ90 3Φ80 6Φ70 5Φ60 2.5Φ50 4.5Φ40 3Φ30 2Φ16×16 10Φ14×14 15Φ12×12 13共计: 16.5T 13.5T 38T13、衬板:Ⅰ阶梯衬板Ⅱ阶梯衬板Ⅲ波纹衬板二、工作原理水泥熟料从进料螺旋筒进入1仓,物料经过初步粉磨后,经过双隔仓高细筛分进入2仓,大一点的物料返回1仓;合乎要求的物料进入2仓继续研磨,3仓设有微球段活化装置,以增加对物料的研磨,合乎规格的物料,通过出料篦板经扬料板送入出料螺旋筒,再由出料装置卸出。
物料就是由上述方式完成粉磨。
三、磨机的结构概述本磨机为边缘传动形式,其主要由传动分、主轴承、进出料装置及回转部分等部件所构成,现将各部分简述如下:(一)进料装置物料经过进料装置喂入磨机内。
进料装置主要由料斗、支架、检查门等做成。
(二)主轴承本磨机采用两主轴承支撑的方式,它承受着磨机主本----回转部分的全部负荷,两主轴承结构相同。
Φ3.8×13m水泥磨操作技巧规章
Φ3.8×13m水泥磨操作规程1、主要规格参数型式:双仓管磨规格:Φ3.8×13m能力:85T/h(P.C325)65T/h(P.O425)筒体转速:16.3r/min 装球量:173t主减速机型号:JS130-C速比:辅传功率:37KW 辅传电机传速:1470r/min主电机型号:YRKK800-8 功率:2500KW转速:740 r/min 电压:10000V工作原理:当磨机回转时,研磨体由于惯性离心力的作用,贴附在磨机筒体内壁的衬板上,与磨机一起回转并被带到一定的高度,由于其本身的重力作用。
像抛射体一样落下,将筒体内的物料击碎。
此外,研磨体还有滑动和滚动现象,主要对物料起研磨作用;物料由前仓连续加入,随筒体一道回转运动,形成物料向后挤压。
加上进料端与出料端之间物料本身的料面高度差,以及磨内强制通风,因此磨机筒体虽然是水平安装,而物料由进料端缓慢地向出料端移动,完成粉磨作业。
2、开机前的准备2.1在中控检查主辅机的设备状况均应在中控连锁状态,各主辅机备妥信号完备,有关连锁、温度、压力等保持信号良好。
2.2确认磨门关好,衬板螺栓、磨门螺栓及各地脚螺栓紧固。
确认入磨、出磨(闭路、循环)水泥物流通畅无阻。
2.3确认现场无人检修、无杂物阻碍磨机运转。
检查稀油站油位,保证润滑油充足。
2.4检查所有循环冷却水阀门开启无误。
2.5当油箱温度低于10℃时,应对稀油站油箱进行加热。
加热器将油加热至25℃,正常油箱温度(30℃-43℃),加热时须有专人监护,加热完毕必须关闭加热器。
当油站开启油标显示低油位时不能进行加热。
须待油返回油箱在正常油位后加热。
2.6启动稀油站观察压力是否正常,低压供油压力(0.2-0.4)Mpa,高压压力(6-10)Mpa,并确认磨机高压顶起。
2.7磨机运转前应慢转360度以上,使中空轴和轴瓦间形成油膜,慢转后,检查辅助传动是否完全脱开,确认限位开关是否到位。
2.8核实无误后,通知中控开机。
Φ3.5×13M闭路水泥磨(传动及进出料部件)设计说明书摘要.
φ3.5×13M闭路水泥磨(传动及进出料部件设计摘要:球磨机是水泥厂粉磨水泥生料、熟料的主要设备。
广泛用于建材、冶金、选矿、电力及化工行业,用于粉磨水泥及其它物料。
球磨机具有破碎比大,生产能力大,对物料适应性强,磨损件容易更换等特点。
本课题是Φ3.5×13M闭路水泥磨(传动及进出料部件设计。
首先对磨机进行总体计算,得到了球磨机的工作转速和所需要的功率,从而可以进一步进行传动部件的设计,具体有电动机的选择和减速机的选择以及相配套的联轴器的选择。
根据传动的要求,不但要合理设计球磨机的传动装置,还要尽可能降低生产成本,节约土地。
设计齿轮时,在保证齿轮强度的前提下,采用大齿数和小模数,延长大齿轮的寿命,降低成本,达到最佳经济效益。
应用最优化方法布置齿轮,并设计轴的结构,对轴进行强度校核。
此外设计了进料装置和出料装置,为了提高进料的能力,进料装置增强了通风能力。
通过对传动和进出料部分的设计,使其达到节能、高效、低噪音、安全可靠的要求。
合理的降低了球磨机的制造成本,符合企业的要求,带来较好的经济效益。
关键词:球磨机;边缘传动;进/出料装置The Design of The Transmission Part an d The Inlet/Out Part of theφ3.5×13M Closed-circuit Cement MillAbstract:Ball mill is a main equipment of cement plant for pulverizing clinker and raw cement material. It is widely used in building material, metallurgy, selecting ore, power and chemical industry, grinding cement and other material. The features are large crushing and productive capacity, strong suitability and easy to change the abrasive parts etc.This topic is the design of the transmission part and inlet/out pipe part of φ3.5×13m closed-circuit cement mill . After the computation of the overall ball mill, I got the working power of the ball mill and the working rotary speed. Then I design the drivingdevice including the choice of the motor and the speed reducer. Also I should choose the model of the couplings which are coordinative composition of the motor and the speed reducer. According to the request of driving device, I not only need to design the driving device in reason and depress the cost of production but also to saving land. While designing the gear wheel, on the premise of guaranteeing the intensity of the gear wheel, the big tooth counting and small modulus is adopted, this can lengthen the life of big gear wheel, lower costs and reach the best economic benefits. Applying and optimizing the method to fix up the gear wheel, the structure of the axle is designed, and the intensity to check the axle is carried on.In addition, I design the inlet/out part. In order to improve the capacity of the feed, feeding device enhanced ventilation capacity.Energy-conservation, high-efficient, safe and reliable demand with low noise are realized through the design of the transmission part and the inlet/out pipe part. we can bring down the cost of the manufacture of the accessory which is the purpose of many factories so that we can achieve a better economic effectiveness.Key words: Ball mill; Edged form Transmission; Inlet/out part.。
Φ3.2×13米水泥磨说明书(专业特制)

φ3.2×13m高细水泥磨说明书1.主要技术性能1.1 规格:φ3.2×13m;1.2 用途:粉磨水泥熟料;1.3 生产能力:配挤压机65~70t/h;1.4 出磨成品细度:比表面积300~330m2/kg;1.5 入磨物料粒度:<5mm;1.6 磨机转速:18.5r/min;1.7 研磨体最大装载量:120t;1.8 填充率:30%;1.9 有效容积:82.7m3;1.10 主轴承冷却水用量:2×2.5m3/h;1.11 主电动机型号:YR1600-8/1430额定功率:1600KW额定转速:741r/min额定电压:10KV配油站:XYZ-251.12 主减速机型号:JDX1000(NO.104)传递功率:1600KW输入转速:741r/min传动比:i=7.1配油站:型号MYZ1251.13 慢驱动减速机型号:ZSY315-I传递功率:22KW输入转速:740r/min传动比:901.14 慢速驱动电动机型号:Y225m-8额定功率:22KW额定转速:740r/min额定电压:380V1.15 离合器行程开关:JLXKL-311 5A 380V1.16 制动器:YWZ3-315/45-16 0.12KW 380V1.17 主轴承润滑装置型号:GXYE-40高压泵电机功率:2.2KW公称油量:2.5L/min公称油压:0.4MPa低压泵电机功率:2.2KW×2(台)(其中一台备用)公称油量:40L/min公称油压:0.4MPa冷却水用量:3.6m3/h冷却水进水温度:≤30℃电加热器功率:3支×4KW1.18 设备总重量:210200kg2.主要特点及工作原理2.1主要特点2.1.1 本磨机为边缘传动磨机,电动机通过减速机和大小齿轮副带动磨机转动。
2.1.2 粉磨仓依次采用复合阶梯衬板、波纹衬板、活化衬板等组合式衬板布置,提高了磨机的粉磨能力,使原料在粉磨仓内的粉磨过程更为合理。
Φ×m水泥磨操作规程
4、运行中的检查
4.1检查磨筒体运转情况,无螺栓松动冒灰、无异常声响。
4.2观察磨机运行时的负荷情况,正常磨机功率应在2000KW左右,如明显下降,出磨斗提功率下降,判断为饱磨,应减低喂料量;如磨机功率上升,出磨物料温度上升,判断为空磨,应适当加大喂料量。
4.3 观察喂料情况,避免溜子堵塞造成物料溢出。
2停机过程中除“其他”外还可以对选粉机内部设置进行调节。
3.3出磨水泥温度调节
措施
方向
现象
主排风机挡板
冷风 挡板
循环 负荷
喂料量
隔仓板
球 径
装球量
过 高
↑
↑
↑
↑
清 理
↑
↓
过 低
↓
↓
↓
↓
─
↓
↑
3.4循环负荷调节
3.4.1运行中调节与成品细度有关。
3.4.2通过选粉机内部结构调整,改变选粉机效率。
3.4.3磨机装载量高低、磨内平均球径等对磨机循环负荷亦有一定影响。
4.7观察主减速机稀油站油箱温度(30℃~43℃)出口压力(0.2~0.4)Mpa,两联过滤器压差≤0.15Mpa,换热器压差≤0.1Mpa,各项指标是否正常。
5、停机
5.1除涉及重大工艺设备、人身安全不允许紧急停磨。
5.2准备停磨前应停止喂料,磨空内部物料。
5.3停磨后应按规范要求进行慢转冷却。
停磨后10分钟第一次慢转180度,以后每次转度相同
5、二仓隔仓板堵:
6、回转筛堵:
7、一仓和/或二仓隔仓板破。
处
理
办
法
1、如磨尾仍有物料流出,减少喂料或停止喂料加大循环负荷,待各参数恢复正常后,分析原因,作出相应调整后再逐步加喂到正常值;
Ф3.2×13m高细水泥磨说明书
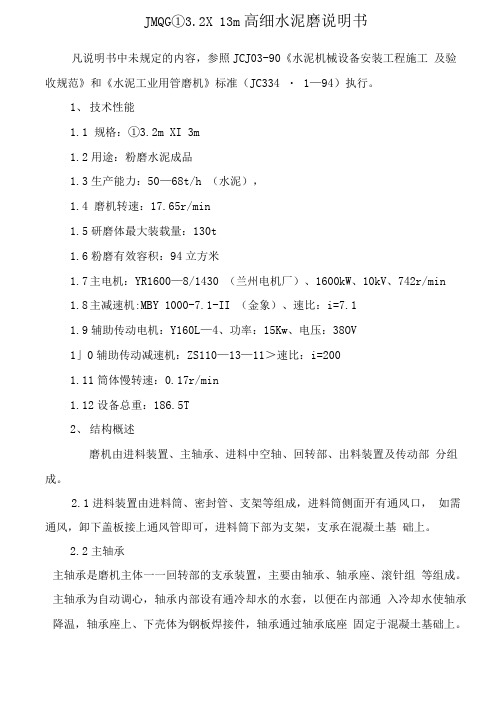
JMQG①3.2X 13m高细水泥磨说明书凡说明书中未规定的内容,参照JCJ03-90《水泥机械设备安装工程施工及验收规范》和《水泥工业用管磨机》标准(JC334 ・ 1—94)执行。
1、技术性能1.1 规格:①3.2m XI 3m1.2用途:粉磨水泥成品1.3生产能力:50—68t/h (水泥),1.4 磨机转速:17.65r/min1.5研磨体最大装载量:130t1.6粉磨有效容积:94立方米1.7主电机:YR1600—8/1430 (兰州电机厂)、1600kW、10kV、742r/min1.8主减速机:MBY 1000-7.1-II (金象)、速比:i=7.11.9辅助传动电机:Y160L—4、功率:15Kw、电压:38OV1」0辅助传动减速机:ZS110—13—11>速比:i=2001.11筒体慢转速:0.17r/min1.12设备总重:186.5T2、结构概述磨机由进料装置、主轴承、进料中空轴、回转部、出料装置及传动部分组成。
2.1进料装置由进料筒、密封管、支架等组成,进料筒侧面开有通风口,如需通风,卸下盖板接上通风管即可,进料筒下部为支架,支承在混凝土基础上。
2.2主轴承主轴承是磨机主体一一回转部的支承装置,主要由轴承、轴承座、滚针组等组成。
主轴承为自动调心,轴承内部设有通冷却水的水套,以便在内部通入冷却水使轴承降温,轴承座上、下壳体为钢板焊接件,轴承通过轴承底座固定于混凝土基础上。
由于筒体受热膨胀,只能允许它向入料端延伸,因为出料端有传动装置,所以进料轴承部为移动端,出料轴承部为固定端。
2.3回转部回转部是磨机的主体,粉磨作业在此完成。
它包扌舌进、岀料中空轴、进出料螺旋筒、筒体、扬料板、大齿圈等,筒体为钢板对接结构,其两端盖用螺栓与中空轴联接,筒体上设有人孔门,用以安装衬板和研磨体用,二、三仓内的活化衬板安装时应按回转部衬板排列布置图进行安装。
2.4岀料装置从岀料螺旋筒排出来的细粉,通过出料装置排向机外。
φ3.2X13水泥磨(新型)
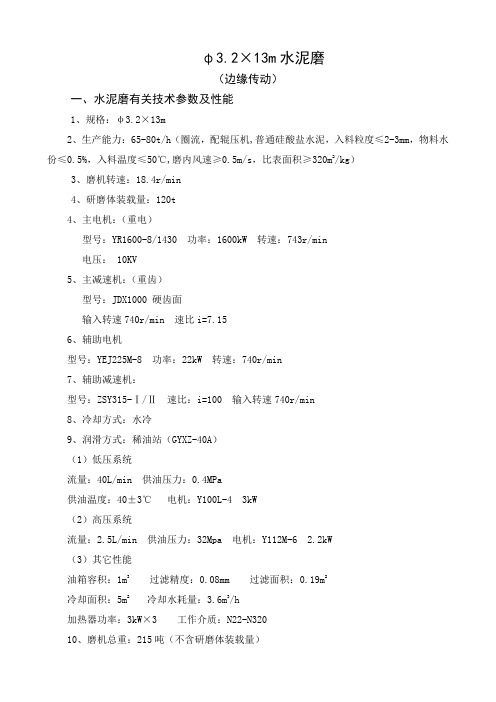
φ3.2×13m水泥磨(边缘传动)一、水泥磨有关技术参数及性能1、规格:φ3.2×13m2、生产能力:65-80t/h(圈流,配辊压机,普通硅酸盐水泥,入料粒度≤2-3mm,物料水份≤0.5%,入料温度≤50℃,磨内风速≥0.5m/s,比表面积≥320m2/kg)3、磨机转速:18.4r/min4、研磨体装载量:120t4、主电机:(重电)型号:YR1600-8/1430 功率:1600kW 转速:743r/min电压: 10KV5、主减速机:(重齿)型号:JDX1000 硬齿面输入转速740r/min 速比i=7.156、辅助电机型号:YEJ225M-8 功率:22kW 转速:740r/min7、辅助减速机:型号:ZSY315-Ⅰ/Ⅱ速比:i=100 输入转速740r/min8、冷却方式:水冷9、润滑方式:稀油站(GYXZ-40A)(1)低压系统流量:40L/min 供油压力:0.4MPa供油温度:40±3℃电机:Y100L-4 3kW(2)高压系统流量:2.5L/min 供油压力:32Mpa 电机:Y112M-6 2.2kW(3)其它性能油箱容积:1m3 过滤精度:0.08mm 过滤面积:0.19m2冷却面积:5m2 冷却水耗量:3.6m3/h加热器功率:3kW×3 工作介质:N22-N32010、磨机总重:215吨(不含研磨体装载量)二、主要零部件、材质1、主电机 YR1600-8/1430 1600kW 10KV2、主减速机 JDXX10003、辅助电机 YEJ225M-8 22kW4、辅助减速机 ZSY315-Ⅰ/Ⅱ i=1005、筒体 Q235-C δ366、中空轴 ZG230-4507、大齿轮 ZG310-5708、小齿轮 40Cr(调质处理)9、主轴瓦:下座 HT250 瓦体HT250 瓦衬(巴氏合金ZChSnSb11-6)10、衬板:耐磨合金钢11、稀油站 GYXZ-40A三、供货范围1、进料装置1套2、回转部分(含衬板等)1套3、主轴承装置2套4、出料装置1套5、小齿轮部分1套6、齿轮罩壳1套7、稀油站2台8、主电机(重电)1台9、主减速机(重齿)1台10、辅助电机1台11、辅助减速机1台12、联轴器1台套13、电机、减速机底座1台套。
水泥磨操作规程标准版
QBGC/SJ-2012-A编制:日期:审核:日期:批准:日期:2012-09-01发布 2012-10-01实施佳木斯市松江水泥有限公司化验室制订修改页序号修订内容日期制订审核批准目录第一章岗位任务...................................................................... 错误!未定义书签。
1水泥磨巡检岗位........................................................... 错误!未定义书签。
1.1 水泥磨巡检岗位任务........................................... 错误!未定义书签。
1.2 水泥磨巡检岗位职责........................................... 错误!未定义书签。
1.3 水泥磨巡检岗位的概念 (8)2水泥磨带料岗位........................................................... 错误!未定义书签。
2.1 带料岗位任务....................................................... 错误!未定义书签。
2.2 带料岗位职责....................................................... 错误!未定义书签。
3水泥磨放料岗位 (10)3.1 放料岗位任务....................................................... 错误!未定义书签。
3.2 放料岗位职责....................................................... 错误!未定义书签。
4水泥磨中控岗位 (11)4.1 水泥磨中控岗位任务........................................... 错误!未定义书签。
Ф3.2×13m球磨说明书--JDX

一、概述球磨机是水泥行业、选矿工业、电力工业和化学工业等重工业领域中最广泛采用的粉磨机械。
在水泥工业中MB系列球磨机(以下称磨机)主要用于粉磨生料、熟料,也可用于粉磨石灰石、矿渣和煤等生产的原料。
二、技术性能1、规格:Ф3.2×13m球磨机2、产量:50-60t/h,入料粒度<15mm,综合水分<1.5%3、磨机转速:17.76r/min4、研磨体装载量:120 t(max)5、主电动机:型号:YR1600-8/1430 转速:740r/min功率:1600 kw 电压:10000V6、主减速机:型号JDX1000 速比:i= 5.67、辅助电动机:型号Y225S-8 转速:730r/min功率:18.5 kw8、辅助减速机:型号ZSY280-I 速比:i= 909、冷却水用量:主轴承2×2m3/h10、重量:约206T三、工作原理及结构本磨机为边缘传动,尾部卸料式三仓球磨机,用于粉磨水泥熟料、水泥生料,物料由料斗进入喂料装置,经中空轴内进料螺旋筒进入磨机第一仓,经过研磨破碎后的物料,通过隔仓板的篦孔进入第二仓,在第二仓把物料破碎成细料,再经过三仓将物料研磨成细粉,达到工艺要求的粉状物料。
再经过篦板的篦孔送到卸料仓,由卸料仓内扬料版强制喂入出料螺旋筒,经出料螺旋筒回转筛送到输送设备,再由输送设备把粉状物料运走。
本磨机由传动部分、主轴承部分、进出料装置、回转部分等部件所组成。
现将各部分简述如下:1、传动部分:传动系统包括电动机、减速机、传动轴、大小齿轮、联轴节等。
电动机与减速机之间以弹性柱销联轴器联接,减速机和小齿轮之间以柱销或胶块联轴器联接。
此种联轴器吸震性好,可以减少磨机冲击振动对减速机的影响,可以提高设备寿命,为提高传动齿轮的使用寿命,本磨机采用变位齿轮,大齿轮固定在筒体法兰上,由电动机通过柱销联轴器、减速机、胶块或弹性联轴器、传动轴、小齿轮、大齿轮带动筒体回转。
2、进料装置:进料装置包括进料斗、支架观察门等,进料斗没有衬板,是利用物料本身作衬垫的,可减少物料对进料的磨损,进料斗与支架间有垫片,用增减垫片的方法来调节中心高度。
2021年水泥磨系统中控操作说明书
水泥磨系统中控操作说明书水泥磨系统中控操作说明书第一章水泥磨系统工艺流程1、原料储存及输送熟料生产线生产的熟料储存在一座φ60m的帐篷式圆库,总储量为10万吨,储存期为20d。
库底设三排下料口,由电控阀板控制卸料,经皮带输送机一路将熟料(储量1200t、储期0.24d)送到水泥粉磨配料站的熟料配料库,另一路将熟料输送到φ10m的熟料散装库。
混合材、石膏由汽车运输进厂,卸至露天堆场储存,然后由铲车送至PCF1412锤式破碎机,破碎能力为100t/h,,破碎后再通过皮带机转运到水泥配料站的混合材堆场石膏储存库。
粉煤灰由散装汽车运输进厂,并由自带泵送入一座φ15圆库存放,储量1600t。
为加快泵送入库的速度,需要粉磨站设置的空压机站的压缩空气辅助送料。
由电动弧形阀经空气斜槽送入水泥磨。
2、水泥配料水泥配料站设置六座库,分别储存熟料、石膏和混合材。
每种物料均由喂料计量设备按比例从各储存库中卸出,再经过皮带机送至水泥粉磨系统。
为同时生产两个品种的水泥需要,设置了两套水泥配料系统。
粉煤灰是一种比表面积很大,而磨蚀性又很强的物料,不希望进入挤压机,直接进入球磨机研磨。
因此,单独设置了粉煤灰库,库下设有转子式粉体计量秤,与配料站库下的喂料计量设备一起构成了水泥配料系统。
3、水泥粉磨来自熟料库的熟料经皮带(2826、2828、2827、2829、2830、2831、3301)分别入两个熟料配料仓。
石膏通过板喂机(3101),经破碎机(3102)破碎后送到皮带机(3105)上再经皮带机(2832、3322)送到石膏配料仓。
混合材经过卸料仓直接到皮带机(3105、2832、3304)送到混合材配料仓。
熟料配料仓的定量给料机(3307、3308)送熟料到大皮带(3315、3316),另一部分来自水泥配料站的混合材和石膏经定量给料机(3311、3312)下料至大皮带(3315、3316)。
来自大皮带(3315、3316)的混合料经提升机(3401、3402)至皮带机(3403、3404)、三通阀(3407、3408),经VX8820选粉机(3409、3410)选粉后,细粉经收尘器(3419)收集后入斜槽(3422、3426),细颗粒也经过空气斜槽(3422、3426)进入水泥磨(3431、3432)粉磨;粗颗粒料(未挤压好的料和边缘漏料)进入稳料仓,再经辊压机挤压成料饼后,和新喂料一起经斗提(3401、3402)皮带机(3403、3404)进入选粉机(3409、3410)进行选粉。
水泥公司水泥磨中控操作作业导书

XX天基水泥XX目录一、总那么二、引用文件三、职责权限四、操作说明五、开车前的准备六、开、停车顺序七、操作参数的调整八、常见故障及处理九、交接班制度十、主机工作原理一、总那么.本说明书由XX天基水泥XX制成分厂部编制。
.本说明书仅适用于水泥磨系统中控操作岗位。
二、引用文件.XX天基水泥XX《工艺设备表》《工艺流程图》.《自动化功能分析》三、职责权限3.1 接受生产值班调度的指挥,负责水泥原料配料至水泥成品入库工序(包括石膏、混合材破碎)生产的运行操作;负责水泥配料岗位工、水泥磨巡检岗位工和水泥输送岗位工的调度、安全等管理。
3.2 根据工艺部下达的操作参数标准和质量部下达的质量控制标准控制水泥粉磨系统的操作;确保参数稳定、准确,水泥产量稳定,质量符合公司的质量要求。
3.3 严格按作业指导书操作,并对过程参数和产品质量及时纪录,确保操作规X、记录真实。
3.4 负责对石膏进料系统、水泥磨配料系统、水泥粉磨系统、水泥成品输送系统设备的运行状态的严密监视,根据情况指挥相关人员对设备进行巡检及维护,确保设备运行正常。
3.5 严格按操作规程操作,确保本系统无安全事故发生、并负责对下属进行安全教育。
3.6 负责本系统的卫生和环保,按”5S”要求做好本岗位的工作。
3.7 保持对内与生产工艺部沟通,对外与机电部、质量部沟通。
3.8 检修期间,指挥、协调本系统人员配合机电维修人员搞好设备检修工作,并参加试车和验收。
3.9 参加生产工艺部及公司组织的会议和培训任务。
四、操作说明4.1工艺流程简介本系统熟料储库¢35×25M有效储量¢34000t,→出库熟料经库底卸料装置(棒状闸门2802—2821)→.(气动推杆2802m—2821m),→熟料由皮带输送机()→送至水泥粉磨系统。
堆场的石膏、石灰石、炉渣由装载机经上料仓由皮带输送机送至水泥磨石膏配料仓。
粉煤灰由汽车散装车运进厂由气力输送至水泥磨粉煤灰库。
水泥磨配料仓4个,分别储存熟料(1个),石灰石(1个),石膏及炉渣(各1个),储量分别为熟料1000吨,石灰石550t,石膏550t,煤渣450t,粉煤灰900t。
建德海螺Ф3.8×13m水泥磨中控操作操作规程
水泥磨系统中控岗位操作规程一、制定的目的为保证设备的安全运行及各项经济技术指标的发挥,进一步统一操作思、优化操作参数,特制定本规程;二、适用范围及引用标准1、适用于建德海螺Ф3.8×13m水泥磨生产线中控操作;2、参照工艺技术管理制度、工艺技术粉磨知识、设备管理制度及工艺设备表。
三、操作指导思想及控制流程1、水泥粉磨系统是水泥生产最后的一个重要的工艺环节,其重点是稳定产品质量,确保出厂水泥质量合格率100%。
2、在控制操作方面是通过DCS控制系统PLC程序对所有电动机的开停机,故障报警与保护进行自动控制,由电子计算机显示系统数据,操作人员通过计算机键盘调节各运行参数,实现磨机的优化控制和磨系统运行参数的即时显示监控,生产用户满意的产品。
四、操作控制流程本系统通过DCS控制系统依据PLC程序对所有电动机的开停机、故障报警与保护进行自动控制,由电子计算机显示系统数据的监控操作程序。
1、操作员按管理员登录程序打电脑显示水泥粉磨系统流程图(详见中控计算机屏幕);2、本系统设备启动和停止有三种方式,a、组启停;b、按顺序单机启停;c、现场按顺序单机启停;3、设备的运转、停止、故障有五种颜色表示;a、白色表示有备妥,具备设备启动条件;b、灰色表示无备妥,不具备设备启动条件;c、绿色表示设备正在运转中,且受中央控制室控制;d、半绿色表示设备在现场启动,且不受中央控制室控制;e、红色闪烁表示设备有故障,不具备启动条件(如遇到红色闪烁,在控制流程图上点击故障复位);4、运转前的准备操作员在接到上级的开机指令后,必须做好以下准备工作:a、做好前机的各项检查工作;b、通知电气人员对控制柜确认后,并与巡检人员联系,做好现场设备安全检查及关键辅机如空压机、水泵房的气、水供应;c、通知化验室下达质量控制指标和原料、熟料出库、水泥入库的库号;d、根据化验室下达的原料与熟料配比通知单,设定熟料、石膏、石灰石、粉煤灰掺入比;e、进行联锁检查,确认现场所有设备均已至“中控”位置,是否备妥以各CGO上显示为准;f、确认高、低压稀油站开启,通知岗位人员对现场中空轴淋油情况并对磨机进行360度慢转,g、通知现场人员已撤离、磨机筒体无杂物、无安全隐患;h、将主风机(0928)的风门开度调到“0”选粉机(0920)转子转速调适合位置(10-15HZ);五、开机要领及开机顺序1、开机要领中控操作人员应遵循的总则为:高质、高效、稳定,操作员在操作过程中在确保质量的前提下,使所有设备安全的运行,消除各种安全隐患,其次要使设备平稳运行,注重各种参数变化情况,避免出现大幅度的起落,在确保设备安全稳产运行的基础上提高磨机的台产,使设备短时间内充分发挥效能,把吨水泥的能耗降到最低。
水泥磨安装使用说明书

4.2×13m水泥磨使用说明书编制:赵淑洁审查:曹桂月批准:中华人民共和国The People’s Republic of China中信重型机械公司CTTIC heavy machinery cooperation2006年11月目录1.主要技术性能 (1)2.主要特点及工作原理 (1)3.结构概述 (2)4 安装要求 (3)5 试运转 (8)6.操作、维护及检修 (9)7 附录 (10)1.主要技术性能1.1规格磨机筒体内经 4200 mm磨机筒体内壁长度 13000mm磨机筒体有效内经 Ⅰ仓:4050 mmⅡ仓:4055 mm磨机筒体有效长度 Ⅰ仓:2755mmⅠ仓:9729mm1.2 用途 粉磨各种标号水泥1.3 粉磨方式 圈流1.4 生产能力 160~180 t /h 比表面积≥3300cm 2/g1.5 磨机转速 15.6r/min慢动转速 0.18 r/min1.6 电机功率 3150Kw1.7 研磨体装载量 240(T )(最大)1.8 滑履轴承稀有站(共两台)另见技术资料1.9 主电机、传动装置及润滑站:另见技术资料。
1.10 冷却水用量:滑履轴承: 3.5×2=7t/h滑履轴承稀有站:主电机润滑站: 见电机润滑站技术参数主减速机润滑站: 见减速机润滑站技术参数 2.主要特点及工作原理2.1 主要特点本磨机为中心传动,采用滑履轴承支撑,新型组合式隔仓板和出料蓖板,提高粉磨和筛分效率。
2.2 工作原理物料由进料装置的溜子喂入磨机的粗磨仓,在直径较大研磨体(钢球)的冲击研磨下得以粉碎,较细物料经由双层隔仓板进入细磨仓,通不过的物料在粗磨仓继续粉磨,进入细磨仓的物料,在较小研磨体的进一步研磨冲击作用下,达到见稀有站技术参数 注意润滑站冷却器冷却面积应不小于20平方米(冷却器采用紫铜管)细度的成品进入出料装置排出磨机。
3.结构概述磨机主要由进料装置、滑履轴承、回转部分、出料装置、滑履轴承润滑装置和传动装置组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
φ3.2×13m高细水泥磨说明书1.主要技术性能1.1 规格:φ3.2×13m;1.2 用途:粉磨水泥熟料;1.3 生产能力:配挤压机65~70t/h;1.4 出磨成品细度:比表面积300~330m2/kg;1.5 入磨物料粒度:<5mm;1.6 磨机转速:18.5r/min;1.7 研磨体最大装载量:120t;1.8 填充率:30%;1.9 有效容积:82.7m3;1.10 主轴承冷却水用量:2×2.5m3/h;1.11 主电动机型号:YR1600-8/1430额定功率:1600KW额定转速:741r/min额定电压:10KV配油站:XYZ-251.12 主减速机型号:JDX1000(NO.104)传递功率:1600KW输入转速:741r/min传动比:i=7.1配油站:型号MYZ1251.13 慢驱动减速机型号:ZSY315-I传递功率:22KW输入转速:740r/min传动比:901.14 慢速驱动电动机型号:Y225m-8额定功率:22KW额定转速:740r/min额定电压:380V1.15 离合器行程开关:JLXKL-311 5A 380V1.16 制动器:YWZ3-315/45-16 0.12KW 380V1.17 主轴承润滑装置型号:GXYE-40高压泵电机功率:2.2KW公称油量:2.5L/min公称油压:0.4MPa低压泵电机功率:2.2KW×2(台)(其中一台备用)公称油量:40L/min公称油压:0.4MPa冷却水用量:3.6m3/h冷却水进水温度:≤30℃电加热器功率:3支×4KW1.18 设备总重量:210200kg2.主要特点及工作原理2.1主要特点2.1.1 本磨机为边缘传动磨机,电动机通过减速机和大小齿轮副带动磨机转动。
2.1.2 粉磨仓依次采用复合阶梯衬板、波纹衬板、活化衬板等组合式衬板布置,提高了磨机的粉磨能力,使原料在粉磨仓内的粉磨过程更为合理。
2.1.3 进料装置采用斜进风结构,这样可以增大磨机的通风量,减小进风阻力,可有效的防止磨机进口的堵料现象。
2.1.4 小齿轮与齿轮轴采用键联接的方式,便于安装维修,可以防止小齿轮的偏心和滑动。
2.2 工作原理物料由喂料设备进入到磨机的进料装置中,在研磨体的冲击研磨作用下得到粉碎、研磨成细粉。
细粉经磨机的出料装置排除,较粗的颗粒会经过筛分装置的筛分在粗磨仓继续研磨,直到通过为止,返料螺旋进入到粉磨仓内进行再次粉磨。
3.结构概述磨机主要由进料装置、主轴承、回转部分、传动部分、出料装置及主轴承润滑装置组成。
3.1 进料装置原料经过进料装置而喂入磨内。
进料装置由进料管、进风管、支架等部分组成。
本磨机的进料装置采用斜进风式结构,使得进料更为顺畅。
在与中空轴的相接处设有密封装置;进风管与支架之间可垫入调节垫片,以便必要时调整进料装置的中心高。
3.2 主轴承本磨机采用两主轴承支撑的方式,它们承受磨机的主体一回转部分的全部载荷。
为增加通风面积,主轴承采用大直径结构,主轴承上球面瓦与磨机中空轴相配的轴颈为1300mm,轴瓦包角为150°。
球面瓦坐落在轴承座上,当磨机运转时,可以进行自位调心。
进料端中空轴可在轴承坐上滑动,出料端中空轴采用固定式,当筒体热胀冷缩时,回转部分可作轴向移动。
磨机的两个主轴承采用相同的结构,以便于制造。
主轴承的轴承合金浇铸在燕尾槽式的铸钢瓦体上,然后坐落于球面体上。
主轴瓦内通过冷却水用来冷却主轴瓦。
另外,主轴承润滑系统带有冷却器,因而淋到中空轴颈上的润滑油对中空轴颈和主轴瓦也能进行冷却。
为了便于观察和对主轴承内部进行检修,在轴承盖设有观察门。
本磨机主轴承的润滑是依靠润滑装置来进行的,每个主轴承设置一套。
主轴承润滑装置是由低压泵将循环油送至主轴承上方的淋油管,并经淋油管将润滑油喷到中空轴上,当磨机转动时,润滑油就被带至主轴瓦与中空轴颈之间,从而形成动压润滑。
在主轴承两端的中空轴颈上个安装一个刮板,以防润滑油外流。
刮油板的安装与中空轴旋向有关。
为了防止磨机运转中主轴瓦温度过高,保证磨机正常运行,在轴承合金的下面设置了热电阻,可以在磨机运转中随时监测主轴瓦的温度。
它与主电机联锁。
一旦瓦温超过规定值,则会报警或使主动机停止运转。
本磨机主轴承的轴承盖用螺栓固定在轴承座上,在轴承座上安装有挡板,使得主轴瓦只能在给定的间隙内摆动。
3.3 回转部分回转部分是磨机的主体,原料就是在回转部分的筒体内部进行粉碎、研磨而成为成品的。
回转部分由中空轴、筒体和衬板等组成。
3.3.1 筒体筒体同钢板卷制焊接而成,筒体两端采用平端盖与筒体钢板焊接,中空轴筒体端盖采用螺栓联接。
在筒体上开有人孔,以供装卸研磨体、内部零件更换及检修时工作人员出入之用。
另外,筒体上还焊有法兰以便同大齿轮联接。
3.3.2 筒体衬板在磨内依次装有复合阶梯衬板、波纹衬板等衬板。
使物料在磨内的研磨过程更为合理。
衬板均螺栓与筒体联接。
3.4 传动部分本磨机的传动部分由电动机、减速机、大小齿轮等组成。
电动机通过减速机和大小齿轮副带动磨机转动。
大小齿轮副润滑采用自润滑。
3.5 出料装置出料装置采用焊接结构,内部装有筛筒,合格成品经筛筒出磨,不合格的粗粉经筛筒分离出磨经输送设备再回到磨内继续粉磨。
为了便于检查,在出料装置上安装有检查门。
3.6 主轴承润滑装置为确保主轴承正常工作,必须建立主轴承润滑系统,该系统由稀油站和管路组成。
润滑油的压力及油流信号与磨机主电机实行联锁。
本磨机选用GXYZ-40型高低压稀油站。
4.安装要求本磨机的安装要求JCJ03-90《水泥机械设备安装工程施工及验收规范》和图纸中的要求进行。
磨机的电机、减速机、所有润滑和电器控制设备的安装应符合有关技术文件中的规定和要求。
4.1 安装前的准备工作4.1.1 基础验收应严格按照《水泥机械设备安装工程施工及验收规范》中的有关项目规定,验收项目见表一:4.1.2.1 设备基础放线前须预先埋中心标板,中心标板采用10×200×100毫米的钢板,在中心标板上面打上定位基准点的记号。
4.1.2.2 用精密经纬仪根据定位基准点放置纵向轴线(即磨体中心线),其精密度误差不超过0.5.4.1.2.3 根据图纸尺寸放出各条横向中心线。
4.1.2.4 基础放线测量:用水平仪核对纵向、横向定位中心标板的水平度及磨机两端支撑基础水平面。
4.1.2.5 进出料端主轴承的中心距与实测磨体组装后的两主轴承中心距要求一致,如有不同应以实测中心距为准进行修正,然后据此进行基础划线。
4.1.3 安装前,应对筒体、中空轴、主轴承和减速机等重要零部件进行质量检查,如有损伤或变形应事先修理,尺寸误差过大者,应提前处理并修正有关的安装尺寸。
4.2 磨机筒体衬板安装4.2.1 检查筒体内部的焊缝必须磨平,筒体内的缺陷部位应修补。
衬板不应有影响强度的任何缺陷;衬板螺栓孔结合处应平整,靠筒体的弧形面应符合图纸要求且外表光滑。
4.2.2 安装必须仔细、正确的放置衬板,衬板与筒体接触面上的间隙在任何地方不能超过1毫米,以保证研磨体载荷均匀的分布在接触面上。
所有相邻衬板之间的间隙不得大于10毫米。
4.2.2.1 阶梯衬板的安装安装阶梯衬板时,要使衬板的圆周方向上薄的一端朝着磨机的旋转方向,见磨机回转部分装配图。
4.2.2.2 活化衬板的安装安装活化衬板时,要保证衬板按图纸的位置安装4.2.2.3 磨头衬板的安装安装磨头衬板时,要细心检查螺栓孔周围的接合是否平整,要消除衬板外表铸造缺陷。
对于磨头衬板的接触面,要保证磨头衬板与磨头端盖接触良好,翘不得大于2毫米。
4.2.3 紧固衬板与筒体用螺栓连接,并带有密封圈和垫圈,经过若干次的重新拧紧,直到扭矩保持不变。
4.3 磨机主轴承的安装4.3.1 主轴承的安装准备4.3.1.1 实测底座地脚螺栓孔的距离、轴承与底座连接的螺栓孔距离及底座高度等主要尺寸,并按图纸进行核对。
4.3.1.2 主轴承与轴承底座的四周接触应均匀,一般的局部间隙不应大于0.1毫米。
4.3.1.3 对冷却水通道进行0.63Mpa的水压实验,时间为15分钟,要求无渗漏现象;润滑管道进行酸洗,并排行油循环和油压试验,压力为工作压力的1.25倍,时间为15分钟,要求无渗漏现象。
4.3.1.4 主轴承瓦与轴承座之间的球面配合接触:a.球面接触带的周向接触包角按图纸要求,轴向接触宽度应不大于球面宽度的三分之一,但不得小于10mm;b.接触斑点的分布应均匀连续,间距应不大于5mm;c.当配合接触未符合上述a、b条要求时,允许在规定接触带范围内刮研处理,接触斑点的分布应均匀连续,间距不大于15mm。
装配后要求接触良好,转动灵活,但不得有不同心的晃动。
4.3.1.5 轴承合金与球面瓦的铸合应严密、牢固,不得有脱壳、裂纹、气孔等缺陷,特别在90度接触区内不得有任何缺陷。
4.3.1.6 球面瓦合金面应与其相配合的中空轴配合刮研,要求接触斑点在油囊附近30度范围内每平方厘米不少与2~3点,底部60度范围内的其余部位每平方厘米不少于1~2点。
4.3.2 主轴承的安装4.3.2.1 如图1所示,两主轴承底板中心线之间的距离,应符合设计图纸的规定。
若磨机筒体与中空轴组装后的实测尺寸与此不同时,要按实测尺寸并考虑筒体应留的热膨胀伸缩量。
其允差不应超过±1mm。
4.3.2.2 在基础上设置好垫铁,根据磨体的实测尺寸,确定两底座的位置(如图1所示),并应满足下列要求:——主轴承底座的十字中心线要对准中心标板,其偏差不得大于±0.5;——两底座的标高偏差不应大于0.5,且出料端不得高于进料端;——底座水平度为0.04mm/m;——|A-B|≤1mm|C-D|≤1mm。
4.3.2.3 底座找正完毕,拧紧地脚螺栓后,将轴承座吊到底座上,使轴承座与底座的十字中心线对准,偏差不得大于±0.5.4.3.2.4 轴承座与底座接触应均匀,局部间隙不大于0.1,不接触的边缘每段长度不大于100,累计长度不大于周长的1/4,否则应配置薄钢片来调整接触面积。
4.3.2.5 主轴承中刮油板及淋油管的位置与磨机运转方向有关,安装时请注意。
另外,刮油板与中空轴的贴合面应修整光滑,并与中空轴贴实。
4.3.2.6 主轴承中的冷却水道要求畅通,不得使得未经处理的水源。
4.3.2.7 回转部分装在主轴承上后,两中空轴上的母线应在同一水平面上,其相对标高允差0.5,且出料端不得高于进料端;磨机两端中空轴的相对径向圆跳动公差0.2;主轴承的水平度为0.04mm/m;主轴承的中心标高对基准点的标高偏差不得大于±0.5.4.3.2.8 排水管下水位置、其余水管及水漏斗由使用单位自选配置。