Φ4.2×13m水泥磨说明书(3M63)
TLM42130水泥磨机技术资料及钢球级配调整方法
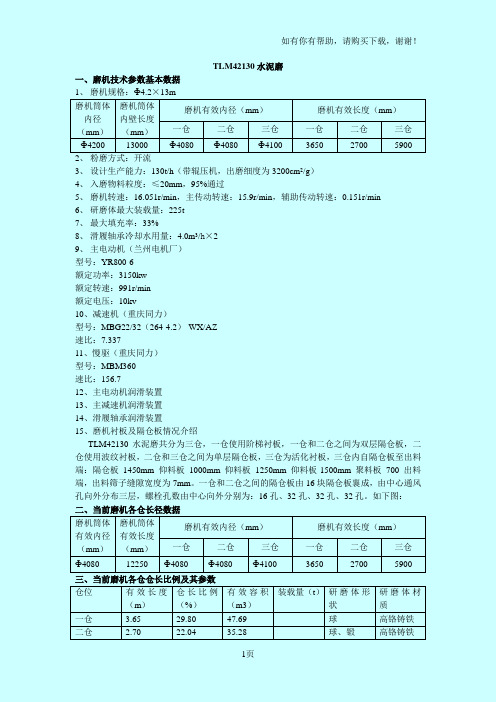
TLM42130水泥磨一、磨机技术参数基本数据1、磨机规格:Ф4.2×13m磨机筒体内径(mm)磨机筒体内壁长度(mm)磨机有效内径(mm)磨机有效长度(mm)一仓二仓三仓一仓二仓三仓Ф4200 13000 Ф4080 Ф4080 Ф4100 3650 2700 59002、粉磨方式:开流3、设计生产能力:130t/h(带辊压机,出磨细度为3200cm2/g)4、入磨物料粒度:≤20mm,95%通过5、磨机转速:16.051r/min,主传动转速:15.9r/min,辅助传动转速:0.151r/min6、研磨体最大装载量:225t7、最大填充率:33%8、滑履轴承冷却水用量:4.0m3/h×29、主电动机(兰州电机厂)型号:YR800-6额定功率:3150kw额定转速:991r/min额定电压:10kv10、减速机(重庆同力)型号:MBG22/32(264-4.2)-WX/AZ速比:7.33711、慢驱(重庆同力)型号:MBM360速比:156.712、主电动机润滑装置13、主减速机润滑装置14、滑履轴承润滑装置15、磨机衬板及隔仓板情况介绍TLM42130水泥磨共分为三仓,一仓使用阶梯衬板,一仓和二仓之间为双层隔仓板,二仓使用波纹衬板,二仓和三仓之间为单层隔仓板,三仓为活化衬板,三仓内自隔仓板至出料端:隔仓板1450mm 仰料板1000mm 仰料板1250mm 仰料板1500mm 聚料板700 出料端,出料筛子缝隙宽度为7mm。
一仓和二仓之间的隔仓板由16块隔仓板襄成,由中心通风孔向外分布三层,螺栓孔数由中心向外分别为:16孔、32孔、32孔、32孔。
如下图:二、当前磨机各仓长径数据磨机筒体有效内径(mm)磨机筒体有效长度(mm)磨机有效内径(mm)磨机有效长度(mm)一仓二仓三仓一仓二仓三仓Ф4080 12250 Ф4080 Ф4080 Ф4100 3650 2700 5900 三、当前磨机各仓仓长比例及其参数仓位有效长度(m)仓长比例(%)有效容积(m3)装载量(t)研磨体形状研磨体材质一仓 3.65 29.80 47.69 球高铬铸铁二仓 2.70 22.04 35.28 球、锻高铬铸铁三仓 5.90 48.16 77.86 微锻 高铬铸铁 合计12.25100160.83四、当前磨内各仓研磨体级配 五、磨机总有效容积V φV φ=0.785D φ2·L φ=0.785·4.08672·12.25m 3= 160.60 m 3 其中D φ为有效内径(平均),mL φ为有效长度,m六、研磨体填充率φ其中G 为某一仓研磨体的重量,t; V φ为某一仓的有效容积,m 3;r 为研磨体容重,t/m 3,一般钢球取r=4.5 t/m 3,铁球4.2 t/m 3,钢棒5.4~5.6 t/m 3。
J492U水泥磨说明书
φ4.2×13m水泥磨使用说明书编制:赵卫锋审查:陶慧萍批准:杜强中信重工机械股份有限公司20099年11月200目录1.主要技术性能2 2.主要特点及工作原理2 3.结构概述2 4.吊装运输与储存4 5.安装要求5 6.试运转11 7.操作维护及检修12 8.附录141.主要技术性能1.1规格磨机筒体内径:4200㎜磨机筒体内壁长度:13000㎜1.2用途:粉磨各种标号水泥1.3粉磨方式:圈流系统1.4生产能力:≥180t/h(配辊压机,仅供参考)1.5磨机转速:15.6r/min1.6电机功率:3550Kw1.7研磨体装载量:240t1.8滑履轴承稀油站(共两台)另见其技术资料1.9主电机、传动装置及其润滑站:另见各自的技术资料。
1.10冷却水用量:滑履轴承: 3.5×2=7t/h滑履轴承稀油站:见稀油站技术参数,润滑站冷却器冷却面积应不小于20平方米。
主电机润滑油站:见电机润滑油站技术参数主减速机润滑油站:见减速机润滑油站技术参数2.主要特点及工作原理2.1主要特点本磨机为中心传动,采用滑履轴承支承、新型组合式隔仓板和出料篦板,提高粉磨和筛分效率。
2.2工作原理物料由进料装置的溜子喂入磨机的粗磨仓,在直径较大研磨体(钢球)的冲击研磨下得以粉碎,较细物料经由双层隔仓板进入细磨仓,通不过的物料在粗磨仓继续粉磨,进入细磨仓的物料,在较小研磨体的进一步研磨冲击作用下,达到细度的成品进入出料装置排出磨机。
3.结构概述磨机主要由进料装置、静压滑履轴承、回转部分、出料装置、滑履轴承润滑装置和传动装置组成。
3.1进料装置由进料进风管、支架组成,进料管体内部设有用螺栓固定的衬板,用于防止管体的磨损且更换方便。
3.2静压滑履轴承一台磨机有两个静压滑履轴承,进料端为活动的滑履轴承,出料端为固定的滑履轴承。
每个静压滑履轴承由两个与垂直方向成30°的托瓦支撑磨机。
每个托瓦下部有凹凸球体结构,凸球体坐在凹球体内,二者为球面接触,以便自动调节。
4.2X13水泥磨
φ4.2×13m水泥磨技术文本(中心传动、双滑履、传动接管)一、水泥磨有关技术参数及性能1、规格:φ4.2×13m2、生产能力:具体产量视工艺情况而定(配辊压机系统, 入磨粒度≤2mm,入料综合水份≤0.5%,入料温度≤50℃,比表面积≥350m2/kg)3、磨机转速:15.6r/min4、支承方式:双滑履5、传动方式:中心传动6、仓位:2个7、研磨体装载量:220t8、主电机:(重庆电机)型号:YRKK1000-8 功率:3550kW 转速:740r/min电压:10KV9、主减速机(南京高速齿轮箱厂):(1)型号:MFY355A(2)传递功率:3550KW(3)输出转速:15.6r/min10、慢速驱动装置(1)型号:MJB710(2)电机功率:45kW(3)电机转速:1480r/min(4)传动比:98.58:111、膜片联轴器型号:MFY355L12、油站(配主减速机)(1)公称流量:400L/min(2)油泵型号:XYZ400GZ(3)电机功率:15KWX2(4)电机转速:1440r/min(5)冷却面积:35m2(6)冷却水量:35t/h(7)加热器功率:6×6=36KW13、冷却方式:水冷14、润滑方式稀油站XGD-2.5X2/100(1)低压系统流量:100L/min 供油压力:0.4MPa供油温度:40±3℃电机功率4kW(2)高压系统流量:2.5L/min供油压力:31.5MPa电机功率 2.2kW(3)其它性能冷却水耗量:9m3/h进水温度:<28℃加热器功率:4KW×3工作介质:N33-N32015、设备重量:260t(不含传动装置及研磨体)。
φ4.2×13m高产水泥磨技术性能

1套 Q235-A
衬板寿命: 重量: 传动接管
材质: 重量: 水泥磨密封装置(含进、出口及卸料位置) 结构:
使用寿命: 水泥磨主电机
型号: 功率: 电压: 转速: 重量: 绝缘等级: 润滑方式: 冷却方式: 启动转矩倍数: 水泥磨对称式中心驱动硬齿面主减速机 额定功率: 入轴速度: 出轴速度: 最大传送功率: 最大力矩: 重量(包括辅助传动、油站、膜片联轴器): 磨机辅助传动 电机型号:
型号:YRKK900-8 功率:3150kW 转速:740r/min 电压:10KV 7、主减速机(重庆齿轮箱厂): (1)型号:JS140-C (2)传递功率:3150KW (3)输出转速:15.8r/min 8、慢速驱动装置 (1)型号:HMS660 (2)电机功率:37kW (3)电机转速 740r/min (4)传动比:93:1 9、膜片联轴器 型号:JL140-C 10、油站(配主减速机) (1)公称流量:350L/min (2)油泵型号:XBZ-350 (3)电机功率:11kW (4)电机转速:1460r/min
2 套/台
4、出料装置
1套
5、衬板及双隔仓装置
1套
6、主电机 YRKK900-8 3150KW/10KV
1台
7、主减速机 JS140-C(含油站)
1台
8、慢速驱动装置 JMS660
1套
9、膜片联轴器 JL140-C
1套
10、稀油站 GYXZ-63×2A
2只
11、控制柜(含高压控制、低压起动、稀油站控制) 1 台
0.63MPa
鹏飞集团 / /C
3.5m3/h
0.63MPa
1套 15000kg
2件 铸钢 10 年 1960kg
中信重工Φ4.2×13.5米水泥磨使用说明书

托瓦为铸件,内衬轴承合金,承受比压 200N/cm2, 托瓦内径比滑 环外径略大,以便形成油楔。表面粗糙度≤0.8,因此原则上不要求 刮瓦,托瓦中心有油囊,高压油由此进入托瓦与滑环之间。
Φ4.2X13m水泥磨技术参数表

Φ4.2X13m水泥磨技术参数表磨机技术性能参数和供货范围一.技术参数设备名称:Φ4.2X13m双滑履水泥磨用途:用于水泥粉磨数量:1台套规格:Φ4.2X13m入料粒度:≤25mm能力:170 t/h转速:16rpm(磨机旋转方向为磨尾往磨头方向顺时针)仓数:2仓(粗磨仓、细磨仓)滑履轴承高低压稀油站:XGDA5/80或XGD2xA5/80(P)(用与Φ4.2X13m 双滑履水泥磨配套用)二、单台磨机系统供货范围(单台设备)卖方提供除研磨体及传动装置以外的全套水泥磨主机,包括地脚螺栓等。
详细供货范围及技术参数以供方提供的Φ4.2X13m水泥磨总图、分总图为准。
1、进料装置一套2、支架一套3、滑动端滑履轴承一套4、固定端滑履轴承一套5、回转部分一套6、滑履轴承润滑系统二套7、出料罩一套8、滑履轴承安装工具一套三、主要零部件规格(一)回转部分1、筒体数量:一件材质:Q235-C2、隔仓板数量:一套材质:组件3、出料篦板数量:一套材质:组件4、进料锥衬板(1)数量:12件材质:中合金5、进料锥衬板(2)数量:12件材质:中合金6、人孔波形阶梯衬板(1)数量:2件材质:中合金7、人孔波形阶梯衬板(2)数量:2件材质:中合金8、人孔波形阶梯衬板(3)数量:6件材质:中合金9、人孔波形阶梯衬板(4)数量:2件材质:中合金10、人孔波形阶梯衬板(5)数量:2件材质:中合金11、人孔波形阶梯衬板(6)数量:6件材质:中合金12、人孔盖衬板(1)(2)数量:2件+2件材质:中合金13、波形阶梯衬板(1)(2)数量:42件+42件材质:中合金14、标准波形阶梯衬板数量:474件材质:中合金15、凸缘波形阶梯衬板数量:42件材质:中合金16、凹缘波形阶梯衬板数量:42件材质:中合金17、标准双曲面衬板(1)(2)数量:21件+612件材质:中合金18、平衬板数量:42件材质:中合金19、双曲面衬板(1)(2)数量:21件+21件材质:中合金20、人孔双曲面衬板(1)(2)(3)(4)(5)(6)(7)(8)数量:2件+2件+4件+2件+2件+2件+2件+4件材质:中合金21、进料端衬板(1)(2)(3)(4)(5)数量:12件+18件+18件+24件+24件材质:中合金(二)滑动端滑履轴承1、滑履罩部分数量:1套材质:组件2、底板数量:2件材质:Q2353、球体座数量:2件材质:ZG270-5004、凸球体数量:2件材质:34CrNi3MoA5、凹球体数量:2件材质:34CrNi3MoA6、托瓦数量:2件材质:组件7、夹板(1)(2)数量:2件+ 2件材质:ZQSn6-6-38、托辊(6)(三)固定端滑履轴承1、滑履罩部分数量:1套材质:组件2、底板数量:1件材质:Q2353、球体座数量:2件材质:ZG270-5004、凸球体数量:2件材质:34CrNi3MoA 5、凹球体数量:2件材质:34CrNi3MoA 6、托瓦数量:2件材质:组件7、夹板(1)(2)数量:2件+ 2件材质:ZQSn6-6-3 8、固定块数量:1件材质:HT2009、托辊数量:3件材质:45(四)、滑履轴承润滑系统型号:XGD-A2×5/80低压公称油量:80 L/min低压油供油压力:0.4MPa高压公称油量:2×5 L/min高压公称压力:31.5Mpa油箱容积: 2.0 m3(有效容积)供油温度:40±3℃冷却水温度:≤30℃冷却水用量:7.5 m3/h冷却水压力:0.2~0.3MPa过滤精度:0.1 mm冷却面积:8 m2(三)卖方提供的技术资料、提供时间序号名称数量(1)φ4.2×13米磨机总图10套(2)高压启动及润滑系统10套(3)磨机安装、使用说明书10套(4)产品合格证(包括外购件合格证)1套/台(5)设备润滑表10套(6)磨机进料装置10套(7)磨机出料装置10套(8)主轴承10套(9)回转部分10套(10)衬板布置图10套(11)润滑装置安装、使用说明书10套(12)润滑站电气原理图/接线图/PC程序清单10套(13)卖方配套设备的详细图纸资料10套(14)部装图、零件图、易损件清单10套以上图纸资料应在合同生效后1个月由卖方交到买方(合格证随发货提供)。
水泥磨技术参数

1.4 管磨机用 MBG22/32 单边双传动系统
一、技术参数
设备名称: 单边双传动系统
用 途: 用于 Φ4.2×13m 水泥磨机传动 生产厂家: 重庆同力重型机器制造有限公司
型 号: MBG22/32 数 量: 1 套 传递功率: 3150 kW 电机功率: 3150kW
T 启动 =1.8 T 磨机
7
5. 油站 MBG22 系列减速机采用独立的润滑油站供油。独立的油站系统向主减速机的滚动轴承、 滑动轴承、齿轮啮合部位供油。油站配有两台齿轮油泵和油泵电机,互为备用,以确保供油 的可靠性。此外,还配有冷却器、双联过滤器、电加热器、油位计等,控制系统包括油压、 油温测量及报警系统,并配有电控柜。油站的供油压力为 0.4MPa。
润滑油
70 号极压齿轮油 50 号极压齿轮油 90 号极压齿轮油
ZL-1 锂基润滑脂 ZL-2 锂基润滑脂
Q/Y8051-79 Q/Y8051-79 Q/Y8051-79 Q/Y8051-79 SY1412-75 SY1412-75
5
ZL-3 锂基润滑脂
SY1412-75
MPa
0.4
N22-N320 润滑油或其他机械润滑油
l/min
80
m3
1.8
SRY-4/220
支
3
kw
4
柱塞泵
套
2(其中 1 备)
Y112M-6-B5
kw
2.2
r/min
V
380
SET 有/无 是/否
2 有 是 (随主减速机订货)
2
地脚螺栓
有/无
有
调整垫铁
有/无
有
数 量(每组 3 快)
组
中信重工Φ4.2×13.5米水泥磨使用说明书
滑履轴承: Sliding bearing 滑履轴承稀油站: Sliding bearing thin oil station
主电机润滑油站: Main motor lubricating oil station
主减速机润滑油站 参数
Main reducer lubricating oil station
托瓦为铸件,内衬轴承合金,承受比压 200N/cm2, 托瓦内径比滑 环外径略大,以便形成油楔。表面粗糙度≤0.8,因此原则上不要求 刮瓦,托瓦中心有油囊,高压油由此进入托瓦与滑环之间。
5
Φ4.2×13.5rting shoe is a casting, lining bearing metal, which can bear specific pressure 200N/cm2, the inner diameter of supporting shoe is a little larger than the outside diameter of the slide ring, so as to form an oil wedge. The surface roughness ≤0.8, so sweep shoe is not required as a general rule, there is an oil bag in the centre of the supporting shoe, the high pressure oil entered into the place between supporting shoe and slide ring through this oil bag.
慢动转速: Slow motion rotational speed 1.6 电机功率: Power of motor 1.7 研磨体装载量: Loading capacity of grinding agent 1.8 滑履轴承稀油站(共两台)
Φ4.2m×13m闭路水泥粉磨系统的技术改造

矿渣 水分 对水 泥产 量 的影 响 ,经 常是矿 渣一 进 厂就
使用 。P ・ C 3 2 . 5 水 泥物 料 配 比为 :熟料 6 0 %,石 灰
石1 7 %,石膏 5 % ,矿渣 1 8 %;P・ 0 4 2 . 5 R 水 泥 的物
渣掺加量较高 的P・ C 3 2 . 5 水泥来说 ,矿渣水分对水 泥磨 机的磨 内通风及磨机产量影响相当大。工况 标定发现磨内风速仅0 . 5 m / s ,低于闭路水泥磨应保
关键词 水泥 磨 水分 粒径 压差 产量 电耗
0 引言
我公司的2 5 0 0 熟料生产线 , 配置两套 中 4 . 2 m ×1 3 m 闭路水泥粉磨系统 ,水泥磨系统的主机配置 见表 1 。投产前两年 ,水泥磨产量一直较低 ,徘徊 在8 0 t / h 左右 ,电耗较高 。主要原 因是磨 内通风不
磨 内通风不 良、磨 内过粉磨 现象 严重 、袋 除尘 器压差过大 。在实施一 系列改造措施后 ,水泥磨 的磨 内压差从
原来 的1 2 0 0 P a 降低到8 0 0 P a ,出磨水泥温度降低 ̄ U l o 5℃以下 , 磨 内过粉磨现象消失 , 袋除尘器压差从原来的
2 3 0 0 P a 降为 1 2 0 0 P a ,系统台时产量提 高 ,电耗下 降。
2 0 1 4 年 第2 期
N0. 2 2 0 1 4
新 世 纪水 泥导报
C e me n t Gu i d e f o r N e w E p o c h 磨技术
中图分类号 :T Q1 7 2 . 6 3 2 文献标识码 :B 文章编号 :1 0 0 8 — 0 4 7 3 ( 2 0 1 4 ) 0 2 — 0 0 3 8 — 0 6 DO I 编码 :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 8 — 0 4 7 3 . 2 0 1 4 . 0 2 . 0 1 0
φ42×13水泥管磨技术数据表
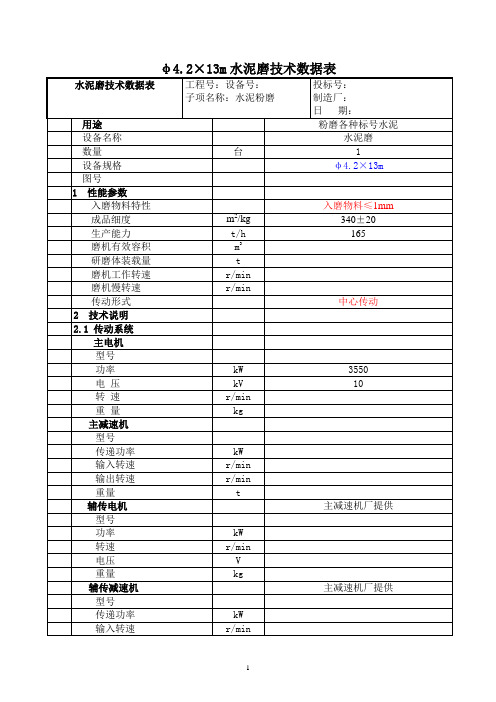
φ4.2×13m水泥磨技术数据表配套10kV中压电机电控要求(1)主电机选用绕线式电机。
(2)所有10kV中压电机安装电机轴承温度传感器2只,电机定子A,B,C绕组温度测量传感器6只(每个绕组设两只),温度测量传感器采用Pt100热电阻。
(3)各中压电机均需安装电机空间加热器。
(4)各中压电动机防护等级:IP54。
电动机绝缘等级:F级。
油站需要配电控箱,其技术要求如下:(1). 配套电控柜的控制应采用小型PLC(可编程序控制器)产品控制,所有控制电源由内部产生,外部只提供一回380/220V AC三相四线制电源。
(2)电控柜柜面上应具有“集中—机旁”选择开关及各种设备的控制开关,必要的信号灯(如备妥、允许电机起动、报警指示、故障指示及电机,电加热器的状态等)。
故障指示应保持以便巡检维护人员分析排除故障,按复位按钮解除故障保持,柜内应有报警铃。
A.集中控制:由中央控制计算机(DCS)进行远程控制。
B.机旁控制:在控制柜上可单机开停每一台设备(如电机、加热器等),也可以按程序以机旁自动方式开停设备。
(3).电控柜控制范围:与油站相关的电机、加热器、仪表等。
(4).电控柜防护等级:IP54(5).柜体表面喷塑,颜色为海灰色(色卡:B05)。
(6).交货时应有完整的控制程序清单、编程器。
(7).柜内低压断路器、接触器、等组件采用国内名牌产品。
(8).电控柜应能输入输出下列信号:a. 电控柜应接收的输入信号:DCS驱动(无源接点):闭合起动,断开停。
b. 电控柜应输出的信号:备妥:允许远程(集中)起动信号。
(常开接点,备妥时闭合。
)运行:正常运行信号。
(常开接点,正常运行时闭合。
)故障信号:(常闭接点,故障时断开。
)以上所有接点均应为无源接点,接点容量不小于2A,220VAC。
自控要求:磨机主电机绕组测温, 磨机主电机轴承温度, 磨机滑履轴承测温, 磨机减速机轴承温度等测点所需要热电阻随设备带来,油站配套电控柜满足中控要求进行安全控制.。
水泥磨选型文档
水泥磨选型φ4×13m水泥磨1、传动方式:中心传动2、生产方式:圈流生产3、生产能力:75-80t/h(入磨熟料粒度≤25mm,综合水分≤0.5%,入料温度≤50℃,磨内风速≥0.5m/s,成品细度300-350m2/kg)4、磨机转速:16.3r/min5、磨机有效容积:143m36、磨机装球量:191t7、主轴承冷却水用量2×2t/h8、稀油站(配主轴承)①型号XGD-A2.5/140②冷却水用量2.4m3/h③变压油泵:流量2.5L/min 压力32MPa电机Y112M-6 功率2.2kW④低压油泵:流量40L/min 压力0.6MPa电机Y100L-4 功率3kW⑤电加热器SRY2-220/4 功率3×4kW⑥稀油站控制箱:与DCS通讯接口9、主电机型号:YRKK900-8 功率:2800KW 转速745r/min电压10KW 防护等级IP44油站型号:XRZ-10 冷却水用量0.6m3/h 流量10L/min压力:0.4MPa 电机Y801-4B 功率0.55kW 电加热器功率:2kW10、主减速机JS140-A(川齿)传递功率2800KW 输入转速740r/min 输出转速16.3r/min11、慢速驱动装置型号JMS660 电机功率37KW 电机转速740r/min12、油站(配主减速机)①公称流量:350L/min②油泵型号:XBZ-350③电机功率:11KW④电机转速:1460r/min⑤冷却面积:20m3⑥冷却水量:32t/h⑦加热器功率:4×6=24kW13、主轴承温度检测装置:端面热电阻WZPM-201规格:φ4.2×13m2、生产能力:120±10t/h(圈流,42.5普通碳酸盐水泥,入料粒度≤25mm,入料水份≤0.5%,入料温度≤50℃,比表面积≥350m2/kg)3、磨机转速:15.8r/min4、研磨体装载量:230t(max)5、支承方式;双滑履6、主电机:(江西电机厂)型号:YRKK900-8 功率:3150kW 转速:740r/min 电压:10KV7、主减速机:(1)型号:DMG22/3150单边双传动(2)传递功率:3150KW(3)输入转速:743r/min(4)输出转速:133.36r/min8、慢速驱动装置(1)型号:HMS360(2)电机功率:45kW(3)电机转速:1000r/min(4)传动比:128.65:1(5)输出转速:7.773r/min 9、油站(配主减速机)公称流量:350L/min电机功率:18kW电机转速:1500r/min冷却水耗量:35m3/h加热器功率:6×6=36kW10、冷却方式:水冷11、润滑方式(稀油站GYXZ-63×2A)(1)低压系统流量:63L/min 供油压力:0.4MPa 供油温度:40±3℃电机:Y112M-6 B35 2.2kW(2)高压系统泵型号:2.5MCY14-1B流量:2.5L/min供油压力:32MPa电机:Y112M-6 2.2kW(3)其它性能冷却水耗量:5.7m3/h加热器功率:3kW×4工作介质:N22-N32012、设备重量:280t(不含传动装置及研磨体)二、主要零部件、材质1、筒体Q235-B δ=44mm2、支承:瓦体铸钢瓦衬(巴氏合金ZchSnSb11-6)托辊:40Cr凸凹球体;40Cr球体座:ZG35SiMn底板:Q235-B3、衬板:ZGMn13Cr2(一仓)ZGMn13-A(二、三仓及隔仓板等)4、稀油站GYXZ-63×2A5、控制柜及起动柜φ4.2×13m水泥磨(中心双滑履)1、传动方式:中心双滑履传动2、生产方式:配用辊压机和打散分级机3、生产能力:130-140t/h(入磨熟料粒度≤3.5mm,综合水分≤0.5%,入料温度≤50℃,成品细度350m2/kg)4、磨机转速:15.8r/min5、磨机装球量:240t6、主轴承冷却水用量2×3.5m3/h7、稀油站(配滑履)①型号GYXZ-63A②冷却水用量5.7m3/h③高压系统:流量2.5L/min 压力32MPa电机Y112M-6 功率2.2kW④低压系统:流量40L/min 压力0.4MPa电机Y112M-6 功率2.2kW⑤电加热器Y112M-6 功率3×4kW8、主电机型号:YRKK1000-8 功率:3350KW 转速740r/min电压10KV/6KV(130万元/90万元)油站型号:XRZ-10 冷却水用量0.6m3/h 流量10L/min压力:0.4MPa 电机Y801-4B 功率0.55kW 电加热器功率:2kW9、主减速机JS150-B(川齿)传递功率3550KW 输入转速740r/min 输出转速15.8r/min10、慢速驱动装置型号JMS660 电机功率37KW 电机转速740r/min11、油站(配主减速机)①公称流量:350L/min②油泵型号:XBZ-350③电机功率:11KW④电机转速:1460r/min⑤冷却面积:20m3⑥冷却水量:32t/h⑦加热器功率:4×6=24kW12、滑履温度检测装置:端面热电阻WZPM-201。
4.213m滑履水泥磨说明书0002

© 4.2 x 13m 水泥磨饯朗布SJM01-SM编写:沈阳水泥机械2022年4月4)4.2xl3m水泥磨说明书4.10磨机的电机、减速机、关心传动及其电器把握设备的安装分别依据相关的技术文件及图纸资料进展。
4.11安装衬板前,应事先检查衬板,不应有影响强度的铸造缺陷,衬板反面的弧形应符合图纸要求,反面和四周边缘应光滑,如存在不平之处应用砂轮打磨。
4.12安装筒体衬板前,应使衬板圆弧与筒体内圆严密贴合。
4.13粉磨仓筒体衬板、滑履轴承内的刮油刷等均有方向性,因此安装时要特别留意上述零件与磨机回转方向的关系。
4.14 安装弹簧密封装置时,要留意拉伸弹簧对毛毡的压力,既不要太松也 不宜过紧,可用调整板调整压力。
安装后注入润滑脂。
5试运转磨机安装完毕并经检验合格后,方可进展试运转。
试运转前主电机、主减速机、关心电机和关心减速机分别按其相关技 术文件要求进展试运转。
5.1 试运转前的预备工作按图纸要求,向滑履轴承油盘和减速器内注入润滑油。
5.1.1 按有关技术文件要求,向带高压启动的稀油站油箱内注入润滑油。
5.1.2 检查全部润滑油路是否均已安装好。
5.1.3 磨机起动前,先试开润滑系统和高压润滑系统,检查其是否有特别振 动、漏油现象,油量是否符合要求,喷油是否正常,磨机主体是否能够浮 升,回油状况是否良好,各个机构运转是否正常。
5.1.4冬季试运转时,试运转前应将各部润滑油加热,以免油凝而影响设备第10页共19页沈阳水泥机械 沈阳水泥机械©4.2 x13m 水泥磨说明书正常运行。
516开启截止阀1,关闭截止阀2 (磨机运转中必需保持此状态),见图1。
对冷却水系统进展检查,管路是否畅通,有无漏水、渗水现象,确认漏斗 中有水流过。
5.1.7 检查全部具有方向性的零件是否符合安装要求。
5.1.8 检查全部联接螺栓及地脚螺栓是否均已拧紧。
5.1.9 各密封部件要密封良好,不准消灭金属间的磨擦。
4213磨说明书
一、规格与技术性能:1、规格:Ф4.2×13m2、生产能力:120±10t/h(圈流,普通碳酸盐水泥,比表面积≧320㎡/kg,入料粒度≦25mm,水份≤0.5%,磨内风速≧0.5m∕s。
)3、磨机转速:15.8±0.1r/min4、研磨体装载量:215t5、支承方式:滑履轴承或主轴承6、电机功率:3150 kW(或3350KW,3550KW)7、支承装置的润滑:采用带高压浮升的稀油润滑站:滑履GYXZ-63X2A (L/min)共两个。
8、支承装置的测温:各用一套带WZP-201端面热电阻的测温装置。
二、用途、结构概述和工作原理:1、用途:本磨机用于干法生产水泥的粉磨系统的主机。
2、结构概述:本磨从结构上可分成进料装置、回转部分、滑履轴承、出料罩、及带高压浮升的稀油润滑装置等几部分。
回转部分两侧滚圈用螺栓固定在筒体两端法兰上并支承在两个带高压浮升,低压润滑的滑履轴承托瓦上。
磨机驱动采用中心传动系统。
进料端采用敞口式进料结构。
卸料罩的密封,采用可调径向跳动的弹性结构,避免刚性结构的偏心磨损及磨损后形成的间隙,提高密封效果,减少漏风量。
下面分别介绍各部分结构情况。
(1)进料装置进料装置主要是由钢板焊接的整体结构。
敞口式进风口便于磨内通风,提高粉磨效率。
(2)回转部分回转部分是磨机的主体部分,担负着物料的粉磨作用。
筒体由滚圈通过螺栓固定在一起。
(1)滚圈本身不受弯矩,也不存在中空轴轴根R区的易断部分,避免易产生铸造缺陷和应力集中的不安全因素的影响。
(2)粉磨仓用钢板卷制成筒体,内部衬以衬板,根据粗细磨仓的特性,分别采用两种衬板:一仓采用阿基米德对数螺旋线的提升衬板,二仓采用具有提升和分级的双曲面衬板和采用研磨能力和控制物料流速的活化环,一仓与二仓之间采用组合式筛分装置以及磨尾筛分出料装置,充分利用研磨体的动能,使磨机粉磨效果达到最佳状态。
粗细磨仓的筒体上各有一个人孔门,以便于入磨检修和更换磨内零件,装卸研磨体。
4.2水泥磨说明书

目录一、技术性能 (1)二、磨机工作原理 (1)三、磨机的主要结构概述 (1)四、磨机的安装要求 (3)五、磨机试运转 (5)六、操作、维护及检修 (7)七、附表 (10)一、技术性能1.磨机规格:Φ4.2×13m2.生产能力:180t/h(配辊压机联合粉磨系统,PO42.5)3.配用电机功率:3150KW4.转速:15.6r/min5.装球量:210t6.一仓有效长度:4m;二仓有效长度:8.5m7.有效内经:4.05m8.支承方式:双滑履9.冷却用水量:30t/h(不包括传动装置用水)10.滑履轴承测温装置:端面热电阻WZPM-201,分度号Pt100,共8套11.滑履轴承稀油站:两台GXYZ-80,每台低压油供油量80l/min12.设备总重:242t(不包括研磨体及传动装置)二、磨机工作原理水泥熟料和石膏等通过磨机进料装置喂入磨机筒体第一仓,在该仓内,物料被平均球径较大的研磨体冲击粉碎到一定粒度,然后径隔仓板进入第二仓。
第二仓装有平均球径较小的研磨体,物料在此仓被研磨体进一步研磨。
粉磨后的物料经过出料篦板,从出料装置的下部出口排除,然后经配套的选粉机分选后,粗粒物料重新喂入磨机中继续粉磨,合格的细粉即为水泥成品。
三、磨机的主要结构概述本磨机由进料装置、回转部分、出料装置、滑履轴承和高压起动润滑装置组成。
(一)进料装置进料装置主要为一进料管,管内焊有2片导料板,上铺衬板,以防止物料直接磨蚀料管本体。
进料管安装在进料平台上。
进料管和进料支架之间设有调整垫片,以便安装时调节其高度,保证进料管与筒体进料口之间没有擦碰。
(二)回转部分回转部分是磨机的主体,整个粉磨作业过程就是在此完成。
回转部分主要由进料锥套、筒体、双隔仓、衬板、卸料仓、传动接管等组成。
进料锥为钢板焊接,内铺衬板,用螺栓与筒体滚圈的腹板联接。
筒体由较厚钢板卷制而成,筒体上开有人孔,供检修和装卸研磨体之用。
筒体两端为厚钢板卷值得滚圈,它与筒体钢板直接焊接,滚圈中间焊接钢板作为腹板。
4.2x13m说明书(3M63)
Φ4.2×13m水泥磨说明书3M63A-SM上海新建重型机械有限公司2006年10月目录1 主要技术 (2)2主要特点及其工作原理 (4)3结构概述 (5)4安装要求 (8)5试运转 (11)6操作、维护及检修 (14)7 随机图纸目录 (21)1、主要技术性能1.1 规格:Φ4.2×13m1.1.1 磨机筒体内径:4200mm1.1.2 磨机筒体内壁长度:13000 mm1.1.3 磨机筒体有效内径:I仓4010mmII仓4080mm1.1.4 磨机筒体有效长度:I仓4150mmII仓8250mm1.2 用途:粉磨水泥熟料(配辊压机)1.3 粉磨方式:闭路1.4 入磨物料粒度:辊压机挤压料1.5 出磨成品细度:325#筛筛余6%1.6 出磨成品比表面积:3400cm2/g1.7 生产能力:150t/h1.8 磨机转速:15.8 r/min, 慢速传动: 0.16 r/min 1.9 传动方式:中心传动1.10 电机功率:3550 kW(实际功率由工艺定)1.11 研磨体装载量:217~230t1.12 滑履轴承(两台)1.12.1 端面热电阻:型号:WZPM-201数量: 3测温范围:–100~150℃分度号:Pt100电阻值:100+0.12Ω (0℃)1.12.2铂电阻:型号:WZP-26S数量: 11.12.3 电加热器:型号:SRY2-220/2(2Kw, 220V)数量: 21.13 滑履轴承稀油站(两台)型号:GXYZ-63II润滑油:N320 GB5903-86中负荷工业齿轮油或ISO VG320矿物油(详见稀油站说明书)供油温度:40℃低压泵公称流量: 63 l/min公称压力: 0.4Mpa低压泵电机型号: Y100L1-4V1功率: 2.2×2(台)=4.4kW(一备一用)转速: 1430 r/min电压: 380V高压泵公称流量: 2.5 l/min公称压力: 31.5Mpa高压泵电机型号: Y112M-6,B35功率: 2.2×2(台)=4.4kW转速:970 r/min电压:380V电加热器:型号:HRY4-380/4功率:3×4=12 kW电压:220V油流信号器:数量3,型号YXQ-25II(220v,0.2A)1.14 传动装置及润滑油站详见订货合同技术附件1.15 冷却水用量滑履轴承: 3.5×2(台)=7m3/h滑履轴承润滑装置:6×2(台)=12m3/h主电机润滑油站:详见订货合同技术附件主减速机润滑油站:详见订货合同技术附件1.16总重量:249400Kg(不含传动装置和研磨体的重量)2、主要特点及其工作原理2.1 主要特点本磨机采用中心传动,两端采用滑履轴承支承。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Φ4.2×13m水泥磨说明书3M63A-SM上海新建重型机械有限公司2006年10月目录1 主要技术 (2)2主要特点及其工作原理 (4)3结构概述 (5)4安装要求 (8)5试运转 (11)6操作、维护及检修 (14)7 随机图纸目录 (21)1、主要技术性能1.1 规格:Φ4.2×13m1.1.1 磨机筒体内径:4200mm1.1.2 磨机筒体内壁长度:13000 mm1.1.3 磨机筒体有效内径:I仓4010mmII仓4080mm1.1.4 磨机筒体有效长度:I仓4150mmII仓8250mm1.2 用途:粉磨水泥熟料(配辊压机)1.3 粉磨方式:闭路1.4 入磨物料粒度:辊压机挤压料1.5 出磨成品细度:325#筛筛余6%1.6 出磨成品比表面积:3400cm2/g1.7 生产能力:150t/h1.8 磨机转速:15.8 r/min, 慢速传动: 0.16 r/min 1.9 传动方式:中心传动1.10 电机功率:3550 kW(实际功率由工艺定)1.11 研磨体装载量:217~230t1.12 滑履轴承(两台)1.12.1 端面热电阻:型号:WZPM-201数量: 3测温范围:–100~150℃分度号:Pt100电阻值:100+0.12Ω (0℃)1.12.2铂电阻:型号:WZP-26S数量: 11.12.3 电加热器:型号:SRY2-220/2(2Kw, 220V)数量: 21.13 滑履轴承稀油站(两台)型号:GYXZ-63GII润滑油:N320 GB5903-86中负荷工业齿轮油或ISO VG320矿物油(详见稀油站说明书)供油温度:40℃低压泵公称流量: 63 l/min公称压力: 0.4Mpa低压泵电机型号: Y100L1-4V1功率: 2.2×2(台)=4.4kW(一备一用)转速: 1430 r/min电压: 380V高压泵公称流量: 2.5 l/min公称压力: 31.5Mpa高压泵电机型号: Y112M-6,B35功率: 2.2×2(台)=4.4kW转速:970 r/min电压:380V电加热器:型号:HRY4-380/4功率:3×4=12 kW电压:220V油流信号器:数量3,型号YXQ-25II(220v,0.2A)1.14 传动装置及润滑油站详见订货合同技术附件1.15 冷却水用量滑履轴承: 3.5×2(台)=7m3/h滑履轴承润滑装置:6×2(台)=12m3/h主电机润滑油站:详见订货合同技术附件主减速机润滑油站:详见订货合同技术附件1.16总重量:249400Kg(不含传动装置和研磨体的重量)2、主要特点及其工作原理2.1 主要特点本磨机采用中心传动,两端采用滑履轴承支承。
本磨机采用分级衬板,提高了粉磨效率。
采用新型组合式隔仓板和出料篦板,提高了粉磨和筛分效率。
2.2 工作原理物料由进料装置中的进料溜子直接喂入磨机筒体内的粗磨仓,物料在平均直径较大的研磨体(钢球)的冲击研磨作用下得到粉碎。
被粉碎到一定粒度的物料,通过隔仓板的粗筛板之间的缝隙。
进入组合式隔仓板,而粗磨仓的研磨体则被隔仓板的粗筛板挡住。
物料在组合式隔仓板内被细筛板进一步筛析,过粗物料被筛出,并返回粗磨仓,而小于细筛板筛缝尺寸的细料通过细筛板进入细磨仓。
物料在细磨仓内被小研磨体进一步研磨,达到细度要求的细粉通过出料篦板、卸料管、进入出料装置并被排出,磨细了的研磨体残余由出料装置内的回转筛筒筛出。
3、结构概述磨机主要由进料装置、滑履轴承、回转部分、出料装置及滑履轴承润滑装置和传动装置组成。
3.1 进料装置物料经过进料装置而喂入磨内。
进料装置由进料管,进风管,支架组成。
支架底部安装可移动的车轮。
进风管端部设有可调节的阀门。
进料进风管和支架之间可垫入调节垫片,以便必要时调整进料装置的中心高。
3.2 滑履轴承磨机在进料端采用可移动的滑履轴承。
在出料端采用单侧固定式的滑履轴承。
滑履轴承由两个托瓦在和垂直方向成30°的角度上支承磨机的滚圈。
每一个托瓦下部都装设有凹凸球体结构。
凸球体座落在凹球体的球窝内。
两者之间呈球面接触,以便磨机回转时可以自动调位,整个托瓦通过球体座落在托辊上,从而可以在筒体热胀冷缩时,允许托瓦随磨机回转部分做轴向移动。
出料端的滑履轴承中靠滚圈上行侧的托瓦则通过球体座落在固定的支座上。
以保证靠磨机传动一侧的滑履轴承的固定。
这种支承结构保证瓦和滚圈之间的良好接触。
托瓦体为铸件,并敷设轴承合金内衬。
内衬应以浇注法和瓦体相结合,承受比压≯2200kpa,为了能形成油楔,托瓦的内径应比滚圈的外径略大,其表面粗糙度Ra≤0.8µm。
原则上不应刮瓦。
托瓦瓦面上设有油囊,使高压油由此进入托瓦和滚圈之间。
滑履轴承设置带高压起动润滑装置,每个滑履轴承设置一套。
高压润滑系统用于磨机的起动、停机和盘车检修,即用静压的方法在各自的托瓦和滚圈之间形成一层油膜。
低压润滑是由低压泵将循环油送至滑履轴承的两个油盘,其中一个油盘放置在滚圈的下方,另一个放置在一个托瓦的前面(旋转方向的前上方)滚圈能在油盘内浸到油,磨机转动后,油就被带至滚圈和托瓦之间,从而形成动压润滑。
在滚圈两端的上行侧各安装一个刮油刷,以防润滑油外流,刮油刷拉杆上有弹簧拉紧,安装时可作调整,以便刮油刷和滚圈两侧贴合良好。
为了防止磨机运转中托瓦温度过高,保证磨机正常运行,托瓦用水冷却,冷却水进口在托瓦的最低点,出水通过管子和软管接头流至安装在轴承罩外的一个排水箱,由此排走。
在滚圈上和托瓦中设置测温元件,可以在磨机运转中随时检测滚圈和托瓦表面的温度,它和主电机联锁,一旦温度超过规定值,则使主电机停止运行。
(滑履轴承设计成能用于两个旋转方向,假如要改变磨机的旋转方向,只需要重新安装刮油刷和油盘的位置及循环油管道的布置即可。
)滑履轴承罩全由钢板焊接而成,上面设有检查孔,以便日常操作、维护、检查之用。
滑履轴承罩和底座之间采用橡胶及密封胶密封,使用中加强密封,防止漏油。
3.3 回转部分回转部分由隔仓板、出料篦板、筒体衬板等组成。
组合式隔仓板由粗筛板、细筛板、前板、支撑板、中心格栅和衬板组成。
出料篦板由篦板、支撑板等组成。
磨机一仓采用阶梯衬板,二仓采用双阶梯分级衬板。
3.4 出料装置出料装置是一个钢板罩子,出料装置上部是排风口,下部是出料口。
3.5 传动装置传动装置包括主电机、主减速机、油站、联轴器、辅助传动等,详见相关技术文件。
3.6 滑履轴承润滑装置为了确保滑履轴承正常运转,必须建立高、低压润滑系统,该系统由高压启动的稀油站和管路系统组成。
本磨机选用带高、低压系统的稀油站。
润滑装置高压系统设置了电动高压泵,高压系统最大供油压力为31.5Mpa,低压系统的供油压力约为0.4Mpa。
高压系统和磨机主电机实行联锁,润滑油输出管道设置了油流信号器,并和主电机联锁。
4、安装要求本磨机的安装应按JCJ03-90《水泥机械设备安装工程施工及验收规范》和图纸中的要求进行。
另作如下补充要求:4.1 基础验收应严格按照《水泥机械设备安装工程施工及验收规范》中有关项目规定,验收项目见表一:表一4.2 基础划线时须注意以下几点:✧设备基础放线必须预先埋中心标板、中心标板采用10×200×100mm钢板。
在中心标板上打上定位基准点的记号。
✧用精密经纬仪根据定位基准点放出纵向中轴线(即磨体中心线)其精确度误差不超过0.5mm。
✧根据图纸尺寸放出各条横向中心线。
✧基础放线测量:用水管连通水平仪核对纵向、横向定位中心标板的水平度及磨机两端支承基础公共水平面。
✧放线注意照顾全面,各个地脚螺栓孔的中心位置允差为±10mm。
✧进料端滑履轴承和出料滑履轴承的中心距和实测磨体组装后该中心距一致,如有出入以实测中心距为准进行修正,然后据此进行基础划线。
4.3 安装前,应对筒体、滚圈、滑履轴承和减速器等重要零部件进行质量检查,如有损伤或变形者应事先修理。
尺寸误差过大者应提前处理并修正有关的安装尺寸。
4.4 滑履轴承水平度允差不大于0.1/1000,两座的相对标高允差为0.5mm,且不允许进料端低于出料端。
4.5 滑履轴承找正时,磨机纵向中心线重合度不大于0.5mm,横向中心线距离允差不大于1mm,平行度允差不大于0.5/1000。
4.6 滑履轴承安装时应取出托瓦高压油囊(油管封口)中的螺钉。
4.7 筒体放在滑履轴承上以后,应复查两端标高,相对标高不超过1mm,且不允许进料端低于出料端,滚圈中心线和滑履行轴承座中心线之间的距离应符合图纸规定。
磨机两端滚圈的相对径向圆跳动公差为0.2mm。
4.8 所有油水管件在安装前要求清洗干净:用20%的盐酸溶液清洗,再用3%的石灰水溶液中和,然后用热水洗净,最后用压缩空气吹干,并采取措施防止混入渣物。
4.9 滑履轴承的托瓦在安装前应作水压试验,试验压力为0.63Mpa,冷却水系统安装完毕后还应作同样的水压试验,托瓦及管路连接处均不得有渗漏现象。
滑履轴承的高压管路也应做油压试验,具体情况见图纸技术要求。
4.10磨机传动装置,其主电机、主减速机、辅助传动和电器控制设备的安装请分别按照电机和减速机等有关技术文件及图纸资料进行。
4.11安装衬板前,应事先检查衬板,不应有影响强度的铸造缺陷,测量衬板背面(即靠筒体一面)的弧形是否符于图纸尺寸,背面和四周边缘应光滑,如存在不平之处使用砂轮打磨。
4.12安装衬板时,应是衬板圆弧面和筒体内圆紧密贴合。
4.13粉磨仓筒体衬板、隔仓板的扬料板及滑履轴承内的刮油刷等均有方向性,因此安装时要特别注意上述零件和磨机回转方向的关系。
4.14安装弹簧密封装置时,要注意拉伸弹簧对毛毡的压力,既不要太松也不宜过紧,可用调整板调节压力。
安装后注入润滑脂。
5、试运转磨机安装完毕后并经检验合格后,方可进行试运转。
5.1 试运转前的准备工作。
5.1.1 按图纸要求,向滑履轴承油盘和减速器内注入润滑油。
5.1.2 按有关技术文件要求,向带高压启动稀油站油箱内注入润滑油。
5.1.3 检查所有润滑油路是否均已安装好。
、5.1.4 磨机启动前,先试开润滑系统和高压润滑系统,检查是否有异常振动、漏油现象,油量是否符合要求,洒油是否正常,磨机主体是否能够浮升,回油情况是否良好,各个机构是否正常。
5.1.5冬季试运转时,试运转前应将各部润滑油加热,以免油凝而影响设备正常运行。
5.1.6 开启截止阀1,关闭截止阀2(磨机运转中必须保持此状态),见图1。
对冷却水系统进行检查,通水是否畅通,管路有无漏水、渗水现象。
确认水漏斗中有水流过。
图15.1.7 检查所有具有方向性的零件是否符合安装要求。
5.1.8 检查所有连接螺栓及地脚螺栓是否均已拧紧。