CCS船舶设计建造标准一览表
船舶ccs分级

船舶ccs分级
船舶CCS分级是指船舶的技术和质量等级认证。
CCS是中国船级社的英文缩写,是由中国政府授权成立的船舶检验、注册和认证机构。
船舶CCS分级涵盖了船舶的设计、建造、安装、维护、运营和管理等方面,旨在确保船舶符合国家和国际规定的安全标准和环保要求。
船舶CCS分级通常分为以下几个等级:1级、2级、3级、4级和特级。
其中,特级是最高等级,只适用于大型客货船、油轮和LNG船等特定类型的船舶。
船舶CCS分级还包括特殊用途船舶的认证,如钻井平台、起重船等。
船舶CCS分级的认证标准包括船体结构、安全装备、机械设备、电气设备、排放控制设备等多个方面。
船舶需要通过严格的检查和测试,确保其符合CCS的认证标准,才能获得相应的CCS证书和分级等级。
船舶CCS分级的认证是船舶安全和环保的重要保障,也是船舶公司和船东在国际市场上竞争的重要因素。
通过CCS认证的船舶,具有更高的安全性、可靠性和环保性,有利于提高船舶的市场竞争力。
- 1 -。
csqs中国造船质量标准

csqs中国造船质量标准中国造船产业作为全球造船业的重要一环,质量标准在保障产品质量和提升竞争力方面至关重要。
下面将介绍一些与中国造船质量标准相关的参考内容。
1. 中国船级社(CCS):中国船级社是中国第一家船级社,负责监督和检验中国船舶的造船和运营过程。
CCS的标准和要求对船舶安全和质量起着至关重要的作用。
例如,CCS规定了船舶的设计、建造、防火、环境保护等方面的各项要求和标准。
2. 国际海事组织(IMO):IMO作为统筹国际航运事务的联合国专门机构,制定了一系列与船舶安全和环境保护相关的国际条例和标准。
中国作为IMO的成员国,必须遵守IMO的标准,将其纳入国内造船质量标准中。
其中一些重要的标准涉及船舶结构、建造材料使用、技术规范和可持续发展等方面。
3. 中国国家标准:中国国家标准是指由中国标准化管理委员会(SAC)制定和发布的标准。
在造船行业,相关的国家标准主要包括船舶设计、建造和验船等方面的标准。
例如,国家标准GB 4955-2014《船用舾装规范》规定了船用舾装的设计、材料选择和施工等要求。
4. 行业协会标准:中国的造船行业协会和协会下属的分支机构也制定了一些与造船质量相关的标准。
这些标准是经过行业内专家和相关方的共同研究和讨论制定的,更加符合本行业的实际情况。
如中国船舶工程学会制定了一系列与造船技术和工艺相关的标准,这些标准涵盖了船舶制造的各个环节,如焊接、涂装、非破坏检测等。
5. 公认的国际标准:除了国内标准,中国的造船质量标准还需要与国际上公认的标准保持一致,以确保产品的国际竞争力。
例如,国际标准化组织(ISO)的一些标准和国际电工委员会(IEC)的一些标准在中国的造船质量标准中得到广泛应用。
这些标准涵盖了质量管理体系、检验方法、产品规范等方面。
总结起来,中国造船质量标准参考内容包括中国船级社的要求、国际海事组织的国际标准、中国国家标准、行业协会标准以及公认的国际标准。
这些参考内容的应用可以确保中国造船产业的发展与国际标准接轨,提升产品的质量和竞争力。
船舶设计与建造适用标准新要求(国际航行船舶)--更新至201407
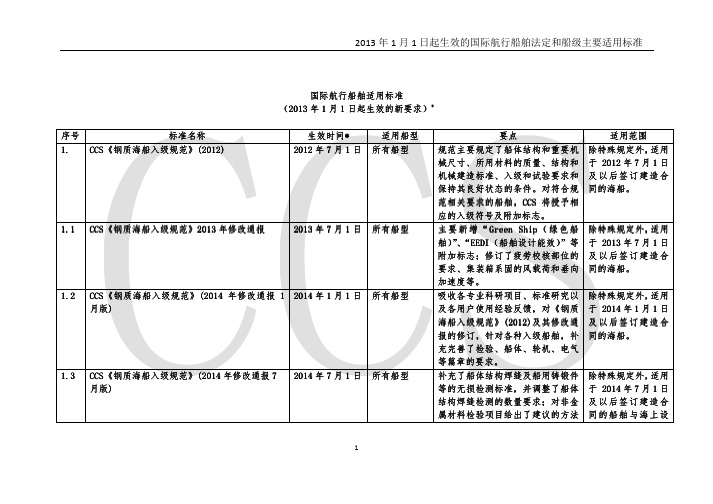
2013 年 1 月 1 日起生效的国际航行船舶法定和船级主要适用标准国际航行船舶适用标准 国际航行船舶适用标准 * (2013 年 1 月 1 日起生效的新要求) 日起生效的新要求)序号 1.标准名称 CCS《 CCS《钢质海船入级规范》 钢质海船入级规范》(2012)生效时间* 生效时间* 2012 年 7 月 1 日适用船型 所有船型1.1CCS《 CCS《钢质海船入级规范》 钢质海船入级规范》2013 年修改通报2013 年 7 月 1 日所有船型1.2CCS《 CCS《钢质海船入级规范》 钢质海船入级规范》(2014 年修改通报 1 2014 年 1 月 1 日 月版) 月版)所有船型1.3CCS《 CCS《钢质海船入级规范》 钢质海船入级规范》(2014 年修改通报 7 月版) 月版)2014 年 7 月 1 日所有船型要点 规范主要规定了船体结构和重要机 械尺寸、 械尺寸、所用材料的质量、 所用材料的质量、结构和 机械建造标准、 机械建造标准、入级和试验要求和 保持其良好状态的条件。
保持其良好状态的条件。
对符合规 范相关要求的船舶, 范相关要求的船舶,CCS 将授予相 应的入级符号及附加标志。
应的入级符号及附加标志。
主 要 新 增 “ Green Ship ( 绿 色 船 舶) ” 、 “EEDI( ”等 EEDI(船舶设计能效) 船舶设计能效) 附加标志; 附加标志;修订了疲劳校核部位的 要求、 要求、集装箱系固的风载荷和垂向 加速度等。
加速度等。
吸收各专业科研项目、 吸收各专业科研项目、标准研究以 及各用户使用经验反馈, 及各用户使用经验反馈,对《钢质 海船入级规范》 海船入级规范》(2012)及其修改通 (2012)及其修改通 报的修订, 报的修订,针对各种入级船舶, 针对各种入级船舶,补 充完善了检验、 充完善了检验、船体、 船体、轮机、 轮机、电气 等篇章的要求。
船舶建造质量标准

船舶建造质量标准建造精度范围本标准规定了船体建造、涂装和舾装的建造精度.本标准适用于50000吨以上以柴油机为动力的常规钢质海船的建造,对于50000吨以下或特殊用途的船舶也可参照执行。
1 船体建造1。
1钢材1.1。
1钢板表面缺陷的限定按表1—1。
表1—11-2.表1-1(续)1.1.2船体结构钢板厚度负公差限定船体结构钢板厚度负公差最大为—0。
3mm。
1。
1。
3钢板夹层处埋限定应按表表1—21.1.4铸钢表面缺陷处理限定按表1-3.1.2划线1。
2。
1零部件线条的位置偏差限定按表1-4。
表1-4 mm1.2.2零部件划线尺寸偏差限定按表1—5。
表1-5 mm1。
2。
3分段划线尺寸偏差限定按表1-6.表1-6 mm1.3切割1。
3.1气割1.3。
1。
1气割表面粗糙度限定按表1-7。
表1-7 mm1.3.1.2气割缺口限定按表1-8。
表1—8 mm1.3.1。
3气割尺寸偏差限定按表1—9。
表1—9 mm1.3。
1.4气割边缘打磨要求按表1-101。
4 成形1。
4.1 折边T型材、圆角偏差限定按表1—11。
表1—11 mm1。
4.2槽型板偏差限定按表1-12.表1-12 mm1。
4。
3波型板偏差限定按表1-13.表1-13 mm1。
4。
4型材、桁材弯曲偏差限定按表1—14。
表1-14 mm1.4.5外板弯曲偏差限定按表1-15。
表1-15 mm1。
4.6加热要求限定按表1—16。
表1—16mm表1-16(续) mm1。
5装配1.5。
1各类焊接头的装配精度1.5。
1。
1角焊接头偏差限定按表1—17.表1-17 mm1.5。
1.2 搭接间隙偏差限定按表1-18。
1。
5.1.3对焊接头偏差限定按表1—19.表1—19表1—19 (续)1.5.1。
4焊缝间最小间距限定按表1—20.1。
5.2 分段装配1.5。
2。
1平面与曲面分段装配偏差限定按表1—21。
表1-21 mm1.5.2。
2 立体分段装配偏差限定按表1-221。
CCS对船舶建造检验的具体要求(转载资料仅供学习)
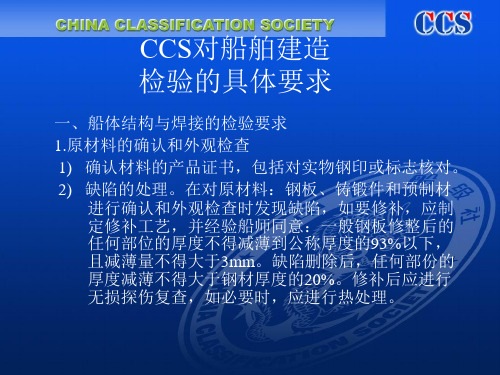
2) 低氢碱性焊条应按以下要求储存和使用: (1)使用前处于密封容器中或者按使用说明要求进行 焙烘。
(2)打开密封容器后应存放于不低于120℃的烘箱中 贮存。
(3)焊条进行再焙烘的次数不多于一次。
4.焊接过程
1) 控制基本要素:焊接规范(电流、电压、焊接速 度),层间温度(焊接工艺适用时),焊接设备, 焊接接头(装配、形状和清洁度)焊接件厚度和焊 接位置。
5.几种焊接方法的控制要点 1)手工电弧焊SMAW
(1)碱性薄皮焊条(低氢型)焊条的防潮很重要,其焙 烘和保温要按焊条使用说明书操作。而其它焊条放入烘 箱可能是有害的。有的还要保持一定潮湿度。总之按焊 条使用说明书操作。
(2)及时彻底清渣非常重要。 2)CO2气体保护焊GMAN
(1)CO2气体的纯度很重要,其中水气能对焊接质量有 很大危害。
3)预制件组装:
(1)检查预制件材料,如高强ቤተ መጻሕፍቲ ባይዱ钢等特别标识。
(2)检查预制件尺度和结构,注意非对称构件的 方向不能有误。
(3)检查预制元件有无损伤与变形。
(4)抽查构件定位精度,避免合拢时发生大的偏 差,注意定位焊质量。
(5)检查构件的对位情况,特别是强力构件如大 型桁材的对位十分重要。
(6)构件必须坐落于焊缝之上时,应要求将交叉 点焊缝余高铲平避免将构件切口。
(1)必须注意所用钢板的材料和厚度与批准图纸 一致,并确认签字。
(2)如采用高强度钢时,必须给予特别醒目的标 识,在板件上,且该标识能被焊工发现。
(3)注意机加工(如:剪边,折边)造成的机械 损伤。
2)预制件加工:
通过控制焊接顺序或预变形设计以及预制后的 校正,来控制预制件的角变形和预制件的不对称性。 一般船厂均对制件加以编号,以利控制。
CCS钢质海船船舶建造规范轮机

CCS钢质海船船舶建造规范轮机篇一:中国船级社钢质海船入级与建造规范中国船级社钢质海船入级与建造规范一、新建船舶需送审图纸和资料:1、全船电气说明书(备查);2、电气设备明细表(备查);3、电力负荷估算书;4、电气设备备品明细表(备查);5、短路电流计算书;6、应急蓄电池组(包括临时应急蓄电池组)容量计算书;7、主配电板原理图和外视图,包括电力推进装置配电板(若设有时)原理图外视图; 8、应急配电板原理图和外视图;9、电力推进装置电路(包括主电路、操纵控制和信号电路)原理图和操纵台面板布置图; 10、应急蓄电池充放电板原理图和外视图;11、电力系统图(包括电缆型号、截面积、电流定额及保护电器的定额); 12、电力设备布置图;13、全船主照明、应急照明系统图和布置图;14、船内通信系统图和设备布置图(包括舵角指示器、推进轴转速指示器、广播、传令钟、电话和轮机员呼叫等);15、船内报警系统图和设备布置图(包括探火和失火报警、二氧化碳和卤代烃灭火剂施放报警、通用报警、冷库误关门报警及水密门关闭报警等); 16、主干电缆布置图。
二、制造、安装的一般要求:1、凡具有内部接线的电气设备,均应附上带有接线编号的原理电路图或接线图。
电气设备的接线端头,应具有与图纸相符的耐久标志或符号。
2、应急警报装置的控制器,应涂上红色和设有标明其用途的耐久标志。
在水密的舱壁、甲板、甲板室的外围壁上,不应钻孔以镙钉坚固电气设备及电缆。
3、4、设备的按钮颜色应符合下列要求:三、变压器并联运行要求:1、变压器的绕组联接应该相同;2、变压器应有相同的额定电压比(偏差在允许范围内);3、变压器应有相同的阻抗电压(相互之间阻抗电压比值应在0.9—1.1的范围内);4、当多台变压器并联运行时,该组中最小变压器的额定容量应不小于并联运行中最大变压器额定容量的一半。
四、总配电板试验:1、试验各保护装置动作的正确性和可靠性;2、试验并车装置动作的可行性;3、检查联锁装置动作的正确性和可行性;4、作接岸电试验;5、测量绝缘电阻。
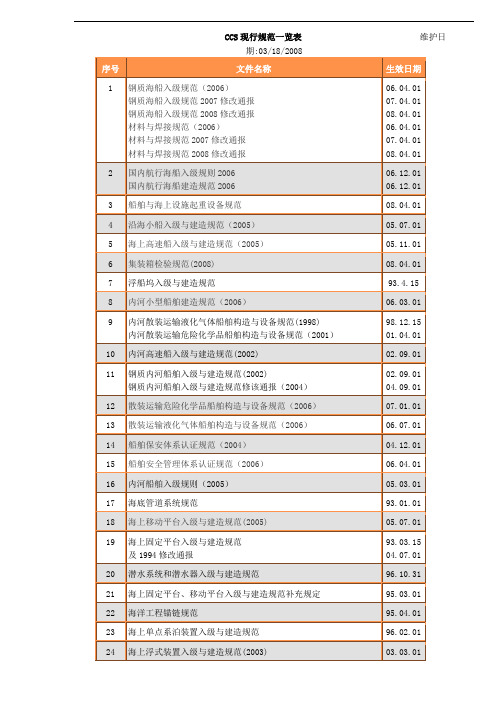
CCS现行规范一览表
1
钢质海船入级规范(2006)
钢质海船入级规范2007修改通报
钢质海船入级规范2008修改通报
材料与焊接规范(2006)
材料与焊接规范2007修改通报
材料与焊接规范2008修改通报
06.04.01
07.04.01
08.04.01
06.04.01
07.04.01
06.04.01
16
内河船舶入级规则(2005)
05.03.01
17
海底管道系统规范
93.01.01
18
海上移动平台入级与建造规范(2005)
05.07.01
19
海上固定平台入级与建造规范
及1994修改通报
93.03.15
04.07.01
20
潜水系统和潜水器入级与建造规范
96.10.31
21
海上固定平台、移动平台入级与建造规范补充规定
7
浮船坞入级与建造规范
93.4.15
8
内河小型船舶建造规范(2006)
06.03.01
9
内河散装运输液化气体船舶构造与设备规范(1998)
内河散装运输危险化学品船舶构造与设备规范(2001)
98.12.15
01.04.01
10
内河高速船入级与建造规范(2002)
02.09.01
11
钢质内河船舶入级与建造规范(2002)
08.04.01
2
国内航行海船入级规则2006
国内航行海船建造规范2006
06.12.01
06.12.01
3
船舶与海上设施起重设备规范
08.04.01
船舶建造通用标准(轮机)

本标准参照CSQS及CCS规范制定一、螺旋桨、轴、及艉轴管加工标准:1.螺旋桨的锥孔与艉轴拂配后必须达到良好接触,要求锥孔内的蓝油接触均匀,在每25*25mm2的面积上不得少于3个接触点,按照中国船级社《钢质海船入级与建造规范》规定,在螺旋桨轴与螺旋桨套合之前,浆壳与轴锥部的实际接触面积应不小于理论接触面积的70%(有键浆为65%)。
无键螺旋桨除满足上述要求外,还应当在螺旋桨锥孔的两端各留有100mm“无槽区”以该处用于建立径向油压确保螺旋桨的安装。
2.螺旋桨时,根据其锥度的大小一般要压进10mm以上。
3.螺旋桨键槽按螺旋桨配妥的键进行加工,要求与键的配合为动配合,能用手推动键,键与槽之间的接触应均匀。
安装后用0.05mm 的塞尺检查间隙,插入深度不得大于20mm 4.螺旋桨轴、中间轴、推力轴按照图纸要求加工后应对其加工后的尺寸、表面粗糙度、圆度、圆柱度、轴的径向和端面跳动量、轴的圆弧过度处及罗纹进行检查。
二、轴系拉线标准1.拉线前船体机舱前围壁以后和上甲板以下的船体结构主要焊接工程结束,矫正工程完工,相应的大合拢焊接工程完工。
艉部双层底,艉尖舱相应的舱室,及与船体相连的箱桂完工,密性试验妥。
船体挠度在规定范围内2.拉线应该在差温变化较小的情况下进行。
3.所有对船体产生震动的工程应该暂时停止。
4.拉线时要注意钢丝线的桡度的修正。
5.必须确保轴系中心线与舵中心线的相交度或垂直度符合技术要求。
6.轴系中心找正可采用钢丝或激光仪器进行7.艉轴孔镗孔前应对镗排中心进行检查,包括镗排、镗排支架,传动装置的精度和稳定性。
8.按照工艺要求进行切削9.完工后必须检验三、艉轴管前后轴承加工标准:1.加工前必须检验轴承内、外圆的同轴度,若有一定的偏差船厂可进行适当调整。
2.轴承外圆加工不允许有倒锥度,圆度和同轴度应不底于GB1184第七级精度标准,过盈量应符合图纸要求,一般为0.03—0.05mm. 并且有测量记录。
船舶设计与建造适用标准规定
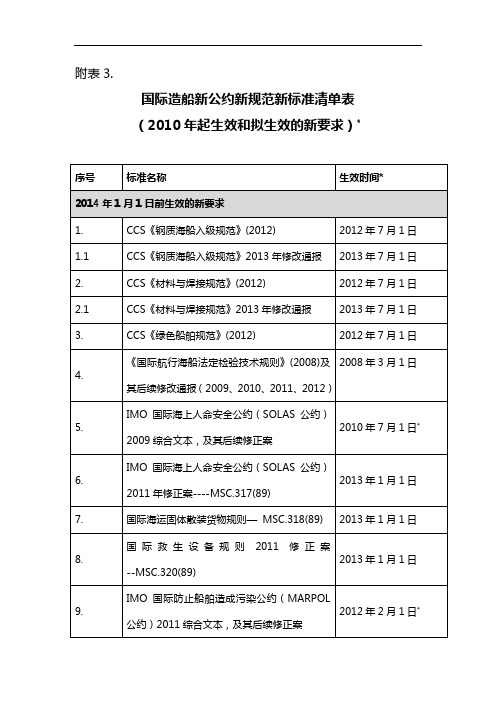
附表3.
国际造船新公约新规范新标准清单表
(2010年起生效和拟生效的新要求)*
*:
1. 本清单包含2010年起生效和拟生效的船舶设计与建造适用的新要求。
2. 本清单所列标准适用于新设计和建造的常规船型(如散货船,油船,集装箱船),仅适用于营运船舶操作方面的标准暂未列入。
3. IMO公约、规则的综合文本,如无特别说明,均指由IMO秘书处出版的版本。
4. IMO公约、规则中引用的通函,导则等非强制性文件暂未列入,应根据公约、规则
的相关要求执行。
5. IACS要求将通过纳入中国船级社规范或指南予以执行。
6. 除非特别说明,均指文件生效日期。
船舶结构设计
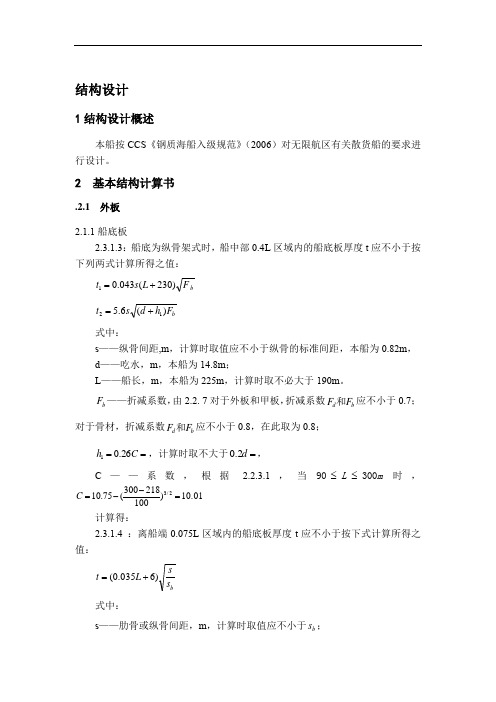
结构设计1结构设计概述本船按CCS 《钢质海船入级规范》(2006)对无限航区有关散货船的要求进行设计。
2 基本结构计算书.2.1 外板 2.1.1船底板2.3.1.3:船底为纵骨架式时,船中部0.4L 区域内的船底板厚度t 应不小于按下列两式计算所得之值:b F L s t )230(043.01+= b F h d s t )(6.512+= 式中:s ——纵骨间距,m ,计算时取值应不小于纵骨的标准间距,本船为0.82m , d ——吃水,m ,本船为14.8m ;L ——船长,m ,本船为225m ,计算时取不必大于190m 。
b F ——折减系数,由2.2. 7对于外板和甲板,折减系数和d b F F 应不小于0.7;对于骨材,折减系数和d b F F 应不小于0.8,在此取为0.8;==C h 26.01,计算时取不大于=d 0.2,C ——系数,根据2.2.3.1,当90300L m≤≤时,10.01)100182300(75.102/3=--=C计算得: 2.3.1.4 :离船端0.075L 区域内的船底板厚度t 应不小于按下式计算所得之值:bs sL t )6035.0(+= 式中:s ——肋骨或纵骨间距,m ,计算时取值应不小于b s ;b s ——肋骨或纵骨的标准间距,m 。
肋骨、横梁或纵骨(船底、舷侧、甲板)的标准间距应按下式计算:=+=5.00016.0L s b m ,且不大于0.7m 。
1.2.2平板龙骨2.3.2.1 :平板龙骨的宽度b 应不小于按下式计算所得之值:3.5L 900b += mm ,且不必大于1800mm ,在整个船长内保持不变。
计算得=+= 3.5L 900b mm ,在此取。
实取平板龙骨尺寸为:。
2.3.2.2 :平板龙骨的厚度不应小于上述所要求的船底板厚度加2mm ,且均应不小于相邻船底板的厚度。
固在船中部0.4L 区域内取mm ,离船端0.075L 区域内。
ccs建造入级船舶审图表
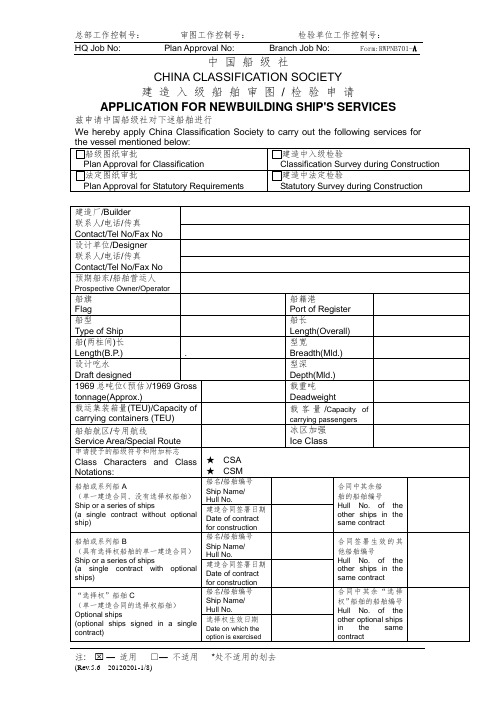
中国船级社CHINA CLASSIFICATION SOCIETY建造入级船舶审图/ 检验申请APPLICA TION FOR NEWBUILDING SHIP'S SERVICES兹申请中国船级社对下述船舶进行We hereby apply China Classification Society to carry out the following services for(1) 建造合同日期定义Definition of date of “Contract for Construction “ as per IACS PR 29 :The date of “Contract for Construction “of a vessel is the date on which the contract to build the vessel is signed between prospective owner and the shipbuilder. This date and construction numbers (i e Hull Numbers) of all vessels include the contract are to be declared to the classification by the party applying assignment of class fora new building.建造合同日期是由预期的船东和船厂之间签署一艘船舶的建造合同日期。
其合同(涉及所有船舶)日期和船舶建造工程号(如船厂编号)应由申请建造入级的申请方向入级船级社提出书面声明。
(2)系列船(a series of vessels):a “series of vessels”is vessels built to the same approved plans for classification purpose, under a singlecontract for construction.系列船是在单一建造合同下,按照相同的船级批准图纸建造的船舶。
船舶设计与建造适用标准

附表3.国际造船新公约新规范新标准清单表(2010年起生效和拟生效的新要求)*序号标准名称生效时间* 2014年1月1日前生效的新要求1. CCS《钢质海船入级规范》(2012) 2012年7月1日1.1 CCS《钢质海船入级规范》2013年修改通报2013年7月1日2. CCS《材料与焊接规范》(2012) 2012年7月1日2.1 CCS《材料与焊接规范》2013年修改通报2013年7月1日3. CCS《绿色船舶规范》(2012) 2012年7月1日4. 《国际航行海船法定检验技术规则》(2008)及其后续修改通报(2009、2010、2011、2012)2008年3月1日5. IMO 国际海上人命安全公约(SOLAS公约)2009综合文本,及其后续修正案2010年7月1日*6. IMO 国际海上人命安全公约(SOLAS公约)2011年修正案----MSC.317(89)2013年1月1日7. 国际海运固体散装货物规则— MSC.318(89) 2013年1月1日8. 国际救生设备规则2011修正案--MSC.320(89) 2013年1月1日9. IMO国际防止船舶造成污染公约(MARPOL公约)2011综合文本,及其后续修正案2012年2月1日*10. MARPOL公约2011年修正案—MEPC.202(62)、MEPC.203(62)2013年1月1日11. ILO 2006年海事劳工公约(MLC公约)2013年8月20日12. IACS统一要求UR W13—钢板和宽扁钢的厚度负偏差许用值2013年1月1日13. IACS统一要求UR W25—船体结构和海上结构用铝合金2013年1月1日14. IACS统一要求UR S10—舵、舵座板和挂舵臂要求2013年1月1日15. IACS统一要求UR W28—船体结构和海上结构用钢材焊接工艺认可试验2013年1月1日16. IACS统一程序要求PR37—封闭处所进入要求2013年6月30日17. IACS统一程序要求PR38—能效设计指数(EEDI)计算和验证程序2013年7月1日18. IACS统一要求UR S14—舱室密性试验要求2013年7月1日19. IACS统一要求UR W24—螺旋桨铜合金铸件2013年7月1日20. IACS统一要求UR F20—惰性气体系统2013年7月1日2014年1月1日起拟生效的新要求规范、法规和IACS要求*1 CCS《钢质海船入级规范》(2014、2015、2016年修改通报)2014,2015,2016年2 CCS《绿色船舶规范》2014年修改通报2014年3 《国际航行海船法定检验技术规则》2014版2014年4 IACS统一要求UR P2—管路设计、构造和试验规范2014年1月1日5 IACS统一要求UR E9—液货舱/处理装置/管系为控制静电的接地和跨接2014年1月1日6 IACS统一要求UR P3—空气管关闭装置2014年1月1日7 IACS统一要求UR F2—油船和化学品船的铝涂料要求2014年1月1日8 IACS统一要求UR G3—液化气体货舱和管系要求2014年1月1日9 IACS统一要求UR S33—超厚板使用2014年1月1日10 IACS 统一要求UR W31— YP47钢使用2014年1月1日11 IACS统一要求UR W30—耐蚀钢使用2014年1月1日12 IACS统一要求UR S6—船体构件所采用的钢级2014年7月1日13 IACS统一要求UR L2—完整稳性要求2014年7月1日14 IACS 协调版共同规范(HCSR)预计2015年1月1日IMO公约、规则和修正案1 SOLAS公约2012修正案—MSC.325(90) 2014年1月1日2 国际海运危险货物规则2012修正案--MSC.328(90)2014年1月1日3 国际消防系统规则修正案--MSC.327(90) 2014年1月1日4 国际散装运输危险化学品船舶构造和设备规则2012修正案-- MEPC.225(64)/ MSC.340(91)2014年6月1日5 1966年国际载重线公约1988年议定书的修正案-- MSC.345(91)2014年7月1日6 SOLAS公约2012修正案—MSC.338(91) 2014年7月1日7 船上噪声等级规则—MSC.337(91) 2014年7月1日8 国际消防安全系统规则2012修正案--MSC.339(91)2014年7月1日9 SOLAS公约2013修正案—MSC.350(92) 2015年1月1日10 国际海运固体散装货物规则2013修正案—MSC.354(92)2015年1月1日11 国际集装箱安全公约修正案—MSC.355(92)2015年1月1日12 国际散货船和油船目标型构造标准(GBS)--MSC.287(87)2016年7月1日及以后签订合同的150m以上的油船和散货船13 《2004年国际船舶压载水及沉积物控制和管理公约》(压载水公约)预计2015年生效(目前接近生效条件)14 SOLAS公约2014修正案(草案)预计2016年1月1日15 国际救生设备规则2014修正案预计2016年1月1日16 国际消防安全系统规则2014修正案预计2016年1月1日17 MARPOL公约2014修正案(草案)预计2016年1月1日18 MARPOL公约附则VI修正案草案待2014年MEPC 66通过19 MARPOL公约、IBC规则、IGC规则等2014修正案(草案)预计2016年1月1日20 国际散装运输液化气体船舶构造和设备规则(IGC规则)修正案(全面修订)预计2016年1月1日21 国际气体及低闪点液体燃料动力船安全规则草案(IGF规则)预计2016年7月1日22 《2009年船舶安全与环境无害化回收再利用香港国际公约》(“香港公约”)预计2016年以后达到生效条件,其后24个月生效欧盟正在制定高于公约的单边法令,预计2014年生效,适用于欧盟旗和航行于欧盟水域的其他旗船舶。
船舶设计与建造技术支持(CCS)
•在分段建造中,验船师在检验过程中将进行抽检,抽检的主要内容是进行焊接作业的焊工是否提供了焊工证,其工
作是否与证书上的级别相符;所用的材料是否与提供的产品证书相符。
•分段建造完毕后,先由船厂质检部门进行预检,合格后向验船师报验。
分段检验的主要内容
•分段构件的材料等级,尺寸及焊接材料是否符合批准的图纸。 •构件的装配精度,焊接表面质量是否符合认可的技术标准。 •构件的变形是否已修正,分段加工精度是否符合认可的技术标准。 •有关审图意见是否在相应的分段建造中落实。 •分段的焊缝射线是否进行并通过评片。
铸锻车间认可
• 如建造船舶的铸锻件由船厂的铸锻车间生产,则铸锻车间应向我社申请认可,经认可合格取得认可证书后,生产的
铸锻件才可使用。
•作为工厂认可来进行,其产品仍要持证 。
等效 1
•对于持有 IACS 会员船级社或船旗国主管机关签发的焊工和无损检测人员的资格等级证书,本社将等效接受; •对于由经过 IACS 会员船级社或船旗国主管机关认可的测试、测量设备的校验机构签发的设备校验报告,本社将
大拼板部件的精度控制
•在拼板划线之前,必须对拼板进行平整度测量并矫正。 •用专用检验样尺对安装后的大拼板部件进行平整度检验,对超差部分进行矫正,直至符精度要求为止。
胎架散铺板的精度控制
4
•在平面胎架上铺板时,用挂锤线法使铺板的周界线与胎架上的位置线一一对应,对 K 行板定位时必须对准中心线,
板与胎架保持密贴,不吻合度控制在精范围内。
《开工检验通知单》
•以上几点是验船师在船舶开工前检查时主要检查的项目。在完成了以上的检验项目并取得满意的结果后,验船师签
发<<船舶开工前检查通知单>>,船厂方开工建造船舶。 现场检验 船厂与 CCS 的配合
CCS 船型标准

1. 入级符号是船舶主要特性的表述,具有强制性。 2. 船舶的船体(包括设备)和轮机(包括电气设备)符合 CCS 规范、指南或等效规定,CCS 将授予相应的入级 符号与附加标志。 凡船舶的船体(包括设备)与轮机(包括电气设备)经 CCS 批准入级,将根据不同情况授予下列入级符号 : ★ CSA ★ CSM 或 ★ CSA ★ CSM 或 ★ CSA ★ CSM 入级符号含义如下 : ★ CSA——表示船舶的结构与设备由 CCS 审图和建造中检验,并符合 CCS 规范的规定。 ★ CSA——表示船舶的结构与设备不由 CCS 审图和建造中检验,其后经 CCS 进行入级检验,认为其符合 CCS 规范的规定。 ★ CSM——表示船舶推进机械和重要用途的辅助机械由 CCS 进行产品检验,而且船舶轮机和电气设备由 CCS 审图和建造中检验,并符合 CCS 规范的规定。 ★ CSM——- 表示船舶推进机械和重要用途的辅助机械不由 CCS 进行产品检验,但船舶轮机和电气设备由 CCS 审图和建造中检验,并符合 CCS 规范的规定。 ★ CSM——表示船舶轮机和电气设备不是由 CCS 审图和建造中检验,其后经 CCS 进行入级检验,认为其符 合 CCS 规范的规定。
18
19
ERS
16
11
ESP
20
18
21
F
7
Ferry
6
8
Fire Fighting Ship N
14
9
Fish-Factory Ship
14
20
Fishing Vessel
10
20
3
目录
Floating Crane Floating Dock FTP
10
ccs船舶规范
竭诚为您提供优质文档/双击可除ccs船舶规范篇一:ccs船舶设计建造标准一览表中国船级社chinaclassiFicationsociety船舶设计建造标准一览表listofcurrentRules,Regulationsandconventionsapplica bletothevessel(s)designandconstruction篇二:ccs锚机规范第2章锚机装置2.1适用范围2.1.1本章适用于海船的电动、液压、蒸汽或外力驱动的锚机装置。
2.1.2本章所指的“锚机装置”在适当处应理解为“起锚机和起锚绞盘”。
2.1.3对于起锚系泊组合机,除本章外,还应参阅本篇第3章绞车。
2.2认可和检验依据2.2.1本章采用的认可和检验依据如下:(1)ccs《钢质海船入级规范》(20xx)及其修改通报(20xx);(2)ccs《材料与焊接规范》(20xx)及其修改通报;(3)iso4568-20xx《造船-海船-起锚机和起锚绞盘》。
2.3定义2.3.1iso3828、iso4568和ccs《钢质海船入级规范》(20xx)中给出的定义适用本章。
2.3.2本章有关定义如下:(1)跳链:起锚机在起锚或抛锚的过程中,因锚链与锚链轮的啮合发生错位,锚链向其抛出方向窜出一节或数节的现象。
跳链现象对起锚机会产生较大的冲击。
(2)卡链:起锚机在起锚的过程中,因锚链与锚链轮的啮合原因,锚链在进入锚链舱方向与锚链轮不能正常脱开的现象。
卡链现象对锚链筒和分链器(链舌)会产生冲击。
2.4图纸资料2.4.1下列图纸资料应提交批准:(1)产品主要性能规格;(2)总装配图;(3)主要零部件图;(4)主要系统原理图及安全报警装置;(5)计算书;(6)主要零件材料理化性能一览表;(7)型式试验大纲。
2.4.2下列图纸资料应提交备查:(1)有关主要的验收标准;(2)产品使用说明书。
2.5重要零部件2.5.1起锚机中的下列(如有)外购件应持有ccs产品证书:(1)电动机(50kw及以上);(2)液压泵;(3)液压马达;(4)齿轮箱(100kw及以上);(5)电气控制箱;(6)主令控制器。
船舶建造通用标准(船体)

本标准参照CSQS及CCS规范制定第一章钢板:1、钢板缺陷的界定及修整:A:只包含d≤0.2mm以下的极轻微的,不必修整的表面缺陷B:d≤0.07t有较深的麻点、或结疤、剥落刻痕,气孔须将缺陷磨平。
d------缺陷深度mmt-------钢板厚度mm如果缺陷深度大于钢板厚度的20%,面积超过板面的2%这部分钢板应该进行换新。
C:钢板局部有夹层时如果面积较小且接近钢材表面,可以进行补焊,磨平。
在夹层严重的情况下,必须仔细检验,并采取响应的修补措施。
钢板有严重夹层,且夹层范围面积较大时应该更换钢板。
更换标准:强力甲板船中:0.6L区内为1600mm船中:0.6L区外为800mm其它结构为300mm,或板厚的10倍。
如果夹层十分严重,且范围广泛则应该换新。
2.3.4.第二章加工精度:124.切割边缘精度5.切割缺口、自由边、处理标准67第三章1、平面分段装配标准2、立体分段装配标准第四章第五章焊接标准1.对接焊的焊余不得低于钢板表面,其上限不得超过下列值:当板厚t≤10mm时,为3.5mm;当板厚t>10mm时,为4.5mm。
2.角焊缝的焊角尺寸K必须大于或等于0.9K。
K:为规定的焊角尺寸。
3.断续焊缝的每段焊缝的有效长度不得小于图纸规定的长度要求。
4.所以构件的角焊缝在遇到切口处及构件的末端必须有包角焊。
包角焊的双面焊角尺寸不得小于设计焊角尺寸。
包角焊焊缝不得有脱焊、未填满的弧坑等缺陷。
5.焊缝外观应均匀,焊道与焊道、焊道与金属本体之间应平缓过度,不得有截面的突然变化。
6.焊缝的侧面角θ必须小于900。
见图7.焊道表面凸凹在焊道长度数25mm范围内。
高低差b-a不得大于2mm。
见图8.多道多层焊的表面重叠相交之处下凹深度a不得大于2mm。
见图9.对接焊缝焊道的宽度差在100mm范围内不得大于5mm10.焊缝不允许存在,表面裂纹、烧穿、未熔合、夹渣和未填满的弧坑等缺陷。
11.焊缝表面不得有高于2mm的流挂焊瘤。
船舶建造通用标准(船体)

度保持在 2500C,时间为 2h,烧结型的焊剂为 3500C,时间为 1h,保温温度在 80—1000C待用。 3. 焊前应清除焊缝坡口和焊缝两侧 50mm 范围内的锈、油污、油漆、(不包括车间
第 11 页 共 11 页
拼板预制精度精度标准施工项目标准范围允许极限检测方法005mm10mm塞规01t02t且不大于20mm塞规20mm35mm塞规15mm30mm塞规15mm30mm塞规20mm30mm角尺101000l201000l直尺10mm20mm直尺框架上画线与平台误差10mm15mm20mm30mm1平面分段装配标准mm标准范围允许极限分段宽度曲面分段长度曲面分段方正度曲面1015分段扭曲度10202立体分段装配标准mm标准范围允许极限10上下平面中心线偏差曲面立体15平面立体10上下平面肋位线偏差曲面立体15平面立体1020分段扭曲度大型钢性立体分段曲面立体1525同一水平构件高度偏差船台装配标准大合拢mm标准范围允许极限备注双层底中心线与船台中心线3050甲板平台横舱壁与双层底5080艏艉端点与船台01h015h端点高度上层建筑与甲板4080上舵承中心线与船台中心线4080轴空中心与船台中心线5080底部平台甲板四角水平80120舱壁左右前后水平4060舷侧分段前后水平50100上层建筑四角水平100150分段合拢口肋距1002003060舷侧分段5080上层建筑100150舱壁垂直度01h10mm012h且12mm高度船体总长01船体型宽0101焊接标准对接焊的焊余不得低于钢板表面其上限不得超过下列值
13.船体外板、强力甲板、和舱口围板等重要部位的对接焊缝,咬边深度 d 允许值为: 当板厚 t≤6mm 时 d≤0.3mm 局部 d≤0.5mm 当板厚 t>6mm 时 d≤0.5mm 局部 d≤0.8mm 其它部位的对接焊缝及角焊缝的咬边深度允许值为: 当板厚 t≤6mm 时 d≤0.5mm 当板厚 t>6mm 时 d≤0.8mm 图 3—10 咬边
ccs船检内河24米以下小船建造技术要求

CCS船检内河24米以下小船建造技术要求1.概述CCS船检内河24米以下小船建造技术要求是指我国船级社(CCS)对内河小船建造的技术标准和要求。
内河小船在我国的水上交通中起着至关重要的作用,其建造技术要求对船舶的安全性和性能有着重要的影响。
本文将从设计要求、建材选用、工艺技术、质量控制等方面对CCS船检内河24米以下小船建造技术要求进行全面探讨,以便读者能够深入了解相关内容。
2.设计要求在CCS船检内河24米以下小船建造中,设计要求是至关重要的一环。
设计要考虑船舶的结构强度和稳性,以确保船舶在航行中能够承受外部环境和负荷的影响。
设计要充分考虑船舶的航行性能和操纵性,以满足内河航行的特殊要求。
设计还需考虑船舶的舱容、货物装载能力和燃油经济性等方面的要求。
3.建材选用建造内河小船所选用的建材需符合CCS的要求,包括钢材、焊接材料、防腐涂料等。
这些建材不仅需要具有良好的机械性能和耐腐蚀性能,还需要符合环保要求和可持续发展的理念。
在材料的选用上,还需充分考虑成本、加工工艺和市场供应等因素。
4.工艺技术在CCS船检内河24米以下小船建造中,工艺技术的运用至关重要。
包括船体的建造工艺、焊接工艺、涂装工艺等方面。
各项工艺技术需要严格按照CCS的要求进行操作,确保船舶的质量和性能。
还需要注重工艺技术的创新和改进,以提高船舶建造的效率和质量。
5.质量控制质量控制是CCS船检内河24米以下小船建造中不可或缺的环节。
从材料的验收到船舶的最终交付,质量控制需要贯穿整个建造过程。
在质量控制方面,还需要重点关注焊接质量、涂装质量、尺寸精度等关键环节,以确保船舶的质量符合标准。
6.个人观点和理解作为一个船舶建造领域的专家,我对CCS船检内河24米以下小船建造技术要求有着深刻的理解和丰富的实践经验。
在实际操作中,我深深体会到严格执行CCS的技术要求对船舶建造的重要性,并且在工艺技术和质量控制方面进行了不少的探索和实践。
我相信,随着技术的不断创新和发展,CCS船检内河24米以下小船建造技术要求将会得到进一步的完善和提高。
ccs船检内河24米以下小船建造技术要求

ccs船检内河24米以下小船建造技术要求【ccs船检内河24米以下小船建造技术要求】1. 引言在中国,内河交通运输一直扮演着重要的角色。
为了确保内河交通安全,中国船级社(CCS)制定了一系列的技术要求,对于24米以下的小船建造进行规范。
本文将深入探讨CCS对于小船建造技术的要求,以及其重要性和影响。
2. CCS船检内河24米以下小船建造技术要求的含义CCS对于内河小船建造技术要求的制定,旨在确保内河交通运输的安全和可靠性。
这些技术要求涵盖了船体设计、材料选用、焊接工艺、设备安装等方方面面,以期保证小船在航行和运输过程中能够健康、稳定地运行。
3. CCS船检内河24米以下小船建造技术要求的细则根据CCS的规定,内河24米以下小船的建造需要符合一系列的具体技术要求。
对于船体的设计和结构要求严格,包括船体的强度、稳性、防火等方面的要求;对于使用的材料也有详细的规定,要求符合特定的标准和规范;另外,焊接工艺、设备安装、电气系统等方面也都有相应的技术要求,确保小船在建造过程中能够符合质量和安全标准。
4. CCS船检内河24米以下小船建造技术要求的重要性CCS对于内河小船建造技术要求的制定是十分重要的。
这些技术要求的制定可以保证小船的质量和安全性,保障内河交通运输的安全;这也可以提升中国造船业的整体水平和竞争力,为中国小船在国际市场上赢得更多的机会。
5. 个人观点和理解作为中国造船业的从业人员,我深切理解CCS对于内河小船建造技术要求的重要性。
这些要求的制定,不仅是对我们的要求,更是对我们责任和担当的体现。
只有严格遵守这些要求,我们才能够建造出更加安全和可靠的小船,才能够赢得客户和市场的认可和信任。
6. 结语CCS船检内河24米以下小船建造技术要求的制定,不仅是对内河小船建造的管理,更是对内河交通运输安全的保障。
我们应该严格遵守这些要求,不断提升自身的技术水平,为中国内河交通运输的发展贡献自己的力量。
通过从简到繁的探讨,我们对于CCS船检内河24米以下小船建造技术要求有了更深入的理解。
CCS船舶设计建造标准一览表

2006修正案(以MSC.216(82)决议附件3修改,2010年7月1日生效)
2006 Amendments (by MSC.216(82) annex 3,effective dateon 1 July 2010)
10.3
2008修正案(以MSC.256(84)、MSC.257(84)和MSC.258(84)决议修改,2010年1月1日生效)
2008 Amendments (by MSC.256(84),MSC.257(84)andMSC.258(84),effective dateon 1 January 2010)
10.4
2008修正案(以MSC.269(85)决议附件1修改,2010年7月1日生效)
2008 Amendments (by MSC.269(85) annex 1,effective dateon 1 July 2010)
2.2
2008修改通报
2008 Amendments
2.3
材料与焊接规范(2009)
The rules and regulations for materials and welding 2009
2.3.1
2010修改通报
2010 Amendments
2.3.2
2011修改通报
2011Amendments
8.4.1
2009修改通报
2009 Amendments
8.4.2
2010修改通报
2010Amendments
8.4.3
2011修改通报
2011Amendments
8.5
中华人民共和国海事局国际航行非公约船法定检验技术规则
The technical regulations for statutory survey of international seagoing non-convention ships , Maritime safety administration of the P.R.China。收ime
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2008修正案(以MSC.260(84)决议通过,2010年1月1日生效)
2008 Amendments(by MSC.260(84),effective date on 1January 2010)
2006Amendments(by MSC.201(81),effective date on 1 July 2010)
10.2
2006修正案(以MSC.216(82)决议附件3修改,2010年7月1日生效)
2006 Amendments (by MSC.216(82) annex 3,effective date on 1 July 2010)
12.1
1981修正案
1981 Amendments
12.2
1987修正案
1987 Amendments
12.3
1989修正案
1989 Amendments
12.4
1993修正案
1993 Amendments
12.5
2001修正案(以A.910(22)通过)
2001 Amendments (by A.910(22))
2008修改通报
2008 Amendments
7
CCS 2009浮船坞入级规范
Rules for classification of floating docks 2009,CCS
8
中华人民共和国船舶检验局1999国际航行海船法定检验技术规则
The technical regulations for statutory survey of international seagoing ships 1999, Register of shipping of the P. R. China and its
The rules and regulations for classification of sea-going steel ships 2006 and its
1.1
2007修改通报
2007 Amendments
1.2
2008修改通报
2008 Amendments
1.3
钢质海船入级规范(2009)
8.4.1
2009修改通报
2009 Amendments
8.4.2
2010修改通报
2010Amendments
8.4.3
2011修改通报
2011Amendments
8.5
中华人民共和国海事局国际航行非公约船法定检验技术规则
The technical regulations for statutory survey of international seagoing non-convention ships , Maritime safety administration of the P. R. China。收ime________________________________________________________________________________________________________________________
10
IMO国际海上人命安全公约2009综合文本
International convention for the safety of life at sea consolidated edition 2009,and its
10.1
2006修正案(以MSC.201(81)决议修改,2010年7月1日生效)
10.7
2009修正案(以MSC.283(86)决议修改,2011年1月1日生效)
2009 Amendments (by MSC.283(86),effective date on 1 January 2011)
10.8
2010修正案(以MSC.290(87)决议修改,2012年1月1日生效)
2010Amendments (by MSC. 290(87),effective date on 1 January 2012)
中国船级社
CHINACLASSIFICATION SOCIETY
船舶设计建造标准一览表
List of Current Rules, Regulations and Conventions applicable to the vessel(s) design and construction
1
钢质海船入级规范(2006)
8.1
2003修改通报
2003 Amendments
8.2
2004修改通报
2004 Amendments
8.3
2005修改通报
2005 Amendments
8.4
中华人民共和国海事局2008国际航行海船法定检验技术规则
The technical regulations for statutory survey of international seagoing ships 2008, Maritime safety administration of the P. R. China and its
10.11
2010修正案(以MSC.309(88)决议修改,2012年7月1日生效)
2010Amendments (by MSC.309(88),effective date on 1 July2012)
10.12
2011修正案(以MSC.317(89)决议修改,2013年1月1日生效)
2011Amendments (by MSC.317(89),effective date on 1 January 2013)
13.1
2004修正案(以MSC.175(79)决议通过,2006年7月1日生效)
2004 Amendments(by MSC.175(79),effective date on 1 July 2006)
13.2
2006修正案(以MSC.222(82)决议通过,2008年7月1日生效)
2006 Amendments(by MSC.222(82),effective date on 1 July 2008)
10.3
2008修正案(以MSC.256(84)、MSC.257(84)和MSC.258(84)决议修改,2010年1月1日生效)
2008 Amendments (by MSC.256(84),MSC.257(84) and MSC.258(84),effective date on 1 January 2010)
5
CCS 2006散装运输危险化学品船舶构造与设备规范
The rules for the construction and equipment of ships carrying dangerous chemicals in bulk 2006
5.1
CCS 2009散装运输危险化学品船舶构造与设备规范
The rules for lifting appliances of ships and offshore installations 2007, CCS
4
CCS 2005海上高速船入级与建造规范
The rules and regulations for the construction and classification of sea-going high speed craft 2005,CCS
2.1
2007修改通报
2007 Amendments
2.2
2008修改通报
2008 Amendments
2.3
材料与焊接规范(2009)
The rules and regulations for materials and welding 2009
2.3.1
2010修改通报
2010 Amendments
The rules for the construction and equipment of ships carrying dangerous chemicals in bu装运输液化气体船舶构造与设备规范
The rules for the construction and equipment of ships carrying liquefied gases in bulk 2006
11.3
2008修正案(以MSC.270(85)决议通过,2010年7月1日生效)
2008 Amendments(by MSC.270(85),effective date on 1 July 2010)
12
IMO 1972年国际海上避碰规则
The international regulations for preventing collisions at Sea 1972,IMO and its
2003 Amendments(by MSC.143(77),effective date on 1 Jan. 2005)
11.2
2006修正案(以MSC.223(82)决议修改,2008年7月1日生效)
2006 Amendments(by MSC.223(82),effective date on 1 July 2008)
The rules and regulations for classification of sea-going steel ships 2009
1.3.1
2010修改通报
2010 Amendments
1.3.2
2011修改通报
2011Amendments
2
材料与焊接规范(2006)
The rules and regulations for materials and welding 2006and its