综合不确定度分析
气相色谱仪的测量结果不确定度评价

气相色谱仪测量过程安排如下,基于 色谱工作站 T2000P,质量浓度的相对扩 展不确定度在 3%左右,检测物质标准浓 度为 100ng/μL,在检定之前,应选择合 适的色谱条件,实现基线稳定状态之后, 采集 30 分钟基线,测定噪声值 N;然后 利用微量进样器(10μL)选取 2.0μL 溶 液,连续 6 次分别注入鉴定的气相色谱仪, 分别记录峰面积为 A;结合 FD 进行检测 限的不确定评定并按照计算公式给出数 据,相关数学模型为 D = 2N •W 。
Ao / Co = Aχ / Cχ
式中:Ao 为标准样品响应值 ( 峰面积, 单位:μV·s),Co 为标准样品含量 ( 单位: mg/mL),Aχ 为样品中该组份响应值 ( 峰 面积,单位:μV·s),Cχ 为样品中该 组分含量 ( 单位:mg/mL)。在不确定度 的评定中,求出标样中该组分的含量 ( 或 浓度 )Cχ 的不确定度,也就评定了气相 色谱仪测量结果的不确定度。
A
该公式中 D 用来表示检测限(g/s);
N 用来表示基线噪声(mV);W 用来表
示进样量(g);A 用来表示标准物峰面
积数值(mV·s)。
1 峰面积 A 的不确定度分析
urel(A) 出 现 误 差 主 要 是 由 于 检 定
过程中不合理的操作造成的,如操作人员
操作不规范、重复取样、色谱数据处理系
一、气相色谱仪的测量结果不确定 度分析
1 气相色谱仪的测量方法 为了合理地测量样品中相关组分的含 量和浓度,相关人员需要做好以下工作: 首先,合理地选择与样品中相关组分相通 的标准溶液作为外标;其次,使用微量进 样器将一定量的标准溶液注入气相色谱仪 中,获取响应值;最后,针对样品溶液进 行相同的工作,这样就能够在气相色谱仪 中获取样品中的另一响应值。标准溶液与 样品溶液中,该组分的两组测量数据有如 下关系式:
测量不确定度案例分析
标准不确定度A类评定的实例【案例】对一等活塞压力计的活塞有效面积检定中,在各种压力下,测得10次活塞有效面积与标准活塞面积之比l(由l的测量结果乘标准活塞面积就得到被检活塞的有效面积)如下:0.250670 0.250673 0.250670 0.250671 0.250675 0.250671 0.250675 0.250670 0.250673 0.250670问l的测量结果及其A类标准不确定度。
【案例分析】由于n =10, l 的测量结果为l ,计算如下∑===ni i .l n l 125067201由贝塞尔公式求单次测量值的实验标准差()612100521-=⨯=--=∑.n l l )l (s ni i由于测量结果以10次测量值的平均值给出,由测量重复性导致的测量结果l 的A 类标准不确定度为610630-=⨯=.)l (u n )l (s A 【案例】对某一几何量进行连续4次测量,得到测量值:0.250mm 0.236mm 0.213mm0.220mm ,求单次测量值的实验标准差。
【案例分析】由于测量次数较少,用极差法求实验标准差。
)()(i i x u C Rx s ==式中,R——重复测量中最大值与最小值之差;极差系数c及自由度ν可查表3-2表3-2极差系数c及自由度ν查表得c n =2.06mm ../mm )..()x (u CR )x (s i i 018006221302500=-=== 2)测量过程的A 类标准不确定度评定对一个测量过程或计量标准,如果采用核查标准进行长期核查,使测量过程处于统计控制状态,则该测量过程的实验标准偏差为合并样本标准偏差S P 。
若每次核查时测量次数n 相同,每次核查时的样本标准偏差为Si ,共核查k 次,则合并样本标准偏差S P 为k s s ki ip ∑==12此时S P 的自由度ν=(n -1)k 。
则在此测量过程中,测量结果的A 类标准不确定度为 n S A P u '=式中的n '为本次获得测量结果时的测量次数。
不确定度模糊随机综合法
的缺点 : 先给 出了 e. e 首 和 中的近 似 分界 ; 然后 对 e. 的偏 大估 计 和 e 的偏 小估 计 进行 了修 正. 经
过 改进 后 的 ; 和 ; 不仅 简单 实用 、 束条 件 少 、 用面广 , 约 适 而且 其 综合 准确度 也 能满足 一般 工程 测
,
Absr c I h spa e ,t e t e re ff zne s a a o n s r e o s le t e p o lms i h bs — t a t:n t i p r h h o i so uz i s nd rnd m e s a e us d t o v h r be n t e a o l t a u y h tc lmeho o ¨ a d t e s u r o t s t ei a t d f re . Fis ,t e a p o i ae b un a y ue v l e s t ei a t d f re n h q a e r o y h t l meho c o rt h p r xm t o d r e o d,t v r si to fe a d u e e tma in o y a e mo i e . Th d heo e e tma in o y n nd r si t fe r df d o i e mo — b t e y a d e i r p s d. S c n ewe n e n y s p o o e I 2
l 问题 提 出
在 一般 工程 测量 、 检测 和计 量 的误差 估计 中 , 通
e =[ l ] =【 e] y ∑ ±e I m ∑
式 中 m:1 2 或 .
() 1
常 由于只 知 道 单 个 独 立 的 局 部 不 确 定 度 ( 差 限 ) 误
排水法密度测试不确定度分析
排水法密度测试不确定度分析
不确定度是指在测量中所存在的不准确性和不可避免的误差。
排水法
密度测试的不确定度主要包括以下几个方面:
1.实验仪器的不确定度:实验中使用的仪器对密度测试结果有一定的
影响。
比如,测量液体体积的瓶口可能存在一定的倒角,容易产生气泡,
或者容易受到环境温度的变化影响。
这些因素会增加实验结果的误差,需
要通过仪器的规格和精度指标确定仪器的不确定度。
2.试样的不确定度:固体物质的形状、尺寸和摩擦等因素会影响密度
测试结果的准确性。
特别是当试样形状不规则或存在孔洞时,会导致实际
体积与理论体积之间存在差异。
这些因素需要通过对试样制备和处理过程
进行合理的标准化和控制,进而确定试样的不确定度。
3.实验环境的不确定度:实验环境的温度、湿度、气压等因素对密度
测试结果也会产生一定的影响。
温度的变化会导致液体的膨胀或收缩,从
而影响密度的测量。
湿度的变化会导致试样吸湿,进而改变其质量和体积。
气压的变化会影响气泡在液体中的生成和脱离等。
因此,需要对实验室环
境进行恒温恒湿等控制措施,并通过实验室仪器进行监测,以确定实验环
境的不确定度。
对原棉水分测定仪综合校验仪不确定度的探讨
关键词 : 电阻 ; 温度 ; 不确定度 中图分类号 : 0 6 6 1 . 1
D O I : 1 0 . 1 5 9 8 8 / j . c n k i . 1 0 0 4— 6 9 4 1 . 2 0 1 5 . 0 9 . 0 3 8
To t h e Un c e r t a i n t y o f Ra w Co t t o n Mo i s t u r e Me t e r Co mp r e h e n s i v e Ch e c k i ng I n s t r um e n t
收稿 E t 期: 2 0 1 5— 0 5—1 8
《 计| s测试技 术 0 1 5 年 第4 2 基 摹9期
根据 表 1可得 出表 2所示 结果 。
表2
温 度示 值 :
A类 : 短时 间 内连续 重复测 试若 干次 , 测 量重 复 性 引 入 的标 准不 确定 度 。 B类 : 标 准器 ( 标准 温度 计 ) 误 差 的影 响 。 2 . 3 输 人量 估计 值及 其标 准不 确定 度 2 . 3 . 1 A类 Nhomakorabea确 定度
1 . 3 . 2 B类不 确定 度
在 实 验室温 度 ( 2 0±3 ) o C, 相对湿度 ( 5 0±3 ) %R H
1 . 3 . 2 . 1 高 阻检 定 装 置 和 T H 2 6 8 3绝 缘 电 阻 测 试 仪 误
差 引 入 的不 确定 度
的条件 下 , 选取 5  ̄ C、 2 0 %、 3 0 %、 4 0 o C各温 度 点重 复 测 试
根据 J J G ( 纤检 ) 原棉水分测定仪综合校验仪计量检定规程
( 征求意见稿) 进行 测量 电阻 计量器具选用高阻检定装置和 T H 2 6 8 3绝缘 电阻测试仪
合成标准不确定度公式
合成标准不确定度公式在科学实验和工程技术领域中,测量是一个非常重要的环节。
然而,任何测量都会存在一定的不确定度,因此需要对测量结果进行合成标准不确定度的评定。
合成标准不确定度是指在多个测量结果的基础上,通过统计方法和不确定度传递规则计算得到的一个综合不确定度。
本文将介绍合成标准不确定度的计算公式及其应用。
首先,合成标准不确定度的计算公式如下:Uc = √(Σ(ui)^2 + Σ(ur)^2)。
其中,Uc表示合成标准不确定度,ui表示测量结果的不确定度,ur表示测量结果的重复性不确定度。
在实际应用中,测量结果的不确定度和重复性不确定度需要根据具体情况进行计算。
测量结果的不确定度可以通过标准偏差、标准误差或者仪器精度等方式进行评定。
而重复性不确定度则是由测量结果的重复性和稳定性来确定的。
通过合成标准不确定度的计算公式,可以将多个测量结果的不确定度综合起来,得到一个更加可靠的不确定度评定结果。
在实际工程应用中,合成标准不确定度的计算可以帮助工程师和科研人员对测量结果进行合理的评定和分析。
通过合成标准不确定度的计算,可以更加准确地评定测量结果的可靠性,为工程设计和科学研究提供可靠的数据支持。
此外,合成标准不确定度的计算还可以帮助人们对不同测量方法和仪器进行比较和选择。
通过比较合成标准不确定度,可以选择出更加准确和可靠的测量方法和仪器,从而提高测量结果的准确性和可靠性。
总之,合成标准不确定度的计算是科学实验和工程技术领域中非常重要的一个环节。
通过合成标准不确定度的计算,可以更加准确地评定测量结果的可靠性,为工程设计和科学研究提供可靠的数据支持。
希望本文对合成标准不确定度的计算有所帮助,谢谢阅读。
精密度测量中的不确定度评估与控制方法研究

精密度测量中的不确定度评估与控制方法研究正在测量科学领域中,精密度是衡量测量结果可靠性和准确性的重要指标。
而测量精密度的评估与控制方法则成为保证测量结果可靠性的关键环节。
本文将探讨精密度测量中的不确定度评估与控制方法的研究。
一、引言精密度测量在科学研究、工程设计以及工业生产中具有重要意义。
在精密度测量过程中,不确定度评估与控制方法的研究是确保测量结果准确性和可靠性的关键步骤。
本文将从不确定度评估与控制的基本原理出发,结合精密度测量中的具体需求,探讨可行的方法。
二、不确定度评估方法不确定度是指测量结果与被测量物理量真值之间的差异,它反映了测量结果的准确性和可靠性。
在精密度测量中,不同的评估方法可以被采用。
1. 统计法统计法主要利用统计学原理,根据测量数据的样本方差和误差分布等参数,计算出测量结果的不确定度。
例如,可以利用频率分布曲线与置信水平的关系,进行不确定度的估算。
这种方法适用于多次重复测量的情况,即可以通过多次测量数据来评估测量结果的不确定度。
标准不确定度法通过考虑到测量设备的稳定性、测量方法的影响以及环境条件等因素,综合评估不确定度。
该方法通常需依靠领域专家的经验和知识,结合测量设备的特性以及已有的准确度标准,确定测量过程中的不确定度来源,并进行综合计算。
3. 扩展不确定度法扩展不确定度法是将各个不确定度来源的不确定度通过合适的方式进行组合,得到最终的测量结果不确定度的方法。
该方法可以对不同不确定度源的贡献进行量化,并综合考虑这些因素对测量结果的影响。
三、不确定度控制方法不确定度控制是指通过采取措施和方法,使得在实际测量中,不确定度能够控制在可接受范围内的过程。
以下是一些常见的不确定度控制方法。
1. 系统误差控制系统误差是指由于测量仪器、操作方法等方面引入的偏差,可以通过对仪器进行校准和维护,优化操作方法等方式来减小系统误差。
2. 随机误差控制随机误差是指由于测量条件、环境等不可预知的因素引起的误差,可以通过多次测量取平均值、增加样本数、改进实验条件等方法来减小随机误差。
不确定度评定方法

不确定度评定方法
不确定度评定方法是一种通过测量、计算和分析来评定某个量测结果的准确度和可靠性的方法。
在实验中,由于各种因素的影响,量测结果会存在误差,而不确定度评定方法可以帮助我们了解这些误差的大小和来源,从而提高实验的准确性和可靠性。
一般来说,不确定度评定方法包括以下几个步骤:
1. 确定测量的对象和测量方法:首先需要确定所要测量的物理量和使用的测量方法,例如重力加速度的测量可以使用自由落体实验或摆锤实验等方法。
2. 确定影响测量结果的因素:在测量过程中,会有多种因素对测量结果产生影响,包括测量仪器的精度、环境条件的变化、实验者的技能水平等。
需要对这些因素进行分析和评估。
3. 评定各因素的不确定度:通过数据处理和统计分析等方法,可以确定每个因素对测量结果的影响程度,并计算出每个因素的不确定度。
4. 综合不确定度:在确定各因素的不确定度后,需要将其综合起来,计算出整个测量结果的不确定度。
这个过程需要考虑每个因素的权重和相关性等因素。
5. 表达不确定度:最后,需要将不确定度以数值或误差范围的形式表达出来,例如使用标准差、置信区间等指标来表示测量结果的不确定度。
需要注意的是,不确定度评定方法并不是一种万能的解决方案,
它只能帮助我们了解测量误差的大小和来源,而在实际应用中,需要根据具体情况选择合适的评定方法和技术手段。
同时,实验者也需要具备一定的理论知识和实践技能,才能正确地进行测量和不确定度评定。
大物实验不确定度分析

间接测量: 不确定度的传递
间接测量物理量:yf x1,x2,
UP2yin1xyi 2UP2xi
• 对函数求全微分或先取对数再求微分 • 合并同类项 • 将微分符号改成不确定度符号 • 各项平方和
• 两边取对数得: • 求全微分得:
• 合并同类项:
m
m m1
0
ln ln m ln0 ln (m m 1 )
2k0.9C 5B
2
U0.99
t0.99uA
2k0.9C9B
2
相同置信概率的不确定度才可 以按平方和来合成
测量结果的表示:
X X U 0 .9 5 单 位 (P = 0 .9 5 )
X X (1 U X 0 .9 5 1 0 0 % ) 单 位 P = 0 .9 5
如果没有标明置信水平,则默认P=0.95
平均值的标准差
uA
N
n
n
(Ni N)2
i1
n(n 1)
对正态分布:
Px x u A ,x u A 0 .6 8 3 Px x 2 u A ,x 2 u A 0 .9 5 4 Px x 3 u A ,x 3 u A 0 .9 9 7
测量次数很少时,不确定度的修正
ut t puA
例:用千分尺测量一个球的直径,测量了10次,结果如下:
D12.345 mm n 10
0 .0 0 8 m m B 0 .0 0 4 m m
U 0.95 2.260.0 1 0 0 8 2 1.960.0 3 04 20.007 mm
D 1 2 . 3 4 5 0 . 0 0 7 m m P 0 . 9 5
置信概率:100%,ΔN:极限不确定度, YNN
有关计量检测不确定度的分析

有关计量检测不确定度的分析
计量检测不确定度是指在一定条件下,由于各种不确定因素的综合作用,使得检测结
果的真实值的不确定范围。
因此,计量检测不确定度是一种重要的评价标准,它能够指导
相关操作人员在不同的检测场合中提高检测质量,减少测量误差,从而提高检测的精度和
可靠性。
下面我们将简单介绍有关计量检测不确定度的分析和计算。
一、度量标准的选择
度量标准是指用来刻画被测量要素量的一个实际物理量或者是一个已知的规膜。
应根
据不同的检测要素和检测目的选择不同的度量标准,确保检测结果的准确性。
二、实验数据处理
实验数据处理是计量检测中的重要部分,主要包括原始数据的处理和数据误差的判断。
在实验数据处理过程中,需要注意一些实验技巧和规范操作,如记录实验条件、分析误差
来源、采取反复测量等。
三、所有影响因素的分析
计量检测中,影响检测结果的因素很多,如实验测量的环境和温度等。
在计量检测不
确定度分析时,需要对所有影响因素进行深入分析,并综合考虑它们的作用,确定实验误
差的来源和范围。
四、不确定度的计算
在分析得出计量检测中所有影响因素后,需要对其不确定度进行计算。
一般可以采用
组合不确定度法或者蒙特卡罗模拟法进行计算。
组合不确定度法即对所有源不确定度进行
组合,得出总的检测不确定度。
蒙特卡罗模拟法是模拟计算每个不确定因素的概率分布以
及它们的随机变化过程。
扭矩扳子检定仪的不确定度分析与评定
扭矩扳子检定仪的不确定度分析与评定引言在工业生产中,精确的扭矩控制对于确保产品质量和生产安全至关重要。
而扭矩扳子是用来调整和检测螺栓紧固的工具,因此其准确性和可靠性对整个生产过程起着重要作用。
为了保证扭矩扳子的准确性,需要对其进行定期的检定和校准。
而不确定度分析与评定则是评价扭矩扳子检定仪准确性的重要方法之一。
一、不确定度的概念不确定度是指测量结果与被测量真实值之间的差异范围。
在测试和检定中,不确定度是用来评估测量结果的合理性和可靠性的重要指标。
不确定度的大小代表了测量结果的可靠性,较小的不确定度意味着测量结果更加可靠。
不确定度分析与评定对于确保扭矩扳子检定仪的准确性和可靠性具有重要意义。
二、不确定度的来源扭矩扳子检定仪的不确定度来源主要包括以下几个方面:1. 仪器本身的不确定度:扭矩扳子检定仪的设计和制造精度、重复性和稳定性等都直接影响其测量结果的准确性。
2. 校准仪器的不确定度:用于对扭矩扳子检定仪进行校准的标准设备的不确定度也会对检定结果产生影响。
3. 操作员技能和经验:操作员的操作技能和经验程度对检定结果的准确性起着重要作用。
4. 环境条件:环境温度、湿度等因素同样会对检定结果产生影响。
三、不确定度的评定方法针对上述不确定度来源,不确定度的评定方法主要包括以下几种:1. 标准不确定度评定法:根据标准不确定度的评定方法,通过实验或者数学模型的分析来评估扭矩扳子检定仪的标准不确定度。
2. 综合不确定度评定法:将仪器本身的不确定度、校准仪器的不确定度、操作员技能和经验、环境条件等因素进行综合考虑,通过实验或者模拟得出扭矩扳子检定仪的综合不确定度。
3. 不确定度传递法:根据扭矩扳子检定仪的工作原理和测量过程,通过不确定度传递法评估检定仪的不确定度。
四、不确定度的分析在进行不确定度评定之后,需要对不确定度进行分析,以确定测量结果的可靠性和合理性。
不确定度分析的主要内容包括:1. 计算扩展不确定度:通过对标准不确定度或综合不确定度进行计算和分析,得出扩展不确定度,即最终的测量结果的不确定度。
化学不确定度计算公式详解

化学不确定度计算公式详解在化学实验中,我们经常需要测量各种物质的质量、体积、浓度等物理性质。
然而,由于仪器的精度限制、操作技术的不确定性以及实验环境的影响,我们所得到的测量结果往往并不是绝对准确的。
为了能够客观地评价测量结果的可靠性,我们需要引入一个概念——不确定度。
不确定度是对测量结果的不确定性的度量,它反映了测量结果与真实值之间的差异程度。
在化学实验中,我们常常需要对测量结果进行不确定度评定,以确定其可靠性。
而计算不确定度的过程中,我们需要借助一些特定的公式。
本文将详细介绍化学不确定度的计算公式及其详细解释。
1. 绝对不确定度的计算公式。
在化学实验中,我们通常需要测量某个物理量,比如质量、体积、浓度等。
假设我们对某个物理量进行了n次测量,得到了n个测量结果。
这n个测量结果的平均值我们用x表示。
那么,这n个测量结果与平均值之间的偏差我们可以用标准差s来表示。
标准差s是对测量结果的离散程度的度量,它反映了测量结果的分散程度。
标准差s的计算公式如下:s = sqrt((Σ(xi-x)^2)/(n-1))。
其中,xi表示第i次测量的结果,x表示这n次测量结果的平均值,n表示测量结果的个数。
标准差s反映了测量结果的离散程度,它越大表示测量结果的离散程度越大,不确定度就越大。
2. 相对不确定度的计算公式。
在实际的化学实验中,我们通常更关心测量结果的相对不确定度。
相对不确定度是对测量结果相对误差的度量,它反映了测量结果的相对准确性。
相对不确定度的计算公式如下:u(x) = s/x。
其中,u(x)表示测量结果的相对不确定度,s表示测量结果的标准差,x表示测量结果的平均值。
相对不确定度u(x)越小表示测量结果的相对准确性越高,不确定度就越小。
3. 合成不确定度的计算公式。
在实际的化学实验中,我们通常需要对多个物理量进行测量,并且需要计算这些物理量的合成不确定度。
合成不确定度是对多个物理量测量结果的综合不确定度的度量,它反映了多个物理量测量结果的综合不确定性。
三坐标测量机综合误差测量不确定度
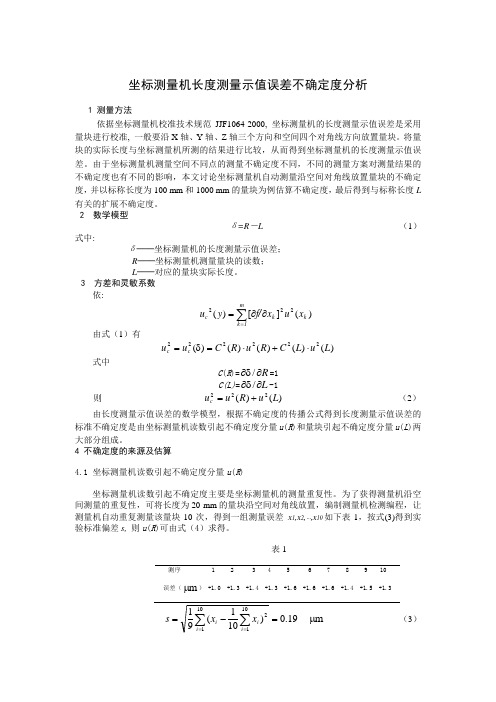
坐标测量机长度测量示值误差不确定度分析1 测量方法依据坐标测量机校准技术规范JJF1064-2000, 坐标测量机的长度测量示值误差是采用量块进行校准, 一般要沿X 轴、Y 轴、Z 轴三个方向和空间四个对角线方向放置量块。
将量块的实际长度与坐标测量机所测的结果进行比较,从而得到坐标测量机的长度测量示值误差。
由于坐标测量机测量空间不同点的测量不确定度不同,不同的测量方案对测量结果的不确定度也有不同的影响,本文讨论坐标测量机自动测量沿空间对角线放置量块的不确定度,并以标称长度为100 mm 和1000 mm 的量块为例估算不确定度,最后得到与标称长度L 有关的扩展不确定度。
2 数学模型δ=R -L (1)式中:δ──坐标测量机的长度测量示值误差; R ──坐标测量机测量量块的读数; L ──对应的量块实际长度。
3 方差和灵敏系数 依:)(][)(222k k m1k c x u x f/y u ∂∂=∑=由式(1)有)()()()()(222222L u L C R u R C u u c c ⋅+⋅=δ=式中C (R )=R ∂δ∂/=1C(L)=L ∂δ∂/-1则 )()(222L u R u u c += (2)由长度测量示值误差的数学模型,根据不确定度的传播公式得到长度测量示值误差的标准不确定度是由坐标测量机读数引起不确定度分量u (R )和量块引起不确定度分量u (L )两大部分组成。
4 不确定度的来源及估算4.1 坐标测量机读数引起不确定度分量u (R )坐标测量机读数引起不确定度主要是坐标测量机的测量重复性。
为了获得测量机沿空间测量的重复性,可将长度为20 mm 的量块沿空间对角线放置,编制测量机检测编程,让测量机自动重复测量该量块10次,得到一组测量误差 x 1,x 2,…,x 10如下表1,按式(3)得到实验标准偏差s, 则u (R )可由式(4)求得。
表1测序 1 2 3 4 5 6 7 8 9 10 误差(μm ) +1.0 +1.3 +1.4 +1.3 +1.6 +1.6 +1.6 +1.4 +1.5 +1.319.0)101(911011012=-=∑∑==i i ii x x s μm (3)u (R )= s (4)4.2 量块引起不确定度分量u (L )4.2.1 由检定量块不确定度引入的不确定度分量u (L 1)首先要根据被校准的坐标测量机最大允许示值误差 MPE E 选择采用量块的等级, 一般来说检定量块不确定度应不超过(MPE E /4)。
电流互感器测量结果不确定度分析与评定

电流互感器测量结果不确定度分析与评定1. 引言1.1 引言电流互感器是一种用于测量电流的重要仪器,在工业生产和科研领域有着广泛的应用。
电流互感器的测量结果在很大程度上影响着整个电力系统的运行和稳定性。
由于各种外部因素的影响,电流互感器的测量结果往往存在一定的不确定度,即测量结果与真实值之间可能存在一定的差异。
对电流互感器的测量结果不确定度进行分析和评定显得尤为重要。
本文将从电流互感器测量结果不确定度分析的基本原理出发,探讨不确定度的评定方法,并通过实例分析和影响因素的讨论,对电流互感器测量结果不确定度进行深入剖析。
我们还将通过实验验证的方式,验证分析结果的可靠性和准确性。
通过本文的研究,我们希望能够为电流互感器测量结果不确定度分析提供一定的参考,为提高电流互感器测量结果的准确性和可靠性提供一定的指导。
部分到此结束。
2. 正文2.1 电流互感器测量结果不确定度分析电流互感器测量结果不确定度分析是电力系统中重要的技术问题之一,其准确性直接影响到电能计量和负荷管理的有效性。
在实际应用中,由于各种因素的影响,电流互感器测量结果可能存在一定的不确定性。
导致电流互感器测量结果不确定度的主要因素包括:电流互感器自身的精度、环境条件(如温度、湿度等)、外部电磁干扰、负载影响等。
在进行不确定度分析时,需要对这些因素进行综合考虑,并采取相应的校准和修正措施,以提高测量结果的准确性和可信度。
通常情况下,人们可以采用计算法、模拟法和试验法等方法来对电流互感器测量结果的不确定度进行分析和评定。
试验法是最直接和可靠的方法,通过实际测量和对比得出测量结果的可信度。
但在实际操作中,需要注意保证实验条件的一致性和可重复性,以确保分析结果的准确性和可靠性。
2.2 评定方法评定方法主要包括以下几个步骤:第一步,收集数据:在进行电流互感器测量结果不确定度评定时,首先需要收集实际测量数据。
这些数据应该包括电流互感器的实际输出值、参考值以及测量过程中可能产生的误差等信息。
一般工作压力表测量不确定度评定

一般工作压力表测量不确定度评定一般工作压力表是工业生产中常用的精密仪器,用于测量工作场所中各种设备的工作压力。
在使用工作压力表进行测量时,通过评定其不确定度,可以确定测量结果的可靠性和准确性。
本文将以一般工作压力表的测量不确定度评定为主题,介绍其相关概念、评定方法和影响因素。
一、不确定度的概念不确定度是对测量结果的精确度和可靠性的度量,是最终结果和标准值之间的差异的一种估计,通常以标准偏差的形式表示。
在工作压力表测量中,不确定度表征了测量结果与真实压力值之间的偏差。
二、不确定度的评定方法1. 根据仪器特性评定不确定度:对于工作压力表,可根据其精度等级、量程和测量范围来评定其不确定度。
精度等级越高的工作压力表,其测量不确定度越小。
2. 根据工作环境影响评定不确定度:工作压力表的测量结果还受到环境条件的影响,包括温度、湿度等因素。
在评定不确定度时需要考虑工作环境的影响,并将其纳入综合不确定度的计算中。
三、影响工作压力表测量不确定度的因素1. 公称量程:工作压力表的公称量程越大,其测量不确定度越大。
2. 精度等级:精度等级越高的工作压力表,其测量不确定度越小。
4. 使用过程中的影响:工作压力表在使用过程中,其稳定性、使用寿命等因素也会对测量结果的准确性产生影响。
这些因素的变化也会导致测量不确定度的变化。
2. 基于工作压力表的规格和使用要求,确定工作压力表的标定精度和不确定度。
3. 确定工作压力表所处的环境条件,包括温度、湿度等。
4. 通过实际测量数据,计算并评估工作压力表的综合不确定度,包括标定不确定度和环境条件不确定度。
5. 根据不确定度评定结果,对测量结果进行修正,得到最终的测量结果。
五、工作压力表测量不确定度评定的意义1. 提高测量结果的准确性:通过评定工作压力表的测量不确定度,可以对测量结果进行修正,提高其准确性。
3. 为测量结果的合理使用提供依据:测量结果的不确定度评定,可以为测量结果的合理使用提供依据,帮助用户更好地理解和应用测量结果。
测量不确定度的评定方法

测量不确定度的评定方法引言:在科学研究和工程实践中,测量是获取数据的主要手段之一。
然而,由于各种因素的影响,测量结果往往伴随着不确定度。
测量不确定度的评定是确定测量结果可靠性的重要步骤,本文将介绍几种常用的测量不确定度评定方法。
一、类型A评定方法类型A评定是通过对多次重复测量所得数据进行统计分析来评定不确定度的方法。
首先,进行多次测量,并记录测量结果。
然后,根据测量结果计算平均值和标准差。
平均值代表了测量结果的中心位置,而标准差则反映了测量结果的离散程度。
标准差越大,表示测量结果的不确定度越大。
二、类型B评定方法类型B评定是通过对测量过程中各种误差源的分析来评定不确定度的方法。
误差源可以分为系统误差和随机误差。
系统误差是由于测量仪器、环境条件等因素导致的,可以通过校准和校验仪器来减小。
随机误差是由于测量过程中的偶然因素引起的,可以通过多次测量来减小。
通过对误差源的分析,可以估计各个误差源的贡献以及它们之间的相关性,从而评定测量的不确定度。
三、合成评定方法合成评定方法是将类型A和类型B评定的结果进行综合,得到最终的测量不确定度。
具体步骤包括:将类型A评定的标准差除以测量次数的平方根,得到每次测量的标准偏差;将类型B评定的不确定度进行合成,得到总的不确定度;最后,将两种类型的不确定度进行平方和计算,得到最终的测量不确定度。
四、不确定度的表示方法不确定度通常表示为测量结果的加减范围,一般用加减一个标准不确定度的两倍来表示。
例如,如果测量结果为10.0,标准不确定度为0.1,那么不确定度表示为10.0±0.2。
在科学研究和工程实践中,常常使用置信度来表示不确定度的范围。
置信度是指在一定的统计意义下,测量结果落在不确定度范围内的概率。
常用的置信度有95%和99%。
五、不确定度的应用测量不确定度的评定不仅可以用于确定测量结果的可靠性,还可以用于比较不同测量方法的精度和准确度。
通过比较不同测量方法的不确定度,可以选择最合适的测量方法。
卷烟综合测试台测量结果不确定度分析

卷烟综合测试台测量结果不确定度分析摘要:采用卷烟综合测试台,通过对同一牌号、同一规格、同一班次的卷烟产品进行抽样,依据GB5606—2005《卷烟》系列国家标准,测量四个物理参数并对数据进行收集整理。
为保证测量结果的准确可靠,有必要按照JJF1059《测量不确定度评定与表示》的原则,对检测仪器的测量结果进行不确定度的分析,有利于指导生产,保障产品质量。
关键词:综合测试台;质量;圆周;吸阻;长度;不确定度1 测量方法将测量的烟支用MTS烟支?滤棒综合测试台(成都瑞托)测试,可以测量质量、圆周、吸阻和长度四个物理参数的指标。
质量单元采用电子天平或天平装置称重进行测试;圆周单元采用激光传感器进行测试;吸阻单元采用真空法,使17.5mL/s的气体流量通过样品来测定试样两端的压力差即吸阻;长度单元采用光电法,对烟支端面进行扫描来进行测试。
2 数学模型对被测烟支进行测量,得到的测量结果为y;则4 不确定度的来源1)综合测试台各单元参数测量引入的标准不确定度(随机效应)。
2)测量仪器本身允差引入的标准不确定度(系统效应)。
5 综合测试台各测试单元不确定度分析5.1质量测试单元的不确定度测量同一牌号、同一机台、同一规格的30支烟样品,得到卷烟物理指标的测量结果,如下表:表1卷烟30支样品物理指标测量结果6.结论依照GB5606—2005《卷烟》系列国家标准,质量允差±0.080g、不确定度U(m)=0.006g,k=2;圆周允差±0.20mm、不确定度U(c)=0.04mm,k=2;吸阻允差±200Pa、不确定度U(p)=25Pa,k=2;长度允差±0.5mm、不确定度U(L)=0.06mm,k=2;各参数的最大允许误差绝对值用MPEV表示,依据JJF1094-2002《测量仪器特性评定》的要求,均满足U ≤1/3MPEV;因此,卷烟综合测试台测量结果的扩展不确定度满足有关技术规范的要求。
什么是不确定度评定及评定方法

由于测量结果的不确定度往往由许多原因引起,对每个不确定度来源评定的标准差,称为不确定度分量。
今天给大家分享一个作为化学检测工作者提升能力的氪金干货——测量不确定度的评定的知识,一定要认真看。
⏹不确定度评定背景:对于检测工作而言,一切测量结果都不可避免的具有不确定度,不确定度就是表征合理的被赋予被测量之值的分散性,与测量结果相联系的参数。
一个完整的测量结果应该同时包含被测量值的估计值与测量不确定度两部分。
在CNAS-CL01-G003:2019《测量不确定度的要求》中要求下列三种情况实验室需要给出测量不确定度:对于有食品复检资格的检测机构,在RB/T216-2017《检验检测机构资质认定能力评价食品复检机构要求》也中规定食品复检结果应包括测量不确定度。
可以说是否具有不确定度的评定的能力是检测人员的技术实力的一个重要评价指标,话不多说,我们来看看测量不确定度究竟要怎么做吧~⏹不确定度的评定方法:不确定度的评定有多种方法,今天介绍的是用的比较多的GUM法,也叫A类B类评定法。
主要的评定过程有以下几个步骤:(1)分析不确定度来源和建立测量模型(2)评定标准不确定度(A类和B类)(3)计算合成及扩展不确定度(4)测量不确定度的报告与表述实例分享:气质联用仪测黑塑胶中十溴联苯醚含量的不确定度报告,以此为例,小编给大家分享具体不确定度的评定方法。
实验背景:十溴联苯醚一般被用作阻燃剂添加在纺织品和塑料制品、粘合剂、密封剂、涂层、油墨中,属于持久性有机污染物。
欧盟REACH法规将其列为管控物质。
原理:利用黑塑胶中的十溴联苯醚能在微波密闭高压条件下被丙酮甲苯溶剂提取,提取液中的十溴联苯醚经气质联用仪对其浓度进行测定。
实验过程:一、分析不确定度来源和建立测量模型通过了解原理和实验过程我们不难发现这个实验的测量模型是基于如下的计算公式。
1.仪器上是通过工作曲线进行定量分析。
2.样品中十溴联苯醚含量通过如下公式进行定量计算。
酶标分析仪吸光度示值误差测量结果的不确定度评定

酶标分析仪吸光度示值误差测量结果的不确定度评定酶标分析是一种常用的生物化学分析方法,利用酶作为标记物质,通过其对底物的催化作用来进行定量分析。
酶标分析仪则是用来测定酶标分析结果的仪器设备,通过测定吸光度示值来获取样品浓度信息。
在酶标分析过程中,为了保证测定结果的准确性和可靠性,需要对酶标分析仪吸光度示值的误差进行测量和评定。
本文将对酶标分析仪吸光度示值误差的测量结果进行不确定度评定。
1. 实验方法及过程本实验选取了常用的酶标分析仪进行测定,通过标准溶液进行多次测量,以获取吸光度示值误差的数据。
具体实验步骤如下:(1)准备一定浓度的标准溶液,使其符合酶标分析的测定范围;(2)使用酶标分析仪对标准溶液进行多次测量,记录吸光度示值;(3)根据测定值,计算吸光度示值的平均值和标准偏差,以评估吸光度示值的稳定性和误差范围。
(1)标准溶液浓度:10μmol/L;(2)测定次数:10次;(3)吸光度示值范围:0.35-0.45;(4)吸光度示值平均值:0.40;(5)吸光度示值标准偏差:0.025。
1. 实验不确定度的评定(1)类型A不确定度的评定通过多次测定标准溶液吸光度示值,得出了吸光度示值的平均值和标准偏差。
根据标准偏差的计算方法,可以得出类型A不确定度的评定值为0.025。
(2)类型B不确定度的评定对于类型B不确定度的评定,需要考虑到仪器的精密度、环境条件等因素。
通过对仪器的性能参数和环境条件进行分析,得出了类型B不确定度的评定值为0.015。
2. 吸光度示值误差的综合不确定度评定综合考虑类型A和类型B不确定度的评定结果,可以得出吸光度示值误差的综合不确定度为0.03。
这个数值反映了在实验条件下,酶标分析仪吸光度示值的误差范围及其可靠性。
三、结论通过对酶标分析仪吸光度示值误差的测量结果进行不确定度评定,可以为酶标分析实验结果的准确性和可靠性提供参考依据,并为后续的实验操作和数据分析提供支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电子天平测量结果不确定度评定报告1 概述1.1 测量依据:JJG 1036-2008《电子天平检定规程》(电子天平部分);1.2 测量标准:E2级标准砝码装置,出厂编号968,根据JJG 99-2006《砝码检定规程》中给出100g砝码的扩展不确定度不大于0.053mg,包含因子k=2;1.3 环境条件:温度23℃,相对湿度31 %;1.4 测量对象:电子天平100g/0.1mg,型号AB104-S,出厂编号1128422995;1.5 测量过程:检定方法属直接测量法,标准砝码与电子天平示值之差为电子天平示值误差。
2 不确定度来源分析2.1 输入量m的标准不确定度u(m),包括:2.1.1 被检天平测量重复性的标准不确定度u1(m);2.1.2 电子天平的分辨力引入的标准不确定度u2(m);2.1.3 由温度不稳定及振动等引入的标准不确定度u3(m);2.2 由标准砝码本身的误差引入的标准不确定度u(m B)。
3 数学模型Δm = m —m B式中:Δm——电子天平示值误差;m——电子天平示值;m B——标准砝码值。
但实际上考虑电子天平的示值与上述不确定度来源中的被检天平的测量重复性、电子天平的分辨力及环境温度的不稳定和振动等影响因素有关,故在测量不确定度评定中必须考虑这三个附加因素的影响,考虑到上述不确定度来源,于是数学模型成为:Δm = m ×f重复性×f分辨力×f温度、振动—m B4 输入量的标准不确定度评定4.1 输入量m的标准不确定度分量u(m)的评定4.1.1 重复性测量被检天平测量重复性的标准不确定度u1(m),可以通过连续测量得到测量列,采用A类方法评定:以100g为天平最大称量点,进行n=10次重复测量,测得结果如表1所示。
表1 测量数列次数12345实测值(g)100.0004100.0004100.0003100.0004100.0003次数678910实测值(g)100.0004100.0002100.0003100.0004100.0004其平均值为:100.0004 g可用贝塞尔公式计算得:u1(m) = s(x i)= 0. 071mg自由度:υ(m1) =(n-1)= 94.1.2 分辨力电子天平的分辨力引入的不确定度u2(m) ,我们采用标准不确定度的B类评定方法,我们所采用的天平的分辨力为0.1mg,根据经验,数字式测量仪器的分辨力导致的不确定度一般可以近似地估计为矩形分布(均匀分布),矩形分布k取3,所以有u2(m)=a/k= 0.05÷3= 0.03 mg自由度为υ(m 2) = ∞4.1.3温度不稳定及振动等引起示值不确定度u3 (m),由于实验室在采用砝码校准的过程中完全采用计量标准规定的方法要求,环境温度的控制、周围振动等影响在此予以忽略。
电子天平示值合成标准不确定度u c(m)由于没有任何输入量具有值得考虑的相关性,因此u2 (m) = u12(m)+u22(m) +u32(m)u (m)= √u12 (m)+u22 (m) +u32 (m) = 0.078 mg4.2 标准砝码误差引入的不确定度量分量u(m B)的评定该不确定度分量主要由检定装置的误差引起,采用B类评定方法:由JJG 99-2006《砝码检定规程》可知100g砝码的扩展不确定度不大于0.053mg,包含因子k = 2则:标准不确定度u(m B) = 0.053mg ÷2 = 0.027mg/3=0.016mg5 合成标准不确定度的评定5.1数学模型Δm = m×f重复性×f分辨力×f温度、振动—m B灵敏系数为:c1= 1c2= -15.2标准不确定度汇总于表2。
表2标准不确定度汇总表标准不确定度分量不确定度来源ci u(xi)| ci | u(xi)u1 (m)天平测量重复性10.0710.078mgu2 (m)数显仪器分辨力10.0290.03mgu3 (m)温度、振动10.030u(m B )标准砝码的不确定度-10.0270.016mg5.3 合成标准不确定度的计算输入量彼此独立不相关,所以合成标准不确定度为:u2c(Δm) = [c1·u(m) ]2+[c2·u(m B)]2u c(Δm) =0.080mg6 扩展不确定度的评定取置信概率p=95%,k = 2 ,扩展不确定度U = u c(Δm)× k= 0.080 × 2=0.16mg7 测量不确定度报告与表示称量标称值00g的E2级砝码的质量为1000.0004g±0.16mg,报告的扩展不确定度是由标准不确定度0.080mg乘以包含因子k=2得到的。
通用卡尺不确定度分析依据JJG30--2002《通用卡尺检定规程》,在温度为(20±5)℃的环境条件下,用3级量块进行检定。
检定时,量块工作面的长边与卡尺量爪应保持垂直,并使其接触时能正常滑动;各被检点示值误差以该点读数值与量块尺寸之差确定。
以0-500mm游标卡尺的491.9mm点的测量为例进行不确定度分析:1.数学模型:被检卡尺的示值误差可用下式计算:△L=Lc+L b式中:△L──卡尺的最大允许示值误差;Lc──卡尺的示值;Lb──量块的长度。
2. 方差和灵敏度系数:方差:U c2(△L)=[ (α△L/αLC )×U(LC) ]2+[α△L/αLb×U(Lb)2灵敏度系数:C(LC )=1 C(Lb)=-1C(LC )=α△L/αLC=1 C(Lb)=α△L/αLb=-13. 输入量的不确定度来源和评定:标准不确定度分量U(x i)不确定度来源标准不确定度值U(x i)(um)⎪⎭⎫⎝⎛=ii axafC()()umxUCii⨯自由度U(L C)与测量读数有关的误差(游标卡尺读数的对线误差)2.9 1 2.9 8U(L b)U(L b1)U(L b2)U(L b3)量块量块的标准差引起的卡尺和量块的热膨胀系数差引起的卡尺和量块间的温度差引起的4.854.341.421.63-1 6550502Uc=48um V eff=614. 计算各分量标准不确定度:4.1:输入量Lc(卡尺的示值)的不确定度量U(Lc):对分度值为0.02mm的游标卡尺,对线误差在±0.01mm范围内均匀分布。
则:U(Lc)=(0.01/2)×3=0.029mm=2.9um (K=3)估算不确定度为25%,故 V(Lc)=(1/2)×(25%)-2=84.2:输入量Lb(量块的长度)的不确定度分量U(Lb):4.2.1:量块的偏差值引起的不确定度分量U(Lb1):区间半宽a =0.80+16L (L=491.9mm)=4.34um量块按级使用时其偏差值引起的不确定度为两点分布,故k=1;则:U(Lb1)=a/k=4.34um4.2.2: 卡尺和量块的热膨胀系数差存在的不确定度分量U(Lb2):U(L b2)=(491900×5×1×10-6)/3=1.42um (均匀分布)4.2.3:卡尺和量块间的温度差引起的不确定度分量U(L b3):卡尺和量块间存在温度差,以等概率落于区间±0.5℃内任何处,其区间半宽为LC×αC×△t ;估算不确定度为50%,则U(Lb3)=(491900×11.5×10-6×0.5)/3=1.63umVb3=1/2×(50%)-2=2合成以上三项,得到与量块长度有关的不确定度分量U(Lb):U2(Lb )=U2(Lb1)+ U2(Lb2)+ U2(Lb3)U(Lb)=4.85umV(Lb)=4.854/[(4.344/50)+(1.424/50)+(1.634/50)]=655.合成标准不确定度Uc:Uc 2 =U 2(L C )+ U 2(L b )Uc =()()b c L U L U 22+=2285.49.2+=5.7um6.有效自由度: V eff =5.74/[(2.94/8)+(4.854/65)] =617.扩展不确定度U : 取置信概率为95 查表得t 95(61)=2.01则: U 95=t 95(61)×Uc △L =2.01×5.7 =11.5um示值误差△=0.07mm 则U 95 =11.5um ≤△/3 8.报告:用3级量块检定游标卡尺(0-500mm )的扩展不确定度为U 95 =11.5um ,V eff =61。
与被检游标卡尺的最大允许误差的模数之比<1/3,符合JJG30--2002《通用卡尺检定规程》要求。
千分尺示值误差测量结果的不确定度评定1 测量方法依据本规程,分度值为0.01mm 千分尺示值误差的检定是在规定条件下用5等量块进行的。
下面仅对(0-25)mm 、(125-150)mm 、(475-500)千分尺的测量点示值误差,进行检定结果的测量不确定度分析。
2 数学模型千分尺的示值误差e:e=L m -L b +L m ·a m ·△t m -L b ·L m ·a b ·△t b (1)式中: L m ——千分尺的示值(20℃条件下); L b ——量块的长度值(20℃条件下); a m 和 a b ——千分尺和量块的线胀系数 ;△t m 和△t b ——千分尺和量块偏离参考温度20℃的数值。
3 方差和灵敏度系数在公式(1)中:为了简化运算,舍去微小量,并转化相关项影响。
令:L ≈ L b ≈L m a ≈a m ≈a b △t ≈△t m ≈△t b δa=a m -a b δt=△t m -△t b 代入公式(1)后,经整理得:e=L m -L b +L ·△t ·δa +L ·a ·δt (2) 灵敏系数c i :C 1=e ∂/a L ∂=1 C 2=e ∂/b L ∂=-1C 3=e ∂/a δ∂=L ·△t C 4=e ∂/t δ∂=L ·a依据不确定度传播律公式,输出量e 估计值的方差为: =(e)=.+.+.+.=++.+. (3) 4 标准不确定度一览表L=25mm 表1标准不确定度u(x i )不确定度来源标准不确定度值u(x i )c i =e ∂/i x ∂/测量重复性0.4810.48检定用量块对零量块读数量块0.2330.23310.233千分尺和量块的线胀系数差 0.816 L·△t=0.025××4·0.102千分尺和量块的温度差0.173L·=0.025×/0.050 =0.55L=150mm 表2标准不确定度u(x i)不确定度来源标准不确定度值u(x i)c i=e∂/ix∂/ 测量重复性0.48 1 0.48检定用量块对零量块读数量块0.6610.470.4651 0.661千分尺和量块的线胀系数差0.816 L·△t=0.025××4·0.49 千分尺和量块的温度差0.173L·=0.025×/0.298=0.998L=500mm 表3标准不确定度u(x i)不确定度来源标准不确定度值u(x i)c i=e∂/ix∂/ 测量重复性0.48 1 0.48 检定用量块对零量块读数量块1.031.1611.55千分尺和量块的线胀系数差0.816 L·△t=0.025××4·1.632 千分尺和量块的温度差0.173L·=0.025×/0.995=2.305 标准不确定度计算5.1测量重复性的不确定度选择(125-150)mm的千分尺,对150mm点用量块进行测量,在重复性发件下,测量10次,经计算得出单次测量实验标准差s=0.48=s=0.485.2 检定用量块的测量不确定度5等量块的测量不确定度为U=0.5。