杭钢中轧高压水除鳞系统的设计应用
中厚板生产线高压水除鳞系统应用与改进
振动 、 提高除鳞水集管和喷嘴寿命 、 良管件 的材质和优化泵组运行方式等措施 , 改 除鳞水 系统运行的稳定性 、 设
备使用 寿命 和节约能耗等 方面取得 了显著 的效果 。
关键词 宽厚钢板 高压水除鳞 改进 节能降耗
Ap l a i n a d I p o e e to g e s r a e s a i g p i to n m r v m n f Hi h Pr s u e W t r De c l c n
-
第t 8卷第 4期 4 2 1 8月 0。 0 2年
宽厚板
DE AND }E t AVY p E 【 AT
Vo . 8, o 4 11 N . Au u t 2 1 gs 02
中厚板 生产 线 高压 水 除鳞 系统应 用 与 改进
宋进 轩 李 娟 李建 忠 ( 阳钢铁有限责任公司 ) 舞 摘 要 根据舞钢 410m 0 m新宽厚钢板生产线的高压水 除鳞系统的运行和使用情况 , 通过采取减轻管 路
损 。因此 , 在钢 坯轧 制 前 和轧 制 中 及 时清 除 氧 化
鳞泵 ( 设计 有非 接 触螺 旋式 迷 宫密 封 ) 电机 额 定 , 功率 280k , 0 W 额定 流 量 2 0m / , 5 h 额定 压 力 2 4
M a 泵级 数 l , 承受压力 、 P, 2级 能 流量 瞬时波 动频 繁 的工 况 。
Ab ta t Ac o d n o te a t a p r t n a d a piai n c n i o s o i h p e s r trd s ai g s se f sr c c r i g t h c u l e ai p l t o dt n fh g r s u ewae e c l y t m o o o n c o i n 4 0 rm l t l p o u t n l e i u a g I n a d S e l o L d,t e o ea in s b l y ,a al it n n r y 10 a p ae mi rd ci n n W y n r t e . t h p r t t i t l o i o n C o a i v i l ad e eg b y a i s v n f h e c l g s se h v e n g e t mp o e y me n fv ro sme s r ss c s rd cn i rt n o a i g o e d s ai y t m a e b e r a y i r v d b a so a u a u e u h a e u i g vb ai f t n l i o t e p p n ,i c e ig t e l e t fte ma iod a d n z ls mp v n h t r l f e p p w r d o t zn h ii g n ra n h i i o nfl o ze ,i r i g te ma ei i e o k a p miig s f me h n o aot h n i t e o e ain mo e o t e p mp s t h p rt d f u e. o h Ke wo d Wi e a d h a y p ae, g rs u e wae e e l g s se I r v me t E e g a i g y rs d n e v lt Hi h p e s t rd s a n y t m,mp o e n , n r y s vn r i
高压水除鳞技术在热轧中的应用及有关计算_董以彬
1 前言
根据金属加热理论, 无论是方坯、板坯、还 是管坯, 轧制前在加热过程中都会产生氧化, 而 形成一次氧化铁皮, 附着在金 属材料表面上。一 次氧化铁皮的特点是疏松、易于去除。另外, 金 属在轧制过程, 也会产生二次氧化, 形成一层薄 薄的二次氧化铁皮。它致密难以去除。金属在轧 制过程中, 由于氧化现象的存在, 不仅使金属因 氧化受到损失, 而且, 在金属轧辊的辗压作用下, 一部分氧化铁皮被破碎成小片状自动脱落, 另一 部分则在辗 压力的作用下, 被压入金属表面, 形 成夹杂和疤痕。成为影响轧材表面质量的重要因 素之一。为了改善成品质量, 满足用户要求。人 们采取了许多办法减少金属氧化, 如: 控制加热 气氛, 减少金属在高温状态下的停留时间, 采用 机械的方法, 在轧制加工前去除氧化铁皮。但由 于 这些方法操作困难, 过程不易控制, 生产效率 低, 不利于连续生产, 而且效果也不十分理想, 因 而在应用中受到限制。经过多年的探索、实践, 目 前在金属轧制中广泛采用的方法是使用在线高压 水除鳞装置。特别在连轧系统中, 效果尤为明显。
Abstract T he paper present s t he st ruct ure and relative dynamic calculat ion of nozzles, key com ponent s in high-pressure w at er descaling . T he analysis in t he art icle can be a r ef erence t o t he people w ho w ork in t he field in t heir design and product t ype sel ectio n.
高压水射流技术在钢坯热态除鳞中的应用
高压水射流技术在钢坯热态除鳞中的应用近年来,高压水射流技术在钢坯热态除鳞方面得到了广泛的应用,这一技术在钢铁行业中有着重要的作用。
钢铁行业是一个极其复杂的行业,对钢坯进行热态除鳞过程涉及到许多因素,其中水射流技术不仅能够有效地改善钢坯的质量,而且还能够大大降低生产成本。
首先,高压水射流技术可以有效地去除钢坯表面的鳞片和氧化皮。
这是因为钢坯表面的铁鳞片和氧化皮会影响钢坯的外观,使钢坯看起来不光滑,从而影响钢坯的质量和价值。
而水射流技术利用水射流的冲击力,有效地去除了钢坯表面的铁鳞片和氧化皮,使钢坯的外观变得光滑,这将有助于提高钢坯的质量。
此外,水射流技术还可以去除钢坯表面的污渍和矿物油脂,其清洁能力极强,可以有效地消除表面的污染物和细菌,使钢坯更加洁净。
其次,采用高压水射流技术可以大大降低生产成本。
相比传统的热态除鳞方法,采用水射流技术可以节省更多的能源和消耗更少的材料,这样就能够大大降低生产成本,使企业节约成本,提高经济效益。
此外,由于采用的是高压水射流技术,所以水射流的冲击力能够快速有效地完成热态除鳞,其速度比传统方法快得多,这样就可以提高生产效率,为企业节约时间,提高工作效率。
最后,采用高压水射流技术还能够提高钢坯的质量,提高钢坯的硬度、抗拉强度和抗压强度,保证钢坯质量的稳定性和一致性。
在水射流的冲击下,可以有效地改善钢坯的结构,扩大钢坯的晶粒尺寸,使钢材质量更加优良,因此,采用高压水射流技术将有效改善钢坯的质量。
综上所述,高压水射流技术在钢坯热态除鳞方面具有重要的意义,它能够有效地去除钢坯表面的鳞片和氧化皮,节省能源和资源,降低生产成本,提高钢坯质量,保证钢坯质量的稳定性和一致性,这些都使钢坯热态除鳞技术有了质的飞跃。
因此,在未来,企业需要积极地采用高压水射流技术,使钢坯热态除鳞发展起来,从而提高钢坯的质量和生产效率,实现钢铁行业的发展。
高压水除鳞装置在现代轧钢生产中的应用
维普资讯
第 2期 பைடு நூலகம்
高 压 水 除鳞 装 置 在 现 代 轧 钢 生 产 中 的应 用
3 3
由于 氧 化 时 间 的不 同 , 氧 化 铁皮 的 破 坏 强 度 其
也 不 同 。 具 体 数 据 见 表 1 。
表 I 氧化 铁 皮 破 坏 强 度 表
厂 , 速 线 材 厂 , 钢 4 0无 缝 厂 ,8 高 包 0 10无 缝 厂 , 板 薄 坯 连 铸 连 轧 生 产厂 得 到 了 广 泛 的应 用 采 用高 压水除 鳞装 置 , 要效 果为 : 主 ( ) 去 钢 坯 表 面 的 氧 化 铁 皮 可 改 善 钢 坯 的 轧 1除 制 条件 , 高产 品的表 面质 量 ; 提 () 改 善钢坯 的 咬人 条件 : 2可 () 少 轧辊 的磨损 ; 3减
分 、 鳞 部分所 组成 。 除
3 1 1 供 水 部 分 ..
供水 分为低 压 供水 和高压 供水 。
低 压 供水作 用 是将 蓄水箱 中的 常压水 提 到高 压
泵 所 需 要 的 0 0 MP .4 a的 人 口 压 力 , 用 轨 粱 厂 的 净 采
04 1 ) 10 0
摘
要 : 着 轧 钢 技 术 的 发 展 , 应 的 轧 制 辅 助 技 术 也 得 到 了 发展 ,文 中 介 绍 了高 压 水 除 鳞 系统 的 主 要 原 理 、 备 随 相 设
应 用 的 范 围 成 系 统 的 主 要 机 械 和 电气 设 备 。 建 议 尽 快 将 此 项 技 术 应 用 到包 钢 轧 钢 生 产 中 , 高包 钢 钢铁 产 品 组 提
的 质量 。 美 键词: 压水 ; 鳞 ; 高 脒 系统 应 用
杭钢中轧高压水除鳞系统的设计应用
压 . s 雁 s m ,
式中:v 一水射流速度 , m / s p 一水压力,k g / c m 根据动量转换 ,该射流速度转换 满足钢坯表面去氧化铁的打击 力要求
3 . 2 . 2除鳞喷嘴的基本要求 ( 1 )喷 出水流要宽而扁, 要形成象锋利 的刀子一样的水流 。 ( 2 )水流的打击力沿水流宽度上的分布要尽可能均匀 。 ( 3 )喷嘴的材料要求 耐磨根据试验 得知, 矩形断面的喷、 口不适 用于高压水除鳞, 因为这种 喷口在边 缘上的冲击力大, 而在中间的冲 击力小。试验 资料及生产实践表明, 椭圆形的喷 口断面最佳。 根据 以上要求选择椭 圆形喷 口耐磨喷头,根据这几年喷射技术 的发展 ,并在 喷头前设置节流 阀。 3 . 3 高低 压 水 管 选 型 3 . 3 . 1高压水输送管 当水压 2 2 M P a时 ,高压 管道流速 不能超过 4 . 5 m/S 。根据经验 , 管道的流速一般限制在 3 ~4 m / s 。取 4 m / s ,则管子 内径为t
前 言
个临界破碎压力值 ,达到这 一数值 ,就可以除鳞,如果超过这一 数值压力过大等于能源浪费 。 那么取喷嘴喷射压力 2 0 M ' P a ( 2 0 0 k g f / c m  ̄ ) 计算 :
一
一
. s
在 轧钢生产线 中,钢坯 在加 热过程中被氧化 ,在轧制前 如果钢 坯表面 氧化 铁皮未被 除去 ,在 轧制 过程中它们会被轧辊压入 到钢材 表面 ,影 响产品表面质量 。残 留的氧化 铁皮也会加速轧辊 的磨损 , 降低轧 辊的使用寿命 。目前 ,利 用高压 水的机械冲击力来 除去氧化 铁皮 ( 高压 水除磷 )的方法 是 目前最通行有效 的作法 并广泛 运用于
取 d =1 O O m m
高压水除鳞系统在热轧型钢中的应用
Ap l a i n o g r s u e W a e s a i g S se p i to f Hi h P e s r c t r De c l y t m n i t Ro ld S ci n S e l n Ho l e t t e e o
F NG in g o E Ja - u
后生产特殊钢种的工艺要求 , 论述了如何更好用高压水去除钢坯表面氧化铁皮 , 提高钢材的加工质量。通过实 践表明 , 高压水除鳞系统水压和流量所产生 的打击力对除鳞效果至关重要 。
【 关键词】高压水 除鳞 ; 喷嘴; 特殊钢 ; 氧化铁皮 【 中图分类号 】 G 3. T 35 5 【 文献标识码 】B 【 文章编号】0666(0 0—060 10—742 1)607— 3 1
【 e od 】ds i yh h pe uew t ; p ynz e sei t l i n s l K y w rs ee n b i r sr a r sr o l pc ls e r c e l a g g s e a z; a e ; o a
1 前言
11 高压水 除鳞 的重要性 .
的扇形水束 , 喷射到钢坯表面。 在这个高压扇形水射 流束的作用下 , 氧化铁皮经历 了被切割 , 急冷收缩 , 与基体母材剥离 , 并被冲刷到离开钢坯表面的过程 , 从而将氧化铁皮清除干净 。
钢坯在高温状态下将会被氧化 ,在其表面形成 层致密的氧化铁皮(鳞” 。在轧制前如果不能将 “ ) 这层氧化铁皮除去,在轧制过程 中它们会被轧辊压
南钢集团棒材厂 中型线 于 20 年 5 08 月进行 了 技术 改造 , 改造后 主要 轧制 大规格 圆钢棒 材 , 品规 成
格 为  ̄0 10 m,钢 坯 原 料 规 格 为 断面 30 40 4 8m 2x 8 mm和 10 20mm两 种 , 轧为  ̄5 8x 4 粗 80可逆式 轧机 ,
高压水除鳞讲解

高压水除鳞讲解(总10页) -本页仅作为预览文档封面,使用时请删除本页-高压水除鳞系统的自动化控制张小松【摘要】叙述了高压水除鳞的机理,重点介绍高压水系统的自动控制,对系统的设计及基本的计算方法简要说明。
【关键词】热轧生产高压水除鳞自动控制0 前言在热轧钢材生产过程中,钢坯表面的炉生氧化铁皮是影响钢材表面质量的主要原因之一,由于它的存在,使钢材表面产生凹坑、麻点、氧化铁压入等多种产品缺陷。
为了解决这一问题,国内外已经采用多种除鳞方法,相比之下,高压水除鳞技术具有适应钢种范围广,除净率高,综合成本低等优点。
在热态除鳞和冷态除鳞中得到了广泛应用,成为当今除鳞方法的主流。
2008年9月京唐钢铁股份有限公司热轧带钢厂(简称京唐钢铁)投入了1套高压水除鳞装置,并于当年的12月投入使用,到目前为止,该设备运转正常,除鳞工作可靠,除鳞效果良好。
1 高压水除鳞的机理钢坯从加热炉中出炉后, 其表面覆盖的氧化铁皮急速冷却, 炉内生成的氧化铁皮呈现网状裂纹。
在高压水的喷射之下, 氧化铁皮表面局部急冷, 产生很大收缩, 从而使氧化铁皮裂纹扩大,并有部分翘曲。
经高压水流的冲击, 在裂纹中高压水的动压力变成流体的静压力而打入氧化铁皮底部, 使氧化铁皮从钢坯表面剥落, 达到了清除氧化铁皮之目的。
图1 高压水除鳞机理示意图根据上述机理,在设计除鳞设备时,应特别考虑轧制速度、轧制温度、喷嘴的水流量、喷嘴处的水流压力等因素的影响。
再有, 氧化铁皮的化学成分及位层的组成与钢材的原料成分、加热温度、加热时间、炉内气氛条件和轧制工艺有密切关系。
对于碳钢而言,氧化铁皮表层为Fe2O3,中间层为Fe3O4,内层为FeO。
目前高压水除鳞系统的设计及应用, 还存在一些问题。
为了总结提高高压水除鳞效果, 本文对系统一些主要问题进行一定探讨, 以供有关设计、生产管理人员参考。
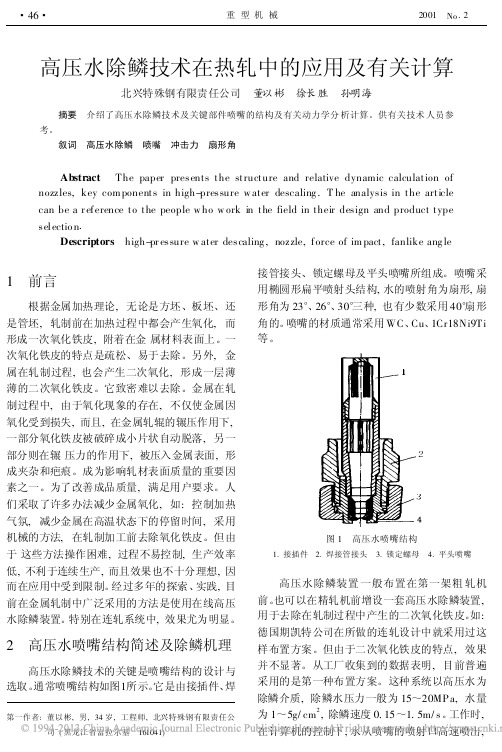
2 喷嘴的选择及安装喷嘴的选择高压水除鳞效果的好坏, 在很大程度上取决于喷嘴的结构及喷口的形状。
高压水除鳞技术的应用
!"! 除鳞温降校核
高压水最大实际除鳞时间
! 实 2" ! #21(!6 7*8
允许高压水除鳞时间
% & ! " /9 " "#" $ 2 :(!1 3*8 ’# $ ! 允 2 #1’’ ! & # $ " !#" $ 式中 $ ( (( 钢坯比热容 ) (( 钢坯密度 ) !( (( 钢坯厚度 ) "( (( 总 散 热 系 数 ! 主 要 包 括 高 压 水 冷 却 #( 散热 ! 空气辐射散热 ! 辊道传热 ) (( 钢 坯 表 面 温 度 和 沿 厚 度 上 的 平 均 温 $( 度之比值 ) (( 钢坯入除鳞箱温度 ) !+ ( (( 钢坯除鳞后最低温度 ) !/ ( (( 高压水温度 ! !+< 3 常温8 * !; ( 经上述计算得 + ! 允 ! 实 * 杭 钢 采 用 激 光 测 温 仪对钢坯除鳞前后的温度进行测量 ! 其结果是温差 不到 !< * 实 践 证 明 高 压 水 除 鳞 只 要 满 足 ! 允 温降影响就不大 *
!""#$%&’$() (* +$ , "-.//0-. 12’.- 3./425$)6 7.48)$90.
,-. /01.0.2 !3 ,.1 4-250.2 !6 ,- 7-2589:5 !3 ;0. 4-5<-58 "3 =. >-?25 ", =258 ,-5@-5 " # !’ A0258B02 C:B:2DE0 F5BG-G.G: 1H I-5-586 A0258B02 %"!&&!6 A0-52J "’ K258L01. F M / A1’6 ,GN’6 K258L01. (!&&""6 A0-52O
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杭钢中轧高压水除鳞系统的设计应用
【摘要】简述高压水除鳞的机理,重点介绍高压水系统设计选型及主要参数计算方法,并对系统工作步骤进行了说明。
【关键词】高压水除鳞;系统方案;主要参数;设计应用
前言
在轧钢生产线中,钢坯在加热过程中被氧化,在轧制前如果钢坯表面氧化铁皮未被除去,在轧制过程中它们会被轧辊压入到钢材表面,影响产品表面质量。
残留的氧化铁皮也会加速轧辊的磨损,降低轧辊的使用寿命。
目前,利用高压水的机械冲击力来除去氧化铁皮(高压水除磷)的方法是目前最通行有效的作法并广泛运用于轧钢生产线,为轧钢生产线重要质量控制设备。
1 概况
杭钢中轧厂是杭钢集团重要生产线之一,产品包括圆钢系列、履带板、轨道等中型材系列,为提高产品质量,决定在轧机前设置高压水除鳞系统,对加热后的钢坯表面进行去氧化皮处理,主要工艺参数为:断面尺寸:150×150mm~240×280mm;长度:2600~6000mm。
钢种:普碳钢、低合金钢、耐候钢等。
辊道速度:1.97m/s 。
钢坯出炉温度:1050~
1180℃。
供水条件:浊环水。
除鳞后钢坯的表面温降<20℃。
2 系统方案选择
根据杭钢中轧厂生产工艺状况,除鳞系统应设计为周期性间断喷水除鳞。
选择柱塞式高压泵+变频器控制方案,将除鳞点位置设置为加热炉出口至粗轧机方向,钢坯四面除磷。
根据德马格―萨克公司推荐,当除鳞装置耗水量大于60 m3/h时,选用离心泵;否则,选用柱塞泵。
对于可逆式板轧机、型钢轧机的除鳞泵站,选用柱塞泵为宜。
柱塞泵的优点是效率高,一般大于90%,空载电流低。
当除鳞装置不喷水时,柱塞泵作循环运转,其空载电流仅为额定电流的12~15%左右。
对于杭钢中轧厂轧钢工艺要求,选择柱塞泵比较合适。
机电设备装备配置要求:系统由高压泵、过滤器、水箱、控制阀、除鳞箱、除鳞环和喷嘴等组成。
电机由变频器调速运行。
3 主要参数选择
3.1 高压泵选择
3.1.1 水泵的压力
对普碳钢在炉内生成的氧化铁皮来说,均匀的打击力希望为2×105~2.5×105Pa,高压水压力一般为16~28MPa。
由系统工作的实际压力,考虑输送管道、阀门、弯头、水罐
的压力损失,确定水泵的额定压力为20MPa,
3.1.2 系统水流量
已知出炉辊道速度为1.97m/s,如果按该速度进行除鳞系统的设计,将使系统的容量大大增加,可通过将除鳞箱所在辊道降速运行的方式,既不影响轧制线产能,又能使系统在容量小的情况下,保证除鳞效果。
因此我们取除鳞辊道速度为1.0m/s,高压水耗量取1.0克/厘米2,则对钢坯最大尺寸300×300mm,根据我们经验计算公式,粗轧除鳞点总流量为:
1.0×(0.3×2+0.3×2)×1.0×10-2×3600=43.2 m3/h
取Q1=45 m3/h
3.2 喷嘴的选择
3.2.1 水射流速度计算
泵站设定水压20MPa,管道沿程压力损失0.65MPa。
因此设定最高压力22MPa,那么喷嘴出口最低压力就能保证20~21MPa。
影响除鳞效果的主要因素是破碎氧化铁皮,这就取决于高压水射流的打击力的大小。
水射流速度只与水压有关,喷射水流速度大,对红钢表面鳞皮打击力越大,破碎速度越快,各品种钢氧化铁皮的破碎都有一个临界破碎压力值,达到这一数值,就可以除鳞,如果超过这一数值压力过大等于能源浪费。
那么取喷嘴喷射压力20MPa(200kgf/cm2)计算:
式中:v―水射流速度,m/s
p―水压力,kg/cm2
根据动量转换,该射流速度转换满足钢坯表面去氧化铁的打击力要求
3.2.2 除鳞喷嘴的基本要求
(1)喷出水流要宽而扁,要形成象锋利的刀子一样的水流。
(2)水流的打击力沿水流宽度上的分布要尽可能均匀。
(3)喷嘴的材料要求耐磨根据试验得知,矩形断面的喷口不适用于高压水除鳞,因为这种喷口在边缘上的冲击力大,而在中间的冲击力小。
试验资料及生产实践表明,椭圆形的喷口断面最佳。
根据以上要求选择椭圆形喷口耐磨喷头,根据这几年喷射技术的发展,并在喷头前设置节流阀。
3.3 高低压水管选型
3.3.1 高压水输送管
当水压22MPa时,高压管道流速不能超过4.5m/s。
根据经验,管道的流速一般限制在3~4m/s。
取4m/s,则管子内径为:
d=1130 mm=1130 =63.17mm
取d=65mm
选取GB8163-87流体输送无缝钢管,外径为Φ89mm。
3.3.2 低压供水管
取总水量50m3/h,低压供水一般水流速度为2m/s,则管子内径为: d=1130 mm=1130 =89.33mm
取d=100mm 选GB8163-87输送流体用热轧无缝钢管,外径Φ114mm。
3.4 除鳞温降校核
高压水最大实际除鳞时间注:因目前无6m长的钢坯,温降校核按3.2m计算。
钢坯长度 L=3.2m
除鳞速度 V=1.2m/s
T实=L /V=2.7秒
允许高压水除鳞时间.
式中: c:钢坯比热,0.114 kcal/kg・℃
γ:钢坯比重,一般为7.85×103 kg/m3
δ: 1/2钢坯厚度0.075 m
a:总散热系数,主要包含高压水冷却散热,其次为空气辐射散热,和辊道传热。
查表得 a=850kcal/m2・h ℃φ:钢坯表面温度和沿厚度上的平均温度之比值,取0.8。
T0:钢坯在除鳞箱入口处温度 1180℃。
T1:钢坯经过高压水除鳞冷却后允许降到的最低温度1030℃。