管道焊接工作记录用表
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
管道焊接工作记录

5G
GTAW
95
11
4
22
38
/
6 5096
5G
GTAW
95
11
4
22
38
/
7 5096
5G
GTAW
95
11
4
22
38
/
8 5096
5G
GTAW
95
11
4
22
38
/
9 5096
5G
GTAW
95
11
4
22
38
/
10 5096
5G
GTAW
95
11
4
22
38
/
11 5096
5G
GTAW
95
11
4
22
38
/
11
4
10 5096
5G
GTAW
95
11
4
11 5096
5G
GTAW
95
11
4
12 5096
5G
GTAW
95
11
4
13 5096
5G
GTAW
95
11
4
14 5096
5G
GTAW
95
11
4
15 5096
5G
GTAW
95
11
4
16 5096
5G
GTAW
95
11
4
φ32×3 06Cr19Ni10
环境条件
温度℃ 湿度%
管线规格/
φ57×3.5 06Cr17Ni12Mo2
管道焊接工作记录

管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
(焊接过程)特殊过程确认记录表

特殊过程确认记录表
附件一
培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
钢管焊接技术交底记录
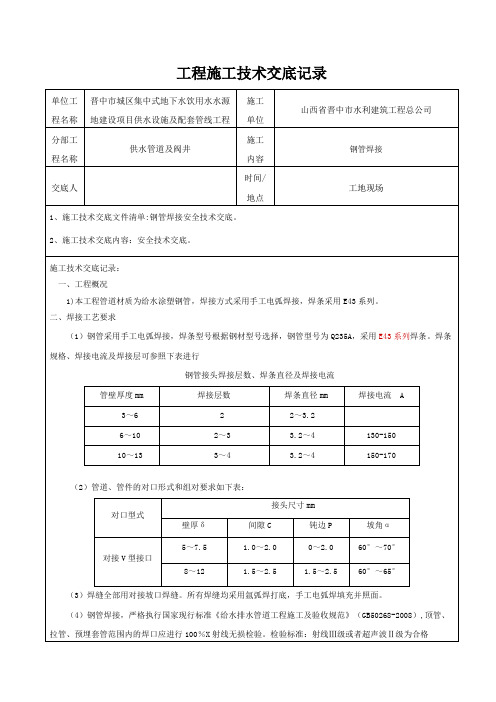
工程施工技术交底记录4管道焊接1)本工程管道材质为给水涂塑钢管,焊接方式采用手工电弧焊接,焊条采用E43系列,焊机采用BX-500交流电焊机。
4、管道安装⑴钢管切割用乙炔切割,必须将切割表面的热影响区除去,其厚度一般不小于0.5mm。
⑵管子切口质量应符合下列要求:a 切口表面应平整,不得有裂纹、重皮、毛剌、凹凸、缩口、熔渣、氧化铁、铁屑等应以清除。
b 切口平面和管子轴线的垂直度不超过管子直径的1%,且不大于2mm。
⑶管线焊接接头位置应符合下列要求:a 相邻两道焊缝间的距离不小于1.5倍长管道公称直径,且不小于150mm。
b 管线焊接接头距离支墩净距离不小于50mm,需要热处理的焊缝距离支墩不小于300mm。
c在管线焊缝上不得开孔。
d 管道对接焊缝距离弯管起点不得小于100mm,且不宜小于管子外径。
e 直缝管的直焊缝应位于易检修的位置,不宜在底部。
⑷管道组装前,应对坡口及其内外表面用手工或机械进行清理,清除管道边缘100mm范围内的泥垢、油、漆、锈、毛剌等,收工前应将正安装的管子两端加临时盲板。
⑹管子对接错边量±2mm,间隙留2.5~3mm。
四、管道焊接(1)所有参加管道焊接的焊工必须持证上岗,施焊范围必须与本人资格考试所取得的资格范围一致,且施焊前要进行专项培训学习,通过试焊检验合格的焊工方可上岗施焊。
(2)管道焊接严格按已审批的焊接工艺规程进行施焊。
(3)管道焊接采用手工氩弧焊打底,手工电弧焊填充盖面。
(4)电焊条药皮应无脱落和显著裂纹,并应在350~400℃烘干处理后,于100~50℃保温下施焊,焊条烘干不得超过二次。
焊丝使用前应清除其表面的油污,金属锈等。
(6)为防止焊接出现裂纹及减少内应力,不得强行对口。
(7)管道焊接采用多层焊接,施焊时层间溶渣应清除干净,并进行外观检查,合格后方可进行下一层焊接。
①焊缝的焊接层数、焊条直径和电流强度,应根据被焊钢板的厚度、坡口形式和焊口位置确定,可参照表1-20~表1-22选用。
管道焊接工程检验批质量验收记录模板
管道焊接工程检验批质量验收记录模板第一篇范本(风格一):1. 施工单位:________________________2. 工程名称:________________________3. 工程位置:________________________4. 管道焊接工程检验批质量验收记录5. 检验批编号:________________________6. 检验日期:_________________________7. 前言本文档旨在记录管道焊接工程的质量验收情况,所涉及的管道焊接材料、焊接工艺、焊工资质等,均应符合相关法律法规的要求。
8. 检验范围焊接工程质量验收的范围包括但不限于以下检查项目:8.1 管道焊接接头的焊缝质量检查;8.2 焊接工艺和焊接材料的合规性检查;8.3 焊工的资质和技术能力检查;8.4 焊接过程中的可视检查和无损检测;8.5 管道焊接的外观检查;8.6 非破坏性试验(如气密性试验、水压试验)。
9. 焊接接头质量检查9.1 进行焊缝的外观检查,包括焊缝的平整度、内外焊缝是否对齐、有无气孔、裂纹、夹渣等缺陷;9.2 对焊缝进行无损检测,如超声波检测、射线检测等;9.3 进行焊缝的抽样化学成分分析和力学性能测试。
10. 焊接工艺和焊接材料合规性检查10.1 核查焊接工艺文件是否符合规定,并进行相应的审核;10.2 核查焊接材料是否符合规定,并进行抽样检测。
11. 焊工资质和技术能力检查11.1 验核焊工的资质证书;11.2 检查焊工的实际工作能力,包括焊接技术水平、操作规范和安全防护等。
12. 可视检查和无损检测12.1 对焊缝进行可视检查,发现缺陷及时修复;12.2 针对特定的焊缝,进行无损检测,如超声波检测、射线检测等。
13. 管道焊接的外观检查13.1 检查管道焊接的外观质量,包括焊缝的平整度、颜色、气孔、裂纹等。
13.2 检查管道的防腐保温层是否完好。
14. 非破坏性试验14.1 进行管道焊缝的气密性试验,确保焊缝的密封性;14.2 进行管道的水压试验,确保管道的承压能力。
3543附录D_管道用表

D.10
压力管道兀件与焊接材料质量证明文件一览表
SH/T3543—G410
103
D.11
阀门检验试验记录
SH/43—G411
104
1
D.12
管道化学清洗过程检查记录
SH/T3543—G412
105
D.13
仪表取源部件开孔/焊接检查记录
SH/T3543—G413
106
5
D.14
管道焊接工艺检查记录
连接设备位号
机器转速
r/min
机器管口号
自由状态下法兰检验
最终连接后的 机器位移
mm
管道与机器法兰复位检查
检查结果
平行偏差
mm
径向偏差mm
法兰间距
mm
平行偏差
mm
径向偏差
mm
法兰间距
mm
注:本表记录气体压缩机和转速大于或等于3000r/min的机器。
施工班组长:
日期:年 月日
专业工程师:
日期:年 月日
D.5
带方向阀门安装检查记录
SH/T3543—G405
98
D.6
给排水压力管道放水法试验记录
SH/T3543—G406
99
D.7
给排水压力管道注水法试验记录
SH/T3543—G407
10(
)
D.8
给排水无压力管道闭水试验记录
SH/T3543—G408
101
D.9
金属环垫/透镜垫接触线检查记录
SH/T3543—G409
质里检查贝:
日期:年 月日
SH/T3543-G403
管道焊接工作记录
工程名称:
3503-J415 管道焊接工作记录

管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
合金钢管道焊接技术交底记录
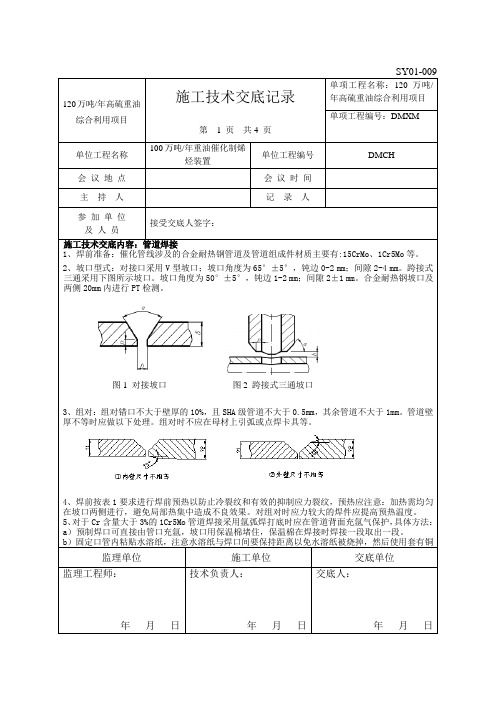
120万吨/年高硫重油综合利用项目施工技术交底记录第 1 页共4 页单项工程名称:120万吨/年高硫重油综合利用项目单项工程编号:DMXM单位工程名称100万吨/年重油催化制烯烃装置单位工程编号DMCH会议地点会议时间主持人记录人参加单位及人员接受交底人签字:施工技术交底内容:管道焊接1、1、焊前准备:催化管线涉及的合金耐热钢管道及管道组成件材质主要有:15CrMo、1Cr5Mo等。
2、2、坡口型式:对接口采用V型坡口;坡口角度为65°±5°,钝边0-2 mm;间隙2-4 mm。
跨接式三通采用下图所示坡口。
坡口角度为50°±5°,钝边1-2 mm;间隙2±1 mm。
合金耐热钢坡口及两侧20mm内进行PT检测。
3、组对:组对错口不大于壁厚的10%,且SHA级管道不大于0.5mm,其余管道不大于1mm。
管道壁厚不等时应做以下处理。
组对时不应在母材上引弧或点焊卡具等。
4、焊前按表1要求进行焊前预热以防止冷裂纹和有效的抑制应力裂纹,预热应注意:加热需均匀在坡口两侧进行,避免局部热集中造成不良效果。
对组对时应力较大的焊件应提高预热温度。
5、对于Cr含量大于3%的1Cr5Mo管道焊接采用氩弧焊打底时应在管道背面充氩气保护,具体方法:a)预制焊口可直接由管口充氩,坡口用保温棉堵住,保温棉在焊接时焊接一段取出一段。
b)固定口管内粘贴水溶纸,注意水溶纸与焊口间要保持距离以免水溶纸被烧掉,然后使用套有铜监理单位施工单位交底单位监理工程师:年月日技术负责人:年月日交底人:年月日图1 对接坡口图2 跨接式三通坡口。
焊接工作记录表
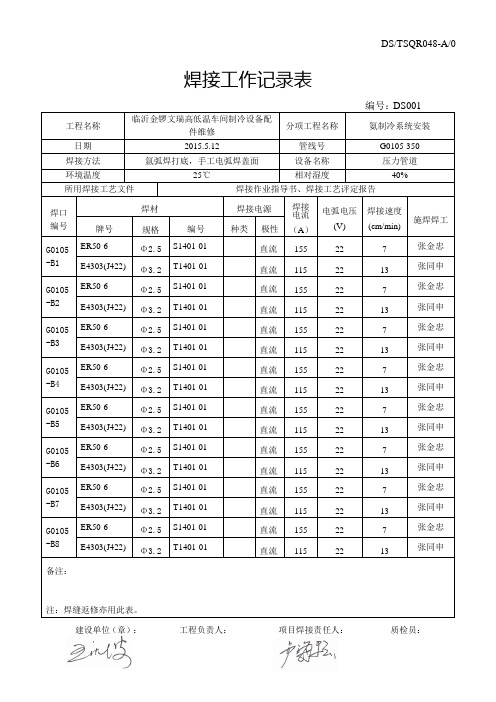
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
压力管道焊接施工检查记录表
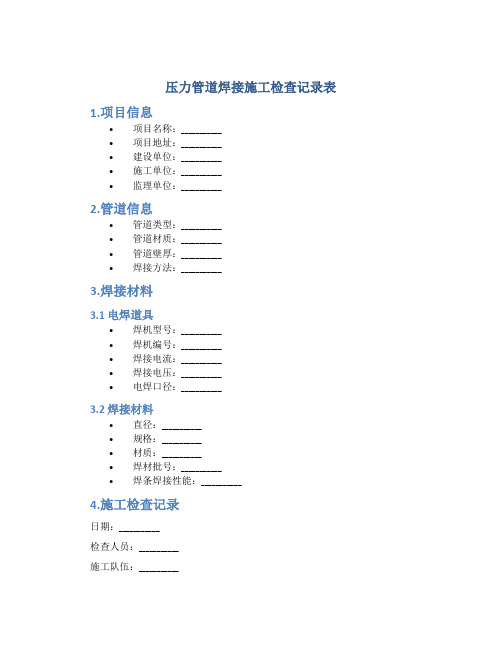
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
焊接记录表格
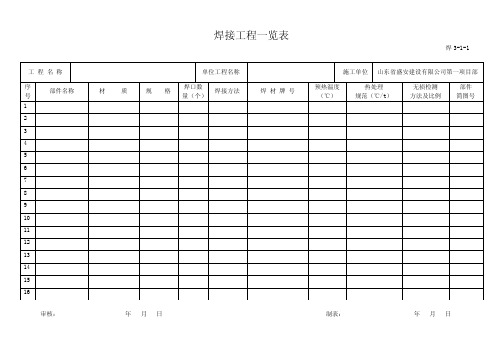
焊接工程一览表焊3-1-1审核:年月日制表:年月日焊接工艺评定项目应用范围一览表焊3-1-2持证焊工登记一览表焊3-1-3制表:年月日焊材烘干与恒温存放记录表焊3-2-1焊材发放/回收记录表焊3-2-2焊接记录焊3-2-3质检员:年月日记录:年月日焊缝外观质量检查记录单位:(mm)焊3-2-4质检员:年月日承压部件(管道)焊口系统图焊3-2-5焊接接头返修工艺卡焊3-2-6下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
焊接记录SHT 3503—J415-1

管道焊接工作记录
工程名称:XXXXXXXXXXXXXXXXX项目
单位工程名称:电解厂房
管道编号/单线号
焊口
编号
焊工
代号
规格
mmBiblioteka 材质焊接位置焊接方法
焊材牌号
实际预热
温度℃
焊接日期
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
记录人:
质量检查员:
焊接责任工程师:
日期:年月日
SH/T 3503—J415-2
管道焊接工作记录(续)
工程名称:XXXXXXXXXXXXXXXXX项目—60万吨/年离子膜烧碱项目
单位工程名称:电解厂房A
管道编号/单线号
焊口
编号
焊工
代号
规格
mm
材质
焊接位置
焊接方法
焊材牌号
实际预热
温度℃
焊接日期
管道焊接工作记录表模板
WH
电弧焊
/
/
8
D114×6
20#
M2M36-S-38-WH
J422
WH
电弧焊
/
/
9
D114×6
20#
M2M36-S-39-WH
J422
WH
电弧焊
/
/
10
D114×6
20#
M2M36-S-40-LQ
J422
LQ
电弧焊
/
/
班(组)长:
年月日
项目技术负责人:
年月日
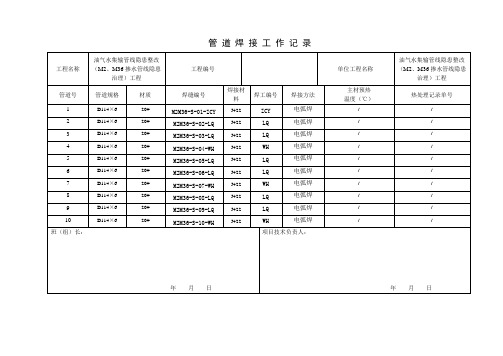
管 道 焊 接 工 作 记 录
工程名称
管 道 焊 接 工 作 记 录
工程名称
油气水集输管线隐患整改(M2、M36掺Fra bibliotek管线隐患治理)工程
工程编号
单位工程名称
油气水集输管线隐患整改(M2、M36掺水管线隐患治理)工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热
温度(℃)
热处理记录单号
1
D114×6
20#
M2M36-S-01-ZCY
J422
LQ
电弧焊
/
/
7
D114×6
20#
M2M36-S-47-LQ
J422
LQ
电弧焊
/
/
8
D114×6
20#
M2M36-S-48-LQ
J422
LQ
电弧焊
/
/
9
D114×6
20#
M2M36-S-49-LQ
J422
LQ
电弧焊
/
管道焊缝外观检查记录2
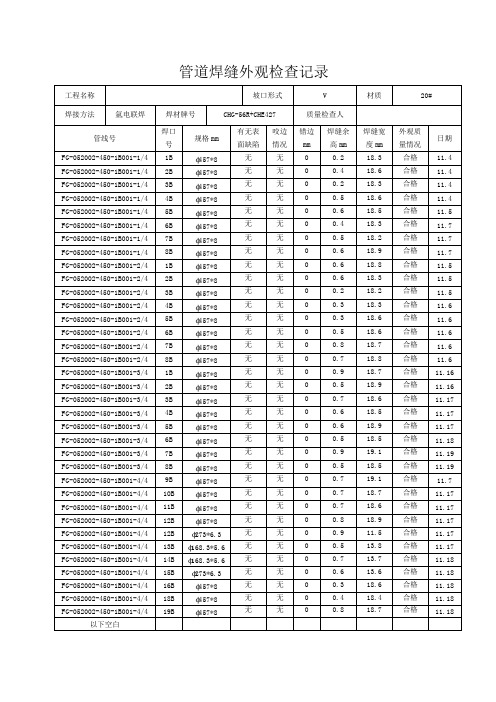
ϕ457*8
无
无
0
0.3
18.3
合格
11.6
FG-052002-450-1B001-2/4
5B
ϕ457*8
无
无
0
0.3
18.6
合格
11.6
FG-052002-450-1B001-2/4
6B
ϕ457*8
无
无
0.5
18.6
合格
11.6
FG-052002-450-1B001-2/4
7B
ϕ457*8
无
9B
ϕ457*8
无
无
0
0.7
19.1
合格
11.7
FG-052002-450-1B001-4/4
10B
ϕ457*8
无
无
0
0.7
18.7
合格
11.17
FG-052002-450-1B001-4/4
11B
ϕ457*8
无
无
0
0.7
18.6
合格
11.17
FG-052002-450-1B001-4/4
12B
ϕ457*8
合格
11.16
FG-052002-450-1B001-3/4
3B
ϕ457*8
无
无
0
0.7
18.6
合格
11.17
FG-052002-450-1B001-3/4
4B
ϕ457*8
无
无
0
0.6
18.5
合格
11.17
FG-052002-450-1B001-3/4
5B
压力管道安装记录表

附件三广东省源天工程公司压力管道安装质量管理体系记录表格(依据GB/T19001-2000建立)记录表格目录记录表格目录(续)注:除业主、监理、工程所在地质监站等部门有要求使用指定表格外,均应执行以上表格。
焊接工艺作业指导书焊接工艺作业指导书(续)焊接工艺评定报告焊接工艺评定报告(续)焊接工艺卡焊材库温、湿度记录材料检验、入库单焊材检验、入库单材料台帐材料领用单YLGD-08高压管件加工记录管道补偿器安装记录固定管架及弹簧支、吊架调整记录管道接地测试记录安全附件安装记录压力表、温度计检查记录管道系统吹扫清洗记录阀门试验记录安全阀最终调试记录管道系统压力试验记录管道气密性试验记录管道防腐工程施工记录射线探伤报告(一)年月日射线探伤报告(续)YLGD-23年月日射线探伤工艺卡射线探伤工作记录YLGD-25 试件名称:X光机号:委托单位:增感方式:磁粉探伤工艺卡磁粉(或渗透)探伤记录检测人:审核人:年月日磁粉探伤报告超声波探伤报告YLGD-29年月日热处理报告压力管道安装检查记录质量控制点检查记录YLGD-32设计图纸会审记录(一)设计图纸会审记录(二)记录人:设计变更洽商记录项目经理: 经办人:施 工 日 志年 月 日 星期温度:2时 ℃,8时℃,14时 ℃,20时 ℃,日平均 ℃;天气:上午施工员:记录员:第页分项工程质量技术交底卡专业技术负责人:交底人:接受人:设备开箱检查记录隐蔽工程验收记录。