VERICUT机床仿真说明
1.6VERICUT机床加工仿真过程

第1章VERICUT系统简介本章介绍VERICUT 7.2软件的系统需求、安装步骤和功能模块。
通过本章的学习,掌握VERICUT 7.2软件的系统需求、软件安装方法及其基本功能,了解VERICUT软件的工作过程。
1.1 系统要求VERICUT 7.2软件的系统要求如表1-1所示。
表1-1 VERICUT 7.2软件的系统要求设备配置硬盘空间1GB(完整安装包括:Library(控制系统库)、Sample(样本文件)、Help(帮助)和Java Run-Time)临时硬盘空间除1GB硬盘空间以外,安装VERICUT时需要有1GB的临时硬盘空间Page File 推荐使用两倍的可用物理内存操作系统VERICUT 7.2支持Windows 7 32位/64位、Windows Vista 32位/64位和Windows XP 32位/64位VERICUT 7.2不支持Windows 2000、Windows 98、Windows ME和Windows NT操作系统Java Run Time Environment 1.6.0_07 (included in the VERICUT installation)CATIA V5接口需要Windows Script 5.3或更新的版本物理内存建议最小1GB,首选2GB处理器英特尔奔腾处理器或者100%奔腾兼容的处理器,推荐2GHz或者更快的速度。
特别是在VERICUT中运行其他大的程序时,多处理器可以提高处理性能其他两键或者三键鼠标,建议使用带滚轮的三键鼠标网卡图像设备至少能够显示16位颜色兼容OpenGL图形加速器用于机床仿真视图和零件视图中进行动态的放大、缩小、旋转、平移等操作。
由于显示切削模型需要大量的图形内存,要求显存最低512MB,建议1GB 以上优先主要内容学习目标VERICUT授权许可文件可以支持安装在SUN SPARC/Solaris、Hewlett-Packard PARISC/HP-UX和IBM RS6000/AIX操作系统的服务器上,如表1-2所示。
仿真软件VERICUT教程(精)

VERICUT…中的三个坐标系
Model coordinate system
Tool Coordinate system
World Coordinate System
World Coordinate System: base coordinate system for VERICUT Tool Coordinate System: tool path coordinate system (刀轨坐标系) Model Coordinate System: model coordinate system (one set of axes
指定相对应的机床文件
点击刀轨文件对话框的设置(setting…) 出现对话框 可指定相关的 job文件 、 ctl文件、mch文 件及程控方法 (programming method)
指定刀轨方向
在定刀轨方向对话框中用户可指定多个 刀轨方向
刀具控制(Tool control)
操作者可以设置刀具在切削仿真中的显示情况及选择刀库
刀库管理(Tool manager)
点击ToolsTool manager 用户可以创建一个与NC加工相关的刀具 库 根据实际的 加工情况添加 刀具定义刀具 参数
刀具描述
定义刀具的参数 根据实际情况 定义刀具类型 描述刀具参数 及属性
定义刀柄及刀夹
完整的刀具由以下几部分组成如图: 用户在定义刀具参数的 对话框中输入刀柄及刀 夹的外轮廓坐标点如: PT(0,0)…… NOTE:坐标点至少三个
信息(Information)
关于刀轨文件的信息 VERICUT的日志文件
切削仿真的相关信息
VERICUT多轴数控加工仿真教程PPT课件

• 按照工序和加工刀具进行仿真
15
三. VERICUT仿真过程管理
3.1 视图管理 View-Layout
16
三. VERICUT仿真过程管理
3.2 仿真报告 Info
• 监视仿真过程,提供有效反馈
G代码报告 控制文件报告 VERICUT日志
演讲人:XXXXXX
时 间:XX年XX月XX日
19
11
二. VERICUT多轴数控仿真系统
• 自定义刀具建模
12
二. VERICUT多轴数控仿真系统
2.4 机床运动检查 Setup-Machine-Settings
• 干涉碰撞检查
干涉检查组件
干涉检测余量
13
二. VERICUT多轴数控仿真系统
• 机床运动轴行程检查
忽略行程设置
14
二. VERICUT多轴数控仿真系统
多轴数控编程技术系列教程-仿真篇
VERICUT多轴数控加工仿真技术
1
一. VERICUT简介
VERICUT软件由NC程序验证模块、机床运动仿真模 块、优化路径模块、多轴模块、高级机床特征模块、实体 比较模块和CAD/CAM接口等模块组成。能进行NC程序优 化、缩短加工时间,可检查过切、欠切,防止机床碰撞、 超行程等错误。具有真实的三维实体显示效果,切削模型 可测量尺寸,并能保存模型供检验、后续工序切削加工。
17
结束语
当你尽了自己的最大努力时,失败也是伟大的, 所以不要放弃,坚持就是正确的。
When You Do Your Best, Failure Is Great, So Don'T Give Up, Stick To The End
机床仿真软件VERICUT说明书

VERICUT…中的三个坐标系
Model coordinate system
Tool Coordinate system
World Coordinate System
World Coordinate System: base coordinate system for VERICUT Tool Coordinate System: tool path coordinate system (刀轨坐标系) Model Coordinate System: model coordinate system (one set of axes
仿真中的信息设置
点击Status对话框中的设置(configure…)该对话框出现, 用户可根据需要增加或减少Status栏中的显示内容。
模型(Model)
定义毛坯(Model definition) Model Model definition 在Model Type 中用户可以定 义毛坯(stock)、 设计模型 (Design solid) 、 卡具(Fixture) 及设计表面 (design surface)和设计点(design Point)等
VERICUT启动界面
VERICUT…
Machine Simulation…
VERICUT的两个组成部分
VERICUT…部分的概述 Machine Simulation…部分的概述
VERICUT…概述
VERICUT…的简介 VERICUT…的界面及菜单选项 VERICUT…的用户操作指南
出现对话框出现对话框可指定相关的可指定相关的jobjob文件文件ctlctl文件文件mchmch文文件及程控方法件及程控方法programmingprogrammingmethodmethod指定刀轨方向指定刀轨方向在定刀轨方向对话框中用户可指定多个在定刀轨方向对话框中用户可指定多个刀轨方向刀轨方向刀具控制刀具控制toolcontroltoolcontrol操作者可以设臵刀具在切削仿真中的显示情况及选择刀库刀库管理刀库管理toolmanagertoolmanager点击点击toolstoolstoolmanagertoolmanager用户可以创建一个与用户可以创建一个与ncnc加工相关的刀具加工相关的刀具根据实际的根据实际的加工情况添加加工情况添加刀具定义刀具刀具定义刀具参数参数刀具描述刀具描述定义刀具的参数定义刀具的参数根据实际情况根据实际情况定义刀具类型定义刀具类型描述刀具参数描述刀具参数及属性及属性定义刀柄及刀夹定义刀柄及刀夹完整的刀具由以下几部分组成如图
VERICUT 多轴数控加工仿真教程

又能仿真CAD/CAM后置处理的NC程序。
一.
VERICUT简介
VERICUT有与Pro/E、WorkNC 、MasterБайду номын сангаасAM 、
EdgeCAM、 CATIA 、 UG NX等CAD/CAM软件接口,可 以较方便的联合起来进行仿真。
二. VERICUT多轴数控仿真系统
2.1 机床模型树建模
• 分析机床结构,确定运动链
多轴数控编程技术系列教程-仿真篇
VERICUT多轴数控加工仿真技术
一.
VERICUT简介
VERICUT软件由NC程序验证模块、机床运动仿真模
块、优化路径模块、多轴模块、高级机床特征模块、实体 比较模块和CAD/CAM接口等模块组成。能进行NC程序优 化、缩短加工时间,可检查过切、欠切,防止机床碰撞、 超行程等错误。具有真实的三维实体显示效果,切削模型 可测量尺寸,并能保存模型供检验、后续工序切削加工。 VERICUT软件已广泛应用于航空、模具制造等行业, 其最大特点是可仿真各种CNC系统,既能仿真刀位文件,
• 干涉碰撞检查
干涉检测余量
干涉检查组件
二. VERICUT多轴数控仿真系统
• 机床运动轴行程检查
忽略行程设置
二. VERICUT多轴数控仿真系统
2.5 数控加工程序管理 Setup-ToolPath
• 按照工序和加工刀具进行仿真
三. VERICUT仿真过程管理
3.1 视图管理 View-Layout
– 定义NC代码中可能出现的符号及其属性 – 字符在words中定义后才能在虚拟数控系统中被识别
二. VERICUT多轴数控仿真系统
• 数控系统NC代码识别 Setup-Control-Word/Address
基于VERICUT的数控加工宏程序仿真
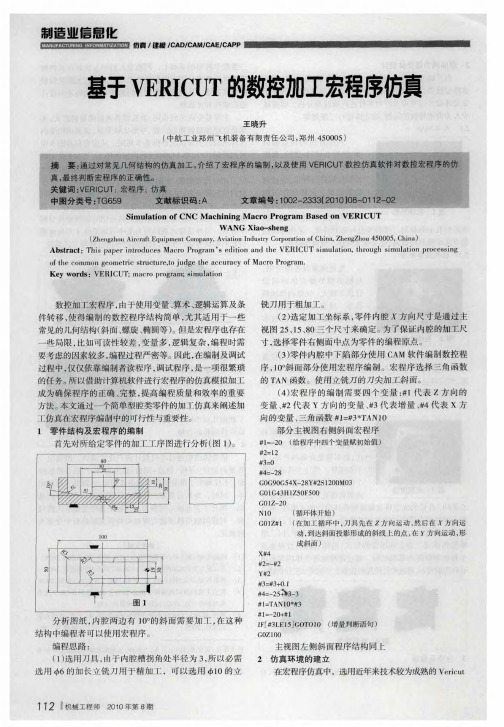
铣刀 用 于粗 加工
视图
,
。
件转 移 使 得 编 制 的 数 控 程 序 结 构 简 单 尤 其 适 用 于
, ,
、 、
一
些
( 2 )选 定 加 工 坐 标 系 零 件 内腔 X 方 向尺 寸 是 通 过 主
,
常 见 的 几 何结构 ( 斜 而 螺 旋 椭 圆 等 ) 但 是 宏 程 序 也 存 在
o c e s s
in g
f
e
t
he
( ()m
ge
o m e
tru c tu
a c r o
to
ju dge
;s i m
he
a c c u r a c
o
f Ma
K
y
w o r
ds
:
V E R I C U T ;m
p
r o
g
r a m
u
la tio
n
数控 加 工 宏 程 序 由 于 使 用 变 量 算术 逻 辑 运 算 及 条
,
2
仿 真 环 境 的建 立 在宏 程 序仿真 中
,
选用
西6
的加 长 立 铣 刀 用 于 精 加 _T=
,
可 以 选 用 q,
lO
的立
选 用 近 年来 技 术较 为成熟 的
V e r ic
u
t
1 12 i
机 械工 程 师
2 0 10
年第 8 期
圃固四嗟匾殛
仿 囊 ,建 根 I C A
DICA MICA E / A P P C
,
# 1=
20+ # l
# I F ~ 3 L E l 5 JG OT O I O
Vericut数控加工工艺系统仿真

VERICUT
数控加工仿真软件
内容简介
一、VERICUT软件功能简介 1、VERICUT软件简介 2、VERICUT软件主要功能简介 3、 为什么需要VERICUT软件模拟仿真 二、VERICUT程序仿真入门 1、VERICUT软件界面介绍 2、如何在VERICUT中构建虚拟的加工环境 三、多轴机床模拟仿真 1、如何创建多轴机床 2、利用创建好的多轴机床进行模拟仿真 3、优化数控程序 四、结束语
2、机床模拟仿真
调用相应的机床(机床文件) 调用和机床相配的控制系统文件 定义毛料 定义加工坐标系 建立或调用刀具库 按照加工工艺顺序添加程序 设定编程原点
调用机床和相应的控制系统
机床:rock3500 (已创建好) 控制系统:西门子sin840d
加载毛坯(从其他CAD/CAM软件输出的模型)
NC程序有错
编程人员粗心大意…… CAM软件系统有错 后置处理有误 工装及其他辅助设备有干涉情况 刀具长度不够 刀柄发生干涉 切削参数不合理 需要较准确地掌握零件加工时间以便安排生产计划 手工编制的程序如何验证
二、 VERICUT程序仿真入门
1、VERICUT软件界面介绍
调用相应的机床文件和控制系统文件
定义夹具、毛坯、设计模型 注:夹具、毛坯、设 计模型各自有自己的属性 夹具属性: 用来检测刀柄,主轴等与 夹 具之间的碰撞
Vericut数控加工工艺系统仿真
Offsets和Program Zero不能同时使用,否则这两式会产生冲突, 无法正确仿真。
第二十六页,共49页。
三、多轴机床的模拟仿真
1、如何创建机床
分析机床部件之间的运动关系 收集机床部件之间相对位置参数 分别添加部件的几何模型 其他机床参数的设置
机床的初始位置、机床的换刀位置
机床的行程极限、机床各个部件干 涉检查等待。
第三十一页,共49页。
1、如何创建机床 建立机床应注意事项
➢ 当机床部件间相对位置已经确定,不要再改动部件位置
➢ 操作过程中,要分清是对部件,还是对模型的操作。当部件相对位置确定后,后 面的操作一般是对模型
➢ 区分部件坐标系和模型坐标系之间的关系
第四十页,共49页。
3、优化数控程序 程序速度优化的优点
程序速度优化的原理 优化参数设置 优化程序操作过程
优化控制中设置相应参数
优化报告和优化前后文件比较
第四十一页,共49页。
程序速度优化的优点
➢ 通过VERICUT优化,可以大大提高加工效率——通常为30%
左右
➢ 可以平衡刀具机床的切削载荷,减少刀具和机床磨 损,延长刀具和机床的寿命
程,实现软件之间的无缝连接,使操作更加简便,降低了对软件使用者的水平 要求,这样每个人都能迅速的进行程序验证。
第二十页,共49页。
VERICUT与其他CAM软件集成接口
定义输出路径 定义输出文件名 定义项目模板-(加载模拟环境)
工序设置
{ 几何模型定义: 设计模型 毛坯模型 夹具模型 工装在机床上的定位坐标系 注意:模型传输的依据,工序中 毛坯转移的坐标,关于 相对于组件树的关系。
VERICUT数控加工仿真技术简介

hustming@
VERICUT简明教程
2.VERICUT仿真环境设置
• 建立机床几何模型和运动模型
在Model→Model Definition中设定各运动轴的基本几何形状、位置和运动结构,对 于旋转轴可以在其中的Position → Rotate命令下设定旋转中心
hustming@
2.VERICUT仿真环境设置
• 配置机床控制文件
根据机床型号和CNC系统工作 特性,设置仿真中NC代码识别 文件。
hustming@
VERICUT简明教程
2.VERICUT仿真环境设置
• 配置机床控制文件
根据机床型号和CNC系统工作 特性,设置仿真中NC代码识别 文件。
定 义 代 码 的 功 能
hustming@
数控加工仿真验证
VERICUT数控加工仿真技术简介
——hustming@
2006.3.22
hustming@
VERICERICUT软件由NC程序验证模块、机床运动仿真模块、优化路 径模块、多轴模块、高级机床特征模块、实体比较模块和CAD/CAM接 口等模块组成,可仿真数控车床、铣床、加工中心、线切割机床和多 轴机床等多种加工设备的数控加工过程。能进行NC程序优化、缩短加 工时间,可检查过切、欠切,防止机床碰撞、超行程等错误。具有真 实的三维实体显示效果,切削模型可测量尺寸,并能保存模型供检验 、后续工序切削加工。 VERICUT软件已广泛应用于航空、模具制造等行业,其最大特点 是可仿真各种CNC系统,既能仿真刀位文件,又能仿真CAD/CAM后置 处理的NC程序。 当前最新版本为5.4,不过据说6.0会在06年3月面世。
行程在Travel Limits中设定 检查几何体在Collision Detect中设定
1.6VERICUT机床加工仿真过程

第1章VERICUT系统简介主要内容本章介绍VERICUT 7.2软件的系统需求、安装步骤和功能模块。
学习目标通过本章的学习,掌握VERICUT 7.2软件的系统需求、软件安装方法及其基本功能,了解VERICUT软件的工作过程。
1.1 系统要求VERICUT 7.2软件的系统要求如表1-1所示。
表1-1 VERICUT 7.2软件的系统要求VERICUT数控加工仿真技术(第2版)2VERICUT授权许可文件可以支持安装在SUN SPARC/Solaris、Hewlett-Packard PARISC/HP-UX和IBM RS6000/AIX操作系统的服务器上,如表1-2所示。
这些服务器可以支持运行客户端为Windows 操作系统的VERICUT软件。
表1-2 VERICUT授权许可文件安装系统1.2 VERICUT软件安装1.2.1 安装VERICUT软件安装VERICUT软件的具体步骤如下。
(1)插入安装光盘自动运行,或者单击安装光盘文件install.exe手动运行VERICUT 安装程序,弹出如图1-1所示的准备安装界面。
(2)进入安装界面,选择安装语言,如图1-2所示,单击“确定”按钮。
图1-1 准备安装界面图1-2 选择安装语言(3)进入安装说明界面,如图1-3所示,单击“下一步”按钮。
(4)进入许可协议界面,如图1-4所示,选中“我接受许可协议条款”单选按钮,单击“下一步”按钮。
(5)进入选择安装文件夹界面,如图1-5所示,选择软件安装位置,单击“下一步”按钮。
第1章VERICUT系统简介 3图1-3 安装说明界面图1-4 许可协议界面图1-5 选择安装文件夹界面(6)进入选择安装类型界面,如图1-6所示,默认选中“全部”单选按钮,如果服务器只需要安装口令许可,不安装软件,则选中“仅仅口令服务器”单选按钮,单击“下一VERICUT数控加工仿真技术(第2版)4步”按钮。
图1-6 选择安装类型界面(7)进入VERICUT 运行的系统平台选择界面。
NC机床切削仿真软件VERICUT教程.ppt

保存文件/进程 颜色设置
报告 输出
影象拷贝
日志文件命名/清空
打开文件/进程 另存为
属性 编辑刀轨文件/文本文件
图象记录/回放
自动保存
退出
视图(View)
视图方向 选择/存储视图方位
视图布局 属性
工具栏
视图方向(View Orientation)
NOTE:当使用者用Analysis分析模型的厚度特征之间的距离 等时应确保View Orientation的动态视图为OFF状态
在定刀轨方向对话框中用户可指定多个 刀轨方向
刀具控制(Tool control)
操作者可以设置刀具在切削仿真中的显示情况及选择刀库
刀库管理(Tool manager)
点击ToolsTool manager 用户可以创建一个与NC加工相关的刀具
库 根据实际的 加工情况添加 刀具定义刀具 参数
根据实际零件尺寸定义毛坯大小
根据实际的加工坐标系调整vericut…中world coordinate system 或tool coordinate system( 通常用于多刀轨坐标系)相对mold coordinate system的位置 本例涉及三段程序所以采用tool coordinate system
(Machining type)及文件 开始段(Start cut)和停止段 (Stop At)的位 置等。
指定相对应的机床文件
点击刀轨文件对话框的设置(setting…) 出现对话框
可指定相关的 job文件 、 ctl文件、mch文 件及程控方法 (programming method)
指定刀轨方向
仿真步骤
针对UGII用户post process产生的G代码进行仿真的操作 步骤:
Vericut 基础教程-构建机床、程序原点、刀具设置、宏程序仿真 by ljg
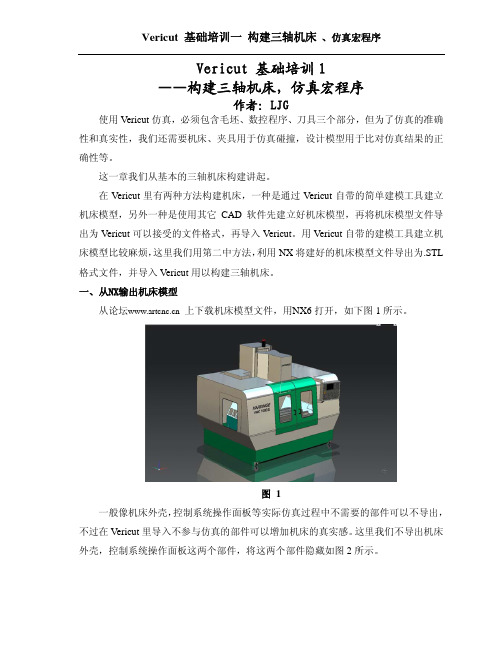
Vericut 基础培训一构建三轴机床、仿真宏程序Vericut 基础培训1——构建三轴机床,仿真宏程序作者:LJG使用Vericut仿真,必须包含毛坯、数控程序、刀具三个部分,但为了仿真的准确性和真实性,我们还需要机床、夹具用于仿真碰撞,设计模型用于比对仿真结果的正确性等。
这一章我们从基本的三轴机床构建讲起。
在Vericut里有两种方法构建机床,一种是通过Vericut自带的简单建模工具建立机床模型,另外一种是使用其它CAD软件先建立好机床模型,再将机床模型文件导出为Vericut可以接受的文件格式,再导入Vericut。
用Vericut自带的建模工具建立机床模型比较麻烦,这里我们用第二中方法,利用NX将建好的机床模型文件导出为.STL 格式文件,并导入Vericut用以构建三轴机床。
一、从NX输出机床模型从论坛上下载机床模型文件,用NX6打开,如下图1所示。
图 1一般像机床外壳,控制系统操作面板等实际仿真过程中不需要的部件可以不导出,不过在Vericut里导入不参与仿真的部件可以增加机床的真实感。
这里我们不导出机床外壳,控制系统操作面板这两个部件,将这两个部件隐藏如图2所示。
图 2将不用的部件隐藏后,我们可以看见如图3所示的主轴端面的坐标系。
图 3在机床建模的时候,我们一般会按照机床的机械零点位置来建立各个机床运动部件的模型,而机床的Z轴的机械原点一般在主轴端面,如图3所示。
但从这个机床模型可以看出X、Y轴的位置并不在机械原点,所以我们导出后还要在Vericut里进行调整。
下面先输入机床床身,即在仿真过程中不运动的部件。
选择主菜单File > Export >STL…,弹出Rapid Prototyping对话框,这里可以设置输出模型的公差,公差的大小会影响STL文件的大小,不改变参数,单击OK,在弹出的对话框中输入要保存的文件名,输入Based_Y,双击鼠标中键(单击两次OK),选择绿色的底座和导轨,如图4所示的高亮显示部件,选择完成后所有弹出的窗口,都选择OK。
Vericut数控加工工艺系统仿真

03
Vericut仿真流程
建立几何模型
导入CAD模型
将待加工的零件CAD模型导入Vericut软件中,为后续的 加工仿真提供基础。
01
修复几何模型
对导入的CAD模型进行必要的修复和调 整,如去除多余的线条、修复破面等, 确保模型可用于加工仿真。
02
03
创建工件毛坯
根据实际加工需求,为待加工零件创 建合适的工件毛坯,为后续的加工过 程提供基础。
加工参数设置的合理性问题
总结词
加工参数设置的合理性是Vericut仿真中需要特别关注 的问题。
详细描述
在Vericut仿真系统中,加工参数的设置对于仿真结果 的准确性和可靠性至关重要。这些参数包括切削深度、 切削速度、进给速度等,它们的合理设置能够直接影响 仿真的结果。然而,由于实际加工过程中存在许多不确 定因素,如工件材料的硬度和纹理、刀具的磨损情况等 ,使得加工参数的设置变得非常复杂。因此,在 Vericut仿真中,需要根据实际情况和经验,合理设置 加工参数,以提高仿真的准确性和可靠性。
加工过程仿真的准确性问题
总结词
加工过程仿真的准确性是Vericut仿真面临的核心挑战 之一。
详细描述
Vericut仿真系统在模拟加工过程中,需要精确地模拟 刀具与工件之间的相互作用,包括切削力、切削热、 刀具磨损等,这需要高精度的物理模型和算法。然而 ,由于实际加工过程的复杂性和不确定性,建立完全 准确的物理模型是非常困难的。因此,Vericut仿真系 统在处理复杂加工过程时可能会存在一定的误差,需 要不断优化物理模型和算法以提高仿真的准确性。
与CAD/CAM软件集成
实现与主流CAD/CAM软件的无缝集成,方便 用户在仿真之前进行工艺规划和优化。
VERICUT多轴数控加工仿真PPT教程

干涉检测余量
干涉检查组件
二. VERICUT多轴数控仿真系统 多轴数控仿真系统
机床运动轴行程检查
忽略行程设置
二. VERICUT多轴数控仿真系统 多轴数控仿真系统
2.5 数控加工程序管理 Setup-ToolPath
按照工序和加工刀具进行仿真
三. VERICUT仿真过程管理 仿真过程管理
3.1 视图管理 View-Layout
三. VERICUT仿真过程管理 仿真过程管理
3.2 仿真报告 Info
监视仿真过程,提供有效反馈
G代码报告 控制文件报告 VERICUT日志
测量功能 Analysis-X-Cliper
四. VERICUT仿真结果分析 仿真结果分析
定义各运动轴的属性,确定各轴的尺寸关系 定义各运动轴的属性,
– 按照尺寸关系,进行运动轴建模
基本运动轴定义 附属于运动轴 设置运动轴方向与右手 笛卡儿坐标系规定相反
运动轴速度和 加速度设置
二. VERICUT多轴数控仿真系统 多轴数控仿真系统
多轴数控机床模型
二. VERICUT多轴数控仿真系统 多轴数控仿真系统
4.2 加工轨迹优化 OptiPath
VERICUT多轴数控加工仿真技术
谢谢!
数控系统 代码识别 Setup-Control-Word/Address 数控系统NC代码识别
字符名
宏名,定义轴的运动属性 宏名,
二. VERICUT多轴数控仿真系统 多轴数控仿真系统
2.3 加工刀具库 Setup-Tool Manager
刀具基本属性定义
包含刀具描述,刀 具类型,控制点等 刀具基本信息
– 配置运动链,按照运动链定义各运动轴
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析数控仿真加工是现代工业制造中的重要环节,它可以帮助制造商在实际加工中预先评估加工过程的可靠性,减少产品开发周期,降低成本,提高产品质量。
而VERICUT作为数控仿真加工的业界领先品牌,一直在不断的提供更加先进、高效的解决方案。
本文将对VERICUT的数控仿真加工技术进行深入分析,并提出改进的办法,以期能更好地满足工业制造的需求。
一、VERICUT的数控仿真加工基本原理VERICUT是一种高效的数控加工仿真软件,其基本原理是通过模拟数控加工机床对工件进行仿真加工,从而验证数控程序的正确性和可靠性。
其工作原理主要包括以下几个步骤:1. 导入数控程序和工件模型用户需要将数控程序和对应的工件模型导入VERICUT软件中。
数控程序包括刀具路径、刀具参数等信息,而工件模型则是工件的实体模型,用于进行加工仿真。
2. 刀具路径分析在导入数控程序之后,VERICUT会自动对刀具路径进行分析,检测可能存在的碰撞、超限等问题,从而及时发现潜在的加工错误。
3. 碰撞检测通过对刀具路径和工件模型的分析,VERICUT可以实时检测刀具与工件之间的碰撞,以避免在实际加工中出现碰撞而导致工件损坏。
4. 加工仿真最关键的一步是通过模拟数控加工机床对工件进行加工仿真。
VERICUT可以实时显示刀具的加工轨迹、加工状态等信息,让用户可以清晰地了解加工过程中的各项参数。
5. 优化改进在仿真过程中,VERICUT可以自动分析加工过程中的各种参数,从而提供优化改进的建议,帮助用户进一步提高加工效率和产品质量。
1. 高效性VERICUT可以帮助用户快速、准确地验证数控程序的正确性和可靠性,从而帮助用户提高生产效率、降低成本。
2. 可靠性通过对刀具路径和工件模型的严格检测和仿真,VERICUT可以及时发现并排除潜在的加工错误,保障加工过程的安全可靠。
虽然VERICUT在数控仿真加工方面已经达到了业界领先水平,但是随着制造技术的不断发展,仍然存在一些可以进一步改进的方面。
vericut控制设定
Vericut控制设定1. 引言Vericut是一款用于仿真、验证和优化数控机床程序的软件。
通过使用Vericut,用户可以在实际加工之前,对数控机床程序进行虚拟加工,以验证程序的正确性和可靠性。
本文将详细介绍Vericut的控制设定,包括程序加载、机床模型、刀具模型、模拟设置等方面。
2. 程序加载在Vericut中,程序加载是指将数控机床程序导入到Vericut软件中进行仿真和验证。
程序加载的过程包括选择程序文件、定义工作坐标系、设置初始位置等步骤。
下面是程序加载的具体步骤:1.点击菜单栏中的”文件”,选择”打开”。
2.在弹出的对话框中,选择要加载的数控机床程序文件。
3.在”工作坐标系”选项中,选择适当的坐标系类型,并定义坐标系的原点和方向。
4.在”初始位置”选项中,设置机床在开始仿真时的初始位置。
3. 机床模型Vericut中的机床模型用于模拟数控机床的运动和动作。
通过使用机床模型,用户可以在虚拟环境中准确地模拟数控机床的运行过程,并验证程序的正确性。
下面是机床模型的设置步骤:1.点击菜单栏中的”模型”,选择”机床”。
2.在弹出的对话框中,选择适当的机床类型,并设置机床的参数,如工作台尺寸、主轴转速等。
3.在”工具库”选项中,选择适当的刀具库,并导入刀具模型。
4. 刀具模型刀具模型是Vericut中用于模拟切削过程的关键组成部分。
通过使用刀具模型,用户可以准确地模拟刀具的运动和切削行为,以验证刀具路径和切削参数的正确性。
下面是刀具模型的设置步骤:1.点击菜单栏中的”模型”,选择”刀具”。
2.在弹出的对话框中,选择适当的刀具类型,并设置刀具的参数,如刀具长度、直径等。
3.在”刀具路径”选项中,定义刀具的路径类型和切削参数,如进给速度、切削深度等。
5. 模拟设置模拟设置是Vericut中用于控制仿真过程的重要设置。
通过使用模拟设置,用户可以调整仿真的速度、精度和显示方式,以满足不同的仿真需求。
下面是模拟设置的具体步骤:1.点击菜单栏中的”设置”,选择”模拟”。
VERICUT数控加工仿真技术
CLSF: 模拟前直代码(不考虑机床和控制系统) G代码:模拟G代码仿真
机床类型
选择程序相应的后直处理类型,如果己有处理完的刊C 程序,该项不用选择
三、Vericut机床的组建
(一)、三轴数控机床的组建
1、Vericut里有两种方法构建机床: 一种是通过Vericut自带的简单建模工具建立机床模型;另外一种是使用 其它CAD软件先建立好机床模型,再将机床模型文件导出为Vericut可以 接受的文件格式,再导入Vericut。用Vericut自带的建模工具建立机床 模型比较麻烦,这里我们用第二中方法,利用NX将建好的机床模型文件 导出为.STL格式文件,并导入Vericut用以构建三轴机床。
注意:导出文件 前“工作坐标系 ”的位置,应在 主轴的端面位置 。
3、在Vericut中添加X、Y、Z标签,并确定相互之间的从属关系
(1)“附属夹具” → X轴 → (2)“刀具” → Z轴
注意:添加运动
Y轴 轴之前一定要添
加数控系统
注意: 1、在UG中导出文件时,要注意X、Y、Z的位 置,是处在中心位置还是处在极限位置。 2、在NX里的建模坐标系不在机床机械原点 ,在仿真过程中我们需要超程报警,所以我 们导入的机床必须设置好机床机械原点。 (如X1020 Y510 Z410)
1、界面介绍
2、加工仿真的步骤:
(1)分析工件,确定加工工艺(装夹次数); (2)选择合适的机床,了解它的操作系统; (3)添加工装夹具,安装毛坯; (4)建立工件坐标系; (5)设置刀具; (6)导入程序仿真。
3、加工实例。
创建工作目录(“文件” →“工 作目录” 创建工位 选择合适机床添加数控系统 添加工装夹具、安装毛坯 建立工作坐标系 创建刀具 导入程序 自动比较
VERICUT数控加工仿真技术
2、如何从UG NX中导出*.stl文件 (1)UG中调出现有的机床模型 “加工模块” →“机床视图” →双击“GENERIC_MACHINE” →“通用机床” →“库类选择” →“选择 出相应机床”
机床视图
(2)导出*.stl文件模型 “文件” →“导出” → “STL” →选择相应机床位置依次导出(如机体、X轴、Y轴、Z轴)
1、界面介绍
2、加工仿真的步骤:
(1)分析工件,确定加工工艺(装夹次数); (2)选择合适的机床,了解它的操作系统; (3)添加工装夹具,安装毛坯; (4)建立工件坐标系; (5)设置刀具; (6)导入程序仿真。
3、加工实例。
创建工作目录(“文件” →“工 作目录” 创建工位 选择合适机床添加数控系统 添加工装夹具、安装毛坯 建立工作坐标系 创建刀具 导入程序 自动比较
4、Vericut中建立多工序仿真加工
运用传统方法进行多工序加工 (1)创建2个以上工位,1工位需创建毛坯、设计模型,2工位以后不需
要设定毛坯及设计模型,Vericut软件在完成1工位加工后会自动生成临时毛 坯和临时设计模型。
(2)2工位生成的临时毛坯,可以根据自己的需要进行修改,注意坐标 系的修改,调整毛坯位置符合加工的需求,临时设计模型会根据临时毛坯位 置的改变而改变。 运用UG与Vericut创建的虚拟环境进行加工。
4、在Vericut中运动轴的运动干涉 “配置” →“机床设定” →(碰撞检查、表、行程极限、轴优先)
(1)机床的初始状态 (2)XYZ的行程极限 (3)碰撞检查 (4)轴优先的设定
(二)、四轴数控机床的组建
在Vericut中创建四轴机床的模型与三轴 相同,均从UG NX中导出,并左图方式进 行排列导入;在安装前要注意添加控制 系统,并注意坐标系的位置。由于四轴 多一个旋转轴,所以要注意旋转轴的设 置,设置的方式分为线性与EIA(360° 绝对)
02监控VERICUT仿真过程2

VERICUT应用实训教程版本:2009年7月Session 2 如何监控VERICUT仿真在仿真过程中,许多操作会同时发生:如换刀、坐标系偏置、运动的处理等…..,为了保证仿真过程的正确,对仿真的监控和设置是很重要的。
1. 打开项目文件 vericut.vcprojectLaunch VERICUTFile > OpenShortcut = LibraryFile = vericutm.VcProjectDisplay the Project Tree2. 显示驱动点坐标系• 在机床图形窗口视图区,单击右键, 选择Display Axes > Driven Point Zero菜单命令显示坐标轴的"驱动点" (以图标显示) 并显示 X, Y, Z 轴. 如果全部线性坐标轴位于零点,相对于当前毛坯,驱动零点代表当前驱动点的位置。
驱动点即数控程序的编程原点,图中位于顶面中心位置。
3. 查看Nc程序• Info > NC Program… or4. 步进仿真NC程序,直到加载第一把刀为止•单步执行,直到程序 N140T1Tool #1 装上主轴5. 设定VERICUT自动停止在每次换刀处• 在项目树 Project tree中, 选择右击Project: vericutm, 从系统弹出菜单中选择,Motion…在startAt/Stop At选项组从Stop At下拉框中选择 Tool Change,单击 OK6. 从开始位置回放仿真Reset ModelYesPlay to End仿真在N140T1处停止Play to End仿真在N4500T3处停止7.不显示驱动点坐标系•在工件图形显示区域,右击, Display Axes > Clear Axes这里可以看到,如果没有显示坐标系,仿真速度将提高8. 显示状态窗口•选择Info > Status… or按钮在加工过程中状态窗口中可以显示许多重要信息.The Local X, Local Y, and Local Z 显示的是刀具相对于NC 程序坐标原点位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指定相对应的机床文件
点击刀轨文件对话框的设置(setting…) 出现对话框 可指定相关的 job文件 、 ctl文件、mch文 件及程控方法 (programming method)
指定刀轨方向
在定刀轨方向对话框中用户可指定多个 刀轨方向
刀具控制Байду номын сангаасTool control)
操作者可以设置刀具在切削仿真中的显示情况及选择刀库
分析(Analysis)
历史 X-测量器 刀轨最小/最大值 体积 透明度
截面
仿真步骤
针对UGII用户post process产生的G代码进行仿真的操作 步骤: 1.运行VERICUT软件定义毛坯,Modelmodel definition 2.指定刀轨文件,Tool pathTool path control 3.建立刀库,ToolsTools manager… 4.进行切削仿真,将Infostatus打开可对切削过程进行 实时监控. 5.查看VERICUT的日志文件,InfoLog...,针对Error对 G代码进行修改后重新进行仿真,直到 Error数为0.
信息(Information)
关于刀轨文件的信息 VERICUT的日志文件
切削仿真的相关信息
在VERICUT中每运行一次仿真切削对应的日志文件的 内容就会相应增加,要保持仿真切削信息与日志文件 相一致,应在每次切削仿真时将以前的日志文件清空。
仿真中的信息显示
仿真中用户应该将Info…status…打开 该对话框中显示了被仿真刀轨文件相关 信息 如图:
实例操作
VETICUT…操作界面
该窗体是数控加工仿真的主窗体, 其中包括定义 毛坯、指定刀 轨文件及刀具 库管理等。用 户将此各项定 义好后将文件保 存其扩展名为.usr
VETICUT…菜单栏
View File
Model Info
Tools
Application Analysis
Tool path
VERICUT…中的三个坐标系
Model coordinate system
Tool Coordinate system
World Coordinate System
World Coordinate System: base coordinate system for VERICUT Tool Coordinate System: tool path coordinate system (刀轨坐标系) Model Coordinate System: model coordinate system (one set of axes
刀库管理(Tool manager)
点击ToolsTool manager 用户可以创建一个与NC加工相关的刀具 库 根据实际的 加工情况添加 刀具定义刀具 参数
刀具描述
定义刀具的参数 根据实际情况 定义刀具类型 描述刀具参数 及属性
定义刀柄及刀夹
完整的刀具由以下几部分组成如图: 用户在定义刀具参数的 对话框中输入刀柄及刀 夹的外轮廓坐标点如: PT(0,0)…… NOTE:坐标点至少三个
仿真中的信息设置
点击Status对话框中的设置(configure…)该对话框出现, 用户可根据需要增加或减少Status栏中的显示内容。
模型(Model)
定义毛坯(Model definition) Model Model definition 在Model Type 中用户可以定 义毛坯(stock)、 设计模型 (Design solid) 、 卡具(Fixture) 及设计表面 (design surface)和设计点(design Point)等
VERICUT启动界面
VERICUT…
Machine Simulation…
VERICUT的两个组成部分
VERICUT…部分的概述 Machine Simulation…部分的概述
VERICUT…概述
VERICUT…的简介 VERICUT…的界面及菜单选项 VERICUT…的用户操作指南
文件(file)
保存文件/进程 颜色设置 打开文件/进程 另存为 属性 编辑刀轨文件/文本文件 图象记录/回放 自动保存 退出
报告 输出 影象拷贝 日志文件命名/清空
视图(View)
视图方向 选择/存储视图方位
视图布局
属性 工具栏
视图方向(View Orientation)
NOTE:当使用者用Analysis分析模型的厚度特征之间的距离 等时应确保View Orientation的动态视图为OFF状态
刀具轨迹(Tool path)
指定刀轨文件(Tool path control) Tool path Tool path control 指定刀轨方向(Tool path Orientation) Tool path Tool path Orientation
指定刀轨文件
在刀轨文件对话框中打开已生成的刀轨文件 用户可以指定刀轨类(Tool path type) 加工类型 (Machining type)及文件 开始段(Start cut)和停止段 (Stop At)的位 置等。
关于机床仿真软件VERICUT4.4
2002.7.20
VERICUT的简介
VERICUT软件是一个功能强大的NC机 床切削仿真软件,可对APT语言描述的 刀轨文件及UGII后处理出来的G代码等 进行实时仿真。可为用户提供撞刀、过 切及机床各部件之间的碰撞检测等,同 时也为用户提供了刀轨优化的功能。
shown for each model)
根据实际零件尺寸定义毛坯大小 根据实际的加工坐标系调整vericut…中world coordinate system 或tool coordinate system( 通常用于多刀轨坐标系)相对mold coordinate system的位置 本例涉及三段程序所以采用tool coordinate system