MAZAK机床操作说明书
MAZAK 机床操作培训
M98调用子程序
M99主程序结束
M44夹具夹紧
M45夹具松开
M09冷却关
M06刀具交换
4.2修改程序
(1)插入字符:按“JOG”“”或“”“PROGRAM”移动光标键使光标至所需插入字符的地方面打开程序锁按编辑EDIT 输入字符锁回程序锁按
(2)删除字符:按“JOG”“”或“”按
移动光标至所需删除字符的地方打开程序锁按EDIT
(4)如果要把COOLANT画面转到正常画面,再按一下COOLANT键即可返回正常画面.
3.6工件装夹操作
(1)按照3.2开机步骤完成后,即可进工件装夹
(2)按RESET键,机床状态显示指示灯绿色,表示机床已经准备好.
(3)各轴回到机床坐标X-510 Y2.1 Z-0.3位置,以便装夹工件.方法是:MDI模式下,输入G0 G53 Y2.1 Z-0.3和G0 G53 X-510,双手按CYCLE START键.
11
主轴旋转停止按扭
用于手动状态下停止主轴旋转
12
主轴旋转起动按扭
用于手动状态下起动主轴旋转(20r/min)
13
机床设置开关
用于设置工作门开关功能有效还是无效
14
开门按扭
用于开启工作门
15
排屑链开关
开启、关闭排屑链
16
刀具松开按扭
主轴上刀具的松开、夹紧
17
复位键
恢复NC初始状态
18
主轴转速倍率键
选择主轴转速
程序(MAZATROL)优化
39
机床状态指示灯
40
41
换页
更换页面
42
三操作说明
3.1开机前注意事项
马扎克MAZAK说明书QTN全功能车床结构及选项介绍-精品文档
标准选项(5/11)
7. 卡爪自动开闭
4. 自动门
标准选项(3/11)
门自动开闭 适用场合:
在操作者装卸 较重的零件时,减 少麻烦,可提高效 率。 原理:气缸控制
标准选项(4/11)
5. 日历式电源自动接通+暖机运行
功能:操作者到达之前, 主轴自动开启,使得机床 进入热平衡状态,进而提 高加工精度。 自动暖机时,冷却液仍需 开启。
6. 电源自动关断
PARTS CODE No. 23378084371 23418041090 23208084890 23418041840 23418041130 43201948870 33178132490 33178132480 33178132471 33178132461 33178132451 33178132441 33178132431 43418041451 43418041461 43418041471 43208084810 43208084820 43208084830
d
STD. QTY.
4
1
2
4
Φ32
2
Φ25
2
Φ20
2
Φ16
Φ12
Φ10
Φ8
1
Φ32 Φ25 Φ20
工
刀塔分度
作
刀盘锁紧、松开
原
理
啮合牙盘的润滑
—
一
刀塔 200/250M
VDI 12D
工 作 原 理 二
—
工作原理—三
工作原理—四
驱动单元
尾座及顶尖
液压单元
马扎克MAZAK说明书维修保养培训VCN

2020/3/29
21
售后服务科培训教室
2.刀库与机械手
VCN与VTC刀库门组件
刀库门通过气缸驱动,实现开闭。
ATC COVER 刀库门:562002401922 MAZAZINE DOOR INTERLOCK DIAGRAM 刀库门联锁:562002303300 可能出现的问题:
典型问题
1.放大器电池电压低导致刀库或机械手电气原点丢失………设定电气原点。 2.换刀过程中,突然停电或按下复位键、紧急停止按钮,导致机械手位置错误………利用菜 单键复位机械手位置。 3.刀具卡在机械手中,无法取下………利用大拇指机构解决。 4.刀库门或刀套动作过快或过慢,动作过程中有异音……..调整气缸。 5.在主轴弹刀量正确的情况下,换刀不顺畅……..调整换刀原点。
32
售后服务科培训教室
3.进给轴
行程开关更换后的确认
确认开关是否有效
X、Y行程确认
Z行程确认
确认栅格偏移量N11
2020/3/29
踏带确认
33
确认GRID
售后服务科培训教室
3.进给轴
典型问题
1.进给轴移动异音 a.滑动护板移动干涉或移动过程中滑道中有铁屑。 b.润滑不良:润滑管路破裂、润滑油质量存在问题。 c.丝杠轴承故障,注意保养…….定期清理,不能积屑或积水。
1.刀库门开闭速度过快或过慢,开闭声音过大,通过调整气缸进气量和缓冲来克服。 2.刀库开闭确认信号不到位,检测并调整气缸上安装的传感器。
2020/3/29
22
售后服务科培训教室
2.刀库与机械手
VCN与VTC机械手结构完全相同(标注配置:MAS BT40;选项配置:ISO CAT40)
mazake操作面板 开关机操作
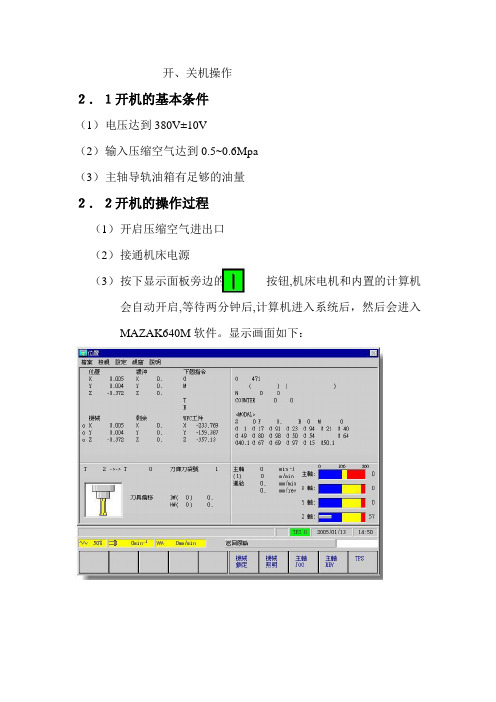
开、关机操作
2.1开机的基本条件
(1)电压达到380V±10V
(2)输入压缩空气达到0.5~0.6Mpa
(3)主轴导轨油箱有足够的油量
2.2开机的操作过程
(1)开启压缩空气进出口
(2)接通机床电源
(3)按下显示面板旁边的按钮,机床电机和内置的计算机会自动开启,等待两分钟后,计算机进入系统后,然后会进入
MAZAK640M软件。
显示画面如下:
(4)可以进行机床操作。
2.3关机的操作过程
(1)将机床主轴返回到机械原点或者其他合适位置
(2)关闭机床照明灯
(3)按下显示面板旁边的按钮,机床电机和内置的计算机会自动关闭,等待一分钟后,计算机系统会关闭。
(4)计算机系统关闭后,关闭机床电源。
(5)关闭压缩空气进出口。
mazake操作面板 手轮操作
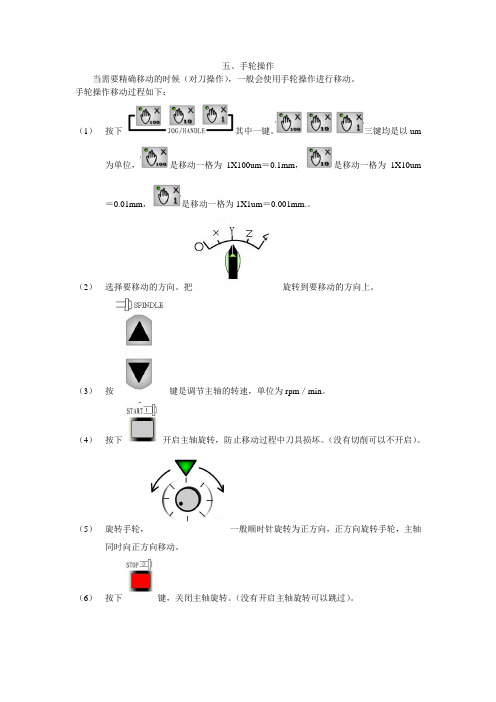
五、手轮操作
当需要精确移动的时候(对刀操作),一般会使用手轮操作进行移动。
手轮操作移动过程如下:
(1)按下
其中一键。
三键均是以um
为单位,是移动一格为1X100um=0.1mm ,是移动一格为1X10um
=0.01mm
,是移动一格为1X1um=0.001mm.。
(2)
选择要移动的方向。
把旋转到要移动的方向上。
(3)
按键是调节主轴的转速,单位为rpm/min。
(4)
按下开启主轴旋转,防止移动过程中刀具损坏。
(没有切削可以不开启)。
(5)旋转手轮,一般顺时针旋转为正方向,正方向旋转手轮,主轴同时向正方向移动。
(6)
按下键,关闭主轴旋转。
(没有开启主轴旋转可以跳过)。
实例:
(1)按下键,进入手轮模式。
(2)
把旋转到X。
(3)向左旋转手轮一格,X轴移动0.1mm。
(4)按下键,向左旋转手轮一格,X轴移动0.01mm。
(5)按下键,向左旋转手轮一格,X轴移动0.001mm。
MAZAK快速熟练操作手册
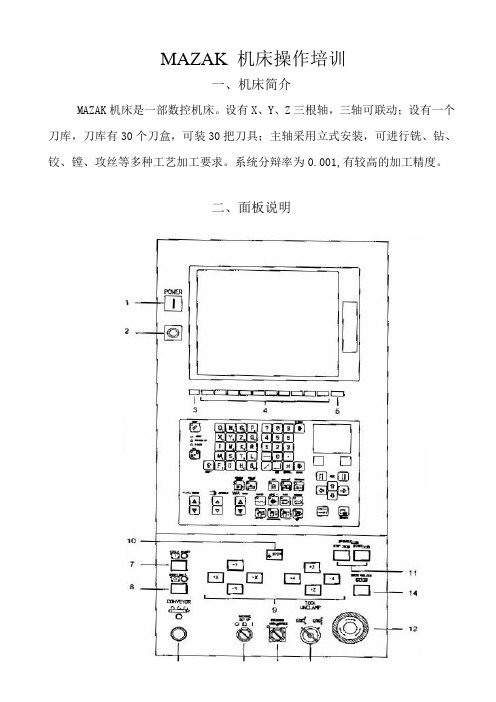
MAZAK 机床操作培训一、机床简介MAZAK机床是一部数控机床。
设有X、Y、Z三根轴,三轴可联动;设有一个刀库,刀库有30个刀盒,可装30把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001,有较高的加工精度。
二,面板三操作说明3.1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够。
3.2开机(1)接通电源;(2)按下机床启动键,等待“REDAY”指示灯亮后(绿色),再进行下一步工作。
(期间约一分钟)3.4 换刀3.6工件装夹操作(1) 按照3.2开机步骤完成后,即可进工件装夹(2) 按RESET键,机床状态显示指示灯绿色,表示机床已经准备好.(3) 各轴回到机床坐标X-510 Y2.1 Z-0.3位置,以便装夹工件.方法是:MDI模式下,输入G0 G53 Y2.1 Z-0.3和G0 G53 X-510,双手按CYCLE START键.(4) 装工件.要点是:a OP面向上,机械手扶手在缸体机油过滤器孔一边;b大端(离合器面)靠左,小端(水泵面)靠右,在工作台上定好位.[注意定位面与定位销的清洁度];c 轻轻摇动一下缸体,使定位面互相贴紧.3.7中途启动机床(1) 当加工过程发生故障时,不要急于消除报警,先确认当前加工状态,如:加工到哪一步,哪一把刀. (2) 解除报警(3) 手动将刀具移到远离工件的位置.(退刀时可打开工作门,按照先退Z轴,再退Y 轴的原则进行)(4) 按MDI模式键,把要加工的刀调到主轴上(5) 按手键,按SOFTKEY PROGRAM,把光标移至开始加工的程序段,按MDI模式键,输入G95 G90 G00 G43 G54 X---- Y---- M03 S----;M09 M08 M51(刀有内冷时输入),把快速进给倍率调到6%~12%.(6) 按下程序单段执行键,双手按下CYCLE START键,执行输入内容.(7) 按下MEMORY,按下SOFTKEY EIA/MONITOR,移动光标直至开始加工的程序段前,按下RESART 2 NONMOCAL.(8) 按菜单换页键 POSITION 菜单换页键 PROGRAM MONITOR (9) 双手按下CYCLE START,注意观察,无误后,逐渐增大快速倍率至100%,最后按下程序单段键,开始自动循环加工。
MAZAK机床操作说明书

MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。
mazake操作面板操作面板功能键的介绍
主轴旋转停
控制主轴的停
机械门锁键
控制机床防护门的开与关
启动键
程序的执行
进给停止键
程序暂停键
机械参数锁
设定参数修改打开与锁定
编程锁定
设定程序修改打开与锁定
夹头的松紧开关
松开与夹紧夹头
VFC键,
把已调节的速度存到程序中
辅助功能键,
与其它功能键配合一起用。
硬盘操作键
此键里存储的空间较大,存
储的地址是硬盘大概是1.5GB
手轮
可按照刻度移动出想要的距离,可以精确到1um
紧急停止按钮
遇到紧急情况可按此键终止机床所有动作。
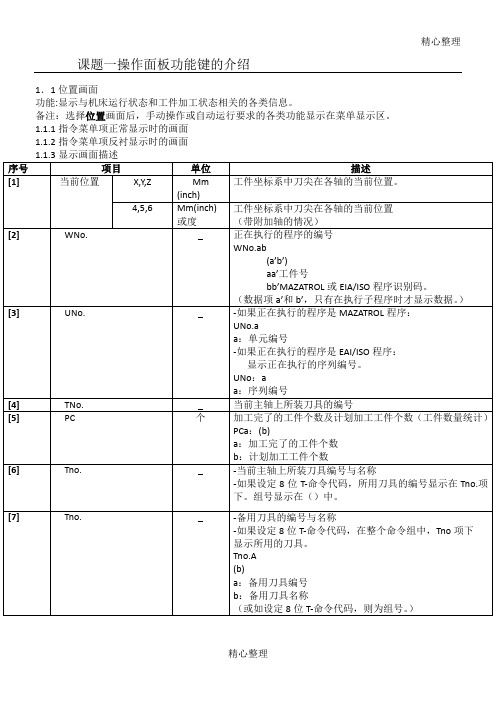
[3]
UNo.
_
-如果正在执行的程序是MAZATROL程序:
UNo.a
a:单元编号
-如果正在执行的程序是EAI/ISO程序:
显示正在执行的序列编号。
UNo:a
a:序列编号
[4]
TNo.
_
当前主轴上所装刀具的编号
[5]
PC
个
加工完了的工件个数及计划加工工件个数(工件数量统计)
PCa:(b)
a:加工完了的工件个数
主轴转速率键
调节主轴的转速。
加工进给率键
切削进给倍率键,调节各轴进给移动速度。
冷却开关键
控制冷却的开与关
冷却键
选择冷却方式
刀库管理键
按此键与是ATC刀库相关菜单和第二原点菜单.
回原点
机械原点,也是回零键.有两种回原点方式:1、第一次回原点:此键与X、Y、Z移动进给键配合使用。2、第2次回原点:此键与机动回零键一起使用。
b:计划加工工件个数
[6]
Tno.
马扎克MAZAK说明书QTN全功能车床结构及选项介绍

数控系统选项还包括各种辅助 功能,如自动编程、图形界面、 动态模拟等,以提高生产效率 和加工精度。
主轴电机选项
主轴电机是马扎克mazak QTN 全功能车床的重要部件,它驱动 主轴旋转并实现各种切削运动。
主轴电机选项包括不同功率和转 速的电机,以满足不同加工需求。
主轴电机选项还包括电机控制和 调节功能,以确保加工过程的稳
02
其他附加功能选项包括自动上下料装置、冷却系统、 排屑装置等。
03
其他附加功能选项还包括各种安全保护装置,以确 保操作安全和加工过程的稳定性。
05
操作与维护指南
安全操作规程
操作前检查
确保机床周围环境安全, 检查机床各部位是否正
常,无异常情况。
穿戴防护用品
操作时应穿戴合适的工 作服、安全鞋、手套等 防护用品,以保障人身
部件,它通过旋转将旋转
导
运动转换为直线运动,使
轨
刀具在工件表面移动。
导轨用于支撑和引导刀
驱 动
具沿着设定的路径移动, 电
确保加工精度和稳定性。 机
刀架与刀具结构
刀架
刀具
刀架是用来安装和固定刀具的部件,它具 有多个刀具安装位置,可以根据需要快速 更换刀具。
刀具是车床加工中的重要工具,根据不同 的加工需求,可以选择不同类型的刀具, 如外圆刀、内圆刀、切槽刀等。
服务优质
客户对马扎克提供的售后 服务表示赞赏,认为它能 够及时解决使用中的问题。
产品改进与升级
新功能开发
马扎克不断开发新的功能,以满足客户不断变化 的需求。
性能提升
通过技术升级和改进,不断提高产品的性能和稳 定性。
智能化发展
马扎克正致力于产品的智能化发展,以实现更高 效、更智能的生产方式。
马扎克MAZAK说明书VTC160A2PC中间旋转体分解培训资料1

售后服务培训
七.将中间旋转体的盖板和箱体分开.
•
售后服务培训
八.将盖板翻转,用两个M5的螺栓将旋转轴大径处的衬套顶出。更换新的
衬套。(注意改进前衬套此时直接更换;改进后衬套要在盖板安装到箱 体上后才装入)
M5
•
螺 栓 位 置
售后服务培训
九.将主动杠杆和连杆的连接轴、主动杠杆固定轴及从动杠杆固定轴拆下;
旋转轴及与之对应的孔
售后服务培训
二.将1,2号工作台从机床上吊下,将安装准备区防护门、 中隔板及中隔板上部板金拆除。
•
拆 除 板 金
售后服务培训
三.将牛头部件拆下,将中间旋转体盖板与机床固定螺栓松 开 。(注意在拆除牛头部件前,要先关闭机床,并将夹具 分油块拆除) • 夹 具 分 油 块
固 定 螺 栓
•
售后服务培训
十四.将中间体装入机床内,如图所示调整中间旋转体平行于X轴,调整
基准为盖板左侧面(如左下图所示)。连接相关管路。
•
调整基准面 调整位置
售后服务培训
十五.安装牛头、板金、工作台。
•
售后服务培训
十六.按照工作台原点调整作业指导书进行调整。详情参照 《 VTC160-2PC 工作台原点调整作业指导书》
2005年售后服务培训 (VTC-160A/2PC中间旋转体分解)
售后服务培训
一.故障现象:工作台交换过程中牛头落下时,有异音;工作台落下不平稳。
现场调查中发现,如果1、2号工作台承重大致相当的情况下,牛头落下时, 比较平稳;如果1、2号工作台承重差别越大,故障越明显。进一步调查发现 导致故障的真正原因是:中间旋转体的旋转轴及与之对应的孔间歇过大, 1、 2号工作台承重差别较大时,旋转轴发生倾斜,发生上述故障。解决故障的 方法是更换安装在旋转轴及与之对应的孔之间的衬套,更换衬套就要分解中 间旋转体。以下所诉就是分解中间旋转体及更换衬套的方法。
MAZAK编程手册
编程手册MAZATROL FUSION 640T (车削加工)小巨人机床有限公司培训教材NC装置 : FUSION640TMF640T-1版 2001.11.【目录】页1操作面板1 2刀具数据3 3加工方法的种类及加工部位10 4程序坐标系12 5编程画面的调出方法12 6通用数据13 7BAR(圆柱加工)14 8程序编制18 9EDG(端面加工)19 10THR(螺纹加工)20 11GRV(凹槽加工)22 12DRL(钻孔加工)25 13TAP(攻丝)27 14CPY(仿形加工)28 15CNR(角隅加工)29 16M N P(手动编程)30 17END(结束单元)31 18MTR(毛坯形状)32 19交点自动计算功能33 20工序编排36 21其它37 22练习题391. 操作面板 (编程时所使用的键)① 画面选择键在选择画面时按此键。
按下此键,菜单变成可供画面选择的菜单(位置、加工准备信息、程序等画面菜单),通过按菜单键(③)可以显示任意画面。
② 菜单选择键在更换菜单栏(注1)的显示内容时按此键。
③菜单键是画面下方的10个键。
可分别操作相应的菜单。
④光标键、翻页键在移动光标时按此键。
⑤数字键输入0~9、.(小数点)、-(负号)等内容时按此键,所输入的内容会显示在数据输入区(注2)。
⑥确认键(INPUT键)将输入区中的数值输入到光标闪动的地方时按此键。
⑦清除键(CLEAR键)在取消输入区中的数值时按此键。
另外,在解除蓝色报警时,也可以按此键。
⑧删除键(CANCEL键)欲将刚输入的数值删除时按此键。
⑨复位键(RESET键)在解除红色报警时按此键。
(注1) [菜单] 是指显示在画面下方的10个栏内的内容。
(注2) [输入区] 是指菜单栏右上方的部分。
2. 刀具数据登录刀台上所装刀具的详细数据。
【显示数据】当标题(刀具列表或TN o.)所选定的区域。
两个显示区域的选择可以通过Tab当按下列表输入菜单键,右側显示的详细信息变成补偿信息,按下编辑刀具菜单键,变成形状信息。
MAZAK快速熟练操作手册范本
MAZAK 机床操作培训一、机床简介MAZAK 机床是一部数控机床。
设有X 、Y、Z 三根轴,三轴可联动;设有一个刀库,刀库有30 个刀盒,可装30 把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。
系统分辩率为0.001, 有较高的加工精度。
二,面板di SI一⑥§4 Z£ ---------4CD-QDMoot am I MM OU»_______ 0 VW 仁倉13妙您回-" 严e| a禺昶O€Z> •—££ 9€S€8t •rwt OlO ---------& SO o]-------- XI三操作说明3 . 1开机前注意事项(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够3. 2开机 (1) 接通电源;(2) 按下机床启动键,等待“ REDAY ”指示灯亮后(绿色),再进行下一步 工作。
(期间约 一分钟)〈屏幕鬼示 ^ZFRORFTtlRX^L 按下 ^HOME 1” 礎;C O 按下主菜犀谴,宜到出现“LIGim (灯)菜轼 再按LIGHT,憾明灯退即亮:诃丰m 二苣="宀1».干诗沖吏嗔竿DS -I 匸垃至“仏X. \\上轴回零。
依次按下EOES趾机床自动旦到零点;注:如果机床关机时不在零点位置「卄机也零点时,应先依秋下 使各毎偏雲零点一疋距离.然后冉一賣按下| *z] | ~Y j | ~x ][ZlLZltZ]1「直主各轴回到零点;立AIJTOALCLAMPT :m、rp按下"JOG"按提・将(ZQ 打到 “MANUAL"一边,将(1 打到"CLAXiy一边.则夹具实宾,*\ 2>C7)将(§)打到"AUTO" 一边”按WV RAPO—Th SPT?<DAI.VW rrFI>fflffl按® 阿S萱、零占住豐的标志绘:屏幕上机乐坐标X 、 ¥、£前面堆小圆產交我小MUN,AI TO:vt ANU ATcry PUT )键.则斫运行程字显不在屏幕右上角,⑼ 按下"START"自动馆环启或铸「呑丰樺作)”机昧开始运存CYCLE STLRTG 0注:本机未面板上的 二|爵戟说胃为无栽-工3装、卸刀3.3 1装刀刀」刀直核到建为二C2)打幵訪护门.向下隹装、却刀手衙.〔加趋洁刀稱和刀盒:并把刀具放入刀盒" 〔4 把刀具世好峙别妥注意刀具妊口问前斥下C5)向上拉手柄,刀具自动装入刀盒。
马扎克MAZAK说明书QTN全功能车床结构及选项介绍-精品文档
侧
出
YES
YES
式
QTN200/1000U QTN250/1000U QTN200M/1000U QTN250M/1000U
YES
后
出
YES
YES
NO
式
Coolant pump 180W (120) Coolant pump 520W (325) Coolant pump 1.1kW (635)
G07GU002120 G07GU003170 G07GU003120
QTN全功能车床结构及选项介绍(1/2)
❖ 主轴单元
1、工作原理 2、关键部品说明 3、润滑、冷却方式
❖ 刀塔单元
1、刀塔分度原理 2、关键尺寸 3、标准刀具配置及说明
❖ 尾座单元
1、工作、控制方式 2、顶尖配置及说明
QTN全功能车床结构及选项介绍(2/2)
❖ 驱动单元 ❖ 液压单元 ❖ 气动系统 ❖ 冷却单元 ❖ 润滑单元 ❖ 标准选项
自动卸除已加工完零件;与棒料输送 机复合使用时,可自动运行。因减少 了开关前面的操作,可减少工件加工 的循环时间。
标准选项(8/11)
12. 液压压力互锁(压力保证)
通过压力开关检测压力,控制机床的停止动作。
13. 卡盘开闭确认
安全作业选项 在使用棒料输送机及自动装卸 工件时,必须选用该选项。
标准选项(9/11)
53418003200 43418041461
1
53418003300 43418041471
53208001200 43208084810 Φ32 53208001100 43208084820 Φ25 53208001000 43208084830 Φ20
马扎克MAZAK说明书QTN全功能车床结构及选项介绍
标准选项(1/11)
1. 自动中心架 SMW SLU-2/SLUA-2
夹持范围:8-101(8-80) 夹持方式:液压自动 中心架润滑方式:自动脂润滑 2. 自动中心架安装准备 用户在定购、安装中心架之前, 预留了各种安装必须条件。可在 用户现场进行安装。
标准选项(2/11)
3. 润滑脂枪
尾座、中心架导轨面油膜层被破坏时,重新注脂; 为润滑脂箱注脂; 均预留的注脂口。
6. 电源自动关断
在操作者离开现场时,加工完毕后,电源自动关断。 注:使用机械手及棒料输送机时,不可选用该选项。
标准选项(5/11)
7. 卡爪自动开闭
控制方式:利用M代码自动控制卡爪的开、闭 适用场合:使用棒料输送机及机械手 卡盘张开:M06 卡盘闭合: M07
8. 卡爪气吹
运行时,在卡盘的上部装有喷嘴,以去除工件和 卡盘上的铁屑,适合在使用棒料输送机及机械手 时使用。
QTN150/300U QTN150/500U
QTN200/500U QTN250/500U QTN200M/500U QTN250M/500U
QTN200/1000U QTN250/1000U QTN200M/1000U QTN250M/1000U
YES
YES
YES
YES
YES
NO
G07GU002120 G07GU003170
工作原理—四
驱动单元
尾座及顶尖
液压单元
品号:G49FH007991 G49FH008310
厂家:NACHI
气动单元
品号:G46SV001390 厂家:SMC 压力开关:0.35MPa
气动单元
1.对刀仪 2.卡盘气吹 3.工件测量 4.自动门 5.选择气吹
马扎克MAZAK说明书维修保养培训VCN
售后服务科培训教室
1.主轴
液压单元:只用于刀具卡紧/松开,所以不需要定期更换油品
HYDRAULIC PUMP MOTOR液压站控制电路图: 562002403000 SPINDLE主轴卡紧/松开和油气润滑电路图:562002401040
2020/3/29
6
售后服务科培训教室
1.主轴
主轴油气润滑
注意:开机后,必须进行暖机运行。
HEAD LUBE PUMP主轴油气润滑电路图:562002403400
2020/3/29
7
售后服务科培训教室
1.主轴
主轴冷却单元
该单元为整体外购件 根据环境温度自动 调节油箱温度。
CHILLER UNIT 主轴冷却单元:562002403302
2020/3/29
8
1.主轴
主轴典型装配工艺及精度检测
试运行
温升检测
联轴节内孔跳动
动平衡 2020/3/29
动平衡数据显示 12
售后服务科培训教室
1.主轴
主轴典型装配工艺及精度检测
油缸和主轴平面度
油缸和主轴垂直度
配键
主轴弹刀量确认 2020/3/29
主轴锥孔跳动
主轴变位量
13
振动检测 售后服务科培训教室
1.主轴
典型问题
加工冷却单元 主要有贯通冷却和标准冷却
SOLENOID OUTPUT冷却回路电磁阀:562002401050
2020/3/29
10
售后服务科培训教室
1.主轴
主轴典型装配工艺及精度检测
轴承清洗
轴承及隔套热装
预紧套热装
端盖配磨
刚性试验 2020/3/29
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。
规定 1. 本章介绍对预先可以设想的作业方法和作业状态,从安全方面应注意的事项。
然而,难免发生在顾客方面进行超越本公司设想的作业,或发生此种作业状态的情况。
为此,不仅需要遵守如下事项,而且顾客自己需要有经常的安全作业意识。
2. 本说明书记载了尽可能多的信息,但是往往会有顾客进行超越本公司所设想作业的情况,对此,无法事先考虑其全部情况并全部列出“不能进行的事项”或“不应进行的事项”。
为此,对于本说明书中没有记载为“能够进行”的功能,请解释为“不能进行”。
3. 本说明书使用的危险、警告、注意的含意如下危险: 如果不遵守该记载事项,则很可能危及生命。
警告: 如果不遵守该记载事项,则可能导致重大人身伤亡事故。
注意: 如果不遵守该记载事项,则可能导致机械损坏和作业人员负伤。
HGENPA0041C 安全注意事项S-2 基本警告!在打开电源后到显示画面为止的时间,切忌触碰操作盘的按键、按钮、开关等。
在确认到有正确的数据输入、设置后进行其后的操作。
如有数据错误而未能发现进行运转,将会让机械做出预想不到的动作。
在实际加工工件之前,进行试运转,必须确认机械正常动作。
不可不进行确认而直接进行加工。
请利用超驰控制、单程序段运行等功能,或进行空载运转等措施谨慎确认程序正确。
另外,如果有刀具路径检查、实体检查等功能,请充分有效利用这些功能。
必须确认对于运转内容,进给速度、旋转速度指令有适当的数值。
请注意到依所使用刀具或被切削工件等各种各样的加工条件,其运转时的最高进给速度、最高旋转速度会经常与机械能力不同。
一旦实行不适当的进给速度、旋转速度,可能会有工件或刀具跳出机外的情况。
如果使用补偿功能,请充分确认补偿方向、补偿量等。
如果未能完全理解其功能而使用、运转,将会让机械做出预想不到的动作。
参数在出厂时设置为符合标准使用的数值。
为此,原则上不要进行变更。
要变更时,请充分理解该参数的作用后实施。
所变更的内容一般将会影响任何程序。
如果没完全理解就进行变更,将会让机械做出预想不到的动作。
关于NC 所提供的加工条件警告!在使用下列条件进行加工时,根据所使用的刀具、夹具、工件等,有时可能需要修改加工条件,而不能原样使用。
• 加工导航功能所提供的加工条件; • 加工事例介绍功能所推荐的刀具加工条件;• 切削条件自动决定功能所定的加工条件; !充分确认了安全后,完全关好操作门后进行加工。
否则,可能导致重大人身伤亡事故。
安全注意事项S-3 关于程序设计警告!请充分确认坐标系的设置值是否正确。
如果有错误,即使程序指令正确也会有机械在预测之外的位置运转,而会有因与刀具冲突等而造成工件跳出机外的情况。
在圆周速度恒定控制中,当圆周速度恒定控制轴的工件坐标的现在值接近0 时,主轴旋转变得非常快。
在s="hl4">机床上会有因卡盘夹持力降低而造成工件脱落的情况。
必须指令安全的限制转速。
即使进行英寸/毫米切换,也不会改变原来所登记的程序、刀具信息、参数值的单位等。
请在运转之前充分确认这些数据。
如果不确认而进行运转,原来正确的程序也会让机械做出完全不同的动作。
如果搞错绝对指令和相对指令而以相反的理解做出的程序运转时,将会让机械做出完全没有预定的动作。
请重新确认指令方式。
如果在圆弧插补、固定循环等方面有平面选择指令错误时,因为所设想的各动作轴的动作与实际各动作轴相互替换,因此刀具等与工件或机械的一部会有冲突的危险(仅适用于带EIA 功能的NC)。
使镜像成为有效时,其后的机械动作会大大变化。
请在充分理解后使用(仅适用于带EIA 功能的NC)。
如果在补偿功能有效期间进行机械坐标系指令、参考点返回指令,补偿会暂时变无效。
如果没有充分理解这种情况,可能认为机械彷佛做出作业人员没有预测的动作。
请使补偿功能变无效后执行这些指令(仅适用于带EIA 功能的NC)。
屏蔽功能以被指令刀具的数据为基础进行干涉检查。
请设置为与实际使用的刀具一致的刀具信息,否则无法正确起作用。
INTEGREX e-系列机械可以进行车削加工,但是,G 代码和M 代码的体系与车床中使用的体系不同。
如果错误指令G 代码或M 代码,将会让机械做出完全没有预定的动作。
请充分理解后再使用。
程序例INTEGREX e-系列车床 S1000M3 铣削主轴以1000 转旋转。
车削主轴以1000 转旋转。
S1000M203 车削主轴以1000 转旋转。
铣削主轴以1000 转旋转。
INTEGREX e-系列机械中,以MAZATROL 程序的分度单元或EIA 程序的G68 指令(坐标旋转),能够进行程序坐标的旋转,但是如果在Y 轴中心使B 轴旋转180 度来加工第2 车削主轴侧时,程序坐标的X 轴正侧成为朝下的方向,以此状态进行程序时,会有刀具移动到没有预测的部位而造成冲突的情况。
以X 轴的正侧朝上方向进行编程时,请使用FRM偏移单元的镜面功能或G指令镜像:G50.1、G51.1。
如果改变了程序中所指定的刀具,必须以刀具路径检查、实体检查等功能来确认能否正确动作。
如果改变了刀具数据,即使是有加工实绩的程序,也会有动作变化的情况。
如果未能发现到动作的变化而继续运转,可能会有因预想不到的动作导致对工件的干涉。
例如,在自动运转启动时,如果刀具刀尖位于按MAZATROL 程序的共同单元所指定的坯料(包括间隙量)内侧,会视为从该位置到趋近点没有干涉物而进行直接移动,需予以注意。
自动启动时,使刀具刀尖位于按MAZATROL 程序的共同单元所指定的坯料(包括间隙量)外侧的状态后进行。
注意! 选择各轴独立位置决定方式使各轴同时快速进给时,在大部分情况,直到终点为止的移动不会成为直线。
为此,请在确认好路线上没有障碍物后利用相应的功能。
安全注意事项S-4 关于操作警告!通过系统变量#3003、#3004 可以使单程序段运行、进给保持、超驰控制等变为无效。
这是由于作业人员进行了使这些操作变无效的重大变更,因此在对有关人员进行充分通知后实施。
另外,作业人员要在进行这些操作之前确认系统变量的设置。
因自动运转中的手动介入、机械锁定、镜像等,工件坐标系一般被移动。
如果希望使手动介入后的运转重新开始或机械锁定、镜像等变无效而继续运转、请充分考虑移动量应付。
如果不采取任何措施进行运转、也会有刀具和工件发生冲突的情况。
试运转一般在空进给机械来进行动作确认时使用。
此时的进给速度成为与程序指令速度不同的试运转速度,因此依情况可能会有以比程序指令快的速度动作的情况。
暂时停止运转,对运行中的程序进行插入、删除、重写等后继续运行该程序时,会有机械进行没有预期的动作的情况。
原则上不要对执行中程序进行插入、删除、重写等。
注意! 手动运转要充分确认轴移动的方向和速度进行。
在需要进行手动原点返回的机械,打开电源后必须进行手动原点返回。
在手动零点返回结束之前,软限制为无效,因此即使超越限制领域,机械也不会停止。
这样,可能会导致机械重大损坏。
在手动脉冲旋钮进给操作中,请不要弄错脉冲倍率。
设成1000 倍后不小心进行旋钮操作,则轴会以超过想象的快速移动。
关于NC 装置的使用S-5 关于NC 装置的使用动作保证对于以作为本来的NC 装置的使用目的之外的使用方法而造成的问题,则不成为制造厂保证的对象,请予以充分注意。
作为本来的NC 装置的使用目的之外而发生的问题如下所示 1. 在本NC 装置上使用市售的软件(包括顾客自制的软件),而因为该软件发生的问题; 2. 使用OS(Windows)的功能而发生的问题;3. 连接市售的电脑设备而发生的问题; 工作环境 1. 环境温度运转时0~50°C 2. 相对湿度运转时10~75%(应无结露)注意: 湿度增大时,将会成为造成绝缘劣化,或加速零部件劣化的原因。
备份数据的保持注意: 严禁对下记文件夹内的数据进行清除或变更。
复原用数据保存文件夹: D: \MazakBackUp 本文件夹在机械通常使用时是完全不用的,文件夹中记录有万一NC 装置发生故障时能迅速进行复原的重要数据。
如果清除或变更这些数据,将有导致复原过程所费时间过长的情况发生。
因此,严禁对下记文件夹内的数据进行清除或变更。
关于NC 装置的使用S-6 - 备注- E C-1 目录1 自动运行准备.1-1 1-1 自动运行准备内容.1-1 2 画面概述.2-1 2-1 各画面组成部分的名称.2-1 2-2 显示画面类型.2-3 2-3 画面结构.2-4 2-3-1 画面引导画面.2-6 2-4 视窗...2-7 3 数据设定方法.3-1 3-1 设定数据和地址.3-2 3-2 菜单数据选择.3-3 3-3 清除数据.3-3 3-4 修改数据.3-3 3-5 增量输入.3-4 3-6 将数据保存到硬盘上.3-4 4 与机床运行状态相关的画面.4-1 4-1 位置画面.4-1 4-1-1 数据显示.4-1 4-1-2 数据登录.4-5 4-1-3 画面操作.4-6 4-2 描画画面.4-7 C-2 4-2-1 数据显示.4-7 4-2-2 显示加工形状和刀尖.4-8 4-2-3 平面选择.4-9 4-2-4 改变比例数值.4-10 4-3 自动测量画面.4-11 4-3-1 数据显示.4-11 4-4 EIA 画面显示画面.4-13 4-4-1 数据显示.4-13 4-4-2 EIA 监控功能.4-14 4-4-3 编辑功能.4-14 4-4-4 重起动2 非模态功能.4-15 4-5 加工导航监控画面.4-16 4-5-1 数据显示.4-16 4-5-2 选择要在机械加工监控模式里显示的图表.4-17 4-5-3 设定显示时间比例.4-19 4-6 钻孔监控画面.4-20 4-6-1 数据显示.4-20 4-6-2 设定阈值.4-21 4-6-3 比例变更.4-22 4-6-4 设定显示时间比例.4-23 5 与加工准备相关的画面.5-1 5-1 设定管理画面.5-1 5-1-1 显示内容.5-1 5-1-2 资料登录.5-3 C-3 5-1-3 画面操作.5-13 5-2 卡爪形状画面.5-14 5-2-1 显示内容.5-14 5-2-2 资料登录.5-15 5-2-3 卡盘保护区设定.5-16 5-3 设定记录画面.5-19 5-3-1 显示内容.5-19 5-3-2 数据保存/载入.5-22 5-3-3 数据登录.5-22 5-4 刀具编排画面.5-23 5-4-1 显示画面.5-23 5-4-2 刀具编排步骤.5-25 5-4-3 清除刀袋号.5-29 5-4-4 指定备用刀具.5-29 5-4-5 清除备用刀具资料.5-30 5-4-6 已登录刀具资料的清除步骤.5-30 5-4-7 其它功能.5-31 5-5 可视刀具管理画面.5-33 5-5-1 显示的资料.5-33 5-5-2 切换显示画面.5-36 5-5-3 “所需刀具”显示区段.5-37 5-5-4 库存刀具.5-38 5-5-5 编排加工刀具.5-41 5-5-6 其他显示操作功能.5-45 C-4 5-6 工件偏移画面.5-47 5-6-1 资料显示画面.5-47 5-6-2 资料登录.5-48 5-6-3 画面操作.5-51 5-7 宏指令变量画面.5-52 5-7-1 资料显示(全局变量,全局变量(检查))画面.5-52 5-7-2 资料登录.5-53 5-7-3 画面操作.5-54 5-8 主轴负载记录画面.5-56 5-8-1 资料显示画面.5-56 5-8-2 主轴负载资料的显示.5-57 5-8-3 切换主轴负载资料显示内容.5-57 5-8-4 主轴负载相关资料的显示.5-58 5-9 加工导航结果画面.5-59 5-9-1 数据显示.5-59 5-9-2 显示数据.5-62 5-9-3 显示模式.5-62 5-10 BF SCHEDULE 画面(任选).5-64 5-10-1 资料显示画面.5-64 5-10-2 资料登录.5-65 5-10-3 其它显示操作.5-66 5-10-4 设置棒料进给器调度的例子.5-66 6 程序创建的相关画面.6-1 6-1 程序画面.6-1 C-5 6-2 刀尖路径检查画面.6-2 6-2-1 显示内容.6-2 6-2-2 刀尖路径检查画面基本操作.6-3 6-2-3 重起动刀尖路径检查.6-4 6-2-4 区段跳越.6-4 6-2-5 程序监控(监控视窗).6-4 6-2-6 从刀尖路径检查画面切换。