模具专业术语之欧阳家百创编
模具设计与制造工艺卡片之欧阳歌谷创作
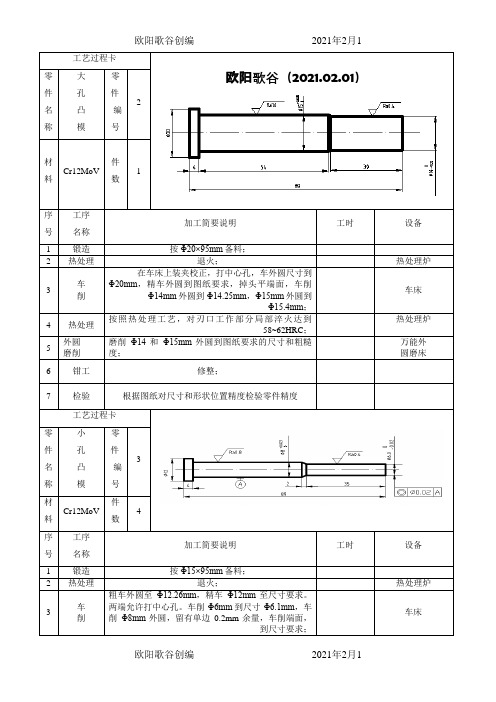
工艺过程卡欧阳歌谷(2021.02.01)零 件 名 称大 孔 凸 模零 件 编 号2材 料Cr12MoV件 数1序 号 工序 名称 加工简要说明工时 设备1 锻造 按Φ20×95mm 备料;2 热处理 退火;热处理炉3车 削 在车床上装夹校正,打中心孔,车外圆尺寸到 Φ20mm ,精车外圆到图纸要求,掉头平端面,车削Φ14mm 外圆到Φ14.25mm ,Φ15mm 外圆到Φ15.4mm ;车床 4 热处理 按照热处理工艺,对刃口工作部分局部淬火达到58~62HRC ;热处理炉5 外圆 磨削 磨削Φ14和Φ15mm 外圆到图纸要求的尺寸和粗糙度;万能外 圆磨床6 钳工 修整;7检验 根据图纸对尺寸和形状位置精度检验零件精度工艺过程卡零 件 名 称 小 孔 凸 模 零 件 编 号 3材 料 Cr12MoV 件 数4序 号 工序 名称 加工简要说明工时 设备1 锻造 按Φ15×95mm 备料;2 热处理 退火;热处理炉3车 削粗车外圆至Φ12.26mm ,精车Φ12mm 至尺寸要求。
两端允许打中心孔。
车削Φ6mm 到尺寸Φ6.1mm ,车削Φ8mm 外圆,留有单边0.2mm 余量,车削端面,到尺寸要求;车床4热处理按照热处理工艺,对刃口工作部分局部淬火达到58~62HRC;热处理炉5外圆磨削磨削Φ6mm和Φ8mm外圆到图纸要求的尺寸和粗糙度;万能外圆磨床6钳工修整;7检验根据图纸对尺寸和形状位置精度检验工艺过程卡零件名称挡料销零件编号4材料T8A件数2序号工序名称加工简要说明工时设备1锻造按Φ16×20mm备料;2热处理退火;热处理炉3车削在车床上装夹校正,打中心孔,车削端面,车Φ12mm和Φ6mm外圆,留单边0.2mm余量并倒角,车削2×0.2mm的槽至尺寸要求;车床4热处理按热处理工艺,局部淬火达到43~48HRC;热处理炉5外圆磨削磨削Φ12mm、Φ6mm和Φ12mm下端面,到图纸要求的尺寸和表面粗糙度;万能外圆磨床6钳工修整工艺过程卡零件名称导套零件编号5材料20钢件数2序号工序名称加工简要说明工时设备1锻造按Φ55×105mm备料;2热处理退火;热处理炉3车削在车床上装夹校正,打中心孔,粗精车Φ46mm外圆到尺寸,并倒圆角,车削端面到尺寸,车削Φ38mm外圆,留单边0.2mm磨削余量,车削Φ28mm的内孔并且留有单边0.2mm的磨削余量;车床4热处理按热处理工艺,局部淬火达到58~62HRC;热处理炉5外圆磨削磨削Φ38mm外圆和Φ28mm内孔,到图纸要求的尺寸和表面粗糙度;万能外圆磨床6钳工修整工艺过程卡零件名称导柱零件编号6材料20钢件数2序号工序名称加工简要说明工时设备1锻造按Φ35×175mm备料;2热处理退火;热处理炉3车削在车床上装夹校正,打中心孔,车Φ28mm外圆,留单边0.2mm余量并倒角,车削端面到尺寸要求,车削4×2mm的槽至尺寸要求;车床4热处理按热处理工艺,局部淬火达到58~62HRC;热处理炉5外圆磨削磨削左端Φ28mm至图纸要求的尺寸和粗糙度,磨削中间和右边Φ28mm外圆时注意右端在模具装配时为过盈配合不可将尺寸磨削成负偏差,符合图纸要求的尺寸和表面粗糙度即可;万能外圆磨床6钳工修整工艺过程卡零件名称顶杆零件编号7材料45钢件数4序号工序名称加工简要说明工时设备1锻造按Φ15×115mm备料;2热处理退火;热处理炉3车削在车床上装夹校正,打中心孔,车两端Φ6mm外圆,留单边0.2mm余量并倒角,车削端面到尺寸要求,车削2×1mm的槽至尺寸要求,用板牙攻M6的螺纹;车床4热处理按热处理工艺,局部淬火达到35~40HRC;热处理炉5铣削铣削4mm段的六角螺帽;铣床6外圆磨削磨削左端Φ6mm外圆,到图纸要求的尺寸和表面粗糙度;万能外圆磨床7钳工修整工艺过程卡零件名称顶杆固定板零件编号8材料45钢件数1序号工序名称加工简要说明工时设备1锻造按135×85mm备料;2热处理退火;热处理炉3铣削铣削130×80mm的矩形到尺寸;车床4钻削先划线,再用样冲点窝,之后再用Φ3mm的钻头打底孔,最后按图纸要求依次扩孔,其中M6的螺纹孔只做到Φ5.3mm;热处理炉5钳工用丝锥手动攻4个M6的内螺纹,并铰削4个Φ10mm的孔到尺寸;6平面磨削磨削零件上下表面到图纸要求;平面磨床7钳工修整工艺过程卡零件名称顶杆固定板2零件编号9材料45钢件数1序号工序名称加工简要说明工时设备1锻造按135×85mm备料;2热处理退火;热处理炉3数控铣削因该零件中间部分Φ51mm的大孔无法在钻床上完成因此在数控铣床上铣削,装夹找正,铣削130×80mm的外轮廓,铣削Φ51mm的大孔,钻削4个Φ10mm的孔留有0.2mm的铰削余量,铰孔,翻面,使用内孔找正铣削130×80mm的外轮廓;数控铣床5平面磨削磨削上下表面到图纸要求的尺寸和表面粗糙度;平面磨床6钳工修整,去毛刺工艺过程卡零件名称固定凸凹模零件编号10材料Cr12MoV件数1序号工序名称加工简要说明工时设备1锻造按Φ85×50mm备料;2热处理退火;热处理炉3数控车削在数控车床上装夹校正,打中心孔,车Φ80mm和Φ26mm外圆,留单边0.2mm磨削余量,车削端面,镗削内孔Φ13.9mm的尺寸留0.2mm磨削余量,车削R4和R2的凸球,并留有磨削余量;数控车床4钻削钻削4个M6的螺纹孔到Φ5.3mm,2个Φ6m m的销孔,留待以后调好间隙后配作;钻床5钳工攻螺纹;6热处理按热处理工艺,局部淬火达到60~62HRC;热处理炉7外圆磨削磨削Φ14mm的内孔,磨削Φ26mm和R4、R2的凸球部分,到图纸要求的尺寸和表面粗糙度;万能外圆磨床8钳工修整工艺过程卡零件名称活动凸凹模零件编号11材料Cr12MoV件数1序号工序名称加工简要说明工时设备1锻造按Φ60×43mm备料;2热处理退火热处理炉3数控车削在车床上装夹校正,打中心孔,车Φ50.24mm外圆,留单边0.2mm余量,车削和Φ58.23mm外圆至尺寸要求,车削端面到尺寸要求,车削内孔留0.2mm的磨削余量;数控车床4钻削钻4个Φ6mm孔并铰孔,忽孔深度为14.34mm钻床5热处理按热处理工艺,局部淬火达到60~62HRC;热处理炉6外圆磨削磨削Φ50.24mm和Φ18mm的内孔到图纸要求的尺寸和表面粗糙度,磨削上下两端面,磨削下表面圆角部分;万能外圆磨床7钳工修整工艺过程卡零件名称落料凹模零件编号12材料Cr12MoV件数1序号工序名称加工简要说明工时设备1锻造按Φ125×45mm备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,车Φ120mm的外圆到尺寸,车削26mm深的内圆柱孔,车削端面到尺寸要求,车削Φ50.34mm内圆,留单边0.3mm的磨削余量;车床4钻削钻四个螺纹孔,并攻内螺纹,2个Φ8mm的销孔,留待以后调好间隙后配作;钻床5热处理按热处理工艺,局部淬火达到60~64HRC热处理炉6外圆磨削磨削Φ50.34mm内圆柱到图纸要求的尺寸和表面粗糙度,磨削上下圆柱端面;万能外圆磨床7钳工修整工艺过程卡零件名称模柄零件编号13材料Q235件数1序号工序名称加工简要说明工时设备1锻造按Φ90×83mm备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,车Φ85mm和Φ40mm外圆,留单边0.2mm余量并倒角,车削上下端面留有磨削余量;车床4钻削钻削4个螺纹过孔,并且铰孔钻床5热处理按热处理工艺,局部淬火达到43~48HRC热处理炉6外圆磨削磨削Φ85mm、Φ40mm图纸要求的尺寸和表面粗糙度;万能外圆磨床7钳工修整工艺过程卡零件名称下模垫板零件编号14材料45钢件数1序号工序名称加工简要说明工时设备1锻造按Φ125×9m m备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,车Φ120mm外圆,车削中间圆孔到尺寸要求,车削端面到尺寸要求,;车床4钻削钻削所有的螺纹过孔,所有的销孔,留待以后调好间隙后配作钻床5热处理按热处理工艺,局部淬火达到43~48HRC热处理炉6平面磨削磨削上下表面,到图纸要求的尺寸和表面粗糙度;平面磨床7钳工修整工艺过程卡零件名称橡胶零件编号15材料聚氨酯件数1序号工序名称加工简要说明工时设备1备料按Φ70×60mm备料;2钳工将孔的位置划线,并加工出来工艺过程卡零件名称小孔凹模零件编号15材料Cr12MoV件数1序号工序名称加工简要说明工时设备1锻造按Φ55×35mm备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,粗精车Φ48mm外圆到尺寸,车削端面到尺寸要求,车内孔留单边0.2mm余量;车床4插削在Φ26内圆柱表面插2.8mm深,宽度为6mm的键槽到图纸要求插床5钻削钻削4个顶杆孔,钻削4个冲裁孔,并铰孔;钻床6热处理按热处理工艺,局部淬火达到58~62HRC;热处理炉7外圆磨削磨削Φ26mm内圆柱表面,到图纸要求的尺寸和表面粗糙度;万能外圆磨床8钳工修整工艺过程卡零件名称卸料套筒零件编号17材料Q235件数1序号工序名称加工简要说明工时设备1锻造按Φ25×35mm备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,车Φ22mm外圆到尺寸,车削端面到尺寸要求,车Φ14mm内孔、Φ18mm外圆,留有单边各0.2mm的磨削余量;车床4热处理按热处理工艺,局部淬火达到43~48HRC热处理炉5外圆磨削磨削Φ14mm内孔和Φ18mm外圆,到图纸要求的尺寸和表面粗糙度;万能外圆磨床6钳工修整工艺过程卡零件名称压料板零件编号18材料45钢件数1序号工序名称加工简要说明工时设备1锻造按205×115mm备料;2热处理退火热处理炉3数控铣削在数控铣床上装夹校正,铣削200x110mm的外轮廓到尺寸要求,铣削Φ58圆孔,钻削4个Φ8螺纹过孔,钻削两个挡料销过孔;数控铣床4热处理按热处理工艺,局部淬火达到43~48HRC热处理炉5平面磨削磨削上下表面,到图纸要求的尺寸和表面粗糙度;平面磨床6钳工修整工艺过程卡零件名称凸模固定板零件编号19材料45钢件数1序号工序名称加工简要说明工时设备1锻造按Φ165×10mm备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,车Φ160mm外圆,到尺寸,车削端面到尺寸要求,车削Φ14mm的内孔并铰孔,留0.2mm的磨削余量;车床4钻削钻削4个Φ8mm的孔并铰孔至尺寸,钻削4个螺纹过孔,2个Φ8mm的销孔先不打,留待以后与上模座和凸凹模固定腔合钻;钻床5热处理按热处理工艺,局部淬火达到43~48HRC热处理炉6平面磨削磨削上下表面,到图纸要求的尺寸和表面粗糙度;平面磨床7钳工修整工艺过程卡零件名称凸凹模固定腔零件编号20材料45钢件数1序号工序名称加工简要说明工时设备1锻造按Φ160×60mm备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,车Φ160mm和Φ120mm外圆并倒角,车削端面到尺寸要求,车削Φ80mm和Φ54mm的内孔至尺寸要求;车床4钻削钻削4个Φ8.9mm的螺纹孔,并攻M10的内螺纹Φ8H7的销孔留作以后合钻;钻床5平面磨削磨削零件的右端面,到图纸要求的尺寸和表面粗糙度;平面磨床6钳工修整工艺过程卡零件名称上模垫板零件编号21材料45钢件数1序号工序名称加工简要说明工时设备1锻造按Φ165×10mm备料;2热处理退火热处理炉3车削在车床上装夹校正,打中心孔,车Φ160mm外圆,车削两端面,留有0.2mm的磨削余量;车床4钻削钻削4个螺纹过孔,并铰孔至尺寸要求,销孔留待以后合钻;4热处理按热处理工艺,局部淬火达到43~48HRC热处理炉5平面磨削磨削上下面,到图纸要求的尺寸和表面粗糙度;平面磨床6钳工修整工艺过程卡零件名称上模座零件编号22材料HT200件数1序号工序名称加工简要说明工时设备1锻造锻造毛坯;2热处理退火3涂底漆4刨削刨各个平面,其中上、下平面各留0.2mm的磨削余量;车床5平面磨削磨削上、下平面保证尺寸40mm;平面磨床6钳工划轮廓线,划导套孔、销孔、螺纹过孔线;7铣削按照轮廓线铣外轮廓至尺寸要求;铣床8镗削镗削Φ38mm导套孔和Φ87mm模柄孔至图纸要求;坐标镗9钳工钻削所有的螺纹过孔,所有销孔留到模具调试;无误后,与上模垫板的零件合钻;10钳工精修全面达到图纸要求工艺过程卡零件名称下模座零件编号23材料HT200件数1序号工序名称加工简要说明工时设备1锻造锻造毛坯;2热处理退火3涂底漆4刨削刨各个平面,其中上、下平面各留0.2mm的磨削余量;车床5平面磨削磨削上、下平面保证尺寸45mm;平面磨床6钳工划轮廓线,划导套孔、销孔、螺纹过孔线、落料孔;7铣削按照轮廓线铣外轮廓至尺寸要求;铣床8镗削镗削Φ25导柱孔至图纸要求;坐标镗9钳工钻削所有的螺纹过孔,所有销孔留到模具调试无误后,与上模垫板的零件合钻;10钳工精修全面达到图纸要求。
冲床模具间隙怎么计算之欧阳家百创编

冲床模具间隙怎么计算欧阳家百(2021.03.07)1.冲压模具间隙,要根据板材的厚度,材料的型号等来确定。
大部分铁板材料T=0.5mm-3mm都采用16%来计算,意思就是板材的厚度16%,这个很通用。
2.冲裁间隙一般采用切纸试冲和厚薄规测量的方法,或者看产品的光亮带跟毛边,折弯一般塞垫片或厚薄规。
3.看材料厚度。
材料越软,间隙越小。
向左转|向右转拓展资料:冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲床冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。
凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。
凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
防护板是防止手指或异物进入冲模危险区域的板状零件。
压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。
压料筋是拉延模或拉深模中用以控制材料流动的筋状突起,压料筋可以是凹模或压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。
压料槛是断面呈矩形的压料筋特称。
参阅“压料筋”。
承料板是用于接长凹模上平面,承托冲压材料的板状零件。
连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。
一般建议模具总间隙为材料板厚的20%~25%。
模具的间隙是否合理,是很重要的,如果模具间隙不合适,容易造成废料反弹。
标准模具的选用:(1)模具的刃口直径应尽量大于加工板厚的2倍,直径一般应大于3mm,否则易折断,寿命极短;但也不是绝对的,3mm直径以下推荐使用进口高速钢作为模具材料。
(2)加工厚板的模具尺寸接近工位极限尺寸时请往上选用大一级的工位以保证有足够的退料力。
单分型面模具之欧阳家百创编
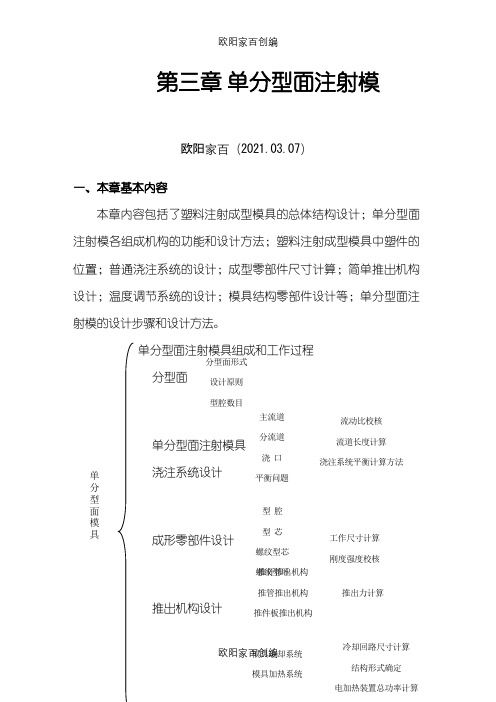
分型面形式设计原则 型腔数目第三章 单分型面注射模欧阳家百(2021.03.07)一、本章基本内容本章内容包括了塑料注射成型模具的总体结构设计;单分型面注射模各组成机构的功能和设计方法;塑料注射成型模具中塑件的位置;普通浇注系统的设计;成型零部件尺寸计算;简单推出机构设计;温度调节系统的设计;模具结构零部件设计等;单分型面注射模的设计步骤和设计方法。
单分型面注射模具组成和工作过程分型面单分型面注射模具浇注系统设计 成形零部件设计推出机构设计主流道分流道浇 口 平衡问题 型 腔 型 芯 螺纹型芯 螺纹型环 工作尺寸计算 刚度强度校核 推杆推出机构 推管推出机构 推件板推出机构推出力计算流动比校核 流道长度计算 浇注系统平衡计算方法 单分型面模具温度调节系统设计二、学习目的与要求通过本章的学习,应掌握单分型面注射模的总体结构和浇注系统、推出机构的一般设计过程和方法。
三、本章重点、难点:单分型面注射模的总体结构和浇注系统、推出机构的一般设计过程和方法,,温度调节系统的设计。
1、单分型面注射模的组成按机构组成,单分型面注射模由模腔、成型零部件、浇注系统、导向机构、顶出装置、温度调节系统和结构零部件组成。
(1) 模腔模具中用于成型塑料制件的空腔部分,由于模腔是直接成型塑料制件的部分,因此模腔的形状应朽塑件的形状一致,模腔一般由型腔、型芯组成。
(2) 成型零部件构成塑料模具模腔的零件统称为成型零部件,通常包括型芯(成型塑件内部形状)、型腔 (成型塑件外部形状)。
(3) 浇注系统将塑料由注射机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成。
(4) 导向机构为确保动模与定模合模时准确对中而设导向零件。
通常有导向柱、导向孔或在动模定模上分别设置互相吻合的内外锥面组成。
(5) 推出装置在开模过程中,将塑件从模具中推出的装置。
有的注射模具的推出装置为避免在顶出过程中推出板歪斜,还设有导向零件,使推板保持水平运动。
国产数控刀具品牌大全之欧阳家百创编
数控机床刀具厂家_数控机床刀具品牌排行欧阳家百(2021.03.07)一、国内刀具厂家1 株洲钻石2 东莞耐斯卡特3 成都森泰英格4 成都千木二、世界各国刀具品牌盘点1.德国;1 瓦尔特(WALTER);2 贝克(BECK);3 博泰(botek);4 维地亚(widia);5 威玛诺(WEMARO);6 德国(JBO);7 凯狮(KELCH);8 蓝帜(Leitz);9 玛帕(MAPAL);10 蒂泰克斯(TITEX);11 迪哈特(dihart);2.瑞典:1 山特维克可乐满(SANDVIK);2 山高(SECO);3 DIETERLE;3.日本:1 京瓷(KYOCERA);2 尼肯(NIKKEN);3 圣和(SHOWA);4 大昭和(BIG);5 三菱(MITSUBISHI);6 弥漫和(YAMAWA)絲攻;7 OSG 絲攻;8 优能 UNION 微型铣刀;9 日立(HITACHI);10 东芝泰柯珞(TOSHIBA);11 二不越荔枝(NACHI);12 住友(SUMITOMO);13 元刀(ASADA);14 冈崎(OKAZAKI);15 鹰牌(EAGLE);16 (FP)铰刀;17 戴杰(DIJET)铣刀;18 富士(H.T.D)絲攻;19 神户直冈(kobelco);20 小笠原(OGASAWARA);4.以色列:依斯卡(ISCAR);5.美国:1 肯纳(kenna);2 昂思路(Onsrud);3 LBK;4 切削王(Mastercut);5 铣星(MILLSTAR);6 SGS;7 国洛泰克(NTK)Mast;6.韩国:1 YESTOOL;2 多仁(DINE);3 HEADONG;4 HANBOO;5 克洛依(KORLOY);6 特固克(TAEGUTEC);7.西班牙:LAT;8.意大利:1 FIUDI.;2 DELFER;三、其余著名刀具厂商简要介绍1 英迈工具(INMIND):专业钨钢铣刀、丝锥、钻头生产厂家,著名刃具品牌。
BVT、EVT、DVT、PVT产品开发几个阶段之欧阳家百创编

EVT欧阳家百(2021.03.07)EVT(Engineering Verification Test)工程验证产品开发初期的设计验证。
设计者实现样品时做初期的测试验证,包括功能和安规测试,一般由RD(Research&Development)对样品进行全面验证,因是样品,问题可能较多,测试可能会做几次。
DVT(Design Verification Test)设计验证解决样品在EVT阶段的问题后进行,对所有信号的电平和时序进行测试,完成安规测试,由RD和DQA(Design Quality Assurance)验证。
此时产品基本定型。
DMT(Design Maturity Test)成熟度验证可与DVT同时进行,主要高温环境下测试产品的MTBF(Mean Time Between Failure)。
HALT(High Accelerated Life Test)&HASS(High Accelerated Stress Screen)高加速寿命测试和高加速应力筛选测试,是检验产品潜在缺陷的有效方法。
MVT(Mass Verification Test)量产验证验证量产时产品的大批量一致性,由DQA验证。
BVT是Build Verification Test,基本验证测试,对完成的代码进行编译和连接,产生一个构造,以检查程序的主要功能是否会像预期一样进行工作。
DVT是Design Verification Test的简称,设计验证测试,是硬件生产中不可缺少的一个检测环节,包括模具测试、电子性能、外观测试等等。
PVT全称为Process Verification Test,意为小批量过程验证测试,硬件测试的一种,主要验证新机型的各功能实现状况并进行稳定性及可靠性测试EVT-Engineer Verification Test,工程样品验证测试。
注塑英语0.1之欧阳语创编
成型工艺流程及条件介绍Molding technique procedure and parameterintroduction第一節成型工艺Section 1 moldingtechnique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数Injection parameter.a.注射量Injection rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量lastic0 rateg.预塑背压Screw back pressure h.注射压力和保压压力Injection pressure and holding pressurei.注射速度Injection speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening forcee.开模速度Opening speedf.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin materialtemperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间Injection timed.保压时间Holding pressure timee.塑化时间lant timef.顶出及停留时间Knocking out and delaytimeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置.Molding techniqueparameter setting differs depending on type of product 第二节成型条件设定Section 2 Moldingparameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating injection and knocking out.开锁模条件:Mold opening parameter:快速段中速度低压高压速度High-speedmid-speedLow pressure high pressurespeed锁模条件设定:Mold closing parametersetting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →lowpressure→high pressure2.快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3.In high-speed section, Mold closing speed depends on type of mold. For two –plate mold it can set quick and even especially quick usually, it set speed within 55-75%. For full-plate mold it set speed within80-90% while using especially high speed it set speed within 45-55% andpressure within 50-75%position distance settingdiffers depending on the volume of product and usually it can be set 1/3 of moldopening position.3.中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是20%-45%间.In mid-speed section: Mold closing speed changes into mid-speed after high-speed section finish. Mid-speed start position is where two plates meet (include three-plate mold and two-plate mold ) Distance of mid-speed is up to distance of two plates plate it speed within 30-50% andpressure 20-45%.4.低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同.Low-pressure section: Moldclosing sets low-pressure when plates meeting. This position is set to the data of machine screen on this time. This point is the gage of the data. Data lower the point there is no high-pressure. Data higher the point there is high-pressure easily. It set speed within 15-25% andpressure within 1-2% depending on type within 1-2% depending on type of injection molding machine.5.高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.High-pressure section: Tonormal injection moldingmachine, high-pressure position had been set before they were sent to customer. Itcan not be modified. Forexample high-pressureposition of CHENHSONG machine is 50P.The speed of high-pressure section is about 30-35% and higher than that of low-pressure. The pressure is up to mold, it can set within 55-85% For full-plate mold, it’s eject air well, it can set pressure 55% .If mold has a lotof slides and flash rate high in production, pressure can set90%.加热工艺条件设定Heating techniqueparameter setting1.加热段温度设定必须按照产品所使用的原料的不同而不同,但却必须遵循一个这样的规则,即由射口筒到进科段温度是逐步递减的.且递减温度是以10.度为单位.The proper temperature setting differs depending on type of resin material, but it must be abide by a rule that temperature setting should diminish in step 10.C fromnozzle to feeding resinmaterial position.2特殊情况下.如料头抽丝,则射口筒温度应降低,如果是比较特殊的原料冷凝比较快的.则射口筒温度则不止比第二节法兰温度高10度.比如PPS.尼龙等.Nozzle temperature setting should low if product line. If resin material such asPS, PA, cool very soon , Nozzle temperature should higher more 10.C than the second cylinder temperature.3.机台马达启动温度视乎机台不同而不同,一般出于对机台油路中的油封保护需要,油温最好能控制在40度-60度,以免油封长期高压而变化,缩短使用寿命,造成成型不稳定.ump turning ontemperature is differentdepending on type of injection molding machine. To protect oil seal of machine it set oil temperature within 40.C-60.C, If oil seal work on condition that high pressure and damaged It’s work timewill be shorter, it can causemolding stable.第三节注射及熔胶(加料)工艺条件设定Injection and plastic Technique parameter setting一.注射Injection第四节常见塑料原料的有关温度值.原料Resin名称Name熔点℃Melt’s成型温度℃Molding Temperature(’c)分解温度℃Decomposing Temperature(‘C)模具温度℃Mold Temperature(‘c)干燥温度℃Resin dry temperature(‘c)注射是把塑料原料经加热后射进模腔的过程,它一般可分为第一级,第二级,第三级,第四级及保压几段:Injection is a step which inject melt resin material into mold. It consists of stepl,step2 ,step3,step4 andholding pressure step:1.第一级注射一般是注射料头段.具注射量一般可根据料头的轻重来估计其行程,当然也可以依据公式来计算,如公式:Step l injects usually tunnel material, Injection Volume can be estimated according to the weight ofcourse it can be calculated by formula:L=Si=Vi/0.785Ds2L:注射行程; Si:注射行程;L: injection stroke Si: injection strokeVi:理论注射容积; Ds:螺杆直径;Vi: injection volume of theoretical Ds: diameter ofscrew0.785:是Ω/4的值.0. 785: value ofΩ/4.当然,如果我们在成型时每设定一个参数都要计算一次,要成型出一个产品就要几个小时才能完成了.But it cost a lot of time to produce one product if every time molding parameter is setting by calculation.2.第二级是注塑产品约2/3的阶段,当然,根据产品特殊需要,也允许成型不到2/3阶段,比如避免结合线问题,这一阶段的成型速度及压力一般是整个成型段的最大值段,如果排的产品与机台基本是相吻合的.模具结构合理,排气良好,这一段的压力一般也不会超过80%.速度侧视产品需变,可能大到95%也可,自然一般都是在55%-80%间.Step 2 inject 2/3 of product. It can lower 2/3 of product according to requirement of product. For example to prevent weld line. Molding speed andpressure on this step is the maximum of whole molding section. If Mold suit the injection molding machine and mold structure reasonable and eject air well, pressure of this step should lower 80%. Molding speed setting within 55-80% but it may setting 95%for especial product.3.第三段是注射余下的1/3段,其速度和压力根据产品的需要,一般是小于第二段,速度和压力存在于一个往下降的过程.主要是为了防止产品毛边的产生,但同时又必须把产品充填饱满.Step3 inject remain 1/3 of product. According to product molding speed and pressure lower than that of step2 To prevent flash speed and pressure should decrease but it can’t shot short.4.第四段:一般有机台还有第五,第六段,这段的成型速度和压力相同前,都存在两段一个递减过程.其作用都是起到一个再次充满的作用.Step4 section: Some injection machines have step5,step6 which are same as former molding speed and pressure this step should diminish and inject oncemore.5.保压段:不论成型什么产品,都存在一个保压过程.任何产品都不同程度的存在一个厚薄不一的问题,正常情况下,较厚的部分都可能存在一个收缩凹陷的现象,为了解决这种现象,就应应用到保压,保压一般来讲都应用较慢的射速,而压力的设置则应看缩水的情况如何,小到25%,大到80%都有可能.Holding pressure step: No matter what productthere is a holding pressure step. Any product can’t molding a same thickness. Usually the deeper section may sink mark . To prevent this defect it should set holding pressure, The injection speed of holding pressure step is slow but holding pressure setting within 25-80% depending on sink mark.二.熔胶段工艺lastic Technique1.再复杂的熔胶旋转过程最多不会超过三段,因为熔胶本身就是存在于把胶熔进料筒的过程,如果原料粘度大,熔胶压力则大,但速度则应取决于原料的分解温度,熔胶速度越快,原料中的剪切力则会越大,料管温度则越高,局部原料产生分解的可能性则会越大,故一般熔胶会采用中速为宜,如45%-75%,熔胶同时会碰到一个比较重要的环节,那就是背压的使用,产品精度要求越大,背压的使用则更大,背压可使原料分子间结构更紧密,成型出的产品则尺寸更稳定,外观越好.当然,背压太大,则会产生流涎,所以背压的使用又应考虙到其它原因.lastic should lower 3 steps, because plastic is astep to add melt resin material to cyclinder , Higher stick of resin material ,higher screw back pressure.Screw speed differs depending on decomposingtemperature of resin material ,Higher screw speed ,Higher trim force of resin, higher cyclinder temperature. Some resin material may decomposes so it set screw speed in mid-speed such as 45-75%, Inplastic step setting screw back pressure is very important, Higher screw back pressure ,higher quality of product screw back pressure make resin structure order, Molding product is beautiful and volume stable. But ,it maybe flow if screw back pressure too high . So all factors should be considered when using screwback pressure.2.熔胶过程还有一个比较重要的环节,那就是松退,松退分前松退和后松退,其作用一般是为了防止流涎和抽丝,设定值速度和压力都在20%-50%间,设定的行程一般在2-5cm间,太长的行程可能会使料筒里面贮存空气,导致下一模出现不期望的气泡.In plastic step sucking back is very important too.Sucking back include front sucking back and back sucking back It setting sucking back to prevent flow and line. It sets sucking back speed and pressure within 20-50% and distance within 2-5cm. TOO long distance make cyclinder reserve air and cause bubbleat next molding.顶出的工艺设定knocking out technique setting产品经冷却定型后则有一个开模的过程,开模基本上是合模的反过程.开模的未段则有一个慢速设置,开模完成后,产品必须顶出的过程.There is a mold opening step after product cooling taking shape. Mold opening is a reverse step of mold closing. The last step of mold opening speed set slow. Product should be knocked out after mold opened.一.顶前:Knocking out顶前最好分两个阶级,第一阶可分为中压慢速,即是把产品轻轻顶出一部分,然后是中压中速顶,中压中速一般指的是35%-55%,而低速则有可能低到5%,这需视产品不同而言,顶出行程设定是顶出长度稍比产品垂直深度大1-2cm即可.Knocking out includes two steps, Step1 section setting mid-speed, knocks product out partly step2 section setting mid-pressure and mid-speed . Depending on different product, mid-pressure and mid-speed sets within 35-55% but low-speed can set 5%. Distance of knocking out longer 1-2cm than the vertical thickness of product.二.退针Back顶退包括两个过程与顶落的过程基本一致,顶退的终点应预留1-3cm的空间,以保护顶针油管不被顶坏.The same as knocking out, ejector back includes 2 steps. To protect the ejector oil jar, it should make a 1-3mm distance in the ending point of ejector back.三.顶针方式还包括一个多次顶,单次顶及顶针停留的选择,机械手取产品,脱模顺利的情况都采取多项,为了顶针油缸寿命的延长,多次顶就以不超过三次为宜,顶针停留一般用在顶针带着产品退回有可能对增品产生损伤的模具,同时为配合机械手使用,有时也需要较短的顶针停留.The way of knocking out includes knocking out once, Knocking out repeat and ejector delay. Take product by manipulator or take product easy, it should select knocking out once. To longer the work time of ejector oiljar, times of knocking out lower 3 times. Ejector delay used when product will bedamaged if ejector back or suit manipulator.成型时间的设定Molding time setting在保证产品质量的前提下,周期时间是越短越好,周期时间又包括如下几项:射胶时间,保压时间,熔胶时间,冷却时间,顶出时间,锁模低压时间,甚至乎关系到时间因素的还有还开模与锁模,及顶出的快慢.Cycle time should shorter on condition that product quality well. Cycle time includes: injection time , holding pressure time, plastic time, cure time, knocking out time and mold protect time. Even mold opening closing sopeed and knocking out speedaffect cycle.1.射胶时间包含保压时间,一般看起来,射胶时间越长,产品越饱和,但我们在讲求质量时,同时也须考虑产能,更何况,射胶时间过长,有可能会造成产品过于饱满而寻致粘模顶的变形呎寸偏大等一系列问题,故我们在设置射胶时间时应综合考虑,尽量在合乎质量要求时缩短射胶时间.Injection time consists holding pressure time.Longer injection time, fuller product, we should consider production quantity when we suit for quality. If injection time too long, it may cause a series ofdefects suck as flash strain. So all sorts of factors should be considered, injection time should be shout if quality suit for requirement.2.熔胶时间的长短取决于熔胶速度设定的快慢,背压设定的大小,但有一点,熔胶时间控制的长短一定要比冷却时间短.lastic time depends on plastic speed and screw back pressure, but plastic time must shorter than curetime.3.冷却时间:冷却时间的长短直接影响到成型的周期,冷却时间越长,成型时间就越长,造成产能就越低,故我们在设定高压冷却时间时,只要能保证到产品成型顺利,不会直接影响到变形等问题,设定的时间也是越短越好.Cure time: Cure time affects molding cycle. Longer cure time, longer molding cycle, lower production quantity. So it sets cure time short on condition that product molding succed and can’t deformation..4.在大量使用机械手的塑胶公司,我们的顶出时间一般是与机械手配合为宜,全自动使用机械手时顶出停留时间一般保持1.5-2秒,半自动生产,如因顶针退回会导致产品掉落或卡紧,而取不下产品,停留时间则应保持5秒左右.In PCE company, for using manipulator in abundence , knocking out time suits manipulator, Knocking out delay keeps 1.5-2 second when using manipulator full-manipulator, knocking out delay keeps about 5 second when using manipulator semi-manipulator and product will fall or can’t be takenoff if ejector back.5.低压保护时间对保护我们人身安全,模具安全起很大作用,配合好模具低压位置和低压压力的调整,低压保护的时间应取1-3秒,保护时间越短,可能造成的危害则越小.Low-pressure protect is very important for safety and protect mold, Mold protect time should adjust within 1-3 second suit low pressure and position of mold protect, shorter protect time, make damaged.。
印刷专业用语(中英)之欧阳家百创编
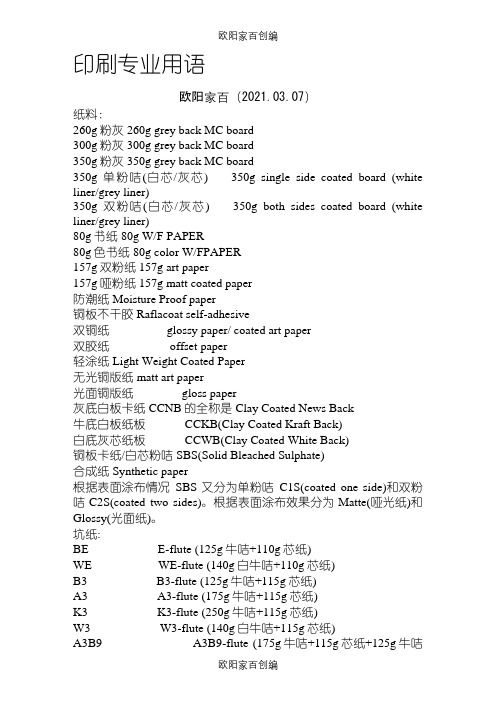
印刷专业用语欧阳家百(2021.03.07)纸料:260g粉灰260g grey back MC board300g粉灰300g grey back MC board350g粉灰350g grey back MC board350g单粉咭(白芯/灰芯) 350g single side coated board (white liner/grey liner)350g双粉咭(白芯/灰芯) 350g both sides coated board (white liner/grey liner)80g书纸80g W/F PAPER80g色书纸80g color W/FPAPER157g双粉纸157g art paper157g哑粉纸157g matt coated paper防潮纸Moisture Proof paper铜板不干胶Raflacoat self-adhesive双铜纸 glossy paper/ coated art paper双胶纸 offset paper轻涂纸Light Weight Coated Paper无光铜版纸matt art paper光面铜版纸 gloss paper灰底白板卡纸CCNB的全称是 Clay Coated News Back牛底白板纸板 CCKB(Clay Coated Kraft Back)白底灰芯纸板 CCWB(Clay Coated White Back)铜板卡纸/白芯粉咭SBS(Solid Bleached Sulphate)合成纸Synthetic paper根据表面涂布情况SBS又分为单粉咭C1S(coated one side)和双粉咭C2S(coated two sides)。
根据表面涂布效果分为Matte(哑光纸)和Glossy(光面纸)。
坑纸:BE E-flute (125g牛咭+110g芯纸)WE WE-flute (140g白牛咭+110g芯纸)B3 B3-flute (125g牛咭+115g芯纸)A3 A3-flute (175g牛咭+115g芯纸)K3 K3-flute (250g牛咭+115g芯纸)W3 W3-flute (140g白牛咭+115g芯纸)A3B9 A3B9-flute (175g牛咭+115g芯纸+125g牛咭+110g芯纸)K3B9 K3B9-flute (250g牛咭+115g芯纸+125g牛咭+110g芯纸)印刷印油 Transparent ink印光油 Gloss Varnishing印哑油 Matt Varnishing印专色 Printed in spot color表面处理磨光 Calendaring磨光吸塑油 Blister-calendaring varnish过光油 Varnishing过水油 Aqueous coating水性磨光油 Water Based calendaring水溶性光油 Water based varnishing过双面光油 Double sides varnishing过UV UV-coating局部UV Spot UV-coating过胶 PP lamination过光胶 Gloss lamination过哑胶 Matt PP lamination双面过胶 PP lamination on both sides水性光油(环保材料)satin aqueous裱纸裱 Laminated对裱 Laminated 2 in 1啤工啤 Die cutting啤针线 Perforation击凸 Emblossing/High Frequency Gold Blocking烫金 Hot stamping (Gold in color)烫银 Hot stamping (silver in color)烫哑银 Matt silver hot stamping埋口粘 Gluing钉 Stapling粘驳 Jointed 2 in 1 by gluing钉驳 Jointed 2 in 1 by stapling粘窗 Window size ? x ? mounted with PVC#制本穿线 Looped with string胶装 Thermoplastic binding= Perfect bound骑钉 Saddle- wire stitching折 Folding风琴折 Zigzag folding涂信封胶水 Envelope keeping其它挂钩 Pothook丝印 Silk-screen钻孔 Drilling表面处理光漆处理Aqueous Coating压纹, 轧花, 压花Embossing柔性版印刷Flexo Printinggravure printing: 凹版印刷 | 腐蚀凹版印刷 | 凸版印刷 | 凹板印花gravure intaglio printing: 凹版印刷gravure offset printing press: 凹版胶印机Hot Stamping烫印Offset Printing胶版印刷,平板印刷Screen Printing丝网印刷Varnishing淋膜封口方式和提手类型Shoulder Length Handle手提,手挽Heat Seal(塑料薄膜袋)热封(口), 熔接, 熔焊Patch Handle补丁袋(就是袋子中间有个长椭圆孔,没有手腕带的)Self Adhesive Seal自密封胶Spout Top顶喷Vest Handle(胶袋那种手挽方式)Zipper Top拉链包装材料类: Packaging Materials -Kraft liner(KL): 纯牛卡,100%纯木桨组成,耐破,环压性能优秀,而且耐潮性极佳,一般用于瓦楞纸板面纸。
MT皮纹标准 Mold之欧阳家百创编
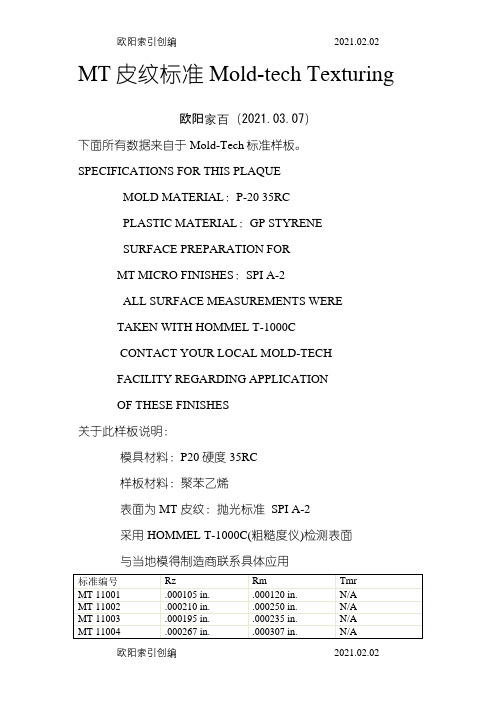
SURFACE PREPARATION FOR
MT MICRO FINISHES:SPI A-2
ALL SURFACE MEASUREMENTS WERE
TAKEN WITH HOMMEL T-1000C
CONTACT YOUR LOCAL MOLD-TECH
FACILITY REGARDING APPLICATION
.000477 in. .001002 in. .001468 in. .00035 in. .00063 in. .00072 in. .00093 in. .00097 in. .00145 in. .00179 in. .00279 in. .00310 in.
深度 .0004 in. .0010 in. .0015 in. .0020 in. .0030 in. .0045 in. .0030 in. .0030 in. .0020 in. .0035 in. .0060 in. .0025 in. .0020 in. .0025 in. .0025 in. .00275 in. .0040 in.
Rz
.000105 in. .000210 in. .000195000120 in. .000250 in. .000235 in. .000307 in.
欧阳索引创编
Tmr N/A N/A N/A N/A
2021.02.02
欧阳索引创编
MT 11005 MT 11006 MT 11007 MT 1055-1 MT 1055-2 MT 1055-3 MT 1055-4 MT 1055-5 MT 1055 MT 1055-6 MT 1055-7 MT 1055-8 标准编号 MT 11000 MT 11010 MT 11020 MT 11030 MT 11040 MT 11050 MT 11060 MT 11070 MT 11080 MT 11090 MT 11100 MT 11110 MT 11120 MT 11130 MT 11140 MT 11150 MT 11160
英文模具术语之欧阳索引创编

根据国家标准,以下为部分塑料模具成形术语的标准翻译欧阳家百(2021.03.07)动模Movable Mould Moving Half 定模座板Fixed Clamp Plate Top Clamping Plate Top Plate 动模座板Moving Clamp Plate Bottom Clamping Plate Bottom Plate 上模座板Upper Clamping Plate 下模座板Lower Clamping Plate 凹模固定板Cavity-retainer Plate 型芯固定板Mould Core-retainer Plate 凸模固定板Punch-retainer Plate 模套Die Body Die Sleeve Die Blank支承板Backing Plate Support Plate 垫块Spacer Parallel 支架Ejector Housing Mould Base Leg模头Die Head 根据国家标准,以下为部分压铸模具术语的标准翻译。
压力铸造模具Die-Casting Die 压铸模零部件定模Fixed Die Cover Die 定模座板Fixed Clamping Plate 定模套板Bolster Fixed Die 动模Moving Die Ejector Die 动模座板Moving Clamping Plate 直流道Sprue 横流道Runner 内浇口Gate 模具分类Injection Mold 注塑模Plastic Rubber Mould 塑胶模Rubber Molding 橡胶成形Hot Chamber Die Casting 热室压铸Sand Mold Casting 砂模铸造Extrusion Mold 挤出模Multi-Cavity Mold 多模穴模具Palletizing Die 叠层模Plaster Mold 石膏模Three Plates Mold 三板模Plain Die 简易模Pierce Die 冲孔模Forming Die 成型模Progressive Die 连续模Gang Dies 复合模Shearing Die 剪边模Cavity Die 型腔模Riveting Die 铆合模Compression Molding 压缩成型Flash Mold 溢流式模具Extrusion Mold 挤压式模具Split Mold 分割式模具Mould Cavity 型腔母模Mold Core 模芯公模Large Die Mold 大型模具Precise Die Mold 精密模具Complex Die Mold 复杂模具Foaming Mould 发泡模具Metal Die 金属模具Plastic Mold 塑料模具Press Tool Stamping Die Punch Die 冲压模具Extrusion Die 挤压模具Graphite Die 石墨模具流道浇口部分Runner System 浇道系统Sprue Cold Material Trap 浇道冷料井Sprue Puller 拉杆Runner Design 流道设计Main Runner 主流道Secondary Runner 次流道Mould Gate Design 浇口设计Submarine Gate 潜伏浇口Tunnel Gate 隧道式浇口Pinpoint Gate 点浇口Fan Gate 扇形浇口Side Gate 侧浇口Edge Gate 侧缘浇口Tab Gate 搭接浇口Film Gate 薄膜浇口Flash Gate 闸门浇口Slit Gate 缝隙浇口Dish Gate 盘形浇口Diaphragm Gate 隔膜浇口Ring Gate 环形浇口Runnerless 无浇道Sprueless 无射料管方式Long Nozzle 延长喷嘴方式Sprue 浇口,溶渣Insulated Runner Hot Runner 热浇道Runner Plat 浇道模块Valve Gate阀门浇口Slag Well 冷料井Cold Slag 冷料渣Sprue Gate 射料浇口,直浇口Nozzle 射嘴Sprue Lock Pin 料头钩销(拉料杆)注塑缺陷Flash 飞边Warpage 翘曲Air Trap 积风Blush 发赤Flow Line 流痕Splay 银纹Short Shot 短射Sink Mark 缩痕Streak 条纹V oid 缩孔Weld Line 熔接线Gas Mark 烧焦Cold Slug 冷斑Delamination 起皮Burr 毛刺Flaw Scratch 刮伤Gloss 光泽Glazing 光滑Surface Check 表面裂痕Hesitation 迟滞注塑工艺Molding Conditions 成型条件Drying 烘干Barrel Temperature 料筒温度Melt Temperature 熔化温度Mold Temperature 模具温度Injection Pressure 注塑压力Back Pressure 背压Injection Speed 注塑速度Screw Speed 螺杆转速Tensile Strength 抗拉强度Tensile Elongation 延伸率Flexural Modulus 弯曲模数Flexural Strength 抗弯强度Shrinkage 收缩率Regrind Usage 次料使用Moulding 模塑机械设备Lathe 车床Planer 刨床Miller Milling Machine 铣床Grinder 磨床Driller 钻床Linear Cutting 线切割Electrical Sparkle 电火花Welder 电焊机Punching Machine 冲床Robot 机械手Common Equipment 常用设备EDM Electron Discharge Machining 放电加工3D Coordinate Measurement 三次元量床Boring Machine 搪孔机Contouring Machine 轮廓锯床Copy Grinding Machine 仿形磨床Cylindrical Grinding Machine 外圆磨床Die Spotting Machine 合模机Engraving Machine 雕刻机Engraving E.D.M 雕模放置加工机Form. Grinding Machine 成形磨床Graphite Machine 石墨加工机Horizontal Boring Machine 卧式搪孔机Horizontal Machine Center 卧式加工制造中心Internal Cylindrical Machine 内圆磨床模具零件Top Plate 上托板(顶板)Top Block 上垫脚Punch Set 上模座Punch Pad 上垫板PunchHolder 上夹板Stripper Pad 脱料背板Up Stripper 上脱料板Male Die 公模(凸模)Feature Die 公母模Female Die 母模(凹模)Upper Mold Plate 上模板Lower Mold Plate 下模板Die Pad 下垫板Die Holder 下夹板Die Set 下模座Bottom Block 下垫脚Bottom Plate下托板(底板)Stripping Plate 内外打(脱料板)Outer Stripper 外脱料板Inner Stripper 内脱料板Lower Stripper 下脱料板Inner Guiding Post 内导柱Inner Hexagon Screw 内六角螺钉Dowel Pin 固定销Mould Coil Spring 模具弹簧Lifter Pin 顶料销Isoheight Sleeve 等高套筒Pin 销Lifter Guide Pin 浮升导料销Guide Pin 导正销Wire Spring 圆线弹簧Outer Guiding Post 外导柱Stop Screw 止付螺丝Located Pin 定位销Outer Bush 外导套Punch 冲头Insert 入块(嵌入件)Deburring Punch 压毛边冲子Groove Punch 压线冲子Stamped Punch 字模冲子Round Punch 圆冲子Special Shape Punch 异形冲子Bending Block 折刀Roller 滚轴Baffle Plate 挡块Located Block 定位块Supporting Block for Location 定位支承块Air Cushion Plate 气垫板Air-Cushion Eject-rod 气垫顶杆Trimming Punch 切边冲子Stiffening Rib Punch Stinger 加强筋冲子Ribbon Punch 压筋冲子Reel-stretch Punch 卷圆压平冲子Guide Plate 定位板Sliding Block 滑块Sliding Dowel Block 滑块固定块Active Plate 活动板Lower Sliding Plate 下滑块板Upper Holder Block 上压块Upper Mid Plate 上中间板Spring Box 弹簧箱Spring-Box Eject-rod 弹簧箱顶杆Spring-Box Eject-Plate 弹簧箱顶板Bushing Block Liner Bushing 衬套Cover Plate 盖板Guide Pad 导料块模具技术用语各种常用模具成形方式Accurate Die Casting 精密压铸Powder Forming 粉末成形Calendaring Molding 压延成形Powder Metal Forging 粉末锻造Cold Chamber Die Casting 冷式压铸Precision Forging 精密锻造Cold Forging 冷锻Press Forging 冲锻Compacting Molding 粉末压出成形Rocking Die Forging 摇动锻造Compound Molding 复合成形Rotary Forging 回转锻造Compression Molding 压缩成形Rotational Molding 离心成形Dip Mold 浸渍成形Rubber Molding 橡胶成形Encapsulation Molding 注入成形Sand Mold Casting 砂模铸造Extrusion Molding 挤出成形Shell Casting 壳模铸造Foam Forming 发泡成形Sinter Forging 烧结锻造Forging Roll 轧锻Six Sides Forging 六面锻造Gravity Casting 重力铸造Slush Molding 凝塑成形Hollow Blow Molding 中空(吹出)成形Squeeze Casting 高压铸造Hot Chamber Die Casting 热室压铸Swaging 挤锻Hot Forging 热锻Transfer Molding 转送成形Injection Molding 射出成形Warm Forging 温锻Investment Casting 精密铸造Matched Die Method 对模成形法Laminating Method 被覆淋膜成形Low Pressure Casting 低压铸造Lost Wax Casting 脱蜡铸造Matched Mould Thermal Forming 对模热成形模Close Mold 合模Demould 脱模Mould Unloading 开模Eject 顶出Tool Change Retooling Die Changing 换模MouldClamping 锁模各式模具分类用语Bismuth Mold 铋铸模Landed Plunger Mold 有肩柱塞式模具Burnishing Die 挤光模Landed Positive Mold 有肩全压式模具Button Die 镶入式圆形凹模Loading Shoe Mold 料套式模具Center-Gated Mold 中心浇口式模具Loose Detail Mold 活零件模具Chill Mold 冷硬用铸模Loose Mold 活动式模具Cold Hobbing 冷挤压制模法Louvering Die 百叶窗冲切模Composite Dies 复合模具Manifold Die 分歧管模具Counter Punch 反凸模Modular Mold 组合模具Double Stack Mold 双层模具Multi-Cavity Mold 多模穴模具Electroformed Mold 电铸成形模Multi-Gate Mold 复式浇口模具Expander Die 扩径模Offset Cold Bending Die 双折冷弯模具Extrusion Die 挤出模Palletizing Die 叠层模Family Mold 反套制品模具Plaster Mold 石膏模Blank Through Dies 漏件式落料模Porous Mold 通气性模具Duplicated Cavity Plate 复板模Positive Mold 全压式模具Fantail Die 扇尾形模具Pressure Die 压紧模Fishtail Die 鱼尾形模具Profile Die 轮廓模Flash Mold 溢料式模具Progressive Die 顺序模Gypsum Mold 石膏铸模Portable Mold 手提式模具Hot-Runner Mold 热流道模具Prototype Mold 雏形试验模具原型模具Ingot Mold 钢锭模Punching Die 落料模Lancing Die 切口模切缝模Raising(Embossing)压花起伏成形Re-entrant Mold 倒角式模具Sectional Die 拼合模Runless Injection Mold 无流道冷料模具Sectional Die 对合模具Segment Mold 组合模Semi-Positive Mold半全压式模具Shaper 定型模套Single Cavity Mold 单腔模具Solid Forging Die 整体锻模Split Forging Die 拼合锻模Split Mold 双并式模具Sprueless Mold 无注道残料模具Squeezing Die 挤压模Stretch Form. Die 拉伸成形模Sweeping Mold 平刮铸模Swing Die 振动模具Three Plates Mold 三片式模具Trimming Die 切边模Unit Mold 单元式模具Universal Mold 通用模具Unscrewing Mold 退扣式模具Yoke Type Die 轭型模模具厂常用之标准零配件Air Vent Valve 通气阀Anchor Pin 锚梢Angular Pin 角梢Baffle 调节阻板Angular Pin 倾斜梢Baffle Plate 折流档板Ball Button 球塞套Ball Plunger 定位球塞Ball Slider 球塞滑块Binder Plate 压板Blank Holder 防皱压板Blanking Die 落料冲头Bolster 上下模板Bottom board 浇注底板Bolster 垫板Bottom Plate 下固定板Bracket 托架Bumper Block 缓冲块Buster 堵口Casting Ladle 浇注包Casting lug 铸耳Cavity 模穴(模仁)Cavity Retainer Plate 模穴托板Center Pin 中心梢Clamping Block 锁定块Coil Spring 螺旋弹簧Cold Punched Nut 冷冲螺母Cooling Spiral 螺旋冷却栓Core 心型Core Pin 心型梢Cotter 开口梢Cross 十字接头Cushion Pin 缓冲梢Diaphragm Gate 盘形浇口Die Approach 模头料道Die Bed 型底Die Block 块形模体Die Body 铸模座Die Bush 合模衬套Die Button 冲模母模Die Clamper 夹模器Die Fastener 模具固定用零件Die Holder 母模固定板Die Lip 模唇Die Plate 冲模板Die Set 冲压模座Direct Gate 直接浇口Dog Chuck 爪牙夹头Dowel 定位梢Dowel Hole 导套孔Dowel Pin 合模梢Dozzle 辅助浇口Dowel Pin 定位梢Draft 拔模锥度Draw Bead 张力调整杆Drive Bearing 传动轴承Ejection Pad 顶出衬垫Ejector 脱模器Ejector Guide Pin 顶出导梢Ejector Leader Bush 顶出导梢衬套Ejector Pad 顶出垫Ejector Pin 顶出梢Ejector Plate 顶出板Ejector Rod 顶出杆Ejector Sleeve 顶出衬套Ejector Valve 顶出阀Eye Bolt 环首螺栓Filling Core 填充型芯椿入蕊Film Gate 薄膜形浇口Finger Pin 指形梢Finish Machined Plate 角形模板Finish Machined Round Plate 圆形模板Fixed Bolster Plate 固定侧模板Flanged Pin 带凸缘针Flash Gate 毛边形浇口Flask 上箱Floating Punch 浮动冲头Gate 浇口Gate Land 浇口面Gib 凹形拉紧楔Goose Neck 鹅颈管Guide Bushing 引导衬套Guide Pin 导梢Guide Post 引导柱Guide Plate 导板Guide Rail 导轨Head Punch 顶头冲孔Headless Punch 直柄冲头Heavily Tapered Solid 整体模蕊盒Hose Nippler 管接头Impact Damper 缓冲器Injection Ram 压射柱塞Inlay Bush 嵌入衬套Inner Plunger 内柱塞Inner Punch 内冲头Insert 嵌件Insert Pin 嵌件梢King Pin 转向梢King Pin Bush 主梢衬套Knockout Bar 脱模杵Land 合模平坦面Land Area 合模面Leader Bush 导梢衬套Lifting Pin 起模顶针起模杆Lining 内衬Locating Center Punch 定位中心冲头Locating Pilot Pin 定位导梢Locating Ring 定位环Lock Block 压块Locking Block 定位块Locking Plate 定位板Loose Bush 活动衬套Making Die 打印冲子ManifoldBlock 歧管档块Master Plate 靠模样板Match Plate 分型板Mold Base 塑胶模座Mold Clamp 铸模紧固夹Mold Platen 模用板Moving Bolster 换模保持装置Moving Bolster Plate 可动侧模板One Piece Casting 整体铸件Parallel Block 平行垫块Parting Line 分模线Parting Lock Set 合模定位器Pass Guide 穴型导板Peened Head Punch 镶入式冲头锤击强化冲头钻杆凸模Pilot Pin 定位销导向销子Pin Gate 针尖浇口Plate 衬板Pre Extrusion Punch 顶挤冲头Punch 冲头Puncher 推杆Pusher Pin 衬套梢Rack 机架Rapping Rod 起模杆Re-entrant Mold 凹入模Retainer Pin 嵌件梢Retainer Plate 托料板Return Pin 回位梢Riding Stripper 浮动脱模器Ring Gate 环型浇口Roller 滚筒Runner 流道Runner Ejector Set 流道顶出器Runner Lock Pin 流道拉梢Screw Plug 头塞Set Screw 固定螺丝Shedder 脱模装置Shim 分隔片Shoe 模座之上下模板Shoot 流道Shoulder Bolt 肩部螺丝Skeleton 骨架Slag Riser 冒渣口Slide(Slide Core)滑块Slip Joint 滑配接头Spacer Block 间隔块Spacer Ring 间隔环Spider 模蕊支架Spindle 主轴Sprue 注道Sprue Bushing 注道衬套Sprue Bushing Guide 注道导套Sprue Lock Bushing 注道定位衬套Sprue Puller 注道拉料浇道推出杆注道残料顶销Spew Line 合模线Square Key 方键Square Nut 方螺帽Square Thread 方螺纹Limit Stop Collar 限位套Stop Pin 止动梢Stop Ring 止动环Stopper 定位停止梢Straight Pin 圆柱销Stripper Bolt 脱料螺栓Stripper Bushing 脱模衬套StripperPlate 剥料板Stroke End Block 行程止梢Submarine Gate 潜入式浇口Support Pillar 支撑支柱顶出支柱Support Pin 支撑梢Supporting Plate 托板Sweep Template 造模刮板Tab Gate 辅助浇口Taper Key 推拔键Taper Pin 拔锥梢锥形梢Teeming Pouring 浇注Three Start Screw 三条螺纹Thrust Pin 推力销Tie Bar 拉杵Tunnel Gate 隧道形浇口Vent 通气孔Wortle Plate 拉丝模板模具常用之工作机械3D Coordinate Measurement 三次元量床Boring Machine 搪孔机CNC Milling Machine CNC铣床Contouring Machine 轮廓锯床Copy Grinding Machine 仿形磨床Copy Lathe 仿形车床Copy Milling Machine 仿形铣床Copy Shaping Machine 仿形刨床Cylindrical Grinding Machine 外圆磨床Die Spotting Machine 合模机Drilling Machine 钻孔机Engraving Machine 雕刻机Engraving E.D.M 雕模放置加工机Form. Grinding Machine 成形磨床Graphite Machine 石墨加工机Horizontal Boring Machine 卧式搪孔机Horizontal Machine Center 卧式加工制造中心Internal Cylindrical Machine 内圆磨床Jig Boring Machine 冶具搪孔机Jig Grinding Machine 冶具磨床Lap Machine 研磨机Machine Center 加工制造中心Multi Model Miller 靠磨铣床NC Drilling Machine NC钻床NC Grinding Machine NC磨床NC Lathe NC车床NC Programming System NC程式制作系统Planer 龙门刨床Profile Grinding Machine 投影磨床Projection Grinder 投影磨床Radial Drilling Machine 旋臂钻床Shaper 牛头刨床Surface Grinder 平面磨床Try Machine 试模机Turret Lathe 转塔车床Universal Tool Grinding Machine 万能工具磨床Vertical Machine Center 立式加工制造中心Wire E.D.M 线割放电加工机入水Gate 进入位Gate Location 水口形式Gate Type 大水口Edge Gate 细水口Pin-point Gate 水口大小Gate size 转水口Switching Runner Gate 唧嘴口径Sprue Diameter流道Mold Runner 热流道Hot Runner Hot Manifold 热嘴冷流道Hot Sprue Cold Runner 唧嘴直流Direct Sprue Gate 圆形流道Round Full Half Runner 流道电脑分析Mold Flow Analysis 流道平衡Runner Balance 热嘴Hot Sprue 热流道板Hot Manifold 发热管Cartridge Heater 探针Thermocouples 插头Connector Plug 插座Connector Socket 密封封料Seal 运水Water Line 喉塞Line Plug Throat Taps喉管Tube 塑胶管Plastic Tube 快速接头Jiffy Quick Connector Quick Disconnect Coupling模具零件Mold Components 三板模3-Plate Mold 二板模2-Plate Mold 边钉导边Leader Pin Guide Pin 边司导套Bushing Guide Bushing 中托司Shoulder Guide Bushing 中托边Guide Pin 顶针板Ejector Retainner Plate 托板Support Plate 螺丝Screw 管钉Dowel Pin 开模槽Ply Bar Scot 内模管位Core Cavity inter-Lock 顶针Ejector Pin 司筒Ejector Sleeve 司筒针Ejector Pin 推板Eject Plate Push Plate Stripper Plate 缩呵Movable Core Return Core Puller 扣机(尼龙拉勾)Nylon Latch Lock 斜顶Lifter 模胚(架)Mold Base 上内模Cavity Insert 下内模Core Insert 行位(滑块)Slide 镶件Insert 压座Wedge 耐磨板油板Wedge Wear Plate 压条Plate 撑头Support Pillar 唧嘴Sprue Bushing 挡板Stop Plate 定位圈Locating Ring 锁扣Latch 扣机Parting Lock Set 推杆Push Bar 栓打螺丝S.H.S.B 顶板Ejector Plate 活动臂Lever Arm 分流锥Sprue Spreader 分流板Spreader Plate水口司Bush 垃圾钉Stop Pin 隔片Buffle 弹弓柱Spring Rod 弹弓Die Spring 中托司Ejector Guide Bush 中托边Ejector Guide Pin 镶针Pin 销子Dowel Pin 波子弹弓Ball catch 喉塞Pipe Plug 锁模块Lock Plate 斜顶Angle from Pin 斜顶杆Angle Ejector Rod 尼龙拉勾Parting Locks 活动臂Lever Arm 复位键提前回杆Early Return Bar 气阀Valves 斜导边Angle Pin 术语Terms 承压平面平衡Parting Surface Support Balance 模排气Parting Line Venting 回针碰料位Return Pin and Cavity Interference 顶针碰运水Water Line Interferes with Ejector Pin 料位出上下模Part from Cavith (Core)Side 不准用镶件Do Not Use (Core Cavity)Insert 用铍铜做镶件Use Beryllium Copper Insert 初步模图设计Preliminary Mold Design 正式模图设计Final Mold Design弹弓压缩量Spring Compressed length 稳定性好Good Stability Stable 强度不够Insufficient Rigidity 均匀冷却Even Cooling 扣模Sticking 热膨胀Thermal Expansion 公差Tolerance 铜公(电极)Copper ElectrodeAir Vent Valve 通气阀Anchor Pin 锚梢Angular Pin 角梢Baffle 调节阻板Angular Pin 倾斜梢Baffle Plate 折流挡板Ball Button 球塞套Ball Plunger 定位球塞Ball Slider 球塞滑块Binder Plate 压板Blank Holder 防皱压板Blanking Die 落料冲头Bolster 上下模板Bottom Board 浇注底板Bolster 垫板Bottom Plate 下固定板Bracket 托架Bumper Block 缓冲块Buster 堵口Casting Ladle 浇注包Casting Lug 铸耳Cavity 模腔模穴(模仁)Cavity Retainer Plate 模穴托板Center Pin 中心梢Clamping Block 锁定块Coil Spring 螺旋弹簧Cold Punched Nut 冷冲螺母Cooling Spiral 螺旋冷却栓Core 心型Core Pin 心型梢Cotter 开口梢Cross 十字接头Cushion Pin 缓冲梢Diaphragm Gate 盘形浇口Die Approach 模头料道Die Bed 型底Die Block 块形模体Die Body 模体Die Body 铸模座Die Bush 合模衬套Die Button 冲模母模Die Clamper 夹模器Die Fastener 模具固定用零件Die Holder 母模固定板Die Lip 模唇Die Plate 冲模板Die Set 冲压模座Direct Gate 直接浇口Dog Chuck 爪牙夹头Dowel 定位梢Dowel Hole 导套孔Dowel Pin 合模梢Dozzle 辅助浇口Dowel Pin 定位梢Draft 拔模锥度Draw Bead 张力调整杆Drive Bearing 传动轴承Ejection Pad 顶出衬垫Ejector 脱模器Ejector Guide Pin 顶出导梢Ejector Leader Bush 顶出导梢衬套Ejector Pad 顶出垫Ejector Pin 顶出梢Ejector Plate 顶出板Ejector Rod 顶出杆Ejector Sleeve 顶出衬套Ejector Valve 顶出阀Eye Bolt 环首螺栓Filling Core 填充型芯椿入蕊Film Gate 薄膜形浇口Finger Pin 指形梢Finish Machined Plate 角形模板Finish Machined Round Plate 圆形模板Fixed Bolster Plate 固定侧模板Flanged Pin 带凸缘针Flash Gate 毛边形浇口Flask 上箱Floating Punch 浮动冲头Gate 浇口Gate Land 浇口面Gib 凹形拉紧楔Goose Neck 鹅颈管Guide Bushing 引导衬套Guide Pin 导梢Guide Post 引导柱Guide Plate 导板Guide Rail 导轨Head Punch 顶头冲孔Headless Punch 直柄冲头Heavily Tapered Solid 整体模蕊盒Hose Joint Pipe Coupler 管接头Impact Damper 缓冲器Injection Ram 压射柱塞Inlay Bush 嵌入衬套Inner Plunger 内柱塞Inner Punch 内冲头Inserts 嵌件Insert Pin 嵌件梢King Pin 转向梢King Pin Bush 主梢衬套Knockout Bar 脱模杵Land 合模平坦面Land Area 合模面Leader Bush 导梢衬套Lifting Pin 起模顶针Lining 内衬Locating Center Punch 定位中心冲头Locating Pilot Pin 定位导梢Locating Ring 定位环Lock Block 压块Locking Block 定位块Locking Plate 定位板Loose Bush 活动衬套Making Die 打印冲子Manifold Block 歧管档块Master Plate 靠模样板Match Plate 分型板Mold Base 塑胶模座Mold Clamp 铸模紧固夹Mold Platen 模用板Moving Bolster 换模保持装置Moving Bolster Plate 可动侧模板One Piece Casting 整体铸件Parallel Block 平行垫块Parting Line 分模线Parting Lock Set 合模定位器Pass Guide 穴型导板Peened Head Punch 镶入式冲头钻杆凸模Pilot Pin 定位销导向销子Pin Gate 针尖浇口Plate 衬板Pre Extrusion Punch 顶挤冲头Punch 冲头Puncher 推杆Pusher Pin 衬套梢Rack 机架Rapping Rod 起模杆Re-entrant Mold 凹入模Retainer Pin 嵌件梢Retainer Plate 托料板Return Pin 回位梢Riding Stripper 浮动脱模器Ring Gate 环型浇口Roller 滚筒Runner 流道Runner Ejector Set 流道顶出器Runner Lock Pin 流道拉梢Screw Plug 头塞Set Screw 固定螺丝Shedder 脱模装置Shim 分隔片Shoe 模座之上下模板Shoot 流道Shoulder Bolt 肩部螺丝Skeleton Frameworks 骨架Slag Riser 冒渣口Slide(Slide Core)滑块Slip Joint 滑配接头Spacer Block 间隔块Spacer Ring 间隔环Spider 模蕊支架Spindle 主轴Sprue 注道Sprue Bushing 注道衬套Sprue Bushing Guide 注道导套Sprue Lock Bushing 注道定位衬套Sprue Puller 注道残料顶销浇道推出杆Sprue Line 合模线Square Key 方键Square Nut 方螺帽Square Thread 方螺纹Stop Collar 限位套Stop Pin 止动梢Stop Ring 止动环Stopper 定位停止梢Straight Pin 圆柱销Stripper Bolt 脱料螺栓Stripper Bushing 脱模衬套Stripper Plate 剥料板Stroke End Block 行程止梢Submarine Gate 潜入式浇口Support Pillar 支撑支柱顶出支柱Support Pin 支撑梢Supporting Plate 托板Sweep Template 造模刮板Tab Gate 辅助浇口Taper Key 推拔键Taper Pin 拔锥梢锥形梢Teeming 浇注Three Start Screw 三条螺纹Thrust Pin 推力销Tie Bar 拉杵Tunnel Gate 隧道形浇口Vent 通气孔Wortle Plate 拉丝模板Pierce 冲孔Forming 成型(抽凸冲凸)Draw Hole 抽孔Bending 折弯Trim 切边Emboss 凸点Dome 凸圆Semi-Shearing 半剪Stamp Mark 冲记号Deburr orCoin 压毛边Punch Riveting 冲压铆合Side Stretch 侧冲压平Reel Stretch 卷圆压平Groove 压线Blanking 下料Stamp Letter 冲字(料号)Shearing 剪断Tick-Mark Nearside 正面压印Tick-Mark Farside 反面压印Extension Drawing 展开图procedure Drawing 工程图Die Structure Drawing 模具结构图Material 材质Material Thickness 料片厚度Factor 系数Upward 向上Downward 向下Press Specification 冲床规格Die Height Range 适用模高Die Height 闭模高度Burr 毛边Gap 间隙Weight 重量Total Weight 总重量Punch Weight 上模重量Compression Molding 压缩成型Flash Mold 溢流式模具Extrusion Mold 挤压式模具Split Mold 分割式模具Cavity 型腔母模Mold Core 模芯公模Taper 锥拔Leather Cloak 仿皮革Shiver 饰纹Flow Mark 流痕Welding Mark 溶合痕Post Screw Insert 螺纹套筒埋值Self Tapping Screw 自攻螺丝Striper Plate 脱料板Piston 活塞Cylinder 汽缸套Chip 细碎物Handle Mold 手持式模具Encapsulation Molding 低压封装成型Two Plate 两极式(模具)Well Type 蓄料井Insulated Runner 绝缘浇道方式Hot Runner 热浇道Runner Plat 浇道模块Valve Gate 阀门浇口Band Heater 环带状的电热器Spindle 阀针Spear Head 刨尖头Slag Well 冷料井Cold Slag 冷料渣Air Vent 排气道Welding Line 熔合痕Eject Pin 顶出针Knock Pin 顶出销Return Pin 回位销反顶针Sleeve 套筒Stripper Plate 脱料板Insert Core 放置入子Runner Stripper Plate 浇道脱料板Guide Pin 导销EjectRod (Bar)(成型机)顶业捧Subzero 深冷处理Three Plate 三极式模具Runner System 浇道系统Stress Crack 应力电裂Orientation 定向Sprue Gate 射料浇口,直浇口Nozzle 射嘴Sprue Lock Pin 料头钩销(拉料杆)Slag Well 冷料井Side Gate 侧浇口Edge Gate 侧缘浇口Tab Gate 搭接浇口Film Gate 薄膜浇口Flash Gate 闸门浇口Slit Gate 缝隙浇口Fan Gate 扇形浇口Dish Gate 因盘形浇口Diaphragm Gate 隔膜浇口Ring Gate 环形浇口Submarine Gate 潜入式浇口Tunnel Gate 隧道式浇口Pin Gate 针点浇口Runnerless 无浇道Sprueless 无射料管方式Long Nozzle 延长喷嘴方式Sprue 浇口溶渣Landed Plunger Mold 有肩柱塞式模具Burnishing Die 挤光模Landed Positive Mold 有肩全压式模具Button Die 镶入式圆形凹模Loading Shoe Mold 料套式模具Center-Gated Mold 中心浇口式模具Loose Detail Mold 活零件模具Chill Mold 冷硬用铸模Loose Mold 活动式模具Cold Hobbing 冷挤压制模Louvering Die 百叶窗冲切模Composite Dies 复合模具Manifold Die 分歧管模具Counter Punch 反凸模Modular Mold 组合式模具Double Stack Mold 双层模具Multi-Cavity Mold 多模穴模具Electroformed Mold 电铸成形模Multi-Gate Mold 复式浇口模具Expander Die 扩径模Offset Bending Die 双折冷弯模具偏移弯曲模Extrusion Die 挤出模Palletizing Die 叠层模Family Mold 反套制品模具Plaster Mold 石膏模Blank Through Dies 漏件式落料模Porous Mold 通气性模具Duplicated Cavity Plate 复板模Positive Mold 全压式模具Fantail Die 扇尾形模具Pressure Die 压紧模Fishtail Die 鱼尾形模具Profile Die 轮廓模Flash Mold 溢料式模具Progressive Die 顺序模Gypsum Mold 石膏铸模Portable Mold 手提式模具Hot-Runner Mold 热流道模具Prototype Mold 雏形试验模具Ingot Mold 钢锭模Punching Die 落料模Lancing Die 切口模Raising(Embossing)压花起伏成形Re-entrant Mold 倒角式模具Sectional Die 拼合模Runnerless Injection Mold 无流道冷料模具Sectional Die 对合模具Segment Mold 组合模Semi-Positive Mold 半全压式模具Shaper 定型模套Single Cavity Mold 单腔模具Solid Forging Die 整体锻模Split Forging Die 拼合锻模Split Mold 双并式模具Sprueless Mold 无注道残料模具Squeezing Die 挤压模Stretch Form. Die 拉伸成形模Sweeping Mold 平刮铸模Swing Die 振动模具Three Plates Mold 三片式模具Trimming Die 切边模Unit Mold 单元式模具Universal Mold 通用模具Unscrewing Mold 退扣式模具Yoke Type Die 轭型模Accurate Die Casting 精密压铸Powder Forming 粉末成形Calendaring Molding 压延成形Powder Metal Forging 粉末锻造Cold Chamber Die Casting 冷式压铸Precision Forging 精密锻造Cold Forging 冷锻Press Forging 冲锻Compacting Molding 粉末压出成形Rocking Die Forging 摇动锻造Compound Molding 复合成形Rotary Forging 回转锻造Compression Molding 压缩成形Rotational Molding 离心成形Dip Mold 浸渍成形Rubber Molding 橡胶成形Encapsulation Molding 注入成形Sand Mold Casting 砂模铸造Extrusion Molding 挤出成形Shell Casting 壳模铸造Foam Forming 发泡成形Sinter Forging 烧结锻造Forging Roll 轧锻Six Sides Forging 六面锻造Gravity Casting 重力铸造Slush Molding 凝塑成形Hollow(Blow)Molding 中空(吹出)成形Squeeze Casting 高压铸造Hot Chamber Die Casting 热室压铸Swaging 挤锻Hot Forging 热锻Transfer Molding 转送成形Injection Molding 射出成形Warm Forging 温锻Investment Casting 精密铸造Matched Die Method 对模成形法Laminating Method 被覆淋膜成形Low Pressure Casting 低压铸造Lost Wax Casting 脱蜡铸造Matched Mould Thermal Forming 对模热成形模Barreling 滚光加工Belling 压凸加工Bending 弯曲加工Blanking 下料加工Bulging 撑压加工Burring 冲缘加工Cam Die Bending 凸轮弯曲加工Caulking 压合加工Coining 压印加工Compressing 压缩加工Compression Bending 押弯曲加工Crowning 凸面加工Curl Bending 卷边弯曲加工Curling 卷曲加工Cutting 切削加工Dinking 切断蕊骨Double Shearing 叠板裁断Drawing 引伸加工Drawing with Ironing 抽引光滑加工Embossing 浮花压制加工Extrusion 挤制加工Filing 锉削加工Fine Blanking 精密下料加工Finish Blanking 光制下料加工Finishing 精整加工Flanging 凸缘加工Folding 折边弯曲加工Folding 折叠加工Forming 成形加工Impact Extrusion 冲击挤压加工Indenting 压痕加工Ironing 引缩加工Knurling 滚花Lock Seaming 固定接合Louvering 百叶窗板加工MarKing 刻印加工Necking 颈缩加工Notching 冲口加工Parting 分断加工Piercing 冲孔加工Progressive Bending 连续弯曲加工Progressive Blanking 连续下料加工Progressive Drawing 连续引伸加工Progressive Forming 连续成形加工Reaming 铰孔加工Restriking 二次精冲加工矫形锻压Riveting 铆接加工Roll Bending 滚筒弯曲加工Roll Finishing 滚压加工Rolling 压延加工Roughing 粗加工Scrapless Machining 无废料加工Seaming 折弯重叠加工Shaving 缺口修整加工Shearing 切断加工Sizing 精压加工矫正加工Slitting 割缝加工Spinning 卷边旋接Staking 铆固Stamping 锻压加工Swaging 挤锻压加工Trimming 整缘加工Upsetting 锻粗加工顶锻镦粗Wiring 抽线加工Aberration 色差Atomization 雾化Bank Mark 料垄迹印Bite 咬入Blacking Hole 涂料孔(铸疵)Blacking Scab 涂料疤Blister 起泡Blooming 起霜Blow Hole 破孔Blushing 泛白Body Wrinkle 侧壁皱纹Breaking-in 冒口带肉Bubble 膜泡Burn Mark 糊斑Flash Burr 毛边Camber Warpage 翘曲Cell 气泡Center Buckle 表面中部波皱Check 细裂痕Checking 龟裂Chipping 修整表面缺陷Clamp-off 铸件凹痕Collapse 塌陷Color Mottle 色斑Corrosion 腐蚀Crackle 裂痕裂纹Crazing 碎裂Crazing 龟裂Distortion Deformation 变形Edge 切边碎片Edge Crack 裂边Fading 退色Filler Speak 填充料斑欧阳索引创编2021.02.02Fissure 裂纹Flange Wrinkle 凸缘起皱Flaw 刮伤Flow Mark 流痕Galling 毛边Glazing 光滑Gloss 光泽Grease Pits 污斑Grinding Defect 磨痕Haircrack 发裂Haze 雾度Incrustation 水锈Indentation 压痕Internal Porosity 内部气孔Mismatch 偏模Mottle 斑点Necking 缩颈Nick 割痕Orange peel 橘皮状表面缺陷Overflow 溢流Peeling 剥离Pit 坑Pitting Corrosion 点状腐蚀Plate Mark 模板印痕Pock 麻点Pock Mark 痘斑Resin Streak 树脂流纹Resin Wear 树脂脱落Riding 凹陷Sagging 松垂Saponification 皂化Scar 疤痕Scrap 废料Scrap Jam 废料阻塞Scratch 刮伤划痕Scuffing 深冲表面划伤Seam 裂痕Shock Line 模口挤痕Short Shot 充填不足Shrinkage Pool 凹孔Sink Mark 凹痕Skin Inclusion 表皮折叠Straightening 矫直Streak 条状痕Surface Check 表面裂痕Surface Roughening 橘皮状表皮皱折Surging 波动Sweat Out 冒汗Torsion Distortion 扭曲Warpage 翘曲Waviness 波痕Webbing 熔塌Weld Mark 焊痕Whitening 白化Wrinkle 皱纹Gas Aassisted Technology 气辅欧阳索引创编2021.02.02。
骨轮课程设计之欧阳家百创编
第一章绪论欧阳家百(2021.03.07)1.1塑料模具的现状及发展模具是工业生产中的重要工艺装备,模具工业是国民经济各领域发展的重要基础工业之一。
塑料模具是用于成型塑料的模具,它是型腔模具的一种类型。
1.1.1 国外模具发展及水平模具是工业生产的基础工艺装备。
在电子、汽车、电机、电器、仪器、仪表、家电和通讯等产品中,60%-80%的零部件都要依靠模具成型。
用模具生产所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其它加工方法所不能比拟的。
模具生产技术水平的高低,己成为衡量一个国家产品制造水平高低的重要标志。
近年来由于汽车、建筑、家用电器、食品、医药等产业对注射制品日益增长的需要,推动了注射成型技术水平的发展,主要表现在以下几个方面:(1)模具CAD\CAM\CAE技术模具CAD\CAM\CAE技术是模具技术发展的一个重要里程碑,实现了数字建模、产品设计、仿真分析、测试直至数控加工的产品研发全过程的一体化。
随着模具生产中软、硬件技术的不断发展,采用CAD\CAM\CAE技术以实现模具设计与制造的一体化和建立模具制造柔性加工系统是模具设计和制造的发展方向。
(2)高寿命和快速经济模具为了适应大批量生产的需要,研究人员正在从模具结构设计、模具材料及热处理、模具表面强化、模具制造等方面提高模具寿命。
当前研究和应用模具钢(如仿美国生产的预硬钢P20、国产的易切削预硬钢5NiSCa等)以及模具表面强化新技术,使塑料模具的精度和寿命大大提高。
同时,为了适应多品种、少批量生产,开发快速经济模具越来越引起人们的重视。
如各种超塑性材料制作的模具、中低熔点合金模具等。
(3)微型化、超大型化和精密化塑件的日趋大型化,以及由于高效率生产要求的一模多腔(如塑封模已达到一模几百腔)使模具日趋大型化。
同时随着零件微型化以及模具结构发展的要求,精密模具的精度已由原来的5um提高到2um~3um,今后有些模具的加工精度公差要求在1um 以下,这就要求发展超精加工技术。
塑料模具设计说明书之欧阳学文创编之欧阳索引创编
湖南工学院欧阳家百(2021.03.07)课程设计设计课题注塑模具设计设计学院机械工程学院设计班级成型1001班设计者姓名原育民设计时间2013 年12月目录1. 塑件的工艺分析41.1塑件的成型工艺性分析41.1.1 塑件材料ABS的使用性能51.1.2 塑件材料ABS的加工特性51.2 塑件的成型工艺参数确定62 模具的基本结构及模架选择62.1 模具的基本结构62.1.1 确定成型方法62.1.2 型腔布置72.1.3 确定分型面72.1.4 选择浇注系统82.1.5 确定推出方式82.1.6 侧向抽芯机构92.1.7选择成型设备92.2 选择模架112.2.1 模架的结构112.2.2 模架安装尺寸校核113 模具结构、尺寸的设计计算123.1 模具结构设计计算123.1.1 型腔结构123.1.2 型芯结构123.1.3 斜导柱、滑块结构123.1.4 模具的导向结构123.2 模具成型尺寸设计计算133.2.1 型腔径向尺寸113.2.2 型腔深度尺寸113.2.3 型芯径向尺寸123.2.4 型芯高度尺寸123.3 模具加热、冷却系统的计算153.3.1 模具加热133.3.2 模具冷却134. 模具主要零件图及加工工艺规程134.1 模具定模板零件图及加工工艺规程134.2 模具侧滑块零件图及加工工艺规程错误!未定义书签。
4.3 模具动模板(型芯固定板)零件图及加工工艺规程145 模具总装图及模具的装配、试模错误!未定义书签。
5.1模具的安装试模 (14)5.2. 试模前的准备145.3模具的安装及调试205.4试模215.5检验216. 排气系统的设计 (22)7. 参考文献 (22)塑料注射模具设计与制造实例通过一个典型的塑料制品,介绍了从塑件成型工艺分析到确定模具的主要结构,最后绘制出模具图的塑料注射模具设计全过程。
1. 塑件的工艺分析1.1塑件的成型工艺性分析塑件图产品材料:ABS塑件尺寸:如图所示塑件要求:1.件壁厚均匀,不允许有裂纹和变形缺陷。
模具钳工操作规范之欧阳法创编
第一章:钳工应具备的基本技能一、划线知识1.划线——工件在加工之前(指毛坯)或在加工过程中(指半成品),用划线工具或三坐标划线机按图纸和加工工艺在工件上划出所需要的线条,用以表示工件上要加工的部位和界限。
2.划线的目的——第一,按照图纸和工艺要求确定各加工面的余量和各孔、槽、凸台、表面等的相互位置,为以后的加工或校正提供参考依据;第二,可以对毛坯进行加工前的检查,并对加工余量进行全面的调整和分配;第三,确定在板材上截取材料的位置,合理安排,做到节约材料。
3.划线前的准备——A.熟悉图纸和工艺文件,仔细分析下几道工序的具体要求;B.对画线对象进行外观的粗略检查,看其是否有明显的缺陷;C.对铸件毛坯,应预先清理型砂,除净毛刺和冒口;D.对锻件毛坯,应将氧化皮去掉;E.对半成品件,要去掉基准面上的毛刺,除净表面污垢和浮锈;F.考虑画线方案、画线基准、划线步骤、划线的内容以及划线工具、吊装工具和安全措施。
4.划线基准的选择——A.划线基准应尽量和设计基准一致;B.选择已经精加工并且加工精度最高的边、面或有配合要求的边、面、外圆、孔、槽和凸台的对称线;C.选择较长的边或相对两边的对称线,或是较大的面或相对两面的对称线;D.较大外圆的中心线;E.便于支撑的边、面或外圆;F.补充性划线时,要以原有的线或有关的装夹部位为基准。
二、钻孔及铰孔的基本要素1.钻孔——在不同的材料上钻孔时,应根据材料的性质将钻头刃磨出相应的角度,以改善钻头的切削性能,延长钻头的寿命,使钻出的孔达到图样的技术要求。
加工钢和铸铁时钻头顶角为116-118°;加工钢锻件时顶角为120-125度;加工锰钢和不锈钢时顶角为135-150°。
2.钻头的刃磨——手工刃磨钻头时,为保证两主切削刃的对称性,在刃磨为每一步骤,应注意磨完一侧翻转180°再磨另一侧时要尽量做到三不变,及手持钻头的部位不变,手的姿势不变,刃磨吃刀情况不变。
铸造模具标准之欧阳文创编

铸造模具在砂型铸造中的重要性工厂将铸造模具称之为“铸造之母”,此话可谓地对铸造模具在铸造生产中作用和地位的一个高度的概括。
称之为“母”,其一是因为在工厂里,所有铸件都是用铸模制成砂型然后得到的,无铸造模具即无铸件;其二是铸件总是带有铸造模具的“遗传性”;铸件的尺寸精度、表面粗糙度乃至某些铸造缺陷无一不与铸造模具质量有直接关系。
(1)尺寸精度铸件依模而作,模的尺寸误差无一例外地会在铸件上反映出来。
尤其是一些复杂铸件,由于采用多个铸模(外模和芯盒),其累积误差更会严重影响到铸件尺寸精度。
图为某轿车缸体(4缸)铸件尺寸精度相关要索链图,图中有阴影的框为铸造工艺装备,其他框为工序过程。
从图中可以推算出,即使每套工装尺寸精度都能得到99分,到台箱处其得分也可能只有82.5分了。
由此可见,追求铸模的“零误差”是何等重要。
(2)表面粗糙度表面光洁的铸模不仅改善起模性,从而减少型(芯)废,提高生产率,而且能得到光洁的型腔(或砂芯),有利于得到光洁的铸件。
(3)铸件缺陷一部分铸件缺陷可能由铸造模具质量不佳所造成,如铸模表面存在倒料度、凹凸不平,将导致起模性不好,破坏铸型表面甚至造成砂眼;模具安装偏差或定位销(套)磨损造成错型、挤型、砂眼;浇注系统的随意制作或安装导致金属渣流动偏离工艺设计要求,因而可能造成气孔、缩松等缺陷,等等。
在铸造生产中,工艺—铸模—设备是一个不可分割的系统,好的工艺设计要依靠铸造模具体现出来。
同样,一个蹩脚的工艺设计,可能使一套加工精良的铸模因无法生产出合格铸件而报废。
铸模和设备的合理配合也是一样重要的。
因此,在确定工艺方案、进行工艺设计时,必须同时着手铸模和设备的准备工作,即实施并行工程是十分必要的。
正因为如此,国内一些企业在引进制芯机的同时引进芯盒,引进一些复杂铸模(如轿车缸体)的同时也包括了工艺设计。
在创新日渐成为经济发展主旋律的现代社会,产品更新周期日益缩短,新产品层出不穷,这也就要求制造工业与之适应并快速发展,作为制造工业基础的模具业,必然随之发展。
冲压模具的基本结构及工作原理之欧阳育创编

冲裁模具的基本结构及工作原理
.02.04 创作:欧阳育
组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
敞开模
落料的一个工序。
重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
单、批景小或试制的冲裁件。
、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
靠,能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长而且在冲床上安装使用方便,因此导柱式冲裁模
在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或位原理、侧刃定距原理
程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
、倒装式复合模
无导向单工序模
装在冲床滑块上。
下模部分由卸料板、导尺、.凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。
上模与
导板式简单冲裁模
定板、凸模组成。
下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。
这种模具的特点是上模模具导向精度。
因而,要求使用的压力机行程不大于导板厚度。
从右向左送科,首次冲裁时使用临时挡料销定位,首次冲裁以后再往前送料,搭边越过活动挡料销后.再反向拉拽条料
导柱式简单冲裁模
导向。
冲模主作时条料靠导尺和固定挡料销(亦称定位销)实现正确定位,以保证冲裁时搭边值的均匀一致。
此冲模采行自然漏料。
倒装式复合模
正装式复合模
时间:2021.02.04 创作:欧阳育。
最全的模具二次顶出之欧阳育创编
二次頂出機構一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。
但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。
這樣的頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。
二次頂出機構,簡單來說,可以分為下列三大類:一、單頂針板組合的二次頂出機構二、雙頂針板組合的二次頂出機構三、氣動/液壓的二次頂出機構一、單頂針板組合的二次頂出機構所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行。
單頂針板的二次頂出機構,可以分成下列幾類:1. 公母模板彈開式2. 公母模板拉開式3. 頂針板組合機構4. 浮動模仁以下,將根據各種不同的設計,提供參考的設計圖面。
公母模板彈開式二次頂出第一段頂出發生在公母模板開啟時。
彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少。
但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點。
隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施。
公母模板彈開式二次頂出有幾種變形1、彈簧推動模板改為彈簧推動『頂出入子』上圖所示,是利用彈簧推動整塊模板。
實際應用時,可以根據產品的造型,改為推動頂出入子。
例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。
2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也是一種可行的方法。
優力膠是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。
模具行业常用术语及解释之欧阳体创编
1. 什么叫PL面?PL面又称:分型面、啪拉面,是指模具在闭合时前模和后模相接触的部分。
2. 什么是碰穿,什么是插穿?与PL面平行的公母模贴合面叫碰穿面,与PL面不平行的公母模贴合面叫插面。
3. 条和丝的关系?条和丝都是长度单位,条为台湾用语,1条=0.01mm,丝为香港用语,1丝=0.01mm,所以1条=1丝。
4. 枕位是什么?外壳类塑件的边缘常开有缺口,用于安装各类配件,此处形成的枕壮分型部分称为枕位。
5. 火山口是什么?BOOS柱根部减胶部分反映在模具上的类型于火山爆发后的形状叫做模具火山口。
6. 呵指是什么?呵指的是模仁,香港习惯用语。
7. 什么是老虎口?老虎口又称为:管位,即用来限位的部分。
8. 什么叫排位?模具上的产品布局称为排位。
9. 什么叫胶位?模具上的产品的空穴称为:胶位。
10. 什么叫骨位?产品上的筋称为:骨位。
11. 什么叫柱位?产品上的BOSS的柱称为:柱位。
12. 什么叫虚位?模具上的间隙称为:虚位。
13. 什么叫扣位?产品上连接用的钩称为:扣位。
14. 什么叫火花纹?电火花加工后留下的纹称为火花纹。
15. 铜工是什么?电火花通常采用易于加工的铜料做放电电极,称为铜工,也称电极,铜工一般分为:粗工、粗幼工、幼工、幼工又称精工。
16. 火花位通常是多少?放电过程中,铜工和钢料之间的放电间隙称为火花位,粗工火花一般在15到50条,幼工火花位一般在5到15条。
17. 料位是什么?塑胶产品的避厚,也称肉厚。
18. 原身留是什么?原身留是相对与割镶件而言,原身留是指一整块钢材为加工胚料,加工的时候一起加工出来。
19. 熔接痕是什么?两股塑胶相遇所形成的线称为熔接痕。
20. 喷流是什么?塑胶从进胶口进入型腔后形成弯曲折叠似蛇的流痕称为喷流。
21. DME 是指什么,HASCO是指什么?标准件的标准,DME是美制的,HASCO是欧制的。
22. 什么叫倒扣?产品中前后模无法直接脱模的部分成为倒扣。
模具-冲压及工序英语用语之欧阳科创编
组装、冲压、喷漆等专业词汇Assembly line组装线Layout布置图Conveyer流水线物料板Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet栈板barcode条码barcode scanner条码扫描器fuse together熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME制造工程师MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch镑、英寸EMI gasket导电条front plate前板rear plate后板chassis 基座bezel panel面板power button电源按键reset button重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑胶件SOP制造作业程序material check list物料检查表work cell工作间trolley台车carton纸箱sub-line支线left fork叉车personnel resource department 人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |'plein|刨床miller铣床grinder磨床driller??床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |' ksi'dein|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓name of a department部门名称administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车forklift叉车pallet栈板glove(s)手套glove(s) with exposed fingers割手套thumb大拇指forefinger食指midfinger中指ring finger无名指little finger小指band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条jack升降机production line流水线chain链条槽magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机packaging打包missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小) cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色scratch划伤poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位safety安全quality品质delivery deadline交货期cost成本engineering工程die repair模修enterprise plan = enterprise expansion projects企划QC品管die worker模工production, to produce生产equipment设备to start a press开机stop/switch off a press关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board看板feeder送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模to repair a die修模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板carton box纸箱to pull and stretch拉深to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for 准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位lots of production生产批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氩焊vocabulary for stamping冲压常词汇stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架cylinder油缸robot机械手taker取料机conveyer belt输送带transmission rack输送架top stop上死点bottom stop下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块reset复位smoothly顺利dent压痕scratch刮伤deformation变形filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工delivery, to deliver 交货to return delivenry to.to send delinery backto retrn of goods退货registration登记registration card登记卡to control管制to put forward and hand in提报safe stock安全库存acceptance = receive验收to notice通知application form for purchase请购单consume, consumption消耗to fill in填写abrasion磨损reverse angle = chamfer倒角character die字模to collect, to gather收集failure, trouble故障statistics统计demand and supply需求career card履历卡to take apart a die卸下模具to load a die装上模具to tight a bolt拧紧螺栓to looser a bolt拧松螺栓to move away a die plate移走模板easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑common vocabulary for die engineering 模具工程常用词汇die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数。
注塑模具毕业论文(注塑模具)之欧阳术创编

西安工业大学北方信息工程学院本科毕业设计(论文)题目:保险座塑料注塑模具设计系别:机电信息系专业:机械设计制造及其自动化班级:B090202学生:李煜学号: B09020213指导教师:王沁2013年05月毕业设计(论文)任务书系别机电信息系专业机械设计制造及其自动化班级B090202姓名李煜学号B090202131.毕业设计(论文)题目:保险座塑料注射模具设计2.题目背景和意义:塑料注射模具的设计是在当今大部分塑料制品生产中的第一个环节,各行各业,各种产品几乎都要用到注射模生产的塑料零配件,因此掌握塑料注射模的设计技能是机械设计工程师的基本要求之一。
通过塑料制品的注塑模具设计,能够熟悉和掌握塑料制品设计全过程,能够根据不同塑料材料的性能,塑料结构特点,选择适当的模具结构,并掌握模具主要零件的强度计算及主要零件的尺寸确定,掌握材料的选择,通过该设计,应能检查外语翻译及理解能力,能熟练运用计算机进行设计和绘图。
通过设计后,能够完全独立完成中等难度以上塑料注射模具设计,并能欧阳术创编 2021.02.02 欧阳美创编 2021.02.02在选材,结构设计等方面进行经济技术分析。
3.设计(论文)的主要内容(理工科含技术指标):(1)分析塑料的材料、形状、结构对注塑成型的影响;(2)进行模具的结构设计:包括注塑机的选型,分型面得确定,浇口形式的选择等;(3)完成有关成型零件工作尺寸的计算。
成型型腔壁厚计算;冷却系统设计等;(4)完成模具装配图及主要零件图的绘制;(5)论文撰写符合管理规范手册要求。
4.设计的基本要求及进度安排(含起始时间、设计地点):第1-3周,选题、收集资料了解模具设计的背景、理解题目、开题报告第4-6周,分析塑件的形状特点,确定方案,完成英文文献的翻译第7-15周,进行模具的结构设计,绘制模具装配图及零件图,完成相关的计算第16周,按照论文格式要求书写论文,提交论文,准备答辩。
5.毕业设计(论文)的工作量要求撰写15000字论文①实验(时数)*或实习(天数):②图纸(幅面和张数)*:折合A0图纸3张③其他要求:查阅资料不少于15篇指导教师签名:年月日学生签名:年月日系主任审批:年月日说明:1本表一式二份,一份由学生装订入册,一份教师自留。
凹模冲压模具设计之欧阳学创编
目录前言....................................................................................1设计内容 (2)1、工艺性分析 (2)2、工艺方案的确定 (2)3、模具结构形式的确定 (2)4、工艺设计………………………………………………………………3(1)计算毛坯尺寸 (3)(2)画排样图 (3)(3)计算材料利用率 (4)(4)计算冲压力 (5)(5)初选压力机 (5)(6)计算压力中心 (5)(7)计算凸凹模刃口尺寸 (6)(8)卸料板各孔口尺寸 (6)(9)凸模固定板个孔口尺寸 (6)5、模具结构设计 (6)(1)模具类型的选择 (6)(2)定位方式的选择 (6)(3)凹模设计 (6)(4)凹模刃口与边缘的距离 (6)(5)确定凹模周界尺寸 (7)(6)选择模架及确定其他冲模零件尺寸 (7)6、绘制典型零件图和装配图 (8)7、结束语 (9)致谢.................................................................................9参考文献 (10)前言随着经济的发展,工业产品技术的也在不断发展,各行各业对模具的需求量越来越大,技术要求也越来越高.虽然模具种类繁多,但在“十一五”期间其发展重点应该是既能满足大量需要,又具有较高的技术含量,特别是目前国内尚不能自给、需大量进口的模具和能代表发展方向的大型、精密、复杂、长寿命模具.又由于模具标准件的种类、数量、水平、生产集中度等对整个模具行业的发展有重大影响.因此,一些重要的模具标准件也必须重点发展,而且其发展速度应快于模具的发展速度,这样才能不断提高我国的模具标准化水平,从而提高模具质量,缩短模具生产周期及降低成本.由于我国的模具产品在国际市场上占有较大的价格优势,因此对于出口前景好的模具产品也应作为重点来发展.而且应该是目前已有一定基础,有条件、有可能发展起来的产品.如:1)大型精密塑料模具塑料模具占我国模具总量的比例正逐年上升,发展潜力巨大.目前虽然已有相当技术基础并正在快速发展,但技术水平与国外仍有较大差距,总量也供不应求,每年进口几亿美元.2)主要模具标准件目前国内已有较大产量的模具标准件主要是模架、导向件、推杆推管、弹性元件等.这些产品不但国内配套大量需要,出口前景也很好,应继续大力发展.虽然如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距.这些主要表现在飞行器钣金件、高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距.覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平.虽然在设计制造方法和手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平,在模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差距.标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种.有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平.因此我们在学习完飞行器板金成形和模具相关基础课程后,老师让我们进行简单冲压件的模具设计,我们可经通过简单件的设计初步了解一下模具设计的过程.设计内容1、工艺性分析此工件只有落料一个工序.制件材料为Q235,具有良好的冲压性能,适合冲裁.工件结构相对简单,厚度为2mm,工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求(图1),但应加以注意:图1(1)孔与零件边缘最近处为3mm在设计模具是应加以注意.(2)有一定批量,应重视模具材料和结构的选择,保证一定的模具寿命.(3)冲裁间隙,凸凹模间隙的确定应符合制件的要求.(4)各工序凸凹模动作行程的确定应保证各工序动作稳妥、连贯.2、工艺方案确定根据制件工艺性分析,其基本工序只有落料,可得以下简单方案:落料,单工序冲裁.3、模具结构形式的确定因制件材料较薄,为保证制件平整,采用固定卸料装置.为方便操作和取件可初选双立柱可倾压力机,横向送料.采用圆柱头式挡料销.生产效率高,材料消耗也小.综上所述:由《模具设计指导》[1]书表5—2,5—7选用固定卸料横向送料典型组合结构形式,后侧导柱滑动导向模架.4、工艺设计4.1计算毛坯尺寸制件长为L=72mm,宽为B=50mm4.2排样方式的确定及其计算因材料厚度2mm由参考书《模具设计指导》表44得材料厚度允许偏差为±0.13mm,属于A级精度.故材料为A级精度的Q235.由参考书《飞行器钣金成形原理与工艺》[3]表317选a=a1=3mm.式3—25和表317,318,无侧压装置,则有:B-Δ=其中:B—条料板公称宽度(mm)D—垂直于送料方向的工件尺寸(mm)a1—侧搭边值(mm)b0—条料与导板之间的间隙(mm)Δ—条料宽度公差(mm)查表318,有Δ=0.6,b0=0.2则;B-Δ==50+2(3+0.6) +0.2=57.40.60mm条料步距L=72+a=72+3=75mm按图排样板料可剪成1600mm×57.4mm×2mm图24.3计算材料利用率ηη=×100%其中: A0=2680,得到制件的总面积.A=4275,一个步距的条料的面积.故η=62.6%4.4计算冲压力完成本制件所需冲压力由冲裁力、卸料力组成.由参考资料《模具设计指导》[1]表4-11得=432~461Mpa①F冲裁=1.3Lt=1.3Lt(0.7~0.9)=Lt×=450×272×2=244.8KN②F推件=nk推F冲③F卸料=K卸F冲其中:n为同时卡塞在凹模内的零件数一般为3~5,本设计取3.由参考书《飞行器钣金成形原理与工艺》[3]表3-15得K推=0.08,K卸=0.045~0.055故得:F推件=3×0.05×244.8=36.72KNF卸料=0.05×244.8=12.24KNF冲压= F冲裁+F推件+F卸料=244.8+36.72+12.24=293.76KN4.5初选压力机由参考文献《模具设计指导》[1]表4-38选取GKP -F40型精冲压力机.4.6计算凸凹模刃口尺寸.可按配合加工计算刃口尺寸.由《飞行器钣金成形原理与工艺》[3]表314,可取:每个尺寸,x=1①凹模磨损后增大尺所以有A1d=(401×0.17)+0.0425 0=39.83+0.0425 0A2d=(721×0.2)+0.05 0 =71.8+0.05 0A3d=(501×0.2)+0.05 0=49.8+0.05 0A4d=(261×0.12)+0.03 0=25.88+0.03 0B1d=(30+1×0.12)0 0.03=30.120 0.03C1d=50+0.05 0.05②凸模的尺寸的配制:按凹模的实际尺寸配制,保证双面合理间隙为Z=0.180mm所以凸模尺寸为:A1d=39.69+0.0425 0A2d=71.66+0.05 0A3d=49.66+0.05 0A4d=25.74+0.03 0B1d=29.940 0.03C1d=49.86+0.05 0.054.7计算压力中心.由于该制件图形规则,压力中心在其几何中心上.先画出确定压力中心示意图,如图3建立坐标系.图3确定压力中心示意图则有:A1=800,X1=20,Y1=40A2=780,X2=50,Y2=26A3=1100,X3=72,Y3=50所以对于中心点坐标有:X=Y=4.8卸料板各孔口尺寸.由文献《冲压手册》[2]表255得C=0.05mm,对于带固定卸料装置的冲模,卸料板不仅起卸料作用而且还起压料作用.卸料板各型孔应与凸模配合保持0.5.这样有利于保护凸,凹模刃口不被啃伤,4.9凸模固定板个孔口尺寸.凸模固定板各孔与凸模采用H7/m6配合.5、模具结构设计:5.1模具类型的选择由冲压工艺分析可知,压力机一次冲裁即可完成一个工序,所以模具类型单工序冲裁模.5.2定位方式的选择因为该模具采用的是条料,控制条料的送进方向采用导料板,无侧压装置.控制条料的送进步距采用挡料销初定距,导正销精定距.而第一件的冲压位置因为条料长度有一定余量,可以靠操作工目测来定.5.3凹模设计.因制件材料简单,总体尺寸不大,选用整体式矩形凹模较为合理.因生产批量较大,由文献《模具设计指导》[1]表35选用T10A为凹模材料.凹模孔型由该文献中表2—38选出第三种孔型,且β=3°,h=5mm由该文献表239得凹模高度h=22mm和凹模壁厚c=30mm.5.4凹模刃口与边缘的距离.由文献《冲压手册》表2—41得a=30mm5.5确定凹模周界尺寸L×B.所以:L×B=160×125据文献《模具设计指导》表5—43得160mm×125mm×22mm其中L=160mm,B=125mm,5.6选择模架及确定其他冲模零件尺寸.由凹模周界尺寸及配用模架闭合高度在H=120~145mm查《模具设计指导》[1]57选用对角导柱模架,标记为100X80X120~145I (GB/T2851.1-1990),并根据此标准画出模架图.类似也可查出其他零件尺寸参数,此时即可画装配图.6、绘制典型零件图和装配图.a凸模b凹模结束语钣金冲压成形课程设计是我在大学期间的一门重要的课程,是把理论应用到实践中的过程.通过这次设计使我学会如何去培养我们的创新精神,从而不断地战胜自己,超越自己.创新,是要我们学会将理论很好地联系实际,并不断地去开动自己的大脑;并使我巩固了自己的知识,加深了对冲压成形的理解,同时认识到自己的不足.把以前不懂或模糊的知识上升到了深刻理解,相信对我们将来从事工作将有很大帮助.本设计是一个小型的钣金零件成形工艺的设计.主要包括了冲孔和冲压模具的设计计算以及主要零件和模具的CAD制图,使我学到了不少东西,通过本次课程设计,我学到了很多新的东西,也发现了大量的问题,有些在设计过程中已经解决,有些还有待今后慢慢学习.只要学习就会有更多的问题,更多的难点,但也会有更多的收获.由于个人水平有限,在设计过程中不可避免地出现各种各样的问题,还请老师批评指正.致谢在本设计完成之际,衷心感谢指导老师和同学们对我的指导和帮助.在我设计过程中,张春元老师给予了极大的帮助和指导,并为我们提供了舒适的工作、学习环境,老师认真负责的工作态度、严谨的治学风格,使我深受启发,在此我要感谢几位老师对我的帮助和他们耐心的辅导;以及同学们的支持,和同学们之间的相互探讨也使我获益匪浅,也要同学们对我的关心,使我在学习中感受到了快乐.我再次感谢老师和我的同学们,并感谢学校给予我们一个实践的平台,使我们的能力得到了极大的提升.参考文献【1】史铁梁.模具设计指导.北京: 机械工业出版社,.【2】王孝培.冲压手册.北京:机械工业出版社,2000.【3】瞿平.飞机钣金成形原理与工艺.西安:西北工业大学出版社,1995.【4】杨玉英.实用冲压工艺及模具设计手册.北京:机械工业出版社,2000.【5】伍先明.塑料模具设计指导.北京:国防工业出版社,.【6】申开智.塑料成型模具.北京:中国轻工业出版社,.【7】齐晓杰.塑料成型工艺与模具设计.北京:机械工业出版社,.【8】姜奎花.冲压工艺与模具设计.北京:机械工业出版社,2000.【9】丁松聚.冷冲模设计.北京:机械工业出版社,2000.【10】许树勤.模具设计与制造.北京:北京大学出版社,.【11】涂序斌.模具制造技术.北京:北京理工大学出版社,.【12】张国志.材料成型模具设计.沈阳:东北大学出版社,.【13】徐慧民.模具制造工艺学.北京:北京理工大学出版社.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具专业术语——注塑模(锦浩塑胶模具厂)欧阳家百(2021.03.07)English Training——Injection Mold(一)模具专业基本用词 Professional Terms1.塑料—plastic, resin2.样件—sample3.钢料—steel4.注塑机—injectionmachine, press5.产品—part, product, moulding6.模具—mold, mould, toolA 简易模(样板模)—prototype moldB 量产用模具—production mold7.三维造型(数模)—model, 3D data8.二维产品图—2D part drawing9.设计—design10.制造—manufacture, build up, construction11.检验—check, inspection12.测量—measure, inspection13.修改—change, modify, correction14.工程更改—engineer change15.质量—quality16.数量—quantity17.基准—datum, reference(二)如何解析2D 产品图?How to read 2D part drawing?一.产品几何 Geometry1.点—point2.线(边)—line, edge3.面 faceA 侧面—sideB 表面—surfaceC 外观面—appearancesurface4.壁厚—wall thickness, stock thickness5.加强筋(骨位)—rib6.孔—hole7.细长的槽—slot8.柱位—boss9.角—cornerA 圆角—filletB 倒角—chamferC 尖角—sharpcorner10.斜度—angle, taper11. 凹槽—recess ,groove二.分模信息 Splitting1.分型线—parting line (P/L), splitting line2.主分模方向—main direction, lineofdraw3.浇口设定—gating三.产品标识 Part Identification1.产品名称—part name (P/N)2.产品编号+版本号—part number + revision (Rev.)3.型腔号—cavity number4.材料标记—material symbol5.模具编号—mold number (no.)6.日期印—dating insert, date code7.循环印—cycling code8.公司标志—company logo四.技术要求 Specification (Special Requirement)1.项目启动表 Kick-off sheet1)项目名称—program name, project name2)产品名称—part name, product name, part description3)产品编号—part number (P/N)4)客户模号—customer mold no.5)项目启动日期— kick off date,start date6)项目完成日期— due date, lead time7)内模件用钢— tool steel8)型腔数量—number of cavities9)数模文件编号—data file no.10)注塑材料—resin,plastic, raw material11)收缩率—shrink, shrinkage, shrink factor12)注塑机吨位—molding machine size, injection machine size 13)成型周期—cycle time14)型腔光洁度—cavity polish15)型芯光洁度—core polish16)皮纹(晒纹)—texture, grain17)拔模斜度—draft angle, removal taper18)注塑件颜色及光泽—molded color & gloss19)模具加工地— manufacturing facility20)热流道供应商—manifold manufacturer, manifold supplier 21)浇口位置—gate location / position22)浇口类型—gate type23)产品标识—stamp information, part identification24)特殊要求— special instructions2.产品质量及外观要求 Part Quality & Appearance1)尺寸及公差 Dimension & Tolerance①重要尺寸—critical dimension, important dim., key dim.②理论尺寸—nominal dimension③实际尺寸—actual dimension④公差—tolerance⑤公差带—tolerance range⑥尺寸超差—dimension deviation⑦接受(合格)—accept, OK⑧拒绝(不合格)—reject, refuse, obsolete, NG⑨让步接受—concession, special admit⑩返工—re-work2)产品缺陷(较常见)Defects (normal)①缩印—sink mark, shrinkage②飞边—flash, burr③段差—mismatchdiscrepancy④银丝纹—snake marks, streak⑤弯曲—warpage, distortion⑥打不足(缺料)—short shot⑦熔接线—weld line3.产品外观 Part Appearance①产品颜色—part color②产品光泽—gloss③皮纹粒度—grain4.常用词汇、词组及短语 Normal Word, Short Sentence1)单边—per side2)双边—both sides3)加入,添加—add, incorporate4)去除,取消—remove, cancel5)满足…的要求,符合,与…要求一致—according to, conform to, satisfy, meet6)要求,需要—require, need, demand7)确认—be approved, agreed by …8)允许—permit, allow9)在…范围之内—within10)不可以,不允许,禁止—free from,prevent, avoid11)…,除非有另指—…unless otherwise specified12)…或少于—…or less13)自动化运作—automatic operation14)未注尺寸(详细形状)见三维造型Non dimensioned contour (detailed shape) see 3D model.15)分型线上的飞边(披缝)或段差应小于…B urrs and discrepancy on the P/L shall be … or less.五.标题栏 Title Block1.产品名称—part name2.图纸编号 + 版本号(索引号)—drawing no. + level (index) 3.一般公差[的标准] —general tolerance(三)如何阅读制模标准?How to read tooling standard?一.模具结构术语 Mold Construction TerminologyA.模架 Mold Base1.模架量化特征 Measurement Feature①长 X 宽 X 高—Length X Width X Height②模具推高尺寸(模厚)—stack height of mould③模具重量—total weight of mould, mould thickness2.定模底板—front plate, top clamping plate, clamp plate, clamping plate3.定模板—cavity plate, fixed mould plate, A – plate4.动模板—core plate, moving mould plate, B – plate5.支撑板—support plate, backing plate6.模脚—support blocks, rails, risers, spacer block7.顶杆固定板—retaining plate, ejector retaining plate8.顶板—ejector plate9.动模底板—back plate10.导柱—guide pillar, leader pin, guide pin11.导套—guide bush, leader pin bush12.复位杆—return pin, push-back pin13.弹簧—spring14.撑头—support pillar15.推板导柱、导套—ejection guide pin / bush16.挡钉—stop pin, stop button17.站立脚—standing-off pillars18.标牌—plaque scutcheonB.成型零部件 moulding components19.型芯—core20.型腔—cavity21.镶针—core pin22.镶块—insert, split23.滑块—slide, sliding split24.斜顶—lifter, angled-lift splitA 斜顶头—lifter headB 斜顶杆—lifter rod, liftershaft25.成型顶杆—moulding face pin, form pinC.浇注系统 Feed System1.塑料 Mouldinga.主流道—sprueb.分流道 runner①主分流道— main runner ②二级分流道— branchrunner分流道断面形状 cross-sectional shape of runner①圆形—full round②半圆形—semicircular③梯形—trapezoidalc.浇口 gate常用浇口形式 normal gate type :①边缘浇口(J型浇口)—edge gate, J – gate②侧浇口—side gate③潜伏式浇口—sub-gate, cashew gate, subsurface gate, submarinegate④潜伏式二次浇口(隧道式浇口) —tunnel gate onto feeder post⑤点浇口—pin gate⑥直接浇口(主流道型浇口) —sprue gate, direct gate⑦护耳式浇口—tab gated.模腔—impressione.冷料井—cold slug wellf.热流道—hot runner2.模具零件 mold componentsa.定位圈—locating ring, location ring, register ringb.浇口套—sprue bushc.挡圈—stop ringd.浇口镶块—gate inserte.热流道板—manifoldf.热嘴—hot dropD.分型面及其锁紧、排气 Parting Surface, inter-locking & venting 1.分型线—parting line ( P/L )2.镶拼线—bodyline, joint line3.平 / 不平的分型面—flat / non – flat parting surface4.封胶面—shut off surfaces, seal-off surfaces5.擦位—shut off6.碰穿位—kiss-off7.管位—parting line lock8.分型面的释放(避空) —relief of parting surface9.分型面的平衡—balancing of parting surface10.锁紧角度—locking angle11.锁紧力—clamping force12.锁模板—safety strap13.精定位—Interlock, die lock14.困气—air trap15.排气槽—vent, vent slotE.滑块机构 Slide1.驱动 Actuation①斜导柱—angled pin, horn pin, cam pin②弹簧—spring③油缸—hydraulic cylinder2.制动 Detention①滑块固定器— slide retainer②弹簧制动器— spring-loaded detention (plunger)③挡钉、挡板— stop pin, stop plate, slide stop3.导轨—gib, guide strip4.锁紧块(楔紧块)—heel block, locking heel, wedge block, chase block5.耐磨片—wear plate, wear strip6.压板—retainer7.螺钉—screw8.定位销—dowelF.斜顶机构 Lifter1.斜顶头—lifter head2.斜顶杆—lifter rod, lifter shaft3.开口销—split pin4.固定板(压板)— retainer plate5.耐磨片—wear plate6.铜导套— bronze bushing7.衬套— spacer8.导轨— L – gib9.滑动块— slideG.顶出系统 Ejection System1.基本词汇 Basic Word①顶出行程— ejection stroke②模具开档—daylight③粘模—stick④产品脱模—part is push off from, clear part of mould,separation of part2.顶板机构 Ejector plate assembly①顶板(推板)— ejector plate②顶板固定板— retaining plate③推板导柱— ejector guide pin④推板导套— ejector guide bush⑤撑头—support pillar, pillar support3.复位机构 Return System①复位杆(回程杆)— return pin, push – back pin②挡钉—stop pin, stop button③压簧—compressed spring④碟簧—a stack of “Belleville” washers⑤早复位机构—early return system⑥强制复位机构—positive return system4.顶出方法 Ejection Techniques1)顶杆顶出—pin ejection2)顶管顶出— sleeve ejection3)顶块顶出— bar ejection4)扁顶顶出— blade ejection5)顶板顶出— stripper ejection6)油缸顶出— hydraulic ejection7)气顶— air ejection8)阀门顶出—valve ejection5.顶出元件 Ejection Elements1)拉料杆—sprue puller, sucker pin2)顶杆—ejector pin3)阶梯式顶杆— stepped ejector pin4)顶管— ejection sleeve,sleeve5)扁顶— ejector blade, slabbed off ejector pin6)顶块—stripper bar7)顶环—stripper ring8)推板—stripper plate9)加速顶— accelerated ejection6.顶出辅助机构 Supplementary operating system1)弹簧柱塞器—spring – loaded plunger2)弹珠定位器— ball catch system3)插销式锁扣— Latch – lock4)尼龙拉杆装置— friction puller device7.电器元件 Electric Components1)压力传感器—pressure transducer2)限位开关—limit switchF.冷却系统 Cooling System1.基本词汇 Basic Word1)温差—temperature variation2)水孔(水道)—waterlines, water-ways, flow-way, channel3)水路—cooling circuit4)水路示意图—water schematic, schematic circuit5)冷却液—coolant, coolant fluid6)内连接—interconnect7)外连接—external connection8)出口、入口—outlet、inlet9)漏水—water leakage2.水路分布 Circuits1)阶梯式水路—stepped system2)喷淋—baffled hole system3)斜孔式水路—angled hole system3.水路元件 Components1)闷头(螺塞、止水栓)—(threadless)brass pressure plug : female plug & male2)隔水片—baffle3)密封圈—O – ring4)快插水路接头—quick disconnect fitting, quick connection adaptor5)弯头—elbow6)偶合器(连接器、接头)—adaptor (including a plug & a socket)7)橡皮管—rubber hose8)分水板—water manifoldG.螺纹、螺纹孔 & 螺钉 Thread, thread hole & screw1.螺纹—thread2.管螺纹—pipe thread3.螺纹孔—screw hole, tapped hole4.起吊孔—handling hole, jack screw hole, eye bolt hole5.螺钉—screw6.内六角螺钉—socket headed cap screw (s.h.c.s.)7.沉头螺钉—flat headed cap screw (f.h.c.s)8.螺栓—bolt, eye bolt9.螺母—nut10.锁紧螺母—locknut11.螺纹标准 Thread Standard①公制标准—Metric②英制标准—Imperial③英制管螺纹标准—British Standard Pipe thread (BSP)④美制管螺纹标准—NPT⑤美制粗螺纹标准—United Coarse thread (UNC)⑥美制细螺纹标准—United Fine thread (UNF)H.润滑 Lubrication1.润滑槽—grease groove2.加油管—grease line3.油杯—lubrication fittingI.测量仪器 Measuring Instruments1.游标卡尺—vernier caliper2.千分尺—micrometer3.高度规—height gauge4.刻度规—dial gauge5.三坐标测量仪—Coordinate Measure Machine(CMM)6.塞规—pin gauge7.圆角量规—radii gauge8.輪廓投影機—profile projectorJ.注塑机参数 Injection Machine Parameter1.注塑机规格参数 Injection Machine Specification①锁紧类型 clamp typea.油缸—hydraulic b.肘杆式—toggle②垂直注塑机导柱间距—tie bar vertical clearance③水平注塑机导柱间距—tie bar horizontal clearance④台板尺寸—platen dim.⑤最小 / 最大模厚—mold height Min. / Max., Min. / Max. mold thickness⑥最小 / 最大注塑机开档—open daylight Min. / Max.⑦锁紧行程—clamp stroke⑧锁紧力—clamping force⑨顶出行程—ejector stroke⑩顶出力—ejector force2.试模工艺参数 Moulding Process Parameter, machine setting①时间 Timer(TM), seca.注塑(充填)时间—filling time, injection timeb.冷却时间—cooling timec.补缩时间—packing timed.保压时间—holding timee.成型周期—cycle time②速率、速度 Velocity, %、speed, in/seca.注塑(充填)速度—injection speedb.保压速率—hold pressure velocityc.螺杆转速—screw rotation speed③压力 Pressure(Prs.), psia.注塑压力—injection pressureb.保压压力—hold pressurec.回压(背压)—back pressure④温度 Temperature(Temp.), °Fa.注塑机喷嘴温度—nozzle temp.b.料筒前段、中段、后段温度—barrel front、middle、rear temp.c.模温—mould temp.d.料温—purged resin melt temp.e.空射料温—air shot melt temp.。