PH500S卧式加工中心简介
ACE-HC500卧式加工中心

ACE-HC500型卧式加工中心操作规程一、操作者必须了解设备的结构及工作原理,熟悉并掌握设备的操作方法及维护保养项目。
二、操作步骤:1、设备开机前目视检查,应在原始位置。
检查:a电气线路外观是否正常。
b油管和冷却液管道中有无泄漏。
c液压油箱、润滑油箱、冷却水箱中的量是否足够。
d气压表和液压表是否在零位。
e换刀臂是否在零位。
2、确认无干涉的情况下开机,并首先执行无干涉轴归零模式。
3、检查所使用的加工程序。
4、检查所使用的刀具及刀补等相关数据。
5、检查所使用的坐标系。
6、加工完成后,机床返回至原始位置。
三、接通电源后,须做以下检查工作:1、NC电源打开后,有无报警,NC应正常能执行程序。
2、所有运行部件应在正常位置且无噪音。
3、液压箱上表压力约为45bar。
4、气压表压力约为0.5Mpa。
5、应能看到润滑油流出到滑座。
6、透明护罩要清洗干净。
7、测试换刀必须流畅。
四、工作中的注意事项:1、设备须由专人操作及编程使用,以防止操作不当或编程有误造成的设备故障,保证正常的运行使用。
2、设备故障发生时,应由专门人员服务解决,如需参数修改及电气改动时,须联络大宇公司确认。
3、工作台面不允许乱放置金属物品,安放较重夹具时,要轻拿轻放,以免碰伤台面。
1/24、装夹工件必须牢固,螺栓螺帽不得有滑牙或松动现象。
5、装刀时检查拉钉型号是否符合机床要求,并将拉钉拧紧。
6、换刀前必须将工作台移开到安全位置,方可进行自动换刀。
7、自动走刀时必须用定位保险装置,防止发生碰撞事故。
8、机床上各类部件、安全防护装置不得任意拆除,所有附件应妥善保管,保持完整良好。
9、机床发生故障或不正常现象时,应立即停车排除。
五、工作完毕时,应将工作台移至原始位置,切断电源、气源,清理机床,保持整洁完好。
六、润滑系统:1.空压系统润滑:采用特级循环机油R32。
2.自动润滑系统:美孚68#抗磨导轨油。
3.主轴冷却系统:美孚10#航空液压油。
4.液压系统:美孚32#液压油。
德国惠乐喜乐公司卧式加工中心NBH系列

60现代制造 • 2021第06期 / 现代金属加工3特别报道 Supplement大昌华嘉香港有限公司Schaublin Machines 642-Y 生产型精密车床德国惠乐喜乐公司卧式加工中心NBH 系列惠乐喜乐公司卧式加工中心NBH 系列,包含回转工作台630/800/1000/1200。
同时涵盖了卧式加工中心型号和五轴加工中心型号。
卧式加工中心NBH 系列在欧洲享有盛誉,得到了航空航天行业、柴油机行业、船舶行业以及风力发电行业等用户群体的广泛认可。
惠乐喜乐公司卧式加工中心NBH 系列的特性可以概括为三大关键词:高刚性、高精度和客户定制化。
具体而言,卧式加工中心NBH 系列具有高度的刚性,主轴普遍采用HSK 100孔型,实现高功率和高扭矩输出。
因此非常适合加工钛合金、镍基合金、各种高温合金等难加工材料。
此外,卧式加工中心NBH 系列具有高精度,定位精度和重复定位精度更是高达μ级别。
该技术源于机床的结构化设计,德国严谨的工业设计和包豪斯现代工艺设计,完美地呈现出德国设计和工艺。
同时,在机床部件结合面采用手工刮研,进一步诠释了德国工匠精神,并确保高精度的长期保持。
卧式加工中心NBH 系列还具有客户定制化的传统优势。
值得一提的是匣式刀库,更是让机床客户化定制如虎添翼。
匣式刀库的单体容量高达150把刀位,可以助力客户完成任何一种复杂加工任务。
对于航空航天行业而言,客户定制化赋能飞机钛合金门框件的整体加工,取代之前的分体框架,赋能航空航天客户。
针对传统的柴油发动机行业,客户定制化全自动化加工生产线。
展位号:E2-B303Schaublin Machines 642-Y 精密车床具有卓越性能,可配置双主轴、双刀塔带Y 轴。
独特精度的主轴具有高扭矩和高功率的特性。
该机床的主轴保证几何精度优于0.5 μm (0.2 μm 可选)。
反向主轴(选项)可以通过其完美的同轴性确保了零件的加工精度。
高精度径向刀塔采用 VDI30 Trifix 精密接口可同时用于主轴和子主轴加工。
常用机加工设备介绍

机加工设备介绍(主要针对大型机加工设备)目录1.镗铣加工中心........................................................................................................ 错误!未指定书签。
1.1日本TOYODA大型/超大型卧式加工中心:FH系列重切削 .......................... 错误!未指定书签。
1.2韩国威亚WIA大型卧式加工中心KH1000 ..................................................... 错误!未指定书签。
1.3日本三井精机超高精度卧式加工中心HS8A大型/超大型............................. 错误!未指定书签。
1.4韩国WIA大型立式加工中心 ........................................................................... 错误!未指定书签。
1.5日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 ........................ 错误!未指定书签。
2.数控车床/车削中心............................................................................................... 错误!未指定书签。
2.1日本大隈OKUMA五轴立式数控车床车削中心VTM系列.......................... 错误!未指定书签。
2.2日本大隈OKUMA立式数控车床车削中心VTM系列.................................. 错误!未指定书签。
3.复合数控机床........................................................................................................ 错误!未指定书签。
卧式加工中心机简介

卧式加工中心机是指主轴与工作台处于水平位置的加工中心,主要适用于加工批量箱体类零件。
该加工中心机一般具有分度工作台或数控转换工作台,能对工件侧面进行加工,比较常见的是设置了三个直线运动坐标和一个回转运动坐标的卧式加工中心机,能够有效完成在一次装夹后对工件各个侧面的加工,多坐标联合运动还能进行复杂空间曲面的加工。
通常卧式加工中心有三个到五个坐标轴,配备有一个回转工作台。
其对应的技术参数如下:以HM630为例,工作台尺寸为630 x 630mm,可负载1000kgs,主轴转速6000 Direct Drive,传动方式Direct Type,主轴马达15/18.5 Direct Drive,X轴马达9 kw,Y轴马达9 kw,Z轴马达7kw,三轴快速进给36/ 36/ 36 M/ min,切削速率1~10M/min。
臥式加工中心机HM630装配有自动换刀系统,刀把型式为BT-50,刀仓容量40 pcs (opt. 60/90/120 pcs),换刀时间3.5 sec(T to T)。
卧式加工中心机的结构对比立式加工中心机而言相对更复杂,体积和占地面积较大,价格也较高,但加工时排屑容易,对加工有利,可以大大提高加工效率和生产效率。
而且卧式加工中心机精度高,能够实现普通设备难以达到的精度和质量要求,因此常用来加工精度要求高、形状复杂的工件。
由此可见,卧式加工中心机不仅仅是高质量的自动化生产设备,也是攻克工艺难题的设备。
南京汉瑞斯精密机械有限公司是一家集数控机床销售、维修、保养、配件服务为一体的专业公司,涉及数控机床种类有卧式加工中心机、卧式镗铣加工机、立式加工中心机、五轴加工中心机等等,致力于为客户提供售前、售中、售后的一站式服务。
Chopper 1500 H S5A 手册说明书

手册Chopper 1500 H S5A高频主轴手动换刀电主轴的标记系列号额定转速因为本公司的电主轴始终保持最新技术研发水平,所以我们保留更改和与本说明书中的实施方案相比的技术改进和不同内容。
本手册文字说明经过极为认真地编写。
但是错误和疏漏在所难免,对于因此而引起的后果,Alfred Jäger GmbH概不承担法律责任及任何其它责任。
未经 Alfred Jäger GmbH 明确的书面同意,不得翻译和复制(即使是节选)。
目录:原厂手册的翻译文本1初步信息 4 1.1手册用途 (4)1.2符号说明 (4)2运输和包装 5 2.1电主轴的供货范围 (5)2.1.1可选配件 (5)2.1.2随产品附带的技术资料 (5)2.2电主轴的包装 (5)3按规程使用 6 3.1允许的加工类型 (6)3.2允许材料 (6)4安全注意事项 7 4.1工作要具备安全意识 (8)4.2电主轴的停止运转 (9)4.3安装维修 (9)4.4改装维修 (9)4.5不正确的操作方法 (9)5技术说明 10 5.1电主轴的接口 (10)5.2电气连接 (10)5.3冷却 (11)5.4密封空气 (11)6技术参数 12 6.1尺寸 (13)6.2技术数据页(KL 3502、交流电机) (14)6.2.1功率图 (15)6.3电路图 (16)6.4电机保护 PTC 130° C (17)6.5ESD 保护 (17)6.6空气传播听觉范围内的声音 (18)7操作地点 188安装 19 8.1安装电主轴 (19)8.2介质引线直径 (19)8.3压缩空气 (20)8.3.1气体纯度等级 (ISO 8573-1) (20)8.3.2调节密封空气 (20)9调试 219.1进料示意图 (21)9.2每天启动 (22)9.3停止信息 (22)9.4存放之后启动 (22)10刀具更换 23 10.1顺时针旋转 (23)10.2手动换刀 (24)10.2.1最大拧紧力矩 (24)11高速加工刀具 2512维修 26 12.1球轴承 (26)12.2每日清洁 (26)12.2.1开始工作前 (26)12.2.2每次刀具更换时 (26)12.2.3每次更换夹具时 (26)12.3存放时 (27)12.4月维修 (27)12.5在长期存放条件下 (27)12.6最长存放期限 (27)13拆除 28 13.1废物处理及环境保护 (28)14服务和维修 28 14.1特约维修站 (28)14.2工作故障 (29)15安装声明 31初步信息1初步信息高速电主轴(电主轴)是适用于高速加工的高质量精密刀具。
五轴加工中心参数
五轴加工中心参数1. 设备基本要求:*1.1机床结构:床身采用龙门结构,大理石铸造床身,立式主轴及回转摆动工作台(B,C 轴)的结构形式,具有五轴联动的加工功能;1.2机床结构设计合理,刚性强,稳定性好,并采用系统具有的动态品质和热稳定性,需能连续稳定工作,精度保持寿命长。
2. 技术规格及要求:2.1机床要求及主要技术参数2.1.1工作台尺寸:工作台尺寸≥600×500mm;*2.1.2工作台为单支撑,承重≥400kg;*2.1.3主轴采用全集成电主轴,主轴最高转速≥18000r/min;*2.1.4主轴最大扭矩:≥130Nm;*2.1.5主轴最大功率:≥35KW;2.1.6主轴锥孔:SK40;*2.1.7工作行程:(1)X轴行程:≥600mm;(2)Y轴行程:≥500mm;(3)Z轴行程:≥500mm;(4)C轴行程:360°;(5)B轴行程:-5~110°;2.1.8 最小位移增量(1)X\Y\Z最小位移增量:≤0.001mm;(2)A\C轴最小位移增量:≤0.001°*2.1.9定位精度:X\Y\Z直接测量系统(全闭环)光栅或磁栅;(1)X\Y\Z轴定位精度:≤0.008mm VDI/DGQ 3441标准;(2)B\C轴定位精度:B轴≤10arc sec,C轴≤10arc sec VDI/DGQ 3441标准;*2.1.10快移速度:(1)X\Y\Z轴快移速度:≥50m/min;(2)B\C轴快移速度:≥50r/min;2.1.11刀库(1)刀库容量:≥30把,SK40;(2)最大刀具直径(相邻刀位满时)≥80mm;(3)最大刀具直径(相邻刀位空时)≥130mm;(4)最大刀具长度≥300mm;(5)最大刀具重量≥6kg;*2.1.12机床配置标准要求:(1)主轴、驱动、工作台的主动冷却系统;(2)移动电子手轮;(3)海德汉TS 649红外线测头;(4)五轴精度校准工具包;(5)机床具有全封闭防护外罩;(6)自动排屑器;(7)冷却液喷枪;(8)自动化准备:包含自动开合舱门、4通道旋转接头,回转摆动工作台;(9)提供配套刀柄,包括立铣刀刀柄20个,精镗刀1套,盘铣刀刀柄与刀盘2套。
RXP500高速加工中心报价资料
660 mm x 700 mmm x 1200 mm
恒温系统:
配备高稳定性的恒温系统,温度精度达+/- 0,1 K ,可以稳定主轴,电
机和电柜。
20
M.S122467060
1
Spindle RXP1200 MFW1224/60
High frequency milling spindle, make FISHER MFW1242/60, 8.5 kW,
and override control
电子手轮控制盒:
可以手工操作工作轴,调整工件,装卸工具转换器,并进行速率控制。
Laser for tool measuring:
1
For automatic tool length correction, diameter and contour
measurement, tool break and wear control
300.00
压缩空气枪: 可以有控制系统控制,连接到机床的压缩空气
Temperature stabalizer:
1
Chiller with high temperature constancy of +/- 0,1 K. For tempering of
spindle, drives and cabinet. Heat removal to the ambient air. Size:
counterbalance in the Z-axis for optimal precision.
精密数控坐标磨削中心 RXP500-JG 机床采用人造大理石结构,刚性好,精度高,专门用于高速加工和坐 标磨的控制系统, 可获得极高的精度和表面粗糙度。 Z 轴采用专利 的无摩擦重力平衡。 Machining range: 500 mm x 400 mm x 240 mm The maximum height with a 110 mm milling tool (tool holder and cutter) is of 340 mm. 加工范围 500 mm x 400 mm x 240 mm 主轴到工作台面最大距离为 450mm
卧式加工中心介绍

卧式加工中心介绍
卧式加工中心是一种多功能的机床,被广泛应用于制造业中的加工领域。
它以其高效率和精度而著名,并且可以用于生产各种产品。
在本文中,我们将介绍卧式加工中心的概念、结构、使用方法和应用领域。
概念与结构
卧式加工中心是一种大型机床,通常由机台、控制器、刀库和驱动装置等几部分组成。
它可以在三个方向上运动,即X轴、Y轴和Z轴,以实现零件的精确切削。
卧式加工中心的工作台可以在工作过程中自由旋转,以便于加工不同角度的零件。
此外,卧式加工中心通常可以使用多个工具,以在一个工作过程中完成多项加工任务。
使用方法
在进行卧式加工时,首先需要将工作件夹在工作台上,然后在刀库中选择合适的刀具。
接下来,应设置加工方案,并输入这些参数到控制器中进行计算。
最后,卧式加工中心可以进行切削、钻孔、攻丝、铣削、组合工艺及其它加工步骤。
应用领域
卧式加工中心适用于加工不同材料的各种形状的工件,如金属板、大型铸件、各种工艺模板和复杂的立体图形部件等。
其在机械加工、汽车制造、航空航天、模具制造、仪器仪表和电子行业等领域中广泛应用。
在机械制造业中,卧式加工中心可以制造各种复杂形状的零件,如齿轮、螺纹和凸轮轴等。
在航空航天、模具制造和汽车制造业等领域,卧式加工中心可以制造大型铸件、复杂的模具、复合材料零件,以及其他高精度零件。
总之,卧式加工中心是现代制造业的重要设备之一,其高效率、高精度和大规模生产能力,可以满足不同领域生产的多样化需求,提高了生产效率和质量。
台湾颖元P系列精品型立式加工中心
P系列精品型立式加工中心
结构特点:
立柱结构采用了“人”字型,加大了截面尺寸,充分保证了立柱的结构刚度和结合强度。
主轴采用进口高强度的短鼻端主轴,充分地加强了机床的切削强度。
三轴均采用大直径,高精度滚珠螺杆,并进行预拉设计,使三轴的进给刚性强,精度稳定可靠。
Z轴氮气平衡装置的设计,使机床加工时更稳定,达到最佳表面精度。
三轴线轨
AP650/AP750/AP850/AP1000/AP1200/AP1400
二线一硬
EP650/EP750/EP850/EP1000/EP1200/EP1400
三轴硬轨
LP1200/LP1400
P系列特点:
稳定的“人”字型机械架构设计
较短的非生产时间,30M/min的快移速度和较短的回原点换刀时间(2.5秒)
强劲的伺服马达主轴,转速为10000,15000或20000RPM(选配)
三轴均为α电机
适用加工领域:
广泛应用于各类通用机械、零件、注塑模具、铸造钢模、叶半瓣片压缩机产品、通信产品。
卧式加工中心

卧式加工中心
卧式加工中心是成海机床在充分发挥自我优势的基础上、通过引进中国台湾的设计制造技术、研发与组力团队,秉承“精益生产、专业专注、诚信至上”理念。
致力于研发生产高刚性、高精度、高牢靠性的卧式加工中心机。
该机型产品是我公司自主研发的立柱移动式卧式加工中心机产品。
该系列新品在继承原有产品的框架刚性强、结构对称、稳定性强等优点的基础上,引进第一的动态刚性设计理念,全部采纳solidworks三维设计,铸件经过有限元素分析法电脑计算分析,合理的结构强度及加强筋的搭配,使机床具有高刚性、高强度和好的几何形位精度,并能保证机床长期的稳定性和高精度。
HMC—80卧式加工中心,具备铣削、镗削、钻削(钻、扩、铰)、攻螺纹、锪削等多种加工功能。
该产品技术指标和配置第一,产品结构和工艺成熟,产品品质稳定,机床扭矩大,快速回应特性佳,适用于汽车、模具、航空航天、包装、五金等各种机械加工领域的需求。
重要结构:
该机床为立柱移动结构,重要由回转工作台、床身、立柱、液压系统、润滑系统、冷却过滤系统、排屑装置、旋转式操作面板以及电控系统等部件构成。
床身
(X轴):
选用高强度优质铸铁,树脂砂造型。
床身内部布置加强筋,使床身结构厚重。
导轨采纳#55重载滚柱导轨支撑结构,各滚柱直线导轨上密布高承重滑块,从而使机床得到高刚性和长期稳定的精度。
(Y轴):
采纳高强度优质铸铁,树脂砂造型。
Y轴导轨采纳#55进口滚柱导轨支撑,此结构抗震性能好,刚性强,稳定性佳。
立柱(Z轴):。
卧式加工中心TH6580X80 THS65100X100
交换工作台的操作(1)交换工作台的自动操作在程序中编入M60、M601或M602即可实现工作台的自动交换,在执行M60时调用09006,在执行M601时调用09008,在执行M602时09009。
09006#3003=1#199=#403M64G91G30B0G91G30X0M60M63G#199#3003=0N40M9909008IF[#1006EQ1]GOTO50#3003=1#199=#4003M64G91G30B0G91G30P2X0M60M63G#199#3003=0N50M9909009IF[#1007EQ1]GOTO50#3003=1#199=#4003M64G91G30B0G91G30X0M60M63G#199#3003=0N50M99M60: 工作台进行交换M601: 将1#台板换到工作台上,如果1#台板已在工作台上,M601跳过执行下一程序段。
M602:将2#台板换到工作台上,如果2#台板已在工作台上,M602跳过执行下一程序段。
子程序09006,09008,09009不允许更改。
* * * 其中X轴坐标值是根据交换工作台的实际位置设定的,绝对不允许有任何改动,否则会造成严重事故。
* * * 在工作台交换过程中,不允许断电,以免造成严重事故。
* * * 在交换工作台的过程中,若按急停,液压系统会因断电而停止工作。
(2)交换工作台的手动操作交换工作台正常情况下是不允许进行手动操作的,只能在交换台出现故障需要调整时方可进行,并严格按照下列步骤进行:条件:(a)B轴回第二参考点G91 G30 B0(b)X轴回第二参考点G91 G30 X0(c)换台门打开(d)装卸门关上(e)在MDI方式下,将D493设为”1”(f)选择交换台修调工作方式,使其指示灯亮注意事项:(a)设D492为“1“,可取消位置连锁,既不用回第二参考点即可运行,但维修者应确保安全。
(b)在维修过程中,应样严格按照动作顺序执行(c)手动后,应将D493,D492改为”0”(3)工作台交换动作顺序:如果0°到位开关压合:a.1号台板快出b.台板松开c.1号台板慢回d.旋转180°e.2号台板慢出f.台板夹紧g.2号台板快回如果180°到位开关压合:a.2号台板快出b.台板松开c .2号台板慢回d旋转0°e.1号台板慢出f.台板夹紧g.1号台板快回(4)交换台时X、B轴位置的修改当需要修改工作台的位置时,以下参数要进行调整,否则会出现1140,1141,1142,1143报警机床参数: 6935 X轴位置上限6932B轴位置上限6955 X轴位置下限6952 B轴位置下限参数 6955 < X轴实测值参数1241 <参数 6935参数6952 < B轴实测值参数1241 <参数69326.12刀库操作本机床刀库可安装46,60,90把刀,用户可根据需要选择。
XH765A卧式加工中心工作台尺寸:500×500×2mm主轴最高转速6000转
XH765A卧式加工中心工作台尺寸: 500×500×2 mm 主轴最高转速 6000转(数控系统 FANUC-Oi MC)XH765A卧式加工中心技术描述一、机床主要技术参数二、机床结构及性能特性说明:1.基本结构及传动部件1)机床的床身、立柱、主轴箱等重要结构件均采用高强度铸铁,铸件经二次回火,以满足工件的强力切削及精度要求;2)机床采用先进的结构设计,底座为整体结构,刚性强,承载大,精度保持性好,滑鞍在底座上作X向(左右)运动,立柱在滑鞍上作Z向(前后)运动,主轴箱在立柱门框中作Y向(上下)运动,回转工作台为固定位置,可配置双交换工作台;3)三向导轨均采用德国STAR公司进口的直线滚动导轨,精度保持性很好,承载大;4)X、Y、Z直线轴均采用台湾银泰公司的经预加载荷的高精度双螺母滚珠丝杠,该丝杠两端的支撑为日本NSK公司的高精度成组轴承,形成双推结构配置,且对滚珠丝杠进行预应力拉伸安装,从而提高了进给传动系统的刚度并避免快速移动带来的热变形,定位精度高;5)X、Y、Z直线轴由AC伺服电机驱动,并通过德国KTR联轴器直接与滚珠丝杠直接连接,从而消除了传动链的间隙,提高了位置精度;6)X、Y、Z直线坐标轴可选配德国heidenhain高精度的光栅尺位置检测系统,以提高机床的定位精度和重复定位精度;7)三向导轨、滚珠丝杠均有防护罩,防止铁屑及切削液进入。
2.回转交换工作台部件配置台湾产500规格双托盘180°回转形式交换工作台,交换时间短,效率高,可靠性高,定位精度高,工作台为AC伺服电机驱动,实现四轴四联动;可选配鼠牙盘定位结构,1°×360分度,实现四轴三联动。
3.主轴部件1)整体精密主轴部件选用台湾旭泰主轴制造公司的产品,主轴具有卸荷结构,保护主轴轴承免受外力冲击,保证了主轴的高精度,延长了主轴的使用寿命,具有高的刚性和抗震性;2)主轴轴承采用德国FAG公司的高精度精密主轴轴承,回转精度高,精度的保持性长久;3)主轴采用FANUC的AC 11/15KW主轴电机驱动,主轴恒功率范围宽,扭矩大,转速高;4)主轴具备刚性攻丝功能,配置恒温冷却系统,保证了精度热稳定性;5)主轴配置外冷却装置,可进行大流量加工。
高速卧式加工中心(HDBS-630)和精密卧式加工中心(HDM-65)参数
生产线主要加工设备:
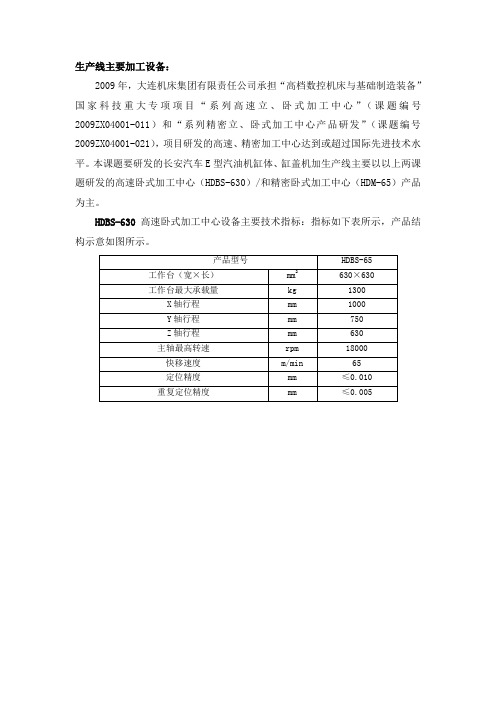
2009年,大连机床集团有限责任公司承担“高档数控机床与基础制造装备”国家科技重大专项项目“系列高速立、卧式加工中心”(课题编号2009ZX04001-011)和“系列精密立、卧式加工中心产品研发”(课题编号2009ZX04001-021),项目研发的高速、精密加工中心达到或超过国际先进技术水平。
本课题要研发的长安汽车E型汽油机缸体、缸盖机加生产线主要以以上两课题研发的高速卧式加工中心(HDBS-630)/和精密卧式加工中心(HDM-65)产品为主。
HDBS-630高速卧式加工中心设备主要技术指标:指标如下表所示,产品结构示意如图所示。
产品结构示意图
HDM-65精密卧式加工中心设备主要技术指标如下表所示,产品外观及结构
如图所示。
产品外观参考图
产品结构示意图
生产线平面布置方案:
针对长安汽车E型发动机缸体的加工内容及初步工艺方案,初定缸体机加
生产线的平面布置方案示意图如图所示:
缸体生产线平面布置方案示意图
针对长安汽车E型发动机缸体的加工内容及初步工艺方案,初定缸体机加生产线的平面布置方案示意图如图所示:
缸体生产线平面布置方案示意图
研发单位、生产企业和用户企业共同进行关键技术的研发与设备的研发和制造,技术成果集成应用到汽车发动机缸体、缸盖制造装备生产企业的柔性生产线产品中,利用测试和检测技术,对E系列发动机缸体、缸盖机加生产线进行功能、性能测试和可靠性考验,并不断改进和完善,从而实现产业化推广应用。
数控加工中心原理及介绍

加工中心数控机床的主要技术指标
加工中心机床的主要技术指标
小黄机
斗山
斗山5705的参数
哈斯
哈斯VF4的基本参数
世界范围内加工中心的排名和状况
针对世界范围内的加工中心品牌,依据其设备的精度、 配置、价格、市场占有率等相关因数对作出加工中心排名; 本文未能涉及世界上所有的加工中心品牌,本加工中心排名 仅作参考;
4、万能加工中心。万能加工中心也称 五面加工中心,具有立式和卧式加工中心 的功能。常见的万能镗工中心有两种形式: 一种是主轴可以旋转900°既可像立式加工 中心一样,也可像卧式加工中心一样;另 一种是主轴不改变方向,而工作台带着工 件旋转900°完成对工件五个面的加工。在 万能加工中心安装工件避免了由于二次装 夹带来的安装误差,所以效率和精度高, 但结构复杂、造价也高。
每支梯队的区分大伤脑筋,本文所提到的厂家均为 经受多年市场考验得以生存的企业,其产品售价基本得 到市场认可,产品售价基本能体现他们的产品配置和实 际价值。最终决定以大致售价作为依据,这种划分实际 上并不很科学,也是没有办法的办法。
第1梯队---超一流选手:第1梯队中的瑞士米克朗、 瑞士宝美、瑞士斯特拉格、瑞士利吉特、瑞士威力铭、 德国哈默、德国奥美特、德国巨浪等品牌,属于加工中 心领域的超一流选手,售价大于150万。
第7梯队---省钱首选:认真细致选对人,创业起步好帮手
第7梯队为代装游击队组装的加工中心,付出代价小于 18万。做法是用户自行购买光机、数控系统、丝杆、刀库 等部件,然后代装游击队负责到现场组装,品质水平和场地 条件、代装游击队的工作情绪直接相关,品管等QC流程是 没有的。服务质量不用动脑也能知道。
主轴部件由主轴箱、主轴电动机、主轴 和主轴轴承等零部件组成。主轴是加工 中心切削加工的功率输出部件,它的起 动、停止、变速、变向等动作均由数控 系统控制;主轴的旋转精度和定位准确 性,是影响加工中心加工精度的重要因 素。
立式,卧式五轴加工中心介绍
五轴加工中心立式加工中心(三轴)最有效的加工面仅为工件的顶面,卧式加工中心借助回转工作台,也只能完成工件的四面加工。
目前高档的加工中心正朝着五轴控制的方向发展,工件一次装夹就可完成五面体的加工。
如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
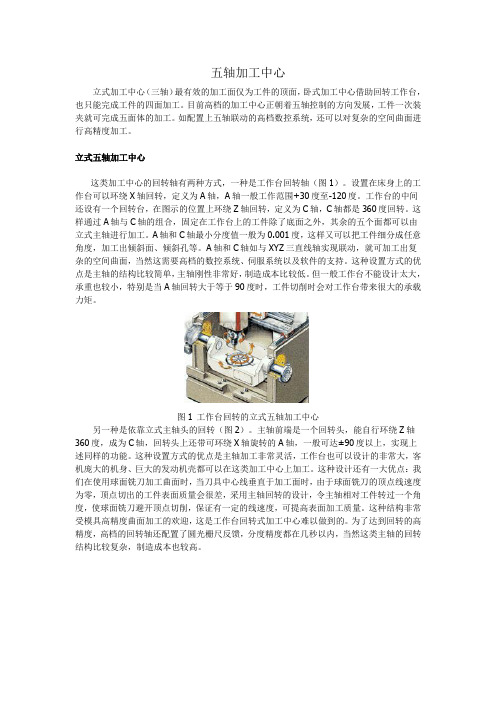
立式五轴加工中心这类加工中心的回转轴有两种方式,一种是工作台回转轴(图1)。
设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。
工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。
A轴和C轴最小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。
A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,当然这需要高档的数控系统、伺服系统以及软件的支持。
这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。
但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力矩。
图1 工作台回转的立式五轴加工中心另一种是依靠立式主轴头的回转(图2)。
主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。
这种设置方式的优点是主轴加工非常灵活,工作台也可以设计的非常大,客机庞大的机身、巨大的发动机壳都可以在这类加工中心上加工。
这种设计还有一大优点:我们在使用球面铣刀加工曲面时,当刀具中心线垂直于加工面时,由于球面铣刀的顶点线速度为零,顶点切出的工件表面质量会很差,采用主轴回转的设计,令主轴相对工件转过一个角度,使球面铣刀避开顶点切削,保证有一定的线速度,可提高表面加工质量。
这种结构非常受模具高精度曲面加工的欢迎,这是工作台回转式加工中心难以做到的。
卧式加工中心的工作原理和应用
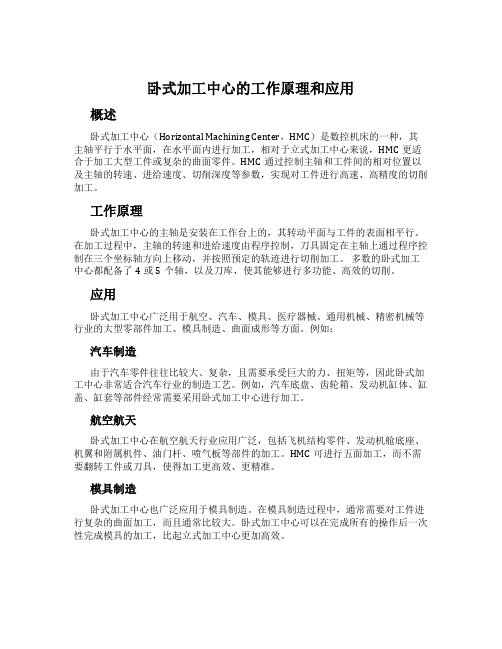
卧式加工中心的工作原理和应用概述卧式加工中心(Horizontal Machining Center,HMC)是数控机床的一种,其主轴平行于水平面,在水平面内进行加工,相对于立式加工中心来说,HMC更适合于加工大型工件或复杂的曲面零件。
HMC通过控制主轴和工件间的相对位置以及主轴的转速、进给速度、切削深度等参数,实现对工件进行高速、高精度的切削加工。
工作原理卧式加工中心的主轴是安装在工作台上的,其转动平面与工件的表面相平行。
在加工过程中,主轴的转速和进给速度由程序控制,刀具固定在主轴上通过程序控制在三个坐标轴方向上移动,并按照预定的轨迹进行切削加工。
多数的卧式加工中心都配备了4或5个轴,以及刀库,使其能够进行多功能、高效的切削。
应用卧式加工中心广泛用于航空、汽车、模具、医疗器械、通用机械、精密机械等行业的大型零部件加工、模具制造、曲面成形等方面。
例如:汽车制造由于汽车零件往往比较大、复杂,且需要承受巨大的力、扭矩等,因此卧式加工中心非常适合汽车行业的制造工艺。
例如,汽车底盘、齿轮箱、发动机缸体、缸盖、缸套等部件经常需要采用卧式加工中心进行加工。
航空航天卧式加工中心在航空航天行业应用广泛,包括飞机结构零件、发动机舱底座、机翼和附属机件、油门杆、喷气板等部件的加工。
HMC可进行五面加工,而不需要翻转工件或刀具,使得加工更高效、更精准。
模具制造卧式加工中心也广泛应用于模具制造。
在模具制造过程中,通常需要对工件进行复杂的曲面加工,而且通常比较大。
卧式加工中心可以在完成所有的操作后一次性完成模具的加工,比起立式加工中心更加高效。
医疗器械由于其高精度和复杂曲面加工的能力,卧式加工中心在医疗器械制造方面也有着广泛的应用。
例如,如人工晶体、假肢件、人工骨骼等高精度医疗设备的生产加工。
总结卧式加工中心是一种高效、高精度的机床,广泛应用于制造行业,特别是在大型、复杂零件的加工中有着显著的优势。
随着制造业各个领域对于高精度、高效率机器的需求不断增加,卧式加工中心将在更多的领域显示出其重要性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PH500S卧式加工中心简介
1.总体概述
PH500S卧式加工中心是成都普瑞斯数控机床有限公司在消化吸收国外同类产品技术基础上,采用现代设计、制造技术研制的新一代精密卧式加工中心。
本产品在整机的强度和刚性方面着重进行了强化设计,并对主轴和进给丝杠等采取热变形抑制技术,辅以人性化设计、环保节能设计,使得整机的结构、精度、性能指标等均处于国内先进的水平,能够充分满足现代制造高强度、重切削、高效率和精密的加工要求,可广泛应用于航空、航天、兵工、汽车等现代制造领域,具有极高的性价比。
2.主要技术参数及性能指标
3.机床总体布局
机床采用国际上主流的精密卧式加工中心的布局结构设计原理,采用宽大的整体式T型床身结构设计,为立柱和工作台机构提供强力稳定的支撑。
立柱带动主轴箱一起做X轴运动,主轴箱在立柱上作Y轴运动,可以最大限度地保证Y向移动的高动态响应特性。
工作台随滑座在床身上作Z轴运动,并可在滑座上做回转运动。
机床外观图
4.主要零部件结构技术特点
4.1机床主要铸件
床身、立柱、主轴箱、工作台、工作台滑座等主要零件全部采用先进的三维设计软件进行设计和有限元分析,采用宽大的整体式T型床身结构设计和整体框式立柱结构设计,具有最佳的热对称性和结构稳定性;零件内部合理密布大尺寸筋板,使机床具有最佳的刚性和动态响应特性;零件全部采用米汉纳(密烘)铸件铸造,经过完善的时效热处理工艺消除残余应力,确保机床具有持久的精度稳定性。
4.2机床主轴传动系统
主轴组件为台湾著名的专业主轴品牌“罗翌”,采用德国FAG主轴专用精密轴承,
轴承内径达Φ100mm,主轴具有高精度、高刚性、大承载能力、传动平稳等优点。
主轴
锥孔和端面采用NBT两面约束设计,在使用两面约束刀柄的时候,可以极大的提高刀柄和主轴的结合刚性,提高主轴的切削性能。
主轴传动标准采用同步齿形带传动方式,采用高性能大功率主轴交流伺服电机作为动力源,最高转速6000rpm。
主轴采用气幕保护系统设计,有效防止空气尘埃、切屑液的侵入,使主轴轴承在无污染的环境下工作,有效地保护了主轴组件,延长主轴寿命。
主轴配置循环油冷却温度控制系统,有效恒定主轴的温升,大幅降低主轴系统的热变形,提高零件的加工精度和主轴传动系统的使用寿命。
主轴标准配置由高压泵、精密过滤器、旋转接头等组成的中心出水系统,高压切削液贯穿主轴中心由刀具端部喷出,可直接冷却刀具的切削刃部,排除切屑,确保极高的加工品质和加工效率,特别适合深孔零件的加工。
4.3刀具自动存储、换刀系统
机床配置快速、简单、高可靠性和长寿命的刀具交换装置,提供快速平稳和可靠的刀具交换。
机床提供BT50规格40把刀具配置的大容量链式刀库,实现对刀具的有效存储和管理。
刀库采用先进的凸轮式选刀机构,伺服电机驱动,实现任意位置的快速准确选刀,即便使用重型的刀具也能平稳运行。
独特的ATC刀具交换装置,实现T-T8秒的换刀速度,有效提高加工的效率。
4.4三轴进给传动系统
三轴支撑导轨全部采用德国REXROTH或日本THK等世界著名品牌的高刚性精密重载滚柱直线导轨副,无间隙传动精度高,动态响应特性好。
三轴进给滚珠丝杠副采用台湾著名的专业丝杠品牌PMI或HIWIN的C3级精密大直径滚珠丝杠,配置刚性联轴器与伺服电机同轴直连,可大大提高传动的效率和精度。
三轴滚珠丝杠支撑轴承均采用德国FAG或日本NSK等世界著名品牌的丝杠专用精密轴承,并对滚珠丝杠进行了精密的预拉伸,提高传动的刚性。
三轴滚珠丝杠均标准配置采用中空冷却设计,油冷却机对流过丝杠内部的冷却油进行循环冷却,可以有效的降低滚珠丝杠在高速旋转时产生的热伸长现象,适合高精度的零件加工。
三轴滚珠丝杠端部均设计有缓冲防撞装置,可将机床发生异常或工作人员操作失误产生的过冲撞击损害降至最低,确保传动系统的精度不变。
导轨副和滚珠丝杠副采用集中润滑系统进行定时定量的润滑,使机床具有极好的快速响应特性和低速进给性能。
4.5机台式油水分离结构
机床整机采用机台式油水分离结构设计,最大程度地防止润滑油和冷却液的混合,有效的延长冷却液的使用寿命和确保持久的加工品质。
分离后的冷却液可回收至水箱再利用,分离后的润滑油则可集中废旧处理,符合绿色环保要求。
4.6回转工作台
机床B轴工作台标配端齿盘分度回转工作台。
采用高精度的端齿盘分度(1°×360)、锁紧定位,确保B轴很高的分度定位精度和重复定位精,而且非常适合大负荷重切削加工。
工作台可选配连续回转工作台,并选用德国海德汉高精度圆光栅作为回转轴系全闭环的检测元件,确保连续分度定位精度。
4.7冷却排屑防护系统
机床采用全封闭式防护罩设计,配有容积达到760升的切削液箱。
防护罩顶部配置喷淋系统,有效冲刷工件和护罩壁上的切屑;主轴端面配置四孔环喷冷却嘴,有效冷却刀具和工件并冲掉切屑。
机床Z向导轨采用大倾角伸缩式防护罩,可有效较少切屑的堆积;布置在床身两侧的螺旋式排屑器将切屑直接排往布置于机床前方的链式排屑器,并收集到积屑小车里,高效率完成切屑的收集。
标准配置的清洁水枪,可以非常方便和快捷的将附着在工作台和防护罩内的切屑冲刷干净。
4.8先进的外部I/O电气控制
机床采用自主专利技术的I/O印制电路板技术,高度集成机床I/O部分与CNC控制部分,使得布线整齐、结构合理,大大降低系统的故障率,极大的提高了机床工作的可靠性。
机床电柜采用双层散热密封设计,具有良好的密封、散热功能。
4.9安全、环保
机床具有完善的机械、电气的安全保护警示装置。
机床具有在一定时间内停止运行的时候,照明灯、冷却泵、系统主轴及伺服电机、排屑器、润滑泵等停止工作的功能,有效的节能降耗。
整机高速运行噪音(≤78dB)大大低于国家标准规定的分贝数(≤83dB),使操作现场安静、舒适。
5.主要外购件明细
标配配置表
6.0控制系统
设备配置FANUC 0i-MD系统或18i-MB、31i-MA系统,也可根据用户需求配置。
7.0机床验收
7.1 验收标准
7.1.1机床几何精度验收符合GB/T 17421.1-1998(eqv ISO 230-1)标准要求,参照
JB/T8771.1-1998标准执行且满足供方合格证要求。
7.1.2机床定位精度和重复定位精度验收符合GB/T 17421.2-2000(eqv ISO 230-2)标准要求,参照JB/T8771.4-1998标准执行且满足供方合格证要求。
7.2 验收事项
机床验收应在供、需双方授权代表在场的情况下进行。
机床验收分两次:
7.2.1预验收在供方工厂进行。
我公司在机床制造完毕后,在预定验收日期前5天通知需方,需方派1~3人按该预定日期到达供方制造厂参加预验收。
预验收按出厂《合格证》
进行,经供需双方授权代表签署预验收报告后,机床可装箱发运。
预验收所需试件、仪器、材料、辅料等均由供方提供。
7.2.2终验收在需方现场进行。
机床安装后,按供方《合格证》标准,由供需双方共同再次对机床的几何精度和功能进行验收。
最终验收完毕以供需双方共同签署的机床入厂验收报告为准。
7.2.3机床到达需方现场后,供方接到甲方通知后在30个工作日内完成机床的安装调试工作。
机床安装调试过程中,需方派人参加安装调试及验收的全过程,但需方人员只是学习了解和配合,机床安装调试主要由供方完成。
需要需方提供的,希望需方在一定范围内提供方便。
8.0技术培训
8.1在供方工厂,供方为需方免费培训二至三名机床使用操作编程及日常维护人员,培训时间3-5个工作日。
培训内容包括:设备的操作、编程及日常机械电气维护等,并能独立操作设备。
8.2机床在需方安装调试验收后,供方派人(一般1-2人)在需方现场辅导需方机床操作、编程人员,培训内容包括:设备的操作、编程及日常机械电气维护培训。
8.3供方对培训的效果和质量负责。
供方委派经验丰富、合格的技术人员对需方人员进行技术培训。
如果供方委派的技术人员不符合本条规定,或者玩忽职守,或者违反国家法律,需方有权通知供方进行撤换。
9.0售后服务及相关事项
9.1供方将派具有相当经验的技术人员到现场进行安装、调试。
9.2供方调试人员对需方有关人员在现场进行相关的技术培训。
9.3机床备品备件请见机床装箱单。
9.4应急响应:设有24小时开通的服务热线电话(013018262626),随时接受客户咨询,进行故障诊断和排除故障方案建议,根据需要安排服务。
接通知后,供方应在8小时内响应,及时排除故障。
9.5质保期:自终验收起18个月(数控系统24个月)。
9.6质保期内,确由供方质量问题造成零部件损坏,供方将免费提供零部件及维修服务。
9.7超出质保期限的维修、维护:
供方将提供终身维护,如需更换零部件,可由需方自行购买,也可由供方提供。
10.0其它
10.1机床配备技术资料
合格证书 1本
机械手册 1本
机床维修手册(维修、操作) 1本
电气原理图 1本
系统资料 1套(含系统操作、编程手册,维修手册)
机床参数(光盘) 1份。