安川伺服马达原点对位技术参考
安川伺服调试说明书
YSKAWA安川∑Ⅱ数字交流伺服 安装调试说明书 (2004.7版本) 目 录 1. 安川连接示意图 2. 通电前的检查 3. 通电时的检查 4. 安川伺服驱动器的参数设定 5. 安川伺服驱动器的伺服增益调整 广州科沃—工控维修的120 www.gzkowo.com1. 安川连接示意图 重要提示: 由于电机和编码器是同轴连接,因此,在电机轴端安装带轮或连轴器时,请勿敲击。
否则,会损坏编码器。
(此种 情况,不在安川的保修范围!) 2. 通电前的检查 1) 确认安川伺服驱动器和电机插头的连接,相序是否正确: A.SGMGH电机,不带刹车制动器的连接: 伺服驱动器 电机插头 U A V B W C 接地 D B.SGMGH电机 0.5KW-4.4KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U A V B W C 接地 D 刹车电源 E 刹车电源 F 刹车电源为: DC90V (无极性) C. SGMGH电机5.5KW-15KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U A V B W C 接地 D 电机制动器插头 刹车电源 A 刹车电源 B 刹车电源为: DC90V (无极性) 注: 1.相序错误,通电时会发生电机抖动现象。
2.相线与“接地”短路,会发生过载报警。
2)确认安川伺服驱动器CN2和伺服电机编码器联接正确, 接插件螺丝拧紧。
3)确认伺服驱动器CN1和数控系统的插头联接正确, 接插件螺丝拧紧。
3.通电时的检查 1) 确认三相主电路输入电压在200V-220V范围内。
建议用户选用380V/200V的三相伺服变压器。
2)确认单相辅助电路输入电压在200V-220V范围内。
4.安川伺服驱动器的参数设定 安川伺服驱动器参数,操作方法如下:(1)参数密码设定; (2)用户参数和功能参数的设定; 1)参数密码设定 为防止任意修改参数,将“Fn010”辅助功能参数,设定: ・ “0000” 允许改写 PnXXX 的用户参数,及部分辅助功能“FnXXX”参数。
安川伺服调试参数表
L3---------------------------------不接5----------------------1
LC1-------------------R6-----------------------2
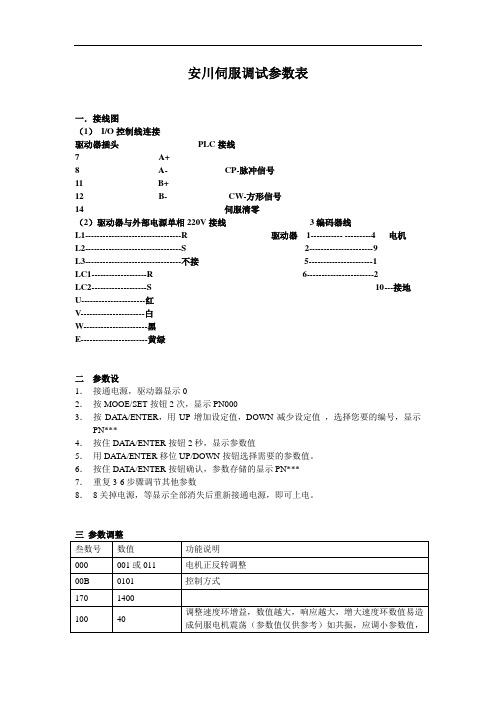
3.按DATA/ENTER,用UP增加设定值,DOWN减少设定值,选择您要的编号,显示PN***
4.按住DATA/ENTER按钮2秒,显示参数值
5.用DATA/ENTER移位UP/DOWN按钮选择需要的参数值。
6.按住DATA/ENTER按钮确认,参数存储的显示PN***
7.重复3-6步骤调节其他参数
安川伺服调试Βιβλιοθήκη 数表一.接线图(1)I/O控制线连接
驱动器插头PLC接线
7A+
8 A-CP-脉冲信号
11B+
12B-CW-方形信号
14伺服清零
(2)驱动器与外部电源单相220V接线3编码器线
L1---------------------------------R驱动器1----------- ---------4电机
4,按DSPL/SET按钮,显示闪烁。
5重新上电。
转矩滤波开关,调整为1可使PN409有效.
转矩滤波器通过调节该参数可使电机震荡减小。(参数仅供参考)
50A
8170
务必调整成8170
50B
6548
务必调整成6548
备注:如果参数调整混乱,可以按以下方式进行参数出厂设定:1,按DSPL/SET按钮显示FN***
2,用UP/DOWN按钮调整F005。
安川伺服参数调整方法WI-AE-008
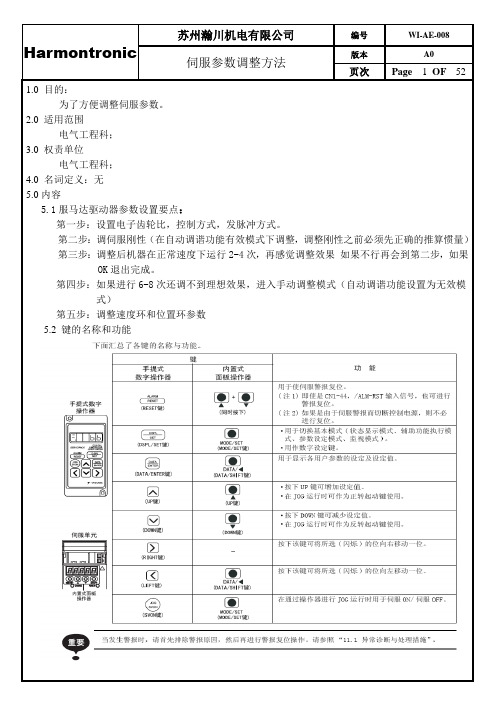
1.0目的:为了方便调整伺服参数。
2.0适用范围电气工程科;3.0权责单位电气工程科;4.0名词定义:无5.0内容5.1服马达驱动器参数设置要点:第一步:设置电子齿轮比,控制方式,发脉冲方式。
第二步:调伺服刚性(在自动调谐功能有效模式下调整,调整刚性之前必须先正确的推算惯量)第三步:调整后机器在正常速度下运行2-4次,再感觉调整效果如果不行再会到第二步,如果OK退出完成。
第四步:如果进行6-8次还调不到理想效果,进入手动调整模式(自动调谐功能设置为无效模式)第五步:调整速度环和位置环参数5.2 键的名称和功能5.3 基本模式的选择与操作5.4 状态显示5.5 用户参数设定值的初始化(Fn005)在想要将用户参数恢复为出厂时的设定时使用。
5.6 电机电流检测信号偏移量的自动调整(Fn00E)本公司已在产品出厂时对电机电流检出信号的偏移量进行了自动调整,客户不必再进行调整。
仅在想要进一步降低扭矩脉动等需要更高精度的情况下使用。
仅在主电路电源处于ON 状态,伺服OFF 时才可进行自动调整。
5.7 电机电流检测信号偏移量的手动调整(Fn00F)电机电流检测信号偏移量的调整范围在-512 ~ +511 之间。
调整电机电流检测信号偏移量时,请首先进行自动调整(Fn00E)。
仅在进行自动调整但扭矩脉动仍然偏大时才进行手动调整。
5.8 用户参数设定模式下的操作可通过设定用户参数来选择或调整功能。
用户参数有“参数设定”和“功能选择”两种类型。
参数设定是将要调整的参数数据在一定范围内进行变更的功能。
功能选择是对已分配给面板操作器各位数的功能进行选择。
5.8.1 用户参数的设定(1) 参数设定(a)“参数设定”的种类(b)“参数设定”的变更步骤实例参数设定型用户参数直接用数值指定数据。
通过用户参数一览表确认可进行变更的范围。
下面所示为将用户参数Pn100( 速度环增益) 的内容由“40”变更为“100”时的操作步骤。
安川伺服马达原点对位技术参考
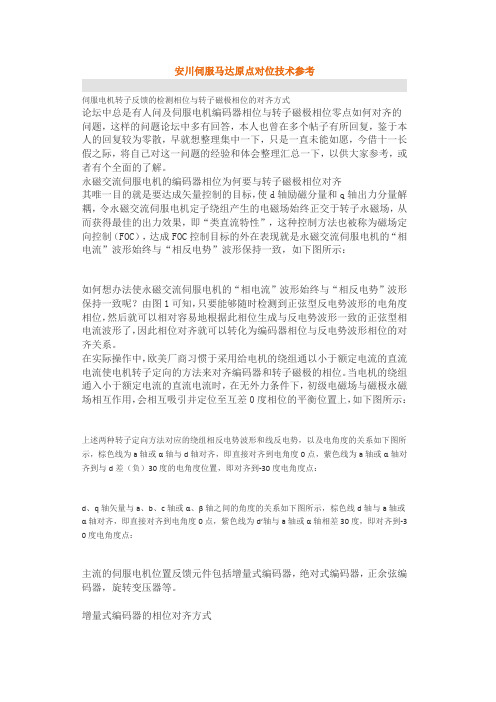
安川伺服马达原点对位技术参考伺服电机转子反馈的检测相位与转子磁极相位的对齐方式论坛中总是有人问及伺服电机编码器相位与转子磁极相位零点如何对齐的问题,这样的问题论坛中多有回答,本人也曾在多个帖子有所回复,鉴于本人的回复较为零散,早就想整理集中一下,只是一直未能如愿,今借十一长假之际,将自己对这一问题的经验和体会整理汇总一下,以供大家参考,或者有个全面的了解。
永磁交流伺服电机的编码器相位为何要与转子磁极相位对齐其唯一目的就是要达成矢量控制的目标,使d轴励磁分量和q轴出力分量解耦,令永磁交流伺服电机定子绕组产生的电磁场始终正交于转子永磁场,从而获得最佳的出力效果,即“类直流特性”,这种控制方法也被称为磁场定向控制(FOC),达成FOC控制目标的外在表现就是永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,如下图所示:如何想办法使永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致呢?由图1可知,只要能够随时检测到正弦型反电势波形的电角度相位,然后就可以相对容易地根据此相位生成与反电势波形一致的正弦型相电流波形了,因此相位对齐就可以转化为编码器相位与反电势波形相位的对齐关系。
在实际操作中,欧美厂商习惯于采用给电机的绕组通以小于额定电流的直流电流使电机转子定向的方法来对齐编码器和转子磁极的相位。
当电机的绕组通入小于额定电流的直流电流时,在无外力条件下,初级电磁场与磁极永磁场相互作用,会相互吸引并定位至互差0度相位的平衡位置上,如下图所示:上述两种转子定向方法对应的绕组相反电势波形和线反电势,以及电角度的关系如下图所示,棕色线为a轴或α轴与d轴对齐,即直接对齐到电角度0点,紫色线为a轴或α轴对齐到与d差(负)30度的电角度位置,即对齐到-30度电角度点:d、q轴矢量与a、b、c轴或α、β轴之间的角度的关系如下图所示,棕色线d轴与a轴或α轴对齐,即直接对齐到电角度0点,紫色线为d‘轴与a轴或α轴相差30度,即对齐到-3 0度电角度点:主流的伺服电机位置反馈元件包括增量式编码器,绝对式编码器,正余弦编码器,旋转变压器等。
安川伺服参数设定说明

(1)
850W及以上电机(09系列)
(750W电机)(08系列)
Pn401
转矩指今滤波时间参数
100
0
建议先使用默认值调试,
再根据实际需要做调整
Pn408
共震率波功能
0000
0000
建议先使用默认值调试,
再根据实际需要做调整
Pn409
共震率波频率
5000
5000
建议先使用默认值调试,
再根据实际需要做调整
自动调谐刚性设定
4
0003
设低增益等级做自动调整抓惯量
备注:刹车设定Pn50E 设0000
Pn50F使用CN1-25/CN1-26输出/BK信号 设0100
使用CN1-27/CN1-28输出/BK信号 设0200
使用CN1-29/CN1-30输出/BK信号 设0300
Pn50A
正转行程极限
2100
8100
2100→打开正转禁止保护功能
8100→关闭正转禁止保护功能
8170→伺服内部提供24V
Pn50B
反转行程极限
6543
6548
6543→打开反转禁止保护功能
6548→关闭反转禁止保护功能
Pn170
免调整类开关
1401
1400
免调功能无效,设1401时有效
Fn001
0004-----A相+B相
Pn212
马达一转
输出的脉冲数
1250
(2048)
850W及以上电机(与系统参数61-63一致)
(750W电机)(与系统参数61-63一致)
Pn20E
电子齿轮比(分子)
262144
安川伺服电机参数基本调整

安川伺服电机参数基本调整动态参数调整步骤:步骤一.设定系统刚性(Fn 001)Kp : 位置回路比例增益(机床Kp 建议值30-90 /sec)Kv : 速度回路比例增益(机床Kv 建议值30-120 Hz)Ti : 速度回路积分增益(机床Ti 建议值10-30 ms)范例:步骤二. 自动调协(auto turning) 寻找马达与机床惯性比自动调协目的,主要是在计算马达与机床整合后有些动态参数会受到影响ex: 马达负载惯性比… ,如果不先将相关参数找出速度回路的表现会与Kv/Ti 设置的结果不一致自动调协操作步骤:1.参数Pn110设11。
(打开在线自动调谐功能)2.手动Jog床台让床台来回往复多次运行。
3.手动Jog床台时如发生共振现象,请立即压下紧急停止按钮,将驱动器参数Pn408设1(打开共振抑制功能),然受修正Pn409(共振抑制频率)设定,1米加工中心机建议Pn409设定200。
4.将Fn007内容写入EEPROM。
(按Mode键至Fn000→按Up或Down键至Fn007→持续按Data 键1秒显示负载贯性比→持续按Set键1秒后Fn007内容显示之负载贯量比即可写入EEPROM)5.参数Pn110设12。
(关闭在线自动调谐功能)步骤三.起动并设定驱动器抑制共振功能相关参数(Pn408设1即打开共振抑制功能,Pn409可设定共振抑制频率) 马达与机床结合后,除了马达选用太小,无法达到高响应之外,有时也会发生马达扭力够,但是因为机床床台传动刚性较差,会产生共振而无法达到高响应又平顺的控制目标,此时,除了加强机床的传动刚性外,可利用控制器抑制共振功能,而得到高响应的结果 .步骤四. 将速度回路增益参数再调高就位置回路控制而言,速度回路是内回路,内回路响应越高,外回路(位置回路)表现越如预期,比较不会受到外界切削力,磨擦力的影响,所以在切削应用场合,请将速度回路增益尽量调高,以得到更好的切削质量YASKAWA伺服參數設定說明:备注: 1、带* 为驱动器必须设定的参数,马达才能正常运转!2、首先设置驱动器的电子齿轮比Pn202 / Pn203和需要马达转一圈回授的脉冲数Pn201 计算方法如下:通常新代控制器所设精度单位1um/Pules (可在系统参数17中设所需精度单位)通常新代控制器所设的倍频数是4 倍(可在系统参数81~100中所设轴卡的倍频)计算公式:电子齿轮比Pn202 / Pn203 = ﹝编码器的脉冲数× 4 ×M﹞÷( 负载转一圈移动量脉冲数×N )M和N是指马达和工作台传动侧的机械齿轮比新代系统参数61~63 = 马达转一圈回授的脉冲数Pn201 = 负载转一圈移动量脉冲数÷控制器内部所设的倍频4****** ex:******当螺杆的节距是10mm 马达选用C 型17比特采用直传连轴器那齿轮比计算如下:负载转一圈移动量脉冲数= 10mm÷1um/Pules =104 PulesM / N = 1 / 1Pn202 / Pn203 = (32768×4×1 ) ÷(104 ×1 ) = 8192 / 625Pn201 = 104 ÷ 4 = 2500 Pules2、设定上表中的驱动器参数,值为后面的设定值;Pn201、Pn202、Pn203为上面公式根据实际情况计算出来的值;Pn100、Pn101、Pn102先不修改数值,为出厂值;3、调整机台的刚性,先进行X、Y、Z 轴的来回运动,通过增大Fn001驱动器参数值,按加1数值增大;通常调节到机台出现震动或有声音后,降回原一级。
安川伺服参数设定

安川伺服参数设定一、伺服参数设定的目的和重要性伺服参数设定的目的是通过调整伺服驱动器的参数,使驱动器能够更好地与传动机构和机械装置配合,确保系统的动态响应和控制精度,提高工作效率和精度。
伺服参数设定是伺服系统调试和性能优化的关键步骤,对于确保系统的正常运行和提高生产效率具有重要意义。
二、伺服参数设定的方法和步骤伺服参数设定的方法和步骤主要包括以下几个方面:1.前期工作准备在开始伺服参数设定之前,需要清楚地了解伺服系统的工作原理和性能要求。
同时,需要对伺服驱动器和伺服电机进行正确的接线和配置,确保驱动器和电机之间的通信和控制有效。
2.系统标定系统标定是指通过对伺服系统进行一系列测试和数据采集,获取系统的动态响应特性和传动机构的静态特性。
常见的系统标定参数包括位置环、速度环、加速环等。
3.参数优化通过对系统标定数据的分析和处理,可以优化伺服系统的参数,使其能够更好地适应实际应用需求。
参数优化主要包括位置环增益、速度环增益、加速环增益等。
4.参数设定在参数优化的基础上,根据具体应用需要,对伺服驱动器进行参数设定。
参数设定主要包括电机参数(如极数、电机额定转矩、电机最大转速等)、速度环参数(如速度环增益、速度环带宽等)、位置环参数(如位置环增益、位置环带宽等)。
5.测试和调试在完成伺服参数设定之后,需要对系统进行全面的测试和调试,以确保系统的性能和稳定性。
测试和调试主要包括对系统的速度响应、位置跟踪精度、扭矩输出等方面进行检验。
三、伺服参数设定的注意事项在进行伺服参数设定的过程中,需要注意以下几个方面:1.合理选取参考值在设定伺服参数时,需要根据实际应用需求合理选择参考值,确保系统能够达到预期性能。
参考值过小或过大都可能导致系统出现不稳定现象。
2.学习型自整定功能的应用安川伺服驱动器通常具有学习型自整定功能,可以通过学习系统的特性自动调整参数。
在使用学习型自整定功能时,需要确保系统运行在典型的工作状态下,避免因为特殊状态造成参数的不准确或过于保守。
安川伺服调试要点
安川伺服调试当为位置控制时使用的用户常数本节对使用的用户常数进行说明。
•速度环增益(Pn100)为决定速度环响应性的用户常数。
在机械系统不出现震动的范围内,设定的常数越大,响应性越好。
而且,当正确设定惯性比(Pn103) 的值时,速度环增益与Pn100 的值相等。
速度环增益Kv=Pn100 的设定值“Hz”请将Pn103 的值设定为以下值。
进行手动调整时,需由用户来设定用户常数Pn103 的值。
但在自动调谐运行后,如果使用用户常数Fn007,执行伺服增益常数写入,则可求出惯性比。
关于Fn007,请参照 6.3 “在线自动调谐”。
•速度环积分时间常数(Pn101)为使对微小的输入也能响应,速度环中含有积分因素。
由于该积分因素对于伺服系来说为迟延因素,因此时间常数过大时,会延长定位时间,使响应性变差。
当负载惯性动量较大,机械系统内含有震动因素时,如果不在某种程度上增大积分时间常数,机械则会出现震动。
大致标准如下。
Ti ∶积分时间常数“s”Kv ∶速度环增益( 上式1 所计算的值) “Hz”•扭矩指令滤波器时间常数(Pn401)当使用滚珠丝杠等时,会发生扭转震动。
( 一般情况下,震动音变高。
) 此时,增大扭矩指令滤波器的时间常数,可消除震动。
但该滤波器也与积分时间常数一样,对于伺服系统来说为迟延因素,因此在不必要时,请不要增大。
•位置环增益(Pn102)伺服系统的响应性取决于位置环增益。
位置环增益的设定越高,则响应性越高,定位时间越短。
想将位置环增益设定高时,请增加机械的刚性,并增大机械的固有震动数。
另外,为提高响应性,如果仅提高位置环增益,作为伺服系统整体的响应,容易产生震动( 位置环输出的某些速度指令产生震动),所以请一边注意响应性,一边提高速度环增益。
调整方法1. 先较低地设定上级装置的位置环增益,在不发生异常声音和震动的范围内,增大速度环增益(Pn100)。
2. 减小速度环增益值,使其小于上述1 的值,在不发生超程和震动的范围内,增大上级装置的位置环增益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安川伺服马达原点对位技术参考伺服电机转子反馈的检测相位与转子磁极相位的对齐方式论坛中总是有人问及伺服电机编码器相位与转子磁极相位零点如何对齐的问题,这样的问题论坛中多有回答,本人也曾在多个帖子有所回复,鉴于本人的回复较为零散,早就想整理集中一下,只是一直未能如愿,今借十一长假之际,将自己对这一问题的经验和体会整理汇总一下,以供大家参考,或者有个全面的了解。
永磁交流伺服电机的编码器相位为何要与转子磁极相位对齐其唯一目的就是要达成矢量控制的目标,使d轴励磁分量和q轴出力分量解耦,令永磁交流伺服电机定子绕组产生的电磁场始终正交于转子永磁场,从而获得最佳的出力效果,即“类直流特性”,这种控制方法也被称为磁场定向控制(FOC),达成FOC控制目标的外在表现就是永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致,如下图所示:如何想办法使永磁交流伺服电机的“相电流”波形始终与“相反电势”波形保持一致呢?由图1可知,只要能够随时检测到正弦型反电势波形的电角度相位,然后就可以相对容易地根据此相位生成与反电势波形一致的正弦型相电流波形了,因此相位对齐就可以转化为编码器相位与反电势波形相位的对齐关系。
在实际操作中,欧美厂商习惯于采用给电机的绕组通以小于额定电流的直流电流使电机转子定向的方法来对齐编码器和转子磁极的相位。
当电机的绕组通入小于额定电流的直流电流时,在无外力条件下,初级电磁场与磁极永磁场相互作用,会相互吸引并定位至互差0度相位的平衡位置上,如下图所示:上述两种转子定向方法对应的绕组相反电势波形和线反电势,以及电角度的关系如下图所示,棕色线为a轴或α轴与d轴对齐,即直接对齐到电角度0点,紫色线为a轴或α轴对齐到与d差(负)30度的电角度位置,即对齐到-30度电角度点:d、q轴矢量与a、b、c轴或α、β轴之间的角度的关系如下图所示,棕色线d轴与a轴或α轴对齐,即直接对齐到电角度0点,紫色线为d‘轴与a轴或α轴相差30度,即对齐到-3 0度电角度点:主流的伺服电机位置反馈元件包括增量式编码器,绝对式编码器,正余弦编码器,旋转变压器等。
增量式编码器的相位对齐方式在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;带换相信号的增量式编码器除具备ABZ输出信号外,还具备互差120度的电子换相信号UVW,UVW各自的每转周期数与电机转子的磁极对数一致。
带换相信号的增量式编码器的UVW 电子换相信号的相位与转子磁极相位,或曰电角度相位之间的对齐方法如下:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V 出,将电机轴定向至一个平衡位置;2.用示波器观察编码器的U相信号和Z信号;3.调整编码器转轴与电机轴的相对位置;4.一边调整,一边观察编码器U相信号跳变沿,和Z信号,直到Z信号稳定在高电平上(在此默认Z信号的常态为低电平),锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,则对齐有效。
撤掉直流电源后,验证如下:1.用示波器观察编码器的U相信号和电机的UV线反电势波形;2.转动电机轴,编码器的U相信号上升沿与电机的UV线反电势波形由低到高的过零点重合,编码器的Z信号也出现在这个过零点上。
上述验证方法,也可以用作对齐方法。
需要注意的是,此时增量式编码器的U相信号的相位零点即与电机UV线反电势的相位零点对齐,由于电机的U相反电势,与UV线反电势之间相差30度,因而这样对齐后,增量式编码器的U相信号的相位零点与电机U相反电势的-30度相位点对齐,而电机电角度相位与U相反电势波形的相位一致,所以此时增量式编码器的U相信号的相位零点与电机电角度相位的-30度点对齐。
有些伺服企业习惯于将编码器的U相信号零点与电机电角度的零点直接对齐,为达到此目的,可以:1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U 相反电势波形;3.依据操作的方便程度,调整编码器转轴与电机轴的相对位置,或者编码器外壳与电机外壳的相对位置;4.一边调整,一边观察编码器的U相信号上升沿和电机U相反电势波形由低到高的过零点,最终使上升沿和过零点重合,锁定编码器与电机的相对位置关系,完成对齐。
由于普通增量式编码器不具备UVW相位信息,而Z信号也只能反映一圈内的一个点位,不具备直接的相位对齐潜力,因而不作为本讨论的话题。
绝对式编码器的相位对齐方式绝对式编码器的相位对齐对于单圈和多圈而言,差别不大,其实都是在一圈内对齐编码器的检测相位与电机电角度的相位。
早期的绝对式编码器会以单独的引脚给出单圈相位的最高位的电平,利用此电平的0和1的翻转,也可以实现编码器和电机的相位对齐,方法如下:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;2.用示波器观察绝对编码器的最高计数位电平信号;3.调整编码器转轴与电机轴的相对位置;4.一边调整,一边观察最高计数位信号的跳变沿,直到跳变沿准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,跳变沿都能准确复现,则对齐有效。
这类绝对式编码器目前已经被采用EnDAT,BiSS,Hyperface等串行协议,以及日系专用串行协议的新型绝对式编码器广泛取代,因而最高位信号就不符存在了,此时对齐编码器和电机相位的方法也有所变化,其中一种非常实用的方法是利用编码器内部的EEPROM,存储编码器随机安装在电机轴上后实测的相位,具体方法如下:1.将编码器随机安装在电机上,即固结编码器转轴与电机轴,以及编码器外壳与电机外壳;2.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;3.用伺服驱动器读取绝对编码器的单圈位置值,并存入编码器内部记录电机电角度初始相位的EEPROM中;4.对齐过程结束。
由于此时电机轴已定向于电角度相位的-30度方向,因此存入的编码器内部EEPROM中的位置检测值就对应电机电角度的-30度相位。
此后,驱动器将任意时刻的单圈位置检测数据与这个存储值做差,并根据电机极对数进行必要的换算,再加上-30度,就可以得到该时刻的电机电角度相位。
这种对齐方式需要编码器和伺服驱动器的支持和配合方能实现,日系伺服的编码器相位之所以不便于最终用户直接调整的根本原因就在于不肯向用户提供这种对齐方式的功能界面和操作方法。
这种对齐方法的一大好处是,只需向电机绕组提供确定相序和方向的转子定向电流,无需调整编码器和电机轴之间的角度关系,因而编码器可以以任意初始角度直接安装在电机上,且无需精细,甚至简单的调整过程,操作简单,工艺性好。
如果绝对式编码器既没有可供使用的EEPROM,又没有可供检测的最高计数位引脚,则对齐方法会相对复杂。
如果驱动器支持单圈绝对位置信息的读出和显示,则可以考虑:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;2.利用伺服驱动器读取并显示绝对编码器的单圈位置值;3.调整编码器转轴与电机轴的相对位置;4.经过上述调整,使显示的单圈绝对位置值充分接近根据电机的极对数折算出来的电机-30度电角度所应对应的单圈绝对位置点,锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,上述折算位置点都能准确复现,则对齐有效。
如果用户连绝对值信息都无法获得,那么就只能借助原厂的专用工装,一边检测绝对位置检测值,一边检测电机电角度相位,利用工装,调整编码器和电机的相对角位置关系,将编码器相位与电机电角度相位相互对齐,然后再锁定。
这样一来,用户就更加无从自行解决编码器的相位对齐问题了。
个人推荐采用在EEPROM中存储初始安装位置的方法,简单,实用,适应性好,便于向用户开放,以便用户自行安装编码器,并完成电机电角度的相位整定。
正余弦编码器的相位对齐方式普通的正余弦编码器具备一对正交的sin,cos 1Vp-p信号,相当于方波信号的增量式编码器的AB正交信号,每圈会重复许许多多个信号周期,比如2048等;以及一个窄幅的对称三角波Index信号,相当于增量式编码器的Z信号,一圈一般出现一个;这种正余弦编码器实质上也是一种增量式编码器。
另一种正余弦编码器除了具备上述正交的sin、cos信号外,还具备一对一圈只出现一个信号周期的相互正交的1Vp-p的正弦型C、D信号,如果以C信号为sin,则D信号为cos,通过sin、cos信号的高倍率细分技术,不仅可以使正余弦编码器获得比原始信号周期更为细密的名义检测分辨率,比如2048线的正余弦编码器经2048细分后,就可以达到每转400多万线的名义检测分辨率,当前很多欧美伺服厂家都提供这类高分辨率的伺服系统,而国内厂家尚不多见;此外带C、D信号的正余弦编码器的C、D信号经过细分后,还可以提供较高的每转绝对位置信息,比如每转2048个绝对位置,因此带C、D信号的正余弦编码器可以视作一种模拟式的单圈绝对编码器。
采用这种编码器的伺服电机的初始电角度相位对齐方式如下:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;2.用示波器观察正余弦编码器的C信号波形;3.调整编码器转轴与电机轴的相对位置;4.一边调整,一边观察C信号波形,直到由低到高的过零点准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,过零点都能准确复现,则对齐有效。
撤掉直流电源后,验证如下:1.用示波器观察编码器的C相信号和电机的UV线反电势波形;2.转动电机轴,编码器的C相信号由低到高的过零点与电机的UV线反电势波形由低到高的过零点重合。