伺服电机原点,正负极限符号
伺服电机原点回归方式
伺服电机原点回归方式
伺服电机原点回归方式有以下几种:
1. 硬件回归方式:通过在伺服电机上安装原点开关或光电传感器,在机械结构到达指定位置时触发开关或传感器,从而确定伺服电机的原点位置。
2. 软件回归方式:通过编写控制程序,在运动过程中监测电机位置,当检测到电机位置达到指定位置时,将该位置定义为原点。
3. 索引方式:部分伺服电机具有索引功能,可以通过索引信号确定原点位置。
索引信号通常由光电编码器或霍尔传感器提供,在旋转一周后,当索引信号出现时,可以确定电机的原点位置。
4. 零位标定方式:通过给伺服电机指定一个参考点,然后在运动过程中记录电机的位置,当电机位置回到参考点时,即可确定原点位置。
这些原点回归方式可以根据具体应用需求进行选择和组合使用。
伺服电机回零
EVOC,SOKON,华北工控,硕控智能,蓝天,四维,首控工控,艾雷斯研华工控机,华北工控机,研祥工控机leetro乐创伺服电机原点复归1.原点搜索是原点没有建立的情况下执行。
2.原点返回是原点已经建立的情况下,返回到原点位置。
原点信号又伺服驱动器给出,原点附近信号由传感器指定如果使用绝对脉冲, 那么每次发送的脉冲量, 都是相对与这个原点来说的原点输入信号没有限定由谁给定, Z相信号给定也是可以的. 不过建立原点有3种模式, 可以选择只使用原点输入信号来建立原点第一次上电, 先用建立原点.当后面的动作远离了这个原点,想返回去的时候, 选择原点返回实找零的方法有很多种,可根据所要求的精度及实际要求来选择。
可以伺服电机自身完成(有些品牌伺服电机有完整的回原点功能),也可通过上位机配合伺服完成,但回原点的原理基本上常见的有以下几种。
一、伺服电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
这种回原点方法无论你是选择机械式的接近开关,还是光感应开关,回原的精度都不高,就如一网友所说,受温度和电源波动等等的影响,信号的反应时间会每次有差别,再加上从回原点的高速突然减速停止过程,可以百分百地说,就算排除机械原因,每次回的原点差别在丝级以上。
二、回原点时直接寻找编码器的Z相信号,当有Z相信号时,马上减速停止。
这种回原方法一般只应用在旋转轴,且回原速度不高,精度也不高。
三、此种回原方法是最精准的,主要应用在数控机床上:电机先以第一段高速去找原点开关,有原点开关信号时,电机马上以第二段速度寻找电机的Z相信号,第一个Z相信号一定是在原点档块上(所以你可以注意到,其实高档的数控机床及中心机的原点档块都是机械式而不会是感应式的,且其长度一定大于电机一圈转换为直线距离的长度)。
找到第一个Z相信号后,此时有两种方试,一种是档块前回原点,一种是档块后回原点(档块前回原点较安全,欧系多用,档块后回原点工作行程会较长,日系多用)。
伺服电机原点,正负极限符号
伺服电机原点,正负极限符号摘要:一、伺服电机原点概述二、伺服电机原点接线方法三、伺服电机正负限位接线图四、如何实现伺服电机回原点五、注意事项正文:伺服电机作为一种高精度的执行元件,广泛应用于工业自动化领域。
伺服电机原点是指电机在未接收到控制信号时的位置,通常是电机停止位置。
在实际应用中,正确设置伺服电机原点具有重要意义。
本文将详细介绍伺服电机原点、伺服电机原点接线方法以及如何实现伺服电机回原点等内容。
一、伺服电机原点概述伺服电机原点通常由编码器信号或霍尔传感器信号检测。
在PLC或上位机程序中,通过解析编码器或霍尔传感器的信号,可以判断电机当前是否处于原点位置。
正确设置伺服电机原点,有助于提高系统的稳定性和可靠性。
二、伺服电机原点接线方法1.将编码器或霍尔传感器与伺服电机驱动器相连。
编码器或霍尔传感器一般有两个输出端,分别连接到驱动器的输入端。
2.连接电源线。
根据电机功率和电压选择合适电源线,确保电机正常工作。
3.接线完成后,检查电机是否能正常运行,如有异常,及时排查故障。
三、伺服电机正负限位接线图伺服电机正负限位接线图是指在电机运行过程中,设定正负方向的最大范围。
当电机运行到正负限位时,系统自动停止运行,避免损坏设备。
接线方法如下:1.确定正负限位开关的位置,通常位于电机运行路径的两端。
2.将正负限位开关的两个输出端分别连接到伺服电机驱动器的限位输入端。
3.连接电源线,确保限位开关正常工作。
四、如何实现伺服电机回原点1.通过PLC或上位机程序,设置伺服电机的原点。
通常需要将P06.31由0改为1,使二相220v驱动三相220发伺服电机(主要针对1kw以上的)。
2.编写程序,使电机运行至原点位置。
在程序中加入相应的指令,如编码器或霍尔传感器信号处理、速度控制等。
3.调试系统,确保电机能准确回原点。
在实际运行过程中,观察电机是否能准确停止在原点位置,如不能,及时调整程序或硬件设置。
五、注意事项1.接线时,务必确保电源线、编码器线、限位线等正确连接,避免短路、断路等现象。
台达PLC控制伺服说明

14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
伺服电机回原点解释

2)原点复归一般有三个传感器,分别就是前后两个极限限位开关,一个近原点开关。有的伺服驱动器只接一个近原点传感器。这些传感器都就是接到伺服驱动器上面。
3)plc等上位机只就是给伺服驱动器指令,原点复归,定位,速度等指令进入伺服驱动器后,伺服驱动器根据上位机的信号自动进行相关操作。像编码器就就是接到伺服驱动器上面的。编码器的数值也就是进入伺服驱动器的。
总结:
回原点的原理基本上常见的有以下几种。
一、伺服电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
这种回原点方法无论就是选择机械式的接近开关,
还就是光感应开关,
xx的精度都
不高,受温度、噪音、粉尘、电源波动等等的影响,信号的反应时间会每次有差
别,
再加上从回原点的高速突然减速停止过程,
可以百分百地说,
就算排除机械
原因,每次回的原点差别在丝级以上。
二、回原点时直接寻找编码器的
Z
相信号,当有
Z
相信号时,马上减速停止。
这种回原方法一般只应用在旋转轴,且回原速度不高,精度也不高。
三、
应用在数控机床上比较精准的方式:
电机先以第一段高速去找原点开关,
有
原点开关信号时,电机马上以第二段速度寻找电机的
Z
相信号,第一个
EVOC,SOKON,华北工控,硕控智能,蓝天,四维,首控工控,艾雷斯研华工控机,华北工控机,研祥工控机
leetro乐创
伺服电机原点复归
1、原点搜索就是原点没有建立的情况下执行。2、原点返回就是原点已经建立的情况下,返回到原点位置。
原点信号又伺服驱动器给出,原点附近信号由传感器指定
伺服电机接线
伺服电机接线问题个人日记 2009-09-12 10:17 阅读2 评论0字号:大中小一、按照驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻), SIGN2连接控制器(如PLC的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
也就是选择3(PULS1),4(PULS2),5(SIGN1),6(SIGN2)这四个端子输入脉冲与方向信号。
富士伺服驱动器报警代码
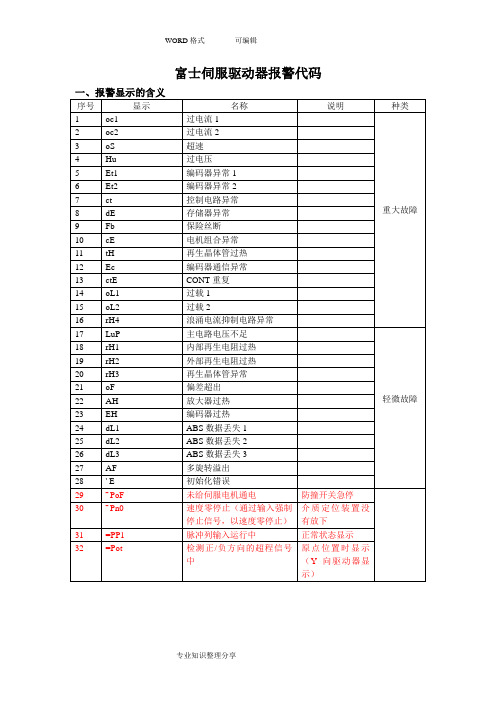
富士伺服驱动器报警代码一、报警显示的含义序号 显示名称说明种类 1 oc1 过电流1 重大故障2 oc2 过电流23 oS 超速4 Hu 过电压5 Et1 编码器异常16 Et2 编码器异常27 ct 控制电路异常8 dE 存储器异常9 Fb 保险丝断 10 cE 电机组合异常 11 tH 再生晶体管过热 12 Ec 编码器通信异常 13 ctE CONT 重复 14 oL1 过载1 15 oL2 过载216 rH4 浪涌电流抑制电路异常 17 LuP 主电路电压不足轻微故障18 rH1 内部再生电阻过热 19 rH2 外部再生电阻过热 20 rH3 再生晶体管异常 21 oF 偏差超出 22 AH 放大器过热 23 EH 编码器过热 24 dL1 ABS 数据丢失1 25 dL2 ABS 数据丢失2 26 dL3 ABS 数据丢失3 27 AF 多旋转溢出 28 ' E 初始化错误29 ¯PoF 未给伺服电机通电防撞开关急停30 ¯Pn0 速度零停止(通过输入强制停止信号,以速度零停止) 介质定位装置没有放下 31 =PP1 脉冲列输入运行中 正常状态显示 32=Pot检测正/负方向的超程信号中原点位置时显示(Y 向驱动器显示)二、报警的处理方法:oc1 过电流1:从伺服放大器输出的电流超过规定值oc2 过电流2:原因措施伺服电机的输出配线错误修复动力线(U、V、W)的配线确认电线(目测、导通检查),并更换伺服电机的输出配线短路伺服电机绝缘不良绝缘电阻测定(对地间在数MΩ以上)伺服电机的故障线间电阻测定(各线间为数Ω)再生电阻器的电阻值不合适更换为可适用范围的再生电阻器因编码器的异常引起的电流不平稳更换伺服电机未接地线连接地线oS 超速:伺服电机的转速超过最高速度的1.1倍原因措施伺服电机的输出配线错误修复动力线(U、V、W)的配线伺服电机的转速超速●延长PA1_37:加速时间●增大PA1_52:一次延迟S形时间常数●提高PA1_15:自整定增益1Hu 过电压:伺服放大器内部直流电压高于上限值原因措施电源电压过高(刚接通电源后)●确认电源电压在规格范围内●若有功率改进用电容器则插入电抗器外部再生电阻器的未连接或误配线连接外部再生电阻器再生晶体管破损更换伺服放大器Et1 编码器异常1:编码器的1转位置检测异常Et2 编码器异常2 :编码器存储数据的读取异常原因措施来自编码器的数据异常使用屏蔽线以免爱噪音影响编码器出现故障更换伺服电机ct 控制电路异常:伺服放大器内部的控制电源电压存在异常,内部电路有出现的故障的可能性原因措施伺服放大器出现故障即使再次接通电源也未恢复时,更换伺服放大器dE 存储器异常:伺服放大器内保存参数数据损坏原因措施存储器的内容已破损●在PC加载器上读取参数,再设定以红字显示的参数●实行参数的初始化●采取上述对策后仍未恢复,则更换伺服放大器参数的改写次数超过10万次更换伺服放大器Fb 保险丝断:伺服放大器主电路的保险丝断线原因措施保险丝断线更换伺服放大器cE 电机组合异常:连接的伺服电机与伺服放大器的功率、型号不同原因措施伺服电机与伺服放大器的功率、型号不同确认伺服电机及伺服放大器功率、型号tH 再生晶体管过热:内置于伺服放大器的再生处理用晶体管过热原因措施电源电压过高(刚接通电源后)●确认电源在规格范围值内●若有功率改进用电容器则插入电抗器再生电力过大●延长减速时间●降低伺服电机的转速●延长停止时间降低再生频度Ec 编码器通信异常:未能与伺服电机内部的编码器通信原因措施编码器的串行通信异常●电线的确认(目测、导通校验)与修复●确认并修复编码器电缆的断线状态配线断线或接触不良●插入铁氧体磁心ctE CONT重复:伺服放大器的指令序列输入端子的分配重复原因措施多个端子分配同一输入信号CONT信号设定时不要设定同一序号oL1 过载1:轴锁定等在短时间检测出的报警oL2 过载2:转矩的有效值超过伺服电机的容许值原因措施伺服电机不能机械性旋转●确认并修复动力线(U、V、W)的配线●确认制动器是否在运行较之伺服电机功率机械系统较重●根据负载率重新检查伺服电机功率●若转速低则装入减速机●升降机械停止时以制动器保持加减速频度及运行频度高延长单循环时间,降低运行频度伺服放大器破损更换伺服放大器LuP 主电路电压不足:供给伺服放大器的主电源低于规格范围内的最低电压原因措施因瞬间断电等引起的电源电压下降●确认是否会发生瞬间断电的电源环境,改善电源环境●电源功率及变压器功率的确认及其改善rH1 内部再生电阻过热:内置于伺服放大器的再生电阻器的电力消耗量超过上限值原因措施电源电压过高(刚接通电源后)●确认电源电压在规格值内●若有功率改进用电容器则插入电抗器根据上下搬运及卷绕用途不可消耗再生电力●延长减速时间●降低伺服电机的转速●延长单循环时间,降低运行频度未连接再生电阻正确连接,将PA2_65置于0或2rH2 外部再生电阻过热:外部再生电阻过热信号(b接点信号)运行(释放)原因措施电源电压过高(刚接通电源后)确认电源电压在规格值内根据上下搬运及卷绕用途不可消耗再生电力●延长减速时间●降低伺服电机的转速●延长单循环时间,降低运行频度●提高外部再生电阻器的功率●安装配重外部再生电阻过热信号的误配线正确连接rH3 再生晶体异常:伺服放大器内置的再生处理用晶体管出现故障原因措施再生晶体管发生短路故障因再次接通电源重新显示时,更换伺服放大器注意:若再生晶体管发生生短路故障则有可能引起火,因此再生晶体管异常报警信号输出时请迅速将主电源置于OFFrH4 浪涌电流抑制电路异常:抑制电源接通时的浪涌电流的伺服放大器内部电路有可能发生故障原因措施伺服放大器出现故障更换伺服放大器周围温度超过55℃●将周围温度保持在40℃以下●若伺服放大器附近存在发热体则拉开距离注意:若周围温度在55℃以内,检测到该报警的情况下,不要再次运行,请更换伺服放大器oF 偏差超出:偏差超出检测值设定的伺服电机旋转量的位置偏差量累计于伺服放大器内部原因措施确认并修复动力线(U、V、W)的配线动力配线的连接错误(将伺服ON置于ON时发生报警)伺服电机不能机械性旋转确认制动器是否在运行输出转矩小增大PA1_27,28 :转矩值限制值偏差超出检测宽度小增大PA2_69:偏差超出检测值成为P控制状态将P运行信号OFF增益低实施增益调整脉冲列频率的加减速过急延长加减速时间AH 放大器过热:伺服放大器超过容许温度原因措施周围温度超过55℃●将周围温度保持在40℃以下●若伺服放大器附近存在发热体则拉开距离注意:有可能在有效转矩超过100%的情况下使用。
伺服电机原点,正负极限符号
伺服电机原点,正负极限符号伺服电机作为现代工业控制领域的重要组成部分,其性能和精度得到了广泛认可。
在使用伺服电机时,原点与正负极限符号的设置对于电机的运行状态和安全性具有重要意义。
一、伺服电机的基本概念伺服电机是一种能够将输入的电气信号转换为精确机械运动的电机。
它具有响应速度快、控制精度高、输出力矩大等特点。
在实际应用中,伺服电机广泛应用于数控机床、机器人、自动化生产线等领域。
二、伺服电机的原点与正负极限符号的含义1.伺服电机原点:也称为零点,是指电机在无负载状态下,旋转轴上的某个位置,该位置对应于控制系统中的零信号。
设置原点的目的是为了便于编程和控制,以及保证电机在运动过程中的精度和稳定性。
2.正负极限符号:表示电机在正向和反向旋转时的最大角度或位置。
设置正负极限符号的目的是为了防止电机过载、碰撞或损坏设备。
三、原点与极限符号在实际应用中的重要性1.确保运动精度和稳定性:正确设置原点,可以使电机在运动过程中具有较高的定位精度和重复性。
2.防止过载和损坏:设置正负极限符号,可以有效避免电机在超负荷运行时对设备和自身造成损害。
3.提高安全性:在极端情况下,如遇到电源故障或其他异常情况,设置极限符号可以使电机及时停止运行,降低事故风险。
四、如何正确设置伺服电机的原点与极限符号1.设置原点:首先,找到电机无负载状态下,旋转轴上的一个固定位置,该位置可以作为原点。
然后,通过控制系统进行编程,将该位置与零信号相对应。
2.设置正负极限符号:根据实际应用需求和设备结构,确定电机正向和反向旋转时的最大角度或位置,并将其与控制系统中的正负极限信号相对应。
五、总结与展望伺服电机原点与正负极限符号的设置对于电机的性能、安全性和可靠性具有重要影响。
在实际应用中,操作人员应充分了解伺服电机的性能特点,正确设置原点与极限符号,以确保电机的安全、稳定运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伺服电机原点,正负极限符号
【实用版】
目录
1.伺服电机的原点概念
2.伺服电机的正负极限符号
3.伺服电机的运用和注意事项
正文
1.伺服电机的原点概念
伺服电机,又称为伺服马达,是一种将电脉冲转换为角位移或线位移的电机。
在工业自动化控制系统中,伺服电机被广泛应用,因为它可以精确地控制旋转角度或直线运动距离。
伺服电机的原点,是指电机在无电脉冲输入时,转子静止的位置,也就是电机的初始位置。
原点是伺服电机进行精确控制的基准点,确保控制系统的准确性。
2.伺服电机的正负极限符号
伺服电机的正负极限符号是用来表示伺服电机旋转方向和最大旋转
范围的标志。
正负极限符号一般用“+”和“-”表示。
在伺服电机上,正极通常表示电机旋转的方向,负极则表示电机旋转的反方向。
伺服电机的正负极限符号是控制系统中重要的参考依据,正确设置正负极限符号,有助于保证控制系统的稳定性和可靠性。
3.伺服电机的运用和注意事项
伺服电机在工业自动化控制系统中有着广泛的应用,例如在数控机床、机器人、自动化装配线等领域。
在使用伺服电机时,需要注意以下几点:
(1) 确保伺服电机与控制器之间的信号连接正确无误,避免由于接线错误导致的控制系统失灵。
(2) 根据实际应用需求,合理设置伺服电机的正负极限符号,避免由
于符号设置不当导致的电机旋转方向错误。
(3) 在伺服电机运行过程中,避免过载或过热,定期检查电机的工作状态,确保电机的正常运行。
(4) 定期对伺服电机进行维护和保养,延长电机的使用寿命,保证控制系统的稳定性和可靠性。
总之,伺服电机的原点概念和正负极限符号对于控制系统的精确控制至关重要。