5轴数控机床坐标系统的一个特例及其后置处理方法_刘日良
五坐标数控铣后置处理技术

数控铣床后置处理技术一、引言我们知道,数控机床的控制系统不同,机床结构形式和运动方式也存在差异,所使用的NC程序格式也是不一样,因此,数控操作中的刀具轨迹必需经过处理转换成特定机床控制器能够接受的特定格式的NC程序,这样的处理过程就是后置处理。
正是由于机床运动方式的不同,特别是五坐标摆角结构的不同,保证刀位文件通过后置处理生成NC程序与编程人员在CAD/CAM软件数控操作设计的符合性,便成为后置处理的关键内容。
二、现状目前,常用的后置处理方法主要有以下两种:利用CAD/CAM软件的通用后置处理模块,定义数控机床的运动方式,通过选取CAD/CAM 软件提供的机床标准控制系统,定义某一类型或某台数控机床的后置处理,如CATIA的PPBUILD模块,UG的UGPOST模块;利用C/C++等计算机语言,按数控机床的运动方式和控制系统的编程规范,归纳出计算空间点坐标的数学公式,通过编制专用的后置处理程序并生成可执行文件,定义数控机床的后置处理。
第①种方法,其特点是操作简单,对后置处理模块定义人员的数控专业技能要求不高,缺点是灵活性较低,满足对程序格式有特殊要求的能力低。
第②种方法,其特点是,能够满足机床对程序格式的各种特殊要求,针对性强,能够完全保证数控操作设计与NC程序的符合性,缺点是需编写后置处理的计算机程序,第一次开发工作量大,需软件开发人员和数控编程人员共同完成。
三、解决方案由于加工航空结构件使用的数控机床结构多,控制系统多,前置类型多。
开发通用后置平台是解决这种情况的最好办法。
通用后置平台需要满足以下几点要求:可以识别多种CAD/CAM软件产生的前置程序(如UG,CATIA)。
对于不同结构的机床和控制系统,能够输出该机床能够识别的NC代码。
对一些特殊机床,可以满足其对程序运算、程序格式、辅助信息的要求。
可扩展性,用户可以根据自己的需求,定义实现新机床的处理输出。
可升级性,可根据实际需求,不断扩展完善核心处理模块,现在国内后置处理程序(尤其是多轴机床)的开发还仅仅处于初始阶段,国内后置处理程序开发方面还很落后。
五轴数控加工3D刀具补偿及其后置处理方法
五轴数控加工3D刀具补偿及其后置处理方法
五轴数控加工是一种高精度、高效率的加工方式,广泛应用于航空航天、汽车制造、模具制造等领域。
在五轴数控加工中,刀具路径的生成是非常关键的一步,而刀具路径的生成又离不开刀具补偿和后置处理。
本文将介绍五轴数控加工3D刀具补偿及其后置处理方法。
1. 五轴数控加工中的刀具补偿
在五轴数控加工中,由于刀具的形状和轴向的转动,刀具的实际切削轨迹与数控程序中指定的切削轨迹存在一定的偏差。
为了获得精确的加工结果,需要对刀具进行补偿。
常见的刀具补偿方式有NURBS曲线、点刀具轨迹法和法向刀具轨迹法。
NURBS曲线是一种数学曲线,可以用来描述任意形状的刀具。
点刀具轨迹法是在数控程序中加入一组补偿点,通过插补算法生成实际刀具轨迹。
而法向刀具轨迹法是通过计算刀具法向量的变化来进行刀具补偿。
常见的后置处理方法有线段切削点投影方法和圆与球表面切削点投影方法。
线段切削点投影方法是将所有切削路径的线段与工件表面求交,求得切削点坐标。
圆与球表面切削点投影方法是将切削路径的线段与工件表面求交,然后利用球心坐标和球面半径来求得切削点坐标。
五轴数控加工中的刀具补偿和后置处理是确保加工精度的重要环节。
通过合理选择刀具补偿方法和后置处理方法,可以使数控机床更好地理解刀具轨迹,从而获得更高的加工精度和效率。
五坐标数控机床的后置处理方法探讨
五坐标数控机床的后置处理方法探讨摘要:本文介绍了后置处理系统的工作流程和APT文件含义,并以五坐标工作台双转动机床为例,分析了五坐标数控机床坐标变换原理,得出了如何将SurfCAM生成的APT文件中的前置刀位数据转换成机床刀具的运动数据,再将其转换为数控机床能直接识别的NC文件的实现方法。
关键词:后置处理刀位APT文件五坐标数控机床SurfCAMPost processing motheds research of five coordinate CN machineQian LidanLi LiHu JianpingAbstract:The text introduces the workflow of post processing system and the meaning of APT file,and example for five coordinate table double rotation machine.analyses the coordinate transformation s principle of five coordinate CN machine.finds out how change SurfCAM tool position datas of APT file into tool s moving datas,then changes it into identifiable NC file.Keywords:Post processing Tool positionAPT file Five coordinate CN machineSurfCAM【中图分类号】G712【文献标识码】C【文章编号】1009-9646(2009)03-0130-02 后置处理系统一般由数控机床的制造商或CAD/CAM系统开发商提供,包括若干个面向特定型号数控系统的后置处理程序。
五轴数控机床的后置处理算法与软件实现
五轴数控机床的后置处理算法与软件实现该文以一种主轴复合摆动的五轴数控机床为对象,在分析了坐标系统之后,给出了联动时刀位轨迹的后置处理算法。
文中采用面向对象编程技术得到了五轴后置处理系统。
一、引言床的各种运动都是执行特定数控指令的结果,完成一次加工过程需要连续执行一连串的数控指令,即数控程序。
在CAM,计算机辅助制造过程中,将CAD设计的模型,通过CAM软件模块计算产生刀位轨迹的整个过程称为前置处理。
在前置处理中,按照相对运动原理,将刀位轨迹计算统一在工件坐标系中进行,而不考虑具体机床结构及指令格式,从而简化系统软件。
即在CAM软件系统中进行刀位轨迹编程时,总假定工件是固定不动的,所以刀位文件(CLF)中给出的是在工件坐标系中刀具的位置数据,包括刀心点和刀轴矢量。
前置处理产生的是刀位文件(Cutter Location File),而不是数控程序。
因此,要获得数控机床加工程序,还需要将前置计算所得的刀位轨迹数据转换成具体机床的程序代码,该过程称为后置处理(Post-Processing)。
数控机床是加工复杂零件的现代化设备,多样化的结构是其发展的必然趋势。
由于五轴数控加工的复杂性,后置处理程序是必不可少的。
对于不同类型运动关系的数控机床,其后置处理又是不同的,因此有必要针对不同结构的机床建立其有效的后置处理程序。
本文作者以德马吉(DMG)DMU200P数控加工中心为对象,分析了它的机床结构和后置处理方法,并采用面向对象编程方法实现了其后置处理程序。
二、机床的坐标系统ISO的规定,数控机床采用右手直角坐标系,其中平行于主轴的坐标轴定义为z轴,绕x、y、z轴的旋转坐标分别为A、B、C。
上述各坐标轴的运动可由工作台,也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向来定义。
通常五轴联动是指x、y、z、A、B、C中任意5个坐标的线性插补运动。
图1 DMU200P机床运动坐标系如图1所示的是DMU200P机床的运动坐标系。
五轴机床旋转轴偏置的后置处理算法研究
(6)
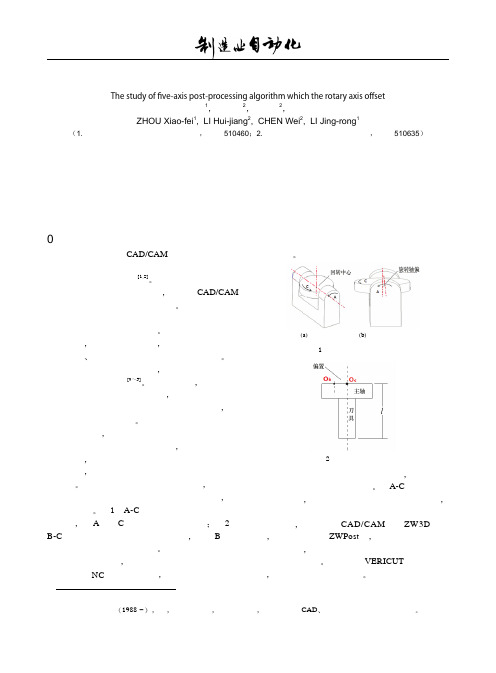
由上图可知 , 用传统的没有偏置补偿的后处 理算法得到的NC代码,在具有旋转轴偏置的数控 机床上加工时 , 会产生较多的过切和残留 , 而用 引入偏置补偿后的算法计算得到的NC代码进行加 工时 , 能得到正确的加工模型 。 由上述仿真结果 可知,文中所推导的后置处理算法是正确的。 2.2 加工实例验证 本实验所采用的数控设备是带 GSK218 数控 系统的A-C转台型五轴数控机床,实验加工零 件为 3.1 节中仿真实验所用的叶轮模型 , 毛坯为 ф 80 × 60 的圆柱 。 装夹毛坯后 , 经测量 , 机床 A 轴旋转中心到工件坐标系的偏置为(0,0,-59.793), 机床 C 轴旋转中心与工件坐标系重合 , 即偏置为 (0,0,0) , 在开发的后置处理器界面中设定该偏置 值,如图6所示。将刀轨文件用此配置的后置处理 得到NC加工代码,将此NC代码传入数控机床中, 加工得到的叶轮如图7所示。经测量,加工结果的 尺寸精度 、 表面的粗糙度均满足设计要求 。 由此 可知,本文公式推导模型是正确的。
j C 90 arctan i j C 270 arctan i C 270 arctan j i C 90 arctan j i
( (
i0 ) j0
i0 ) j0 i0 ( ) j0 ( i0 ) j0
(4)
(a) 偏置补偿前的切削效果
(b) 偏置补偿前的切削效果
(5)
图5 切削效果对比图
X ' (cx cx cos C c y sin C ) ' Y (c y cx sin C c y cos C ) cos A (a y a y cos A az sin A) ' Z (c y cx sin C c y cos C ) sin A (az a y sin A az cos A)
五轴数控铣削加工后置处理及其加工编程

0引言在五轴数控铣削加工过程中,CAM 系统产生的刀位数据是没有包括数控系统以及机床相关信息的,后置处理是一种特定的数控加工程序,它的应用能够对刀位数据进行转换,使其能够对五轴数控机床的具体运动加以精准控制。
在零部件的加工质量和加工效率方面,后置处理水平的高低具有直接的决定作用。
与此同时,后置处理水平也影响着五轴数控机床在运行过程中的可靠稳定性。
后置处理过程主要需要对机床的运动数据进行装换,校验非线性运动的误差性,校验刀具的进给速度,以及生成数控加工的程序。
1五轴数控机床概述五轴数控机床是指机床具有五个能够互相联动的运动轴,其中转动轴有两个,平动轴有三个。
如图1所示,XYZ 三个轴是平动轴,ABC 三个轴中绕XYZ 轴进行旋转的任两个轴就是旋转轴,通过右手螺旋法则进行旋转轴正方向和的确定。
五轴数控机床与其他数控加工技术相比,其适用范围非常广泛,而且在具有较高复杂性的曲面型零件的加工过程中,具有非常优异的表现,能够保证零件的加工质量和加工效率。
这是因为五轴数控机床中的回转控制轴有两个,在进行切削的时候,工件和刀具之间的相对位置能够实现最大程度的变化,从而使刀具切削过程中不发生干涉现象实现最理想的切削质量。
根据运动轴配置型式的不同,五轴数控机床分为摆头转台型、双转台型以及双摆头型三种[1]。
摆头转台型的五轴数控机床是基于三轴机床的现有功能,再加上具有更多功能的主轴头实现的,图7滑阀组件的位移曲线五轴数控铣削加工后置处理及其加工编程丘宏岳;唐晓鑫(华南理工大学广州学院机械工程学院,广州510800)摘要:在数控技术中,与三轴加工相比,五轴数控技术的应用在复杂曲面加工过程中具有很高的优势,高性能的五轴数控铣削加工关系到包括导弹、飞机等武器关键零部件的制造水平,因此当前众多国家都对五轴数控加工技术在进行不断地研究提高。
但是由于数控机床的运动复杂性和结构多样性,导致五轴数控加工过程中要实现预期的后置处理以及加工编程效果,会具有比较高的技术难度,对于数控机床的运行效率也产生了比较大的制约。
五轴加工中空间刀具半径补偿及后置处理的研究
收稿日期:2 0 1 3 - 0 9 - 2 6 基金项目:柳州市机械及机电一体化产业关键技术攻关项 目:多功 能五 轴联动机床后置处理软件开发 ( 2 0 1 1 C 0 3 0 1 0 7 )
作 者简介:唐 清香 ( 1 9 7 2一),男 , 四川绵竹人 ,副教授 ,硕士 ,主要从事数控 多轴加 工技 术的研 究工作 。
面 法 向 矢量 和 刀具 补 偿 方 向矢 量 的关 系 ,建 立 数 学模 型 ,计 算 补偿 矢量 。
目前 , 国 内 对 空 间刀 具 补 偿 的 研 究 还 较 少 , 例如在文献【 2 】 中主 要 分 析 了 空 间刀 具 补 偿 算 法 ,
,
Y( , 2 , L , L 吖 _ , L , ¥ ¥ XP 一 , YP _ , Z 个 r _
唐清春,刘 谦 ,马仲亮,张 健
T ANG Qi n g — c h u n, L I U Q J a n , MA Zh o n g . 1 i a n g, ZHANG J i an
( 广西科技大学 工程训练 中心,柳州 5 4 5 0 0 6 )
摘 要 :本文主 要对五轴 加工中 空间刀具 半径 补偿进 行研究 。通过对空 间刀具 半径补偿 的原 理进 行分 析 ,结合B V 1 O 0 五 轴加 工中心的后置处理算法 ,得到 空间刀具半径补偿 向量 的计算方 法 ,并基
【 2 4 】 第3 6 卷
也 由平 面 刀 补 转 向 空 间 刀 补 , 由于 刀 具 在 空 间摆
轴矢 量 不 变 的情 况下 ,将 零 件 轮 廓上 的 切 触 点 坐 标 按 照 切 触 表 面 的法 向矢 量 进 行 偏 置 , 对 偏 置 得
5轴数控机床坐标系统的一个特例及其后置处理方法_刘日良

5轴数控机床坐标系统的一个特例及其后置处理方法_刘日良5轴数控机床坐标系统的一个特例及其后置处理方法刘日良,张承瑞,宋现春,刘战强,艾兴(山东大学机械工程学院,山东济南250061)摘要:介绍了一个包含倾斜转动轴的5轴数控机床坐标系统及其在该转动轴与主轴成45°角情况下的运动特点。
通过对该系统中机床运动坐标系与工件坐标系关系的分析,给出了5轴联动时刀轨数据的后置处理方法,包括工作台转角的计算和主轴运动坐标计算。
关键词:CNC ;5轴联动;后处理中图分类号:TG 659;TP311 文献标识码:A 文章编号:1007-9483(2002)03-0061-02A Five -Axis CNC Machine Coordinate System and its Post Processing MethodL IU Ri -liang ,ZHAN G Cheng -rui ,SON G Xian -chun ,L IU Zhang -qiang ,AI Xing(Shandong University ,Shandong Ji ’nan ,250061,China )Abstract :The coordinate system of a 5-axis CNC machine ,which includes an oblique rotary axis ,as well as its characteristics provided the rotary axis is fixed at angle of 45°to the spindle ,is introduced in this paper.The corresponding post processing method of cutter location data including the rotary angle of the table and the motion coordinates of the spindle is presented after an 2alyzing relations between the workpiece coordinate system and the 5-axis machine coordinate system.K ey w ords :CNC ;5-axis Linkage ;Post Processing根据ISO 的规定,数控机床采用右手直角坐标系(如图1所示),其中平行于主轴的坐标轴定义为z 轴,绕x ,y ,z 轴的旋转坐标分别为A ,B ,C 。
五轴数控加工3D刀具补偿及其后置处理方法

五轴数控加工3D刀具补偿及其后置处理方法五轴数控加工是一种先进的数控加工技术,能够实现对复杂曲面的加工。
在五轴数控加工中,刀具补偿是一项非常重要的技术,它可以确保加工精度和表面质量。
本文将介绍五轴数控加工中的刀具补偿原理以及其后置处理方法。
在五轴数控加工中,由于刀具在加工过程中的摆动和转动,刀具的位置和姿态会发生变化,导致加工出现误差。
为了解决这个问题,可以通过对刀具路径进行补偿来达到加工精度要求。
刀具补偿的原理是通过改变加工刀具的刀尖轨迹或者修正刀具的坐标系,将加工轴的误差转化为刀具轴向位置误差,从而实现加工精度的提高。
常见的刀具补偿方法有半径补偿和长度补偿。
在进行五轴数控加工时,需要先进行刀具补偿的后置处理。
后置处理的主要内容包括刀具半径补偿值计算、长度补偿值计算、修正后的刀具轨迹生成和加工路径优化。
刀具补偿的后置处理是通过使用专门的计算机软件来完成的。
在计算刀具补偿值时,需要根据加工轴的误差和刀具参数进行计算,并将计算结果输入到数控机床中。
修正后的刀具轨迹生成是根据加工轴误差和刀具参数生成修正后的刀具轨迹,并将其保存到刀具路径文件中。
加工路径优化是通过优化刀具轨迹来提高加工精度和效率。
在进行五轴数控加工时,需要注意刀具补偿的准确性和稳定性。
刀具补偿的准确性可以通过调整刀具参数和加工轴参数来提高。
刀具补偿的稳定性可以通过对加工过程中的刀具姿态和位置进行实时监控和修正来实现。
五轴数控加工中的刀具补偿是一项重要的技术,它可以提高加工精度和表面质量。
通过刀具补偿的后置处理,可以实现加工过程中的误差补偿和加工路径优化,从而提高加工效率。
在实际应用中,需要注意刀具补偿的准确性和稳定性,以保证加工质量和生产效率的要求。
五坐标数控机床后置处理算法的研究

( a) 倾斜转台坐标系
2 理
带倾斜转台五坐标数控机床后置处
下面以 DMG 公司的 DMU70V 加工中心为例研 究该类机床的后置处理算法。该机床的五轴由 X 、
*
教育部留学回国人员基金资助项目 ( 项目编号 : 20041 527) 山东省自然科学基金资助项目 ( 项目编号 : Y2003F02)
数控机床, 三个平移量为刀具计算中心相对于工件 的运动, 在此, 三个平移量为摆轴旋转中心 C O 点相 对于工件的运动。假设工件坐标系加工开始前 ( B = 0 b, C = 0b) 和机床坐标系 OX YZ 重合 , 工件上任意 点的 刀心 位置在 机床 坐标 系中 的坐 标为 ( x o , y o , z o ) , 摆动中心 C O 距离刀心 T 的距离为 L , 现在确定 机床的三个平移运动坐标 X 、 Y、 Z。 ( 1) 工作台旋转一角度 C , 刀心点坐标改变 , 变 换矩阵为
( b) 工作台旋转示意图
图1
DMU70V 机床坐标系
2006 年第 40 卷 l 4
45
ax < 0 ay < 0 ax > 0 ay < 0
假设工 件 坐 标 系 O w xyz 原 点在 机 床 坐 标 系 OXYZ 中的坐标为( x 0 , y 0 , z 0) , OOc= H , 工件上任意 点的刀 心位 置在工 件坐标 系中的 坐标为 ( x w , y w , z w ) , 刀轴矢量 ( 单位矢量 ) 为 n = ax i + ayj + az k ( az \0) , 现在确定机床运动坐标 X 、 Y、 Z、 B、 C 的值。 211 确定转动坐标值 可认为刀轴矢量为自由矢量, 把刀轴矢量的起 点移到机床坐 标系的原 点, 并平移 B 轴 使之过 O 点, 因为主轴方向与 Z 轴平行, 所以目标就是设法 将刀轴矢量旋转到与 Z 方向一致。由于 0b [ B [ 180b, 那么刀轴矢量旋转到 Z 方向需要以下两个旋 转: ( 1) 刀轴矢量 ON 绕 Z 轴顺时针旋转角度 C 至 ON 1 ; ( 2) 绕 B 轴顺时针旋转角度 B 至 ON 0 。刀具绕 B 轴旋转的运动轨迹是半圆弧, 而刀轴矢量绕 Z 轴 旋转的运动轨迹是水平圆弧, 两个空间曲线必交于 点 N 1 ( 如图 2 所示 ) 。
五轴联动数控加工后置处理研究
1.1
数控加工技术概述
数控加工技术主要涉及数控编程技术、后置处理技术和数控装备技术。其中,
数控编程技术是数控加工技术的软件基础,数控装备则是实现数控加工的硬件基础, 后置处理技术则是连接数控编程技术和数控装备的桥梁。数控编程的任务是根据工 件的几何造型, 运用 CAM 软件生成合理的刀具路径, 然后通过后置处理生成高效率、 高精度的加工程序。数控机床的任务则是在数控系统的控制下,有效地处理并执行 通过后置处理生成的数控加工程序。因此,数控编程技术和后置处理技术是实现高 水平数控加工技术的关键。 1.1.1 数控编程技术的关键技术
上海交通大学 硕士学位论文 五轴联动数控加工后置处理研究 姓名:武跃 申请学位级别:硕士 专业:机械制造及其自动化 指导教师:王宇晗 20090209
上海交通大学硕士学位论文
摘要
五轴联动数控加工后置处理研究 摘 要
五轴联动加工技术是复杂难加工零件高效精密制造必不可少的方法,也是发达 国家争先发展的先进制造技术。本文跟踪国内外最新的研究成果和研究热点,开展 了复杂曲面五轴联动数控加工技术的研究。针对应用于航空、航天、舰船等领域的 整体薄壁零件的五轴联动数控加工工艺中存在的零件结构复杂、极易发生干涉、薄 壁低刚性、材料去除率高等难题,以及五轴联动数控加工中基于具体机床结构及工 作空间的旋转角优化及选择等具体问题进行了较为深入的研究,并解决了以下几个 关键技术: 1. 针对大型薄壁零件,如七叶螺旋桨、航空叶轮的五轴联动数控加工工艺规划。包 括针对五轴联动数控机床的结构特点及工作空间,合理选择切削参数,刀具轨迹 生成方法,以达到高效、高精密、高可靠性的五轴联动数控加工。 2. 针对五轴联动数控机床自身的结构特点, 进行五轴联动数控加工后置处理技术的 研究。通过对五轴联动数控机床加工运动链的分析和数学建模,研究并开发五轴 联动数控机床专用后置处理系统。 3. 分析五轴联动数控加工中旋转角的可行性路径,运用最短路算法,建立五轴联动 数控加工中旋转角的优化选择算法,并把该算法嵌入后置处理系统中,通过七叶 螺旋桨和航空叶轮的五轴加工试验验证了该优化选择算法能够有效地优化数控 加工程序、减少非线性误差和提高五轴加工质量及加工精度。
五轴数控加工3D刀具补偿及其后置处理方法

五轴数控加工3D刀具补偿及其后置处理方法五轴数控加工是现代制造业中常用的加工方法之一,它可以在不同角度和方向上同时进行加工,实现复杂形状的零件加工。
在五轴数控加工中,刀具轨迹的准确性对于零件的加工质量至关重要。
在实际加工过程中,由于机床动力学误差、刀具磨损等因素的影响,刀具轨迹可能会与设计要求不符。
需要进行刀具补偿,以保证加工精度。
五轴数控加工的刀具补偿方法有多种,常用的有轨迹补偿和刀具半径补偿。
轨迹补偿是根据实际加工轨迹与设计轨迹之间的误差,对加工程序进行修正,使得真实轨迹与设计轨迹保持一致。
轨迹补偿方法主要包括基于误差的补偿和基于矢量的补偿两种。
基于误差的补偿方法是根据测量得到的误差,确定补偿量,从而修正加工程序。
基于矢量的补偿方法是将实际加工轨迹与设计轨迹进行矢量比较,通过调整刀具位置和方向,实现补偿。
刀具半径补偿是根据刀具的实际半径与设计半径之间的差异,对加工程序进行修正,以确保加工尺寸的准确性。
刀具半径补偿通常分为左补偿和右补偿两种,分别用于修正内轮廓和外轮廓。
具体的补偿量是通过测量得到的刀具半径差异进行计算得到的。
除了刀具补偿外,五轴数控加工还需要进行后置处理,以进一步提高加工精度。
常见的后置处理方法包括剪切、平滑和最优化三种。
剪切是将刀具轨迹分割为多个小段,以减小加工误差。
平滑是对刀具轨迹进行光顺处理,使得加工表面更加均匀。
最优化是在保证加工精度的前提下,尽量减小加工时间和切削力。
五轴数控加工的刀具补偿及其后置处理方法在提高加工精度、减小加工误差、降低切削力方面具有重要意义,对于实现复杂形状零件的高精度加工具有重要的作用。
随着科技的不断进步和发展,五轴数控加工的刀具补偿及其后置处理方法还将继续得到改进和完善,为制造业的发展提供更好的支持。
DMU125P五轴机床后置处理定制方法

第5期(总第222期)2020年10月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.5Oct.文章编号:1672 6413(2020)05 0193 03DMU125P五轴机床后置处理定制方法王子汉,刘 鹏,韩利萍,王永伟(山西航天清华装备有限责任公司,山西 长治 046012)摘要:针对结构为一转台一摆头45°斜交式、系统为海德汉iTNC530的DMU125P五轴机床,介绍了一种应用NX后处理开发工具进行五轴后置处理开发的通用方法。
运用开发完成的五轴后处理生成某零件的数控程序,并用此程序加工出了合格零件,验证了该方法的有效性。
关键词:DMU125P五轴机床;NX后处理;后处理构造器中图分类号:TG659 文献标识码:B收稿日期:2020 06 15;修订日期:2020 08 20作者简介:王子汉(1977),男,湖北云梦人,高级工程师,硕士,研究方向为机械零件精密加工技术。
0 引言五轴联动加工是机械加工领域里的一项高水平技术,它控制机床上的五个轴进行联动加工,可以加工出一些精度高、形状复杂的机械零件,是现代机械加工工业不可或缺的重大技术。
五轴联动加工需要精准地控制刀具沿3个正交坐标轴做直线运动及旋转运动,坐标转换和转角计算的计算量和复杂程度极大,因此需要应用CAD/CAM软件将CAM系统生成的刀轨文件转化为机床的加工代码,而后置处理程序是刀轨文件转化为NC代码的工具。
本文介绍了应用NX后处理开发工具(UGPostBuilder)定制DMU125P机床的后置处理文件,以此来阐明海德汉系统五轴后置处理程序的定制过程。
1 犇犕犝125犘机床的主要参数德玛吉DMU125P机床采用三轴直线运动加一转台一摆头斜交结构形式,转台绕犣轴旋转构成犆轴,摆头旋转构成犅轴,犅轴在机床坐标系中与犢轴夹角为45°,五轴加工中心如图1所示。
DMU125P机床的数控系统为海德汉iTNC530,其犡轴工作行程为1250mm、犢轴工作行程为1250mm、犣轴工作行程为1000mm、犅轴工作行程为-15°~180°、犆轴工作行程为0°~360°,工作台直径为1250mm,主轴最高转速为10000r/min,额定功率为77kW。
五轴加工中心虚拟机床及后置处理应用研究
科技风 2020年 3月
五轴加工中心虚拟机床及后置处理应用研究
李 岩
辽宁建筑职业学院 辽宁辽阳 111000
摘 要:在我国经济飞速的发展下,机械制造慢慢的变成了我国比较重要的产业,机械制造行业的发展也随着数字信号的发展 飞速更新。通过使用数控机床对现在的高精度部件进行精密加工,成为了当今机械制造业的发展趋势。机械加工过程中会出现一些 意外危险,对操作人员的安全带来一定的隐患。所以对机械加工过程中需要进行有效的模拟,这样才能够避免危险的发生。
机床之后,需要定义其运动模型,确立装配零部件之间的关系, 以及各轴的名称、行程等数据信息。
三、后置处理的开发 首先需要通过 CNC控制器内部程序进行机床驱动器的建 立,CNC控制器具有可编程界面的功能,能够根据现场实际机 床模型进行合 理 的 设 定,同 时 还 能 够 显 示 其 运 动 显 示 进 行 设 定。在机床进行仿真工作的时候,可以将机床的运动反馈交由 MTD来实现。在功能方面来讲,MTD和机床仿真器相差不大, 而且 CNC控制器也和控制机床类似。对于机床库中的那些机 床模型来讲,每个机床都有自己对应的 MTD驱动器,如果要创 建新的模拟机床,只需要对 MTD进行修改就能够满足新模拟 机床的要求。 四、仿真机床设计的运行测试 五轴加工中心在创建虚拟机模型和运用模型之后,还需要 安装合适的 CNC控制器对每一个运用进行控制。在虚拟仿真 软件中 MTD功能就能够对 CNC控制器进行模拟程序的编写。 MTD主要通过 TCL语言进行程序的编写,而且还可以通过高 级编程语言进行其开发工作,MTD可以对特定循环、宏和其他 与 CNC控制器存在关联的事件但加工环境无法有效支持的 功能。 机床设计工作 完 成 之 后,需 要 测 试 虚 拟 机 床 的 仿 真 加 工, 首先选的铣刀盘零件,进行其仿真加工测试,该零件具有五轴 定向加工面、五轴联动加工面、等。使用这个零件进行测试,能 够全面的测试机床的各项功能(坐标轴行程超程、机床几何体 碰撞、五轴联动转换角度干涉、五轴定向加工退刀)以及实际加 工中遇到的危险,这样既能保障生产加工的安全系数也能够提 高生产的速度。 五、结语 通过使用虚拟机床的加工,能够直观形象的看到完成的模 拟加工过程,还可以对数控程序进行检验,更加快捷的分析出 工件的可加工性和工序的合理性,大大的缩短了产品的研发生 产的时间,减低了生产的成本并且提高了生产的质量,目前越 来越多的制造业需要复杂曲面的加工,零件表面的复杂程度也 越来越高,从而在多轴数控加工技术上针对如何提高加工质量 以及效率方面的研究对于制造业的发展有重要意义。 参考文献: [1]王文凯,黄杰,彭换新,等.基于 UG8.5五轴联动机床 构建后 置 处 理 模 块 的 研 究 [J].机 床 与 液 压,2016,44(14): 1113. [2]张立强,王宇晗.虚拟五轴侧铣加工过程建模与仿真分 析[J].工程设计学报,2011(4). [3]梁铖,刘建群.五轴联动数控技术现状与发展趋势.机 械制造[J].2010,48(545):57. 作者简介:李 岩 (1988),男,汉 族,辽 宁 锦 州 人,本 科,教 师,主要从事数控机床应用方向研究。
具有RPCP功能五轴双转台机床后置处理方法

具有RPCP功能五轴双转台机床后置处理方法于珊珊;徐汝锋;郭前建【摘要】针对不具备RPCP功能的五轴双转台机床每次安装工件时需使工件原点与机床原点重合的问题,提出了一种具有RPCP功能五轴双转台机床后置处理方法.首先根据五轴双转台机床的结构特征,分析该机床各坐标轴之间的运动关系,以工件原点在机床坐标系中的偏置量作为变量,建立前置刀位数据与机床坐标轴数据之间的运动变换方程;然后推导出该五轴机床各坐标轴的计算公式.在此基础上,基于VC++平台开发出具有RPCP功能的五轴双转台机床后置处理程序.以模具曲面加工为例,在VERICUT软件中进行了加工仿真验证,结果表明了该方法的正确性和有效性.【期刊名称】《制造技术与机床》【年(卷),期】2016(000)009【总页数】4页(P91-94)【关键词】五轴双转台机床;后置处理;RPCP;五轴加工【作者】于珊珊;徐汝锋;郭前建【作者单位】山东理工大学机械工程学院,山东淄博255000;山东理工大学机械工程学院,山东淄博255000;山东理工大学机械工程学院,山东淄博255000【正文语种】中文【中图分类】FG659在五轴数控加工中,一个或多个转动坐标的运动会引起刀具中心的位移,绕刀具中心旋转(rotation tool centre point,RTCP)功能可以使系统自动对转动轴的运动进行实时线性补偿,以确保刀具中心点在插补过程中始终处在编程轨迹上。
现有五轴数控系统按其功能特点可分为不带RTCP功能型和带RTCP功能型[1]。
早期的五轴数控系统一般不具有RTCP功能,五轴联动加工时需要根据具体机床的结构将前置处理的刀位数据转换为机床各运动轴的坐标值,还要考虑刀具长度的补偿、工作台的轴线及偏差等问题,而目前五轴数控系统都具备此项功能[2-3]。
国内学者也在RTCP功能方面开展了相关研究,孙维堂等[4]系统深入研究五轴数控系统的RTCP功能,阐述了具体实现算法并进行试验验证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5轴数控机床坐标系统的一个特例及其后置处理方法刘日良,张承瑞,宋现春,刘战强,艾 兴(山东大学机械工程学院,山东济南 250061)摘要:介绍了一个包含倾斜转动轴的5轴数控机床坐标系统及其在该转动轴与主轴成45°角情况下的运动特点。
通过对该系统中机床运动坐标系与工件坐标系关系的分析,给出了5轴联动时刀轨数据的后置处理方法,包括工作台转角的计算和主轴运动坐标计算。
关键词:CNC ;5轴联动;后处理中图分类号:TG 659;TP311 文献标识码:A 文章编号:1007-9483(2002)03-0061-02A Five -Axis CNC Machine Coordinate System and its Post Processing MethodL IU Ri -liang ,ZHAN G Cheng -rui ,SON G Xian -chun ,L IU Zhang -qiang ,AI Xing(Shandong University ,Shandong Ji ’nan ,250061,China )Abstract :The coordinate system of a 5-axis CNC machine ,which includes an oblique rotary axis ,as well as its characteristics provided the rotary axis is fixed at angle of 45°to the spindle ,is introduced in this paper.The corresponding post processing method of cutter location data including the rotary angle of the table and the motion coordinates of the spindle is presented after an 2alyzing relations between the workpiece coordinate system and the 5-axis machine coordinate system.K ey w ords :CNC ;5-axis Linkage ;Post Processing 根据ISO 的规定,数控机床采用右手直角坐标系(如图1所示),其中平行于主轴的坐标轴定义为z 轴,绕x ,y ,z 轴的旋转坐标分别为A ,B ,C 。
通常所谓的5轴联动是指图1中x ,y ,z ,A ,B ,C 中任意5个坐标的线性插补运动[1]。
上述各坐标轴的运动可由工作台也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向定义。
为了避图1一般数控机床的坐标系免复杂的坐标转换,在机床的设计中一般使实际运动轴与图1中各轴平行,但随着CNC 技术的发展以及机床设计的实际需要,运动轴的方式呈现出多样化趋势[2,3]。
笔者将介绍的机床坐标系就是出于设计的需要在图1所示坐标系基础上稍作改动后得到的,其效果已经德国DM G 公司的DM70V 数控加工中心证明,同时笔者还将给出其5轴联动加工时的后置处理方法。
1 机床的运动坐标在图2(a )所示机床坐标系中,包括图1中的3个移动坐标轴x ,y ,z 和一个转动轴C (工作台绕z 轴旋转),另外工作台可以绕倾斜于z 轴的轴线(下文中称之为Φ轴,转角也用Φ表示)转动,交点O ′到工作台上表面的距离H 为机床的一个重要参数。
注意图中的C 和Φ的方向都为刀具相对于工件运动的方向,故与工作台(工件)的实际运动方向相反。
为了简化问题,假设Φ轴在y O z 平面内,并且与z轴的夹角β=45°。
这样,当Φ=180°时,工作台面刚好处于铅垂位置且平行于xOz 平面(如图2(b )所示),按照一般的设计需要,工作台绕z 轴的转动可为任意角度,绕Φ轴的转动在0°~180°范围内。
图2 转动轴倾斜的机床运动坐标系2 刀具轨迹数据的后置处理后置处理的主要功能是将刀具在工件坐标系中运动时的轨迹数据转化为机床坐标系中的值[1]。
假设工件坐标系O w x w y w z w 在加工开始前(C =0,Φ=0)与机床坐标系Oxyz 平行,对应于工件上任意点的刀心位置在工件坐标系中的坐标为(x w ,y w ,z w ),刀轴矢量(工件坐标系中的单位矢量)为n 。
下面介绍加工该点时机床的运动坐标x ,y ,z ,C ,Φ的计算方法。
211 转角的计算由于x ,y ,z 向的运动不影响刀轴矢量,为了便于分析,将刀轴矢量平移至机床坐标系的O 点,并平移Φ轴使收稿日期:2002-03-16基金项目:国家自然科学基金资助项目(59975055)作者简介:刘日良(1968-),男,山东安丘人,山东大学讲师,在读博士研究生,主要研究领域为CAD/CAM/CNC 。
16・先进制造技术・ 刘日良 张承瑞 宋现春等 5轴数控机床坐标系统的一个特例及其后置处理方法之过O 点,如图3所示。
设工件坐标系中的单位矢量n 0=ON 0=k ,那么当工作台绕Φ轴旋转角度φ(0°≤φ=-Φ≤180°)时,n 0端点的运动轨迹为半圆弧;当工作台再绕z 轴逆时针回转(-C )时,则形成一个水平的圆弧。
所以对于任意给定的刀轴矢量n =a x i +a y j +a z k (其中a z ≥0),只要先使其端点N 绕z 轴顺时针方向旋转角度C 至图中的M 点,然后再绕Φ轴转动角度Φ至N 0点,便能保证刀轴矢量与z 轴重合。
图3 转动角度的计算根据图3中所示的几何关系,显然有OM =O G +GM =12(-j +k )+22[22cos φ(j +k )+sin φi ](1)OM =O E +EM =a z k +a 2x +a 2y (cos C ′i +sin C ′j )(2)由式(1)、式(2)可得cos φ=2a z -1(3)sin C ′=1-a z a 2x +a 2y(4)同时根据图3还可以得到cos C ″=a x a 2x +a 2y(5)所以,机床的运动坐标为Φ=arccos (2a z -1)(6)C =arcsin (1-a z a 2x +a 2y)+arccos (a x a 2x +a 2y ) (a y ≥0)arcsin (1-a z a 2x +a 2y)-arccos (a x a 2x +a 2y) (a y <0)(7)212 直角坐标计算假设在加工前,图4所示工件坐标系O w x w y w z w 的原点O w 在机床坐标系Oxyz 中的坐标为(x 0,y 0,z 0),经过Φ轴和C 轴的旋转后,O w x w y w z w 随同工作台运动至O ′w x ′w y ′w z ′w 。
那么对应于任意加工点的刀心位置Pw (x w ,y w ,z w )也应随着工件坐标系运动到P ′w 。
所以P ′w在Oxyz 中的位置即机床在加工该点时的运动坐标。
他可以通过以下方法求得:(1)将O w 平移至O ′;(2)P w 绕C 轴旋转;(3)绕Φ轴旋转;(4)将坐标系从O ′平移至O 。
假设上述步骤对应的坐标变换矩阵分别为M 1,M 2,M 3,M 4,那么图4 直角运动坐标的计算机床的运动坐标x ,y ,z 可通过式(8)求得[x y z 1]T=M 4M 3M 2M 1[x w y w z w 1]T(8)其中M 1=10x 0010y 0001z 0-H0001,M 2=cos C-sin C00sin C cos C 0000100000,M 3=100cos 45°-sin 45°00sin 45°cos 45°00001・cos Φ-sin Φ00sin Φ-cos Φ0000100110000cos 45°sin 45°00-sin 45°cos 45°00001,M 4=10000100001H01。
3 结束语5轴数控机床是加工复杂零件的现代化设备,多样化是其发展的必然。
由于5轴数控加工的复杂性,后置处理程序是必不可少的。
对于不同类型运动关系的数控机床,其后置处理又是不同的。
因此研究新的机床运动形式和相应的后置处理方法对数控机床的发展具有重要的作用。
笔者介绍的5轴数控机床坐标系统没有遵循坐标轴正交的传统,虽然后置处理较为复杂,但却为数控机床的设计带来了更大的灵活性,具有一定的参考价值。
参考文献:[1] 刘雄伟,张定华,王增强,等1数控加工理论与编程技术[M ]1北京:机械工业出版社,20001[2] Byoung K Choi.Sculptured Surface Machining -Theory and Ap 2plications[M ].Dordrecht :K luwer Academic Publishers ,19981[3] 宋 明,张雪王勺,倪立明,等1五坐标数控机床后处理程序编制[J ]1机械工艺师,2001(3):12-131262002年5月 机械设计与制造工程 第31卷 第3期。