端子截面分析报告模板
端子断线不良8D报告

Completion Date:
Superintendent:
D7. PREVENT RECURRENCE (系統預防對策):
将不良图片做成<<质量通知单>>,并订于<制造规格>后,对作业员进 行岗前倡导,供后续每批生产作业员了解客户反映状况,制程生产作 重点确认.
2019-12-07
程刚祥
客户:群光 品名: 095-0xxxxx-B04
缺陷:端子脱落
供应商: 制 作; 日 期: 2019-12-07
报告大纲
成立团队 现象描述 原因分析 改善对策
D1: ESTABLISH TEAMS (組成小組)
专案小組
部门
Convenor(召集人)
制造课
Team
Members (小組成員)
品保课 业务
工程部
成員
田务。
梁小利
机台量产出现异常时分析改善处理,人员作业安排/培训/督 导。
程刚祥 宋汉婷
杨华 郭金香 刘智海
郑金春
对品质日常工作策划/安排/落实进行监督分析确认,标准推动 品质执行,及品质人员督导与培训.
客端反饋資料匯整,客戶抱怨事項處理,内部品质推动,品 质检讨会召开,标准培训及异常分析评估/确认执行稽核.
3、HOUSING这端也按照USB头一样摇到根部,重点检查是否异常。
2019-12-07
程刚祥
佐
证
资
料
before
改善后
after
Validation and system prevention (效果验证及系统预防)
D6.IMPLEMENT CORRECTIVE ACTIONS: (執行改善對策並驗證有效性) 按改善对策执行,并对这款产品进行连续三批追踪确认.
端子分析报告

端子分析报告1. 引言本文档旨在对端子进行分析,并提供详细的端子分析报告。
端子是电子设备上用于连接外部设备和电路板的接口,广泛应用于各种电子产品中。
通过深入分析端子的结构、功能和特性,可以更好地了解其在电子产品中的作用和应用场景。
2. 端子概述2.1 结构一个端子通常由插头和插座组成。
插头是连接外部设备的部分,而插座则是连接电路板的部分。
插头可以是圆形、矩形或其他形状,具体形状取决于不同的应用场景。
插座通常是在电路板上焊接的金属接点。
2.2 功能端子的主要功能是连接外部设备和电路板,使得外部设备可以与电路板进行通信和交流。
它提供了一个物理接口,通过该接口可以传递电流、信号和数据。
端子还可以具有防护和固定外部设备的作用,保证连接的可靠性和稳定性。
2.3 特性端子具有以下特性:•导电性:端子通常由金属材料制成,具有良好的导电性,能够确保电流传输的稳定性和可靠性。
•耐热性:端子通常需要承受一定的温度,因此具有一定的耐热性能,以防止高温对端子造成损坏。
•防腐性:为了提高端子的使用寿命,端子通常需要具备防腐性,以防止腐蚀等因素对端子造成损害。
•可靠性:端子的连接应该具备良好的可靠性,以确保外部设备与电路板之间的稳定传输和通信。
3. 端子的应用场景端子被广泛应用于各种电子产品中,包括但不限于:3.1 电子设备在电子设备中,端子通常用于连接电源、信号源、传感器和其他外围设备。
通过端子,这些外部设备与电路板之间可以进行电流传输和信号交换,实现设备之间的互联与通信。
3.2 通信设备在通信设备中,端子通常用于连接天线、电缆和其他通信设备。
通过端子,这些设备可以与通信芯片或电路板之间进行信号传输和通信,实现设备之间的连接与数据传输。
3.3 汽车电子在汽车电子领域,端子被广泛应用于汽车电路系统中的各个部分。
它们用于连接汽车电池、发动机、车身电路和其他外设设备,以实现电源供应、信号传输和控制功能。
4. 端子的选型和设计原则在选择和设计端子时,需要考虑以下原则:•适用性:选择端子时,需要根据具体应用场景和需求来确定端子的规格。
汽车线束端子截面分析

图8
截面分析
• 工具的不对中会导致压接外形的变化常见的变化包括没有显示底刀损 伤的值得注意的披锋以及压接轮廓产生不规则曲线
工具不对中造 成的不规则轮 廓 不规则曲线
虽然有底刀平台 但是该披锋仍值 得注意. 垂直边 表明底刀在剖面 切取处没有损伤
图9
截面分析
• 受损的底刀会导致过大的披锋识别底刀受损的一个方法是压接轮廓的 底角缺少清晰的平台
图10
在底刀平台 处出现了披 锋. 圆形过 度说明底刀 受损.
截面分析
• 底刀的受损也会导致压接的底角产生裂纹
图11
在端子底角 处闭合的裂 缝
截面分析
• 压刀和底刀的碰撞会使两者受损
由压刀和底刀碰撞而产 生的压接轮廓中的凹痕
图12
因与压刀碰撞而导 致底刀受损所产生 的披锋
截面分析
普通剖面特性的说明 •图13是一个正确压接的剖面图示例导线变形端子翼片对称且底刀平台 可见
此处材料比其他部 分厚锯
端子壁和已变形 的线芯之间存在 间隙
图5
制做截面图的步骤
• 截面必须被正确地打磨及蚀刻图6和图7提供了不正确地打磨和蚀刻的 样例
图6
图7
截面分析
剖面图对压接工具的说明 • 送料或送料长度的变动会导致披锋注意: 虽然端子翼片对称是理想状 态但此类情况仍可接受因端子离开导料板后容易扭转不对称的情况通 常在直进料端子中产生
完全变形 的线芯
图15
Thank you.
演讲结速谢谢观赏
制做截面图的步骤
在制作任何截面图之前必须确定端子压接符合应用规范114系列中的要 求当应用规范不存在时则以随应用工具所提供的资料为准此类要求包括:
端子截面分析报告

端子截面分析报告1. 引言端子截面分析是电子设备设计和制造过程中非常重要的一部分。
它用于评估电子设备中端子的电气特性和连接性能,以确保设备的正常运行。
本报告将对端子截面分析进行详细介绍,包括分析方法、所需工具和关键参数等。
2. 端子截面分析方法端子截面分析的目的是评估端子的电气特性,如接触电阻、接触力和电流承载能力等。
常用的端子截面分析方法包括以下几种:2.1 接触电阻测试接触电阻测试是评估端子连接性能的一种常用方法。
通过测量端子接触电阻的大小,可以判断端子是否正常工作。
常用的测试方法包括四线法和两线法。
四线法可以消除测试引线的电阻对测量结果的影响,提高测量的准确性。
2.2 接触力测试接触力是端子连接稳定性的重要指标。
合适的接触力可以保证端子连接良好,防止信号干扰和电流不良传输。
接触力测试可以通过压力传感器或者力传感器进行,测试结果通常以N(牛顿)为单位。
2.3 电流承载能力测试电流承载能力是端子截面分析中的关键参数之一。
它表示端子能够承受的最大电流大小。
电流承载能力测试需要考虑端子材料、形状和连接方式等因素,以确保端子能够满足设计需求。
3. 端子截面分析工具进行端子截面分析需要使用一些专业的工具,以便准确地测量和评估端子的电气特性。
常见的端子截面分析工具包括:3.1 测试仪器测试仪器是进行端子截面分析的重要工具之一。
常用的测试仪器包括接触电阻测试仪、压力传感器和电流承载能力测试仪等。
这些仪器可以帮助工程师进行准确的测量和分析。
3.2 显微镜显微镜可以用于观察和分析端子的形状和连接状态。
通过显微镜的放大功能,可以更加清晰地观察端子的细节,从而评估其连接质量和接触面积。
3.3 数据分析软件数据分析软件可以用于处理和分析端子截面分析的测试结果。
通过对测试数据的统计和分析,可以得出端子的电气特性和性能评估报告。
4. 端子截面分析关键参数端子截面分析的关键参数包括接触电阻、接触力和电流承载能力等。
这些参数对于评估端子的连接性能和稳定性非常重要。
端子切片分析报告

端子料号模具编号线材截面积(mm 2)线材导体根数(若为编织,此项填NA)导体压接高度CCH0.76上公差0.05下公差0.05导体压接宽度CCW1.45上公差0.05下公差0.05A. 检查项1 压接高度 Crimp height(CH)2 压接宽度 Crimp width(CW)3 芯线导体根数 Count of the conductor(N)4 所有导体均有压缩 Compaction of all strands5 毛刺高度不能超过端子压接底部 Flash height does not exceed the l owest position of the crimp6 端子两个夹片不能开口,反折 No open wings or folder back7 端子不能有损伤或裂纹 Terminal stock free of cracks / breaks8 端子两个夹片不能接触端子壁或端子底部 Wings touch only conductor理想状态的切片效果9 好的对称性,夹片卷曲筒未偏向任一边 Symmetric,One or both wing do not skew.10 任一边夹片卷曲筒里没有捕获芯线 One or both wing(grip) details do not capture strandsB. 端子切片图片C. 判定序号判定项实测值判定结果1压接高度(CH)0.793OK 2压接宽度(CW) 1.446OK 导体股数NG 3芯线导体根数(N)12OK≤25OK 4压缩率(Dc)70%26~40OK 5毛刺高度是否超过端子压接底部No OK 41~60OK 6端子夹片是否开口,反折No OK 61~120OK 7端子是否有损伤,裂纹No OK≥121OK8端子夹片是否接触端子壁或底部No OK9是否有好的对称性YesOK10两端子夹片卷曲筒里是否均有捕获芯线YesOK参考:附件及IPC-WHMA-A-620B.审核:LIZYANG日期:2015-6-4Dc=A crimp /A conductor 所有导体均有压缩,此为参考项3455%端子不能有损或裂纹端子任一个夹片均不能接触端子壁或底部端子夹片不能开口,反折备注:1.若为屏蔽线上的编织层压接端子,通过端子与芯线间的保持力管控,只要端子与芯线间的保持力达到要求即可。
端子截面分析报告

端子截面分析报告1. 简介本报告旨在对端子截面进行详细分析,探讨其设计、结构和材料等方面的特点,为相关领域的研究和应用提供参考。
2. 背景端子截面是电子设备中常见的连接接口部件,用于将电流传输到电路板或其他设备的引脚。
端子截面通常采用插针-插座的结构,以便于连接和断开。
端子截面的设计和质量直接影响着设备的可靠性和性能。
3. 端子截面设计端子截面的设计需要考虑以下几个方面:3.1 插针和插座的形状和尺寸插针和插座的形状和尺寸应该能够相互匹配,确保良好的连接和导电性能。
通常,插针采用圆柱形状,而插座则是对应的圆孔。
此外,插针和插座的尺寸需要符合相关的标准,如国际电工委员会(IEC)发布的标准。
3.2 材料选择端子截面的材料应具备良好的导电性、耐腐蚀性以及机械强度。
常见的材料包括铜、铝和钢等。
铜是最常用的材料,因为它具有优良的导电性和良好的可塑性,便于加工成各种形状。
3.3 结构设计端子截面的结构设计需要考虑插针和插座的固定方式、密封性以及连接稳定性等因素。
端子截面通常使用螺纹固定或者压力固定的方式,确保连接紧固可靠。
此外,端子截面还需要具备良好的密封性能,以防止外部因素对连接的影响。
4. 端子截面的制造工艺端子截面的制造工艺一般包括以下几个步骤:4.1 材料准备根据设计要求,选择合适的材料,并进行加工和处理,以满足端子截面的要求。
通常,材料经过锻造、冷冲压、机械加工等多道工序进行成型。
4.2 模具设计和制造根据端子截面的设计要求,制造模具,并进行精细调整,以确保最终产品的质量和尺寸精度。
4.3 成型和加工将材料放入模具中,进行成型和加工。
通常采用模锻、模压等方法,通过机械力和热力来进行成型。
在成型过程中,需要注意保持材料的温度和压力,以确保最终产品的性能。
4.4 表面处理为了提高端子截面的防腐蚀性和导电性,常需要进行表面处理。
常见的表面处理方法包括镀金、镀银等,以增加端子截面的导电性。
5. 端子截面的应用领域端子截面广泛应用于各种电子设备中,包括电话、电视、计算机、汽车电子等领域。
8D报告(端子断铜)
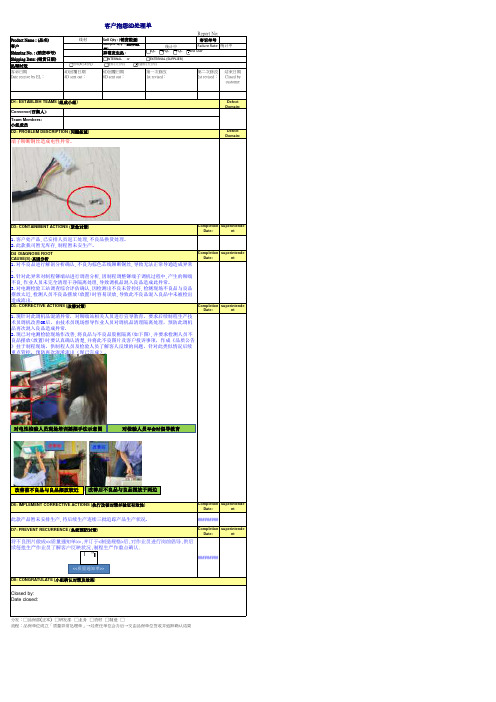
Report No:Product Name : (品名)线材Sell Qty : (销货数量)客诉单号客户Sample Qty : (抽样数量)统计中Failure Rate :统计中Shipping No. : (销货单号)异常发生处 :Shipping Date: (销货日期)处理时效客诉日期Date receive by EL:4D回覆日期4D sent out:8D回覆日期8D sent out:第一次修改1st revised:第二次修改2st revised:结束日期Closed bycustomerDefect Domain:Convenor(召集人):Team Members:小组成员DefectDomain:Completion Date:superintendentD4 DIAGNOSE ROOTCAUSE(S):真因分析Completion Date:superintende ntCompletion Date:superintendentCompletion Date:superintendent #########Completion Date:superintendent#########1.对不良品进行解剖分析确认,不良为棕色芯线铆断铜丝,导致无法正常导通造成异常。
2.针对此异常对制程铆端站进行调查分析,因制程调整铆端子调机过程中,产生的铆端不良,作业人员未完全清理干净隔离处理,导致调机品混入良品造成此异常。
3.对电测检验工站调查综合评估确认,因检测出不良未管控好,检测现场不良品与良品摆放太近,检测人员不良品摆放(放置)时容易误放,导致此不良品混入良品中未被检出造成流出.1.现针对此调机品混淆异常,对铆端站相关人员进行宣导教育,要求后续制程生产技术员调机改善OK后,由技术员现场督导作业人员对调机品清理隔离处理,预防此调机品再次混入良品造成异常.2.现已对电测检验现场作改善,将良品与不良品胶框隔离(如下图),并要求检测人员不良品摆放(放置)时要认真确认清楚,并将此不良图片及客户投诉事项,作成《品质公告》挂于制程现场,供制程人员及检验人员了解客人反馈的问题,针对此类似情况后续重点管控,预防再次混淆流出(现已完成)。
端子线压着检验规范和截面分析

PVC去皮切伤铜丝
流程:裁线,去PVC,上锡,打端子全部为自动一次完成,刀具伤铜丝全上锡后.
去皮刀具如图
铜线伤并沾半锡
ቤተ መጻሕፍቲ ባይዱ
压端子的铜丝有切伤
客户投诉案例:新玛德
RJHKE198810D客户反馈客户处发现端子从胶壳中脱落.
端子(TER)从胶 壳(HSG)脱落
经将不良分析:端 子(TER)弹片压低
2.在组装过程中:没有做回拉动作,造成TER有弹片低平的异常现象:
插HSG工序,端子未 插到位,使其弹片一 直处于压制状态,造 成弹片低平。
再次将端子插到位, 但由于弹片已经疲乏, 不能正常反弹,使其 弹片无法卡住HSG。
TER在插入组装过程:TER弹片失去反弹力造成卡不住HSG,造成不良的异常情况。(主因)
Thanks !
端子线压着检验 规范和截面分析
报告人:张 楠 部 门:品质部 日 期:2019年07月26日
端子结构分析
导体标准压着图示
导体压着高度图示
绝缘皮标准压着图示
导体绝缘皮压着过少
导体绝缘皮压着过多(溢胶)
压着绝缘皮的实物图示
外模压着高度示意图
绝缘皮压着不良图例
TER压着外观不良说明
TER压着外观不良说明
突嘴(喇叭口)
喇叭口不良图片
不可接受状态: 1.导体入口处无明显的喇叭口可见; 2.线头端部喇叭口过大。
铆压的弹片尺寸说明
TER尾巴残留过长
客户投诉案例:欣旺达
5619090004491 HWPBL43-4S 端子线 物料规格书 A3 20180704,周六投产627PCS, PCBA半成品已经全检,实际挑选出2PCS断线,生产投产不良8PCS,不良率1.27%,存 在断线风险.如下图:
XXX-端子截面分析标准

XXX有限公司端子截面分析判定标准文件编号:XXX-WI- 版本号:A/0 编制:陈志芳日期:2020-3- 审核:日期:2020-3- 批准:日期:2020-3-文件内容修订记录表目录1目的: (1)2范围: (1)3规范性引用文件 (1)4术语: (1)5定义: (1)6截面结构: (1)7截面截取步骤 (3)8截面一般要求 (4)9常见错误截面及判定标准 (5)1目的:随着本公司对线束产品的重视、线束样件制作组的成立,为满足本公司对端子压接检验的需求,结合各大线束公司的要求及行业标准,特制定本标准。
2范围:本标准仅限于线材与端子铆压的剖面制作,提供了压接质量判定参考图样。
本标准适用于端子导体压接截面质量检验,对于绝缘压接截面仅作为目测检验的参考。
图纸上有特殊压接要求的按图纸执行,没有定义的则按此规范执行。
3规范性引用文件本规范标注引用来源于Molex、TE、JST等厂家标准及以下行业标准。
IPC-WHMA-A-620C 线缆及线束组件的要求与验收QC/T29106-2014 汽车电线束技术条件4术语:本规范采用QC/T29106-2014规定的术语。
5定义:端子压接定义压接是通过施加一定的机械外力,使两种材料导体与端子上的导体压接片,绝缘体与端子上的绝缘体压接片紧密的结合,从而达到电性导通牢固接合的目的高品质的压接具有:较低的接触阻抗;牢固的紧密性经过拉力测试时不至于被拉松或断开压接有连续性也有重复性。
注意:端子压接连接是永久性连接,只能使用一次。
6截面结构:6.1导体压接截面6.1.1导体压接截面各部位名称,如图1。
1. Ch导体压接高度2. Cb导体压接宽度图1 导体压接截面3. Cbm可测量的压接宽度4. aw支撑角度5. La支撑高度6. Fa卷曲末端距离7. CFE压接卷曲末端间距8. Gh毛刺高度9. Gb毛刺宽度10. Sb底部厚度在压接范围内端子的厚度根据零件图纸,对于压接尺寸应设置限制,如果实际尺寸与图纸规定标准有偏差,也应在图纸规定的范围内。
端子切片分析报告
端子切片分析报告摘要:本报告对端子切片进行了详细分析,包括端子切片的定义、应用领域、工作原理、技术特点等方面进行了深入探讨。
通过分析端子切片的相关数据和实验结果,本报告对端子切片的优势和限制进行了总结,并提出了未来的发展方向。
1. 引言端子切片是一种常用的材料分析技术,在电子行业、材料科学、生物医学和纳米科技等领域有着广泛的应用。
端子切片通过切取材料的极薄横截面,使得研究人员能够对材料的结构和性质进行详细分析。
本报告将对端子切片的原理、方法和应用进行深入研究。
2. 端子切片的定义端子切片是指将材料切割成极薄的片状样品,常用厚度范围为几十纳米到几微米。
通过观察端子切片的横截面结构,可以获取材料的微观形貌、组织结构、化学成分等信息,从而揭示材料的性质和特点。
3. 端子切片的应用领域端子切片广泛应用于电子行业、材料科学、生物医学和纳米科技等领域。
在电子行业中,端子切片被用于分析芯片、电路板和电子器件等材料的结构和失效原因;在材料科学中,端子切片用于研究金属、陶瓷、半导体和复合材料等材料的晶体结构和力学性能;在生物医学中,端子切片被用于观察细胞结构、组织形态和病理变化;在纳米科技中,端子切片可以揭示纳米材料的形貌和结构。
4. 端子切片的工作原理端子切片的制备主要分为机械切割法和离心切割法两种。
在机械切割法中,首先将材料样品固定在切割盘上,然后使用钻石锯片或钨丝刀具进行切割,切割后的材料样品将变得非常薄。
而离心切割法则是通过离心力将材料涂在切割盘上,在高速旋转时将材料切割成薄片。
5. 端子切片的技术特点端子切片具有以下技术特点:- 分辨率高:端子切片可以制备出几十纳米至几微米的超薄切片,能够观察到材料的微观结构和纳米尺度特征。
- 高精度:端子切片技术采用精密的设备和切割工具,确保样品切割的精度和一致性。
- 多层次分析:端子切片可以进行多层次的分析,从宏观到微观再到纳米尺度,揭示材料的多个层次的结构和性质。
端子切面分析报告
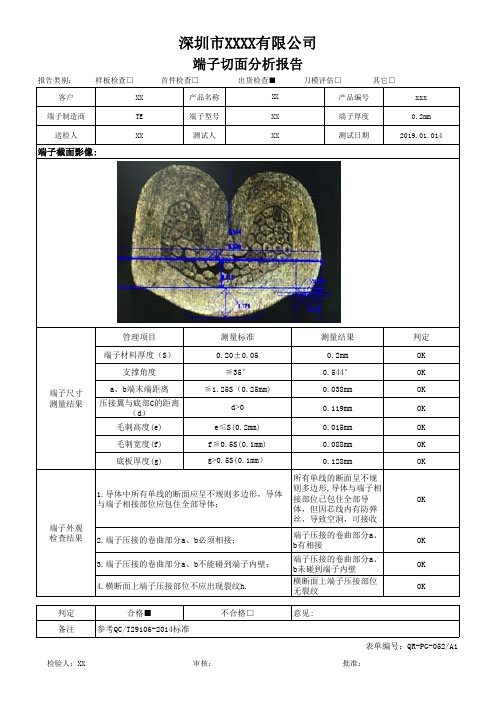
端子材料厚度(S)
0.20±0.05
0.2mm
支撑角度
≦35°
0.544°
a、b端末端距离
压接翼与底部C的距离 (d)
毛刺高度(e)
≦1.25S(0.25mm) d>0
e≤S(0.2mm)
0.038mm 0.119mm 0.015mm
毛刺宽度(f)
f≦0.5S(0.1mm)
0.088mm
底板厚度(g)
端子压接的卷曲部分a、 b有相接
端子压接的卷曲部分a、 b未碰到端子内壁 横断面上端子压接部位 无裂纹
判定 OK OK OK OK OK OK OK
OK
OK OK OK
判定 备注
合格■ 参考QC/T29106-2014标准
不合格□
检验人:XX
审核:
意见:
表单编号:QR-PG-052/A1 批准:
报告类别: 客户
样板检查□ XX
端子制造商
TE
送检人
XX
端子截面影像:
深圳市XXXX有限公司
端子切面分析报告
首件检查□
出货检查■
刀模评估□
其它□
产品名称
XX
产品编号
xxx
端子型号
XX
端子厚度
0.2mmLeabharlann 测试人XX测试日期
2019.01.014
端子尺寸 测量结果
端子外观 检查结果
管理项目
测量标准
测量结果
g>0.5S(0.1mm)
0.128mm
1.导体中所有单线的断面应呈不规则多边形,导体 与端子相接部位应包住全部导体;
所有单线的断面呈不规 则多边形,导体与端子相 接部位已包住全部导 体,但因芯线内有防弹 丝,导致空洞,可接收
汽车线束端子截面报告
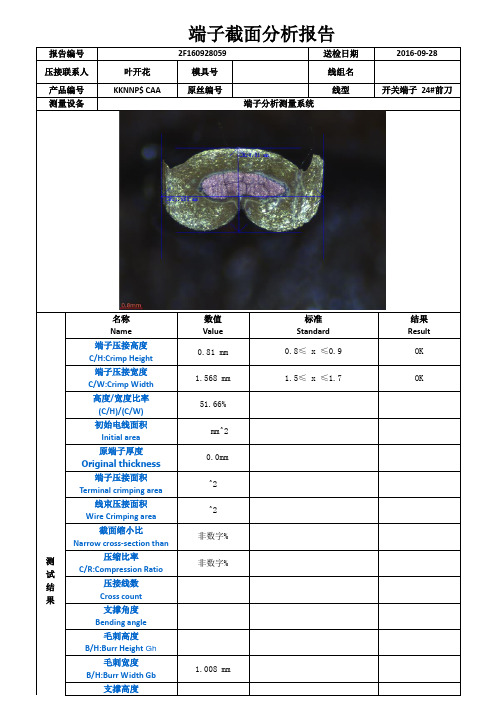
OK
端子压接宽度
C/W:Crimp Width
1.568 mm
1.5≤x≤1.7
OK
高度/宽度比率
(C/H)/(C/W)
51.66%
初始电线面积
Initial area
mm^2
原端子厚度
Original thickness
0.0mm
端子压接面积
Terminal crimping area
^2
线束压接面积
Wire Crimping area
^2
截面缩小比
Narrow cross-section than
非数字%
压缩比率
C/R:Compression Ratio
非数字%
压接线数
Cross count
支撑角度
Bending angle
毛刺高度
B/H:Burr HeightGh
毛刺宽度
B/H:Burr Width Gb
1.008 mm
支撑高度
La Supporting height
底部厚度
B/T:Base Tickness
羽翼末端间距
CFE:Crimp Face Ends
压接翼与底部高度差
F/C:Face End Clearance
间隙率
Air inclusions
0.000%
EDGE(毛刺)宽率
Burr Width Ratio
是()否()
是()否()
是()否()
3.羽翼至端子底距离过近
7.羽翼尖高度差超出材料厚
是()否()
是()否()
切片照片若有1-10项中任何一
4.毛刺高度大于材料厚度
连接器连接器线材端子变形异常报告样板
连接器连接器线材端子变形异常报告样板一、报告目的和背景为了确保连接器连接器线材端子的质量和使用安全性,本报告旨在分析和归纳连接器连接器线材端子变形异常的原因及解决方法。
通过对异常情况进行详细研究和分析,为生产和使用过程中出现的问题提供解决方案和改进建议。
二、异常现象描述在生产和使用连接器连接器线材端子的过程中,发现部分线材端子出现了异常的变形现象。
具体表现为:端子弯曲或扭曲、焊接处出现裂纹或断裂等。
三、异常原因分析1.设计不合理部分线材端子的设计可能存在缺陷,如材质选择不当、结构设计不合理等,导致连接器端子在生产或使用过程中发生变形。
2.制造工艺问题3.使用环境因素四、异常解决方案1.设计改进针对存在设计不合理的连接器连接器线材端子,应进行设计改进。
改进的方向包括选择合适的材质、调整端子结构设计等,以提高端子的强度和稳定性,减少变形的风险。
2.制造工艺优化对于存在制造工艺问题的连接器连接器线材端子,需要优化制造工艺,加强模具设计和制造工艺控制。
确保模具设计合理,加工精度高,冷却时间充分,以减少端子变形的可能性。
3.环境控制在使用连接器连接器线材端子时,应尽量避免环境因素对端子造成的影响。
可以采取措施,如控制使用环境的温度和湿度,避免暴露在高温、潮湿等恶劣条件下,以减少端子的变形风险。
五、改进建议1.提高产品质量控制加强产品质量控制过程,严格把控连接器连接器线材端子的制造工艺和使用环境,确保端子的稳定性和可靠性。
2.进一步研究和优化设计通过对端子设计进行深入研究和优化,根据实际使用需求,选择合适的材质和结构设计,提高端子的强度和韧性。
3.加强人员培训和技术支持加强员工培训和技术支持,提高生产制造和使用过程中的操作技能,为解决端子变形异常问题提供专业的技术支持和指导。
4.定期维护和检查定期对连接器连接器线材端子进行维护和检查,及时发现和解决端子变形问题,确保连接器线材的正常使用和安全性。
六、总结连接器连接器线材端子变形异常对产品的质量和可靠性有一定的影响。
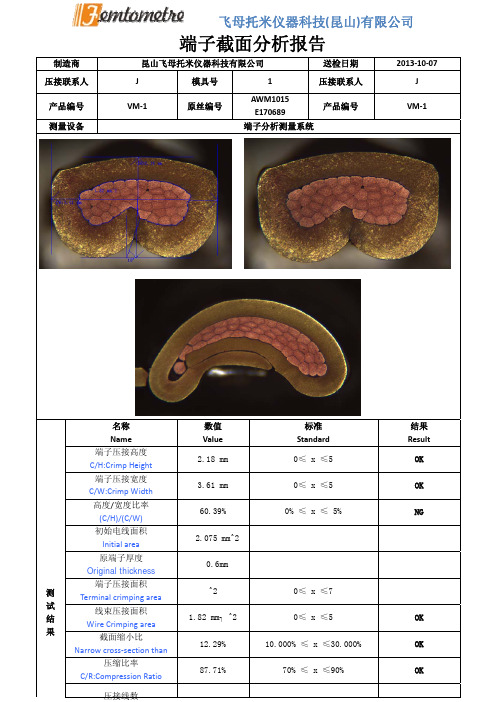
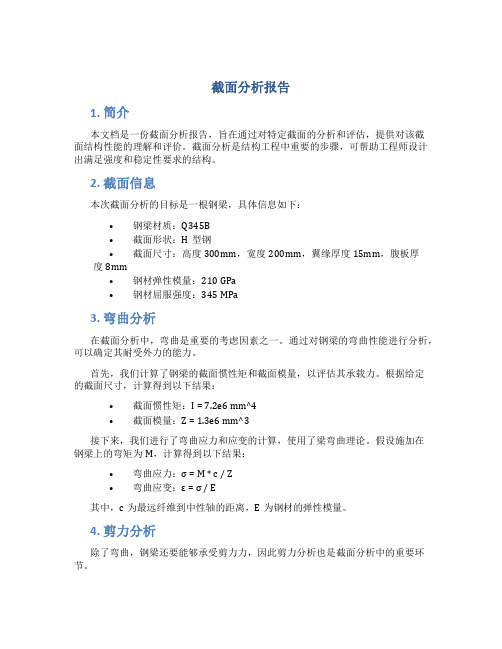
端子截面分析报告
制造商 压接联系人
产品编号 测量设备
飞母托米仪器科技(昆山)有限公司
0% ≤ x ≤ 10%
外观判定 5.毛刺宽度大于材料宽度的 1/2
是()否() 6.压接部位与端子体之间扭曲
是()否() 7.羽翼尖高度差超出材料厚
是()否() 8.压接裂纹
弹起 是()否()
10.芯线漏出或夹在羽翼中间 是()否()
切片照片若有 1‐10 项中任何一 不合格项,此压接即为不合格
结果 Result
OK OK NG
OK OK OK
Cross count 支撑角度 Bending angle 毛刺高度 B/H:Burr Height Gh 毛刺宽度 B/H:Burr Width Gb 支撑高度 La Supporting height 底部厚度 B/T:Base Tickness 羽翼末端间距 CFE:Crimp Face Ends 压接翼与底部高度差 F/C:Face End Clearance
果
截面缩小比
12.29%
Narrow cross‐section than
压缩比率 C/R:Compression Ratio
87.71%
压接线数
标准 Standard 0≤ x ≤5 0≤ x ≤5 0% ≤ x ≤ 5%
0≤ x ≤7 0≤ x ≤5 10.000% ≤ x ≤30.000% 70% ≤ x ≤90%
间隙率 Air inclusions EDGE(毛刺)宽率 Burr Width Ratio 壁厚变化率 Base Thickness Ratio 端子拉力测试 Pull Strength
截面分析报告

截面分析报告1. 引言本报告旨在对截面分析进行深入探讨和分析。
截面分析是一种结构力学分析方法,用于研究材料和构件的截面特性以及受力状况。
本报告将从截面分析的概念、应用领域、常用方法和分析结果等方面进行介绍。
2. 截面分析的概念截面分析是指对材料或构件在截面上的受力和变形进行分析的方法。
它主要研究截面的几何特征、截面性能参数和受力条件,以确定截面的受力状况和变形情况。
截面分析可以应用于各种结构体系,如梁、柱、板等。
3. 截面分析的应用领域截面分析在工程领域有着广泛的应用。
其中包括但不限于以下几个方面:3.1 结构设计截面分析可以帮助工程师确定结构构件的合理截面尺寸和形状,以满足强度、刚度和稳定性等设计要求。
通过截面分析,可以评估不同材料和截面形状对结构性能的影响,为结构设计提供依据。
3.2 断面优化截面分析可以通过优化设计来改善结构的性能。
通过对不同截面形状和尺寸进行比较分析,可以找到最优的截面形状,以提高结构的强度和刚度,并减小材料的使用量,降低成本。
3.3 材料研究截面分析可以用于研究不同材料的截面特性和性能参数。
通过对不同材料的截面进行分析,可以评估材料的强度、刚度、稳定性等性能,并对材料进行选择和应用。
3.4 结构安全评估截面分析可以用于对已建成结构的安全性进行评估。
通过对结构截面的分析,可以了解结构受力状况和变形情况,判断结构的安全性,并针对存在的问题提出相应的加固措施。
4. 截面分析的常用方法截面分析有多种常用的方法,下面将介绍其中的几种主要方法:4.1 弯矩法弯矩法是一种常用的截面分析方法,基于弯矩平衡原理。
它通过对截面的弯矩分布进行计算和分析,得出截面的受力状况和变形情况。
4.2 剪力法剪力法是一种基于剪力平衡原理的截面分析方法。
它通过对截面的剪力分布进行计算和分析,得出截面的受力状况和变形情况。
4.3 应力法应力法是一种基于材料的本构关系和应力平衡原理的截面分析方法。
它通过对截面内的应力状态进行分析,得出截面的受力状况和变形情况。
截面分析报告
截面分析报告1. 简介本文档是一份截面分析报告,旨在通过对特定截面的分析和评估,提供对该截面结构性能的理解和评价。
截面分析是结构工程中重要的步骤,可帮助工程师设计出满足强度和稳定性要求的结构。
2. 截面信息本次截面分析的目标是一根钢梁,具体信息如下:•钢梁材质:Q345B•截面形状:H型钢•截面尺寸:高度300mm,宽度200mm,翼缘厚度15mm,腹板厚度8mm•钢材弹性模量:210 GPa•钢材屈服强度:345 MPa3. 弯曲分析在截面分析中,弯曲是重要的考虑因素之一。
通过对钢梁的弯曲性能进行分析,可以确定其耐受外力的能力。
首先,我们计算了钢梁的截面惯性矩和截面模量,以评估其承载力。
根据给定的截面尺寸,计算得到以下结果:•截面惯性矩:I = 7.2e6 mm^4•截面模量:Z = 1.3e6 mm^3接下来,我们进行了弯曲应力和应变的计算,使用了梁弯曲理论。
假设施加在钢梁上的弯矩为M,计算得到以下结果:•弯曲应力:σ = M * c / Z•弯曲应变:ε = σ / E其中,c为最远纤维到中性轴的距离,E为钢材的弹性模量。
4. 剪力分析除了弯曲,钢梁还要能够承受剪力力,因此剪力分析也是截面分析中的重要环节。
钢梁的抗剪能力主要取决于截面积和剪力模量。
根据给定的截面尺寸,我们计算得到以下结果:•截面积:A = 60,000 mm^2•剪力模量:W = 960,000 mm^3然后,我们计算了施加在钢梁上的剪力强度。
根据剪力强度的公式,计算得到以下结果:•剪力强度:V = τ * A / W其中,τ为剪应力。
5. 稳定性分析稳定性是截面设计中必须考虑的另一个重要因素。
为了确保结构能够抵御外力造成的屈曲和破坏,必须分析和评估钢梁的稳定性。
稳定性分析中的关键参数是截面的截面压强和截面扭曲常数。
根据给定的截面尺寸,计算得到以下结果:•截面压强:f = N / A•扭曲常数:J = 9,865.5 mm^4其中,N为施加在钢梁上的轴向力。
B301(H13)THB断面分析

分析:冲压高度过高
0104274 THB 3.00
C/H 2.286 W/H 3.193
问题描述:内部导体未呈不规则多边形
0123701 THB 0.50
问题描述:端子压着卷曲部位未完全连接;内部导体断面未呈不规则 多边形且导体间有明显缝隙;披风过大。 分析:冲压高度过高,钳口磨损。 C/H 1.569 W/H 2.082
0123701 THB 0.85
问题描述:端子压着卷曲部位未完全连接;内部导体间有明显缝隙; 披风过大;端子压接部位出现裂纹。 分析:冲压高度过高,钳口磨损。 C/H 1.631 W/H 2.063
0102602 THB 0.50 不匹配
C/H 1.267 W/H 2.251
问题描述:端子压着卷曲部位端部与端子底部接触;内部导体间有明 显缝隙 分析:端子与电线不匹配
B301(H13)断面分析
0103102 THB 0.50 不匹配
C/H 1.251 W/H 1.855
问题描述:端子压着卷曲部位不对称,端部距底部距离小于单根芯线 直径的1/2,且导体断面未呈不规则多边形
0104274 THB 2.50
C/H 2.224 W/H 3.214
0.099mm
问题描述:内部导体间有缝隙
C/H 1.376 W/H 2.243
0102602 THB 0.85 可接受
C/H述:基本满足要求,可接受
0128301 THB 0.50
C/H 0.933 W/H 1.419
问题描述:端子压着卷曲部位闭合处不对称;有披锋。 分析:钳口磨损。
0128802 THB 1.25
问题描述:端子压着卷曲部位不对称;压着端部距端子其他部位距离 小于单根导体直径的1/2。 分析:冲压高度过低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TerminalCrimpingSectionalAnalysis
类别
□新品验证■量产检查□新模评估□其它:__________
报告编号
F-TCA-14052101
端子型号
KSTTLK35-16
基材厚度
1.8mm
检测日期
2014/1/10
电线规格
6AWG
铜丝结构
48/15/0.15mm
合格
3
Cbm 可测量的压接宽度
压接宽度C/W:Crimp Width
合格
4
Ba支撑角度
压接支撑角度Bending angle
x ≤ 30 Deg
合格
5
La 支撑高度
压接支撑高度LA:Bearing Height
x ≥1.0*S
合格
6
Fc卷曲末端距离
压接翼与底部高度差F/C:Face End Clearance
名称
Name
标准(范围)
Standard
数值
Value
结果
Result
电线初始面积Initial area
33.6ቤተ መጻሕፍቲ ባይዱmm²
合格
电线压接面积Crimping area
20.36mm²
1
Ch 压接高度
压缩比率C/R:Compression Ratio
80% ≤ x ≤ 90%
2
Cw压接宽度
压接高度C/H:Crimp Height
x ≤0.5*S
NA
7
CFE 压接卷曲末端间距
羽翼尖端间距CFE:Crimp face Ends
x ≤1*S
NA
8
Bh 毛刺高度
毛刺高度B/H:Burr Height
x ≤1.0*S
NA
9
Bw毛刺宽度
毛刺宽度B/W:Burr Width
x ≤ 0.5*S
NA
10
Bt底部厚度
基材厚度B/T:Base Thickness
x ≥0.75*S
NA
结论
Conclusions
■合格Passed□不合格Failure
核准
Approved
审核
Check
制作
producer
备注
Note
1.S表示端子基材厚度,参照端子图纸规格。
2.结果中NA表示项目未检测或不适用。
压接模具
Elpress B12
测试设备
AOKA MQ-650E
检测人员
端子分析测量系统
Terminal Analysis Measurement System
外观判定
Appearance judgment
项目
Item
图片
Photo
描述Description
结果
Results
裂纹
端子底部压接裂纹
NA
羽翼
羽翼未与端子底面及侧面无干涉
NA
羽翼至端子壁距离太近.
羽翼至端子底距离太近
空隙
A铜丝与端子壁、B铜丝之间,无空隙
NA
铜丝漏出或夹在羽翼中间产生空隙
铜丝之间存在间隙
对称
压接断面对称,无扭曲变形
NA
压接部位发生非对称(可接受)
毛刺
两侧毛刺过大
NA
单侧毛刺,变形
无毛刺(合格品)
检测结果Testresults