球墨铸铁国家规范标准(概要)
球墨铸铁井盖国家标准
球墨铸铁井盖国家标准球墨铸铁井盖是城市道路中常见的设施,其质量直接关系到行人和车辆的安全。
为了规范球墨铸铁井盖的生产和使用,国家颁布了一系列的标准,以确保其质量和安全性。
本文将对球墨铸铁井盖国家标准进行详细介绍,以便相关生产企业和使用单位了解和遵守相关规定。
首先,球墨铸铁井盖的国家标准主要包括产品的材质、结构、尺寸、质量要求、试验方法等内容。
其中,材质是影响球墨铸铁井盖质量的关键因素之一。
国家标准对球墨铸铁井盖的材质要求严格,一般采用球墨铸铁材料,其化学成分、力学性能、金相组织等均需符合标准规定。
此外,标准还对球墨铸铁井盖的结构和尺寸进行了详细规定,以确保其与井口的匹配度和稳固性。
此外,标准还对球墨铸铁井盖的质量要求进行了严格规定,包括表面光洁度、防腐蚀性能、承载能力等方面的要求。
最后,标准还对球墨铸铁井盖的试验方法进行了详细规定,包括外观检查、尺寸测量、承载能力试验等内容,以确保产品质量稳定可靠。
其次,球墨铸铁井盖国家标准的实施对于保障城市道路的安全和畅通具有重要意义。
一方面,严格的标准要求可以有效提高球墨铸铁井盖的质量,减少因产品质量问题而引发的安全事故。
另一方面,标准的实施可以提高球墨铸铁井盖的通用性和互换性,方便相关生产企业和使用单位进行产品的选型和使用,减少不必要的成本和资源浪费。
因此,球墨铸铁井盖国家标准的实施对于城市道路的安全和畅通具有积极的促进作用。
最后,相关生产企业和使用单位应当严格遵守球墨铸铁井盖国家标准的相关规定。
生产企业应当严格按照标准要求进行生产,确保产品质量稳定可靠;使用单位应当按照标准要求进行产品选型和安装,确保产品的使用安全。
同时,监管部门应当加强对球墨铸铁井盖产品的监督检查,及时发现和处理不合格产品,确保城市道路的安全和畅通。
综上所述,球墨铸铁井盖国家标准的实施对于保障城市道路的安全和畅通具有重要意义。
相关生产企业和使用单位应当严格遵守相关规定,确保产品质量和使用安全。
球墨铸铁井盖标准概要
球墨铸铁井盖标准概要
在国际上,井盖的标准主要由国际标准化组织(ISO)和欧洲标准化
组织(EN)制定。
ISO制定了一系列相关的标准,包括井盖的尺寸、材料、质量控制等方面。
而EN则根据ISO标准,制定了欧洲地区的井盖标准。
1. 井盖的直径应为200mm、300mm、400mm、500mm、600mm、700mm、800mm、900mm、1000mm和1200mm,可根据使用需求选择相应的规格。
2. 井盖的厚度应根据尺寸确定,一般为40mm、50mm、60mm、70mm和80mm。
3.井盖的顶面应平坦,不允许有明显的凹凸或磨损,以确保行人和车
辆的安全。
4.井盖的底面应具有足够的强度,能承受经常交通和车辆的载荷,同
时还要具有防滑功能。
根据标准的要求,球墨铸铁井盖的材料要求满足以下条件:
1.球墨铸铁井盖的主要成分应包括铁(Fe)、碳(C)、硅(Si)和
镁(Mg),其中碳的含量不超过3.6%。
2.球墨铸铁井盖的硫(S)、磷(P)和锰(Mn)的含量应符合标准要求,以保证材料的性能和耐久性。
3.球墨铸铁井盖的化学成分应经过严格的检测和控制,以确保材料的
质量和稳定性。
除了尺寸和材料的要求,球墨铸铁井盖的质量控制也是标准关注的重
点之一、标准要求对井盖进行严格的检测和评估,以确保其质量符合要求。
检测项目包括外观质量、物理性能、化学成分和尺寸偏差等方面。
总之,球墨铸铁井盖的标准主要涵盖了尺寸、材料、质量控制等方面的要求。
这些标准的制定和遵守,能够确保井盖的质量和安全性,为人们的生活和工作提供了可靠的保障。
球墨铸铁国家标准规范(概要)
球墨铸铁国家标准规范(概要)
概述
此文档旨在介绍球墨铸铁的国家标准规范。
球墨铸铁是一种具有高强度和耐腐蚀性的铁合金材料,广泛应用于各种工业领域。
标准范围
该国家标准规范涵盖了球墨铸铁的生产、测试和使用方面的各项要求。
主要包括以下内容:
1. 原材料要求:规定了球墨铸铁所需的原材料的质量和化学成分要求。
2. 生产工艺:详细介绍了球墨铸铁的生产过程,包括熔炼、浇铸、冷却和热处理等环节的要求。
3. 机械性能和物理性能测试:规定了对球墨铸铁进行机械性能和物理性能测试的方法和标准。
4. 缺陷和缺陷评定:对球墨铸铁的缺陷进行了分类和评定,以确保产品质量达到标准要求。
5. 标志和包装要求:规定了球墨铸铁产品的标志和包装要求,以便产品的追溯和交付。
适用范围
该国家标准规范适用于生产和使用球墨铸铁的企业和单位。
球
墨铸铁广泛应用于以下领域:
- 机械制造业:用于制造各种机械零部件,如汽车发动机零件、工程机械配件等。
- 建筑行业:用于建筑结构和桥梁等工程的承重部件。
- 管道工程:用于制造输水、输气等管道系统的管件。
目标和意义
通过制定统一的国家标准规范,可以确保球墨铸铁产品的质量
和性能达到一定的要求,提高产品的可靠性和使用寿命。
同时,这
也有助于促进球墨铸铁产业的健康发展,提高行业竞争力。
结论
球墨铸铁国家标准规范是对球墨铸铁产品生产和使用的指导文件,对于确保产品质量和行业发展具有重要意义。
企业和单位应严
格按照该标准规范要求进行生产和测试,以提供高质量的球墨铸铁
产品。
球墨铸铁标准
球墨铸铁标准球墨铸铁是一种具有高强度、高韧性和良好耐腐蚀性能的材料,广泛应用于各种机械设备、建筑和市政工程等领域。
为了确保球墨铸铁产品的质量,各国都制定了相关的标准。
本文将介绍常见的球墨铸铁标准。
1. 国际标准1.1 ISO 1083: Spheroidal graphite cast ironsISO 1083是国际标准化组织(ISO)制定的球墨铸铁标准。
该标准对球墨铸铁的化学成分、机械性能和其他要求进行了规定。
其中包括球墨铸铁的各类级别、硬度要求、拉伸强度、冲击韧性等。
1.2 ISO 185: Grey cast ironsISO 185是ISO制定的灰铸铁标准,其中也包含了一些对球墨铸铁的要求。
该标准对灰铸铁和球墨铸铁的组织、力学性能、化学成分等进行了规定,并提供了一些有关材料检测的方法。
2. 欧洲标准2.1 EN 1563: Founding - Spheroidal graphite cast ironsEN 1563是欧洲标准化组织(CEN)制定的球墨铸铁标准。
该标准规定了球墨铸铁的材料级别、化学成分、机械性能和质量检测方法。
同时,该标准还分别对可用于不同工程领域的球墨铸铁进行了分类和要求。
2.2 EN 1561: Founding - Grey cast ironsEN 1561是CEN制定的灰铸铁标准,同样也包含了对球墨铸铁的一些要求。
该标准对灰铸铁和球墨铸铁的化学成分、机械性能、检验方法等进行了规定,并提供了不同环境条件下的使用温度范围。
3. 美国标准3.1 ASTM A536: Standard Specification for Ductile Iron CastingsASTM A536是美国材料与试验协会(ASTM)制定的球墨铸铁标准。
该标准覆盖了球墨铸铁的材料分类、化学成分、机械性能、试验方法等。
其中也对球墨铸铁的各类级别、硬度要求、拉伸强度等进行了规定。
3.2 ASTM A48: Standard Specification for Gray Iron CastingsASTM A48是ASTM制定的灰铸铁标准,其中也包含了对球墨铸铁的一些要求。
球墨铸铁件国家标准
球墨铸铁件国家标准球墨铸铁件是一种重要的工程材料,其性能直接影响到工程结构的质量和安全。
为了规范球墨铸铁件的生产和应用,我国制定了一系列的国家标准,其中包括材料、化学成分、力学性能、表面质量、尺寸偏差等方面的要求。
本文将对球墨铸铁件国家标准进行详细介绍,以便于相关行业人员了解和遵守。
首先,球墨铸铁件国家标准对材料的要求非常严格。
其中,对球墨铸铁材料的化学成分、金相组织、力学性能等都有详细的规定。
这些规定旨在确保球墨铸铁件具有良好的强度、韧性和耐磨性,以满足不同工程结构的使用要求。
其次,球墨铸铁件国家标准对产品的表面质量和尺寸偏差也有严格的要求。
在生产过程中,必须保证球墨铸铁件的表面光洁度、无气孔、夹渣等缺陷,同时尺寸偏差也必须控制在规定范围内。
这些要求旨在确保球墨铸铁件在使用过程中能够保持良好的密封性和相互配合性。
此外,球墨铸铁件国家标准还对产品的检测方法和质量控制进行了详细的规定。
在生产过程中,必须严格按照标准要求进行原材料的检验、生产工艺的控制、成品的检测等环节,以确保球墨铸铁件的质量稳定可靠。
总的来说,球墨铸铁件国家标准的制定对于提高我国球墨铸铁件的质量和竞争力具有重要意义。
只有严格遵守标准要求,才能生产出符合工程要求的优质球墨铸铁件,为工程结构的安全和可靠性提供保障。
在实际生产和应用过程中,企业和相关行业人员应当加强对球墨铸铁件国家标准的学习和理解,严格按照标准要求进行生产和检测,确保产品质量,提高市场竞争力。
同时,相关部门也应加强对球墨铸铁件的监督检查,确保产品质量和安全性,维护市场秩序。
总之,球墨铸铁件国家标准的制定和执行,对于推动我国球墨铸铁件产业的健康发展具有重要意义。
希望相关行业人员和企业能够高度重视国家标准,不断提升产品质量,为我国工程建设事业做出更大的贡献。
球墨铸铁国家标准要求(概要)
球墨铸铁国家标准要求(概要)球墨铸铁国家标准要求(概要)1. 引言球墨铸铁是一种具有良好机械性能和性价比优势的材料,被广泛应用于各个领域。
为保证球墨铸铁产品的质量和安全性,制定国家标准是必要的。
2. 材料要求国家标准对球墨铸铁的材料要求进行了规定,包括以下方面:- 化学成分:规定了球墨铸铁中各元素的含量范围,确保材料的化学稳定性。
- 机械性能:要求球墨铸铁在拉伸强度、屈服强度、延伸率等方面满足标准要求,以保证产品的强度和可靠性。
- 微观结构:规定了球墨铸铁的组织要求,如球化率、球墨形态等,以提高材料的耐腐蚀性和耐磨性。
3. 技术要求国家标准对球墨铸铁产品的技术要求也进行了规定,包括以下方面:- 外观质量:要求球墨铸铁产品表面无明显缺陷、夹杂物和气孔等,并规定了允许的表面质量等级。
- 尺寸偏差:规定了球墨铸铁产品的尺寸偏差范围,确保产品的准确度和一致性。
- 热处理:要求球墨铸铁产品在热处理过程中达到规定的硬度、韧性等性能要求。
- 表面处理:规定了球墨铸铁产品的表面处理方法,如除锈、喷漆等,以提高产品的外观和耐久性。
4. 检验方法国家标准还规定了球墨铸铁产品的检验方法,确保产品的质量和符合标准要求。
检验方法包括化学成分分析、机械性能测试、显微组织观察等。
5. 标志和包装国家标准对球墨铸铁产品的标志和包装也进行了规定,以确保产品在运输和使用过程中的安全和易识别性。
以上是球墨铸铁国家标准要求的概要内容。
详情请参阅具体的国家标准文件。
请注意:本文档为概要,不对具体标准要求内容做详细解读和整理,请以官方发布的国家标准文件为准。
球墨铸铁管的标准
球墨铸铁管的标准球墨铸铁管的标准主要涵盖了两个方面:国家和国际标准。
国家层面,我国主要采用GB/T 13295-2013标准,即《水及燃气管道用球墨铸铁管、管件和附件》作为主要的球墨铸铁管标准。
在国际上,ISO标准是应用广泛的球墨铸铁管标准,如ISO 2531-2008《供水、污水和雨水用球墨铸铁管、管件、附件和接口》。
一、GB/T 13295-2013标准GB/T 13295-2013是我国对球墨铸铁管进行规范的标准,该标准规定了水及燃气管道用球墨铸铁管、管件和附件的相关技术要求、试验方法、检验规则等。
具体内容如下:1.范围:本标准适用于工作压力为0.4MPa~4.0MPa,连续输气温度不超过300℃,输送介质为水、煤气、空气等管道工程用的球墨铸铁管、管件和附件。
2.规范性引用文件:包括GB/T 222、GB/T 9441等。
3.术语和定义:本标准规定了球墨铸铁管及管件的术语和定义,包括球墨铸铁管、管件等。
4.技术要求:包括外观质量、尺寸偏差、材质要求、力学性能要求等。
其中,力学性能要求包括抗拉强度、延伸率、弯曲试验等。
5.试验方法:针对技术要求中的各项指标,规定了相应的试验方法。
括出厂检验和型式检验等。
7.标志、包装、运输和贮存:规定了球墨铸铁管及管件的标志、包装、运输和贮存要求。
二、ISO标准在国际上,ISO标准是应用广泛的球墨铸铁管标准之一。
ISO 2531-2008是供水、污水和雨水用球墨铸铁管、管件、附件和接口的标准,该标准规定了供水、污水和雨水用球墨铸铁管的材料、设计、制造、试验方法等要求。
具体内容如下:1.范围:本标准适用于供水、污水和雨水的球墨铸铁管道系统,包括管道、管件、附件和接口。
2.规范性引用文件:包括ISO 1083-1997等。
3.材料:规定了球墨铸铁管的材料要求,包括化学成分、力学性能等。
4.设计:规定了球墨铸铁管的设计要求,包括管道的尺寸、形状、重量等。
5.制造:规定了球墨铸铁管的制造要求,包括熔炼、铸造、热处理等。
球墨铸铁管的国家标准

球墨铸铁管的国家标准球墨铸铁管是一种优质的管道材料,具有良好的机械性能和耐腐蚀性能,被广泛应用于给水、排水、燃气、热水供应等领域。
为了保障球墨铸铁管的质量和安全使用,国家对其进行了严格的标准规定,以下将对球墨铸铁管的国家标准进行详细介绍。
首先,球墨铸铁管的国家标准主要包括产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存等内容。
其中,产品分类根据管道的用途和结构特点进行划分,主要包括普通球墨铸铁管、特种球墨铸铁管和球墨铸铁管配件。
技术要求包括外观质量、尺寸偏差、力学性能、化学成分、金相组织、耐蚀性能等方面的要求。
试验方法包括外观检查、尺寸检验、力学性能测试、化学成分分析、金相组织检验、耐蚀性能测试等内容。
检验规则包括抽样检验、接受标准、不合格品的处理等内容。
标志、包装、运输和贮存主要是对产品的标识、包装方式、运输条件和贮存要求进行规定。
其次,根据国家标准,球墨铸铁管的外观质量要求表面应光滑平整,无裂纹、气泡、夹渣等缺陷,允许有少量的砂眼、砂洞和氧化皮。
尺寸偏差包括外径、壁厚、长度等方面的偏差要求,以保证管道的连接和安装质量。
力学性能要求主要包括拉伸强度、屈服强度、延伸率和冲击功等指标,以保证管道在使用过程中的安全可靠性。
化学成分要求包括碳含量、硅含量、锰含量、磷含量、硫含量等元素的含量范围,以保证球墨铸铁管的材料质量。
金相组织要求主要是对球墨铸铁管的组织结构进行检验,以保证其组织均匀、致密。
耐蚀性能要求主要是对球墨铸铁管在不同介质中的耐蚀性能进行测试,以保证其在不同环境中的稳定性。
最后,根据国家标准,球墨铸铁管的检验规则包括抽样检验和接受标准。
抽样检验是通过随机抽取样品进行检验,以评定产品的质量状况。
接受标准是根据抽样检验的结果,对产品进行合格或不合格的判定。
对于不合格的产品,国家标准也规定了相应的处理办法,以保证消费者的权益。
综上所述,球墨铸铁管的国家标准对产品的质量和安全使用起着重要的指导作用。
球墨铸铁标准
球墨铸铁标准
球墨铸铁是一种高强度、高韧性、耐磨损的铸铁材料,具有优良的机械性能和加工性能,被广泛应用于机械制造、汽车制造、建筑工程等领域。
为了保证球墨铸铁产品的质量和性能稳定,各国都制定了相应的标准来规范球墨铸铁的生产和质量控制。
本文将介绍球墨铸铁的标准内容及其重要性。
首先,球墨铸铁的标准主要包括材料化学成分、力学性能、金相组织、表面质量、尺寸偏差等方面的要求。
其中,材料化学成分是保证球墨铸铁材料质量的基础,力学性能则直接关系到球墨铸铁产品的使用性能。
金相组织和表面质量则是影响球墨铸铁产品外观和耐久性的重要因素。
尺寸偏差则是保证球墨铸铁产品能够与其他零部件正确配合使用的关键。
其次,球墨铸铁标准的制定和执行对于保障产品质量、促进行业发展具有重要意义。
通过制定统一的标准,可以规范生产企业的生产工艺和质量控制,提高产品的一致性和稳定性,减少产品质量问题和事故的发生。
同时,标准化还可以促进行业技术的进步和产品质量的提升,提高企业竞争力,促进行业健康发展。
最后,作为球墨铸铁生产企业,要严格遵守相关的标准要求,
加强质量管理,提高产品质量,确保产品符合标准要求。
同时,要
加强与标准化机构的沟通和合作,积极参与标准的修订和制定工作,为行业发展和产品质量提升贡献自己的力量。
综上所述,球墨铸铁标准是保障产品质量、促进行业发展的重
要基础,对于企业和行业都具有重要意义。
作为生产企业,要严格
遵守标准要求,加强质量管理,提高产品质量,为行业发展做出贡献。
同时,标准化工作也需要各方的共同努力,促进标准的不断完
善和提高,推动行业的健康发展。
球墨铸铁国家标准(摘要)

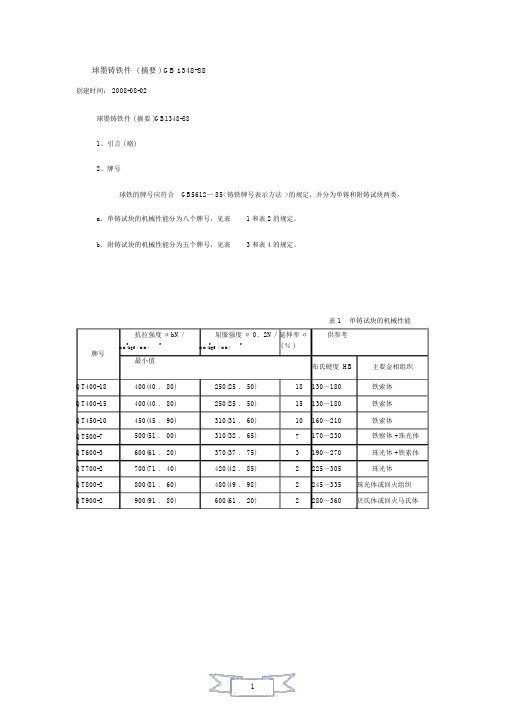
球墨铸铁件(摘要) GB 1348-88创建时间:2008-08-02球墨铸铁件(摘要)GB1348-881、引言(略)2、牌号球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1单铸试块的机械性能表2 单铸试块V 型缺口试样的冲击值注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能表3 附铸试块的机械性能注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4 附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。
3.3金相组织如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状及其尺寸公差3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
球墨铸铁行业标准指导(概要)
球墨铸铁行业标准指导(概要)
引言
该文档旨在为球墨铸铁行业提供一份标准指导。
球墨铸铁是一
种重要的工程材料,在许多领域有着广泛的应用。
本指导将涵盖球
墨铸铁的生产、质量控制和安装等方面的标准要求。
球墨铸铁的生产
- 原材料要求:指导书将列出球墨铸铁生产过程中所使用的原
材料的要求,包括铁水、镁和其他合金材料的比例、质量检测要求等。
- 生产过程:详细描述球墨铸铁的生产工艺,包括铁水的净化、镁元素和球墨剂的添加、浇铸工艺参数的控制等。
- 质量控制:定义球墨铸铁产品的质量指标,包括力学性能、
尺寸精度、表面质量等,以及相应的检测方法和标准。
球墨铸铁的应用
- 结构工程领域:介绍球墨铸铁在结构工程中的应用,包括桥梁、建筑和道路等方面,以及相应的设计和施工要求。
- 机械工程领域:探讨球墨铸铁在机械制造领域的应用,包括机床、发动机和重型设备等,以及相关的设计和制造要求。
- 管道工程领域:介绍球墨铸铁管道在供水、排水和燃气等方面的应用,包括管道安装、连接和维护等要求。
球墨铸铁的安装与维护
- 安装要求:指导球墨铸铁产品的安装方法和要求,包括支撑结构、连接方式和防护措施等。
- 维护要求:介绍球墨铸铁产品的维护管理,包括表面保护、防腐处理和定期检测等措施。
总结
球墨铸铁行业标准指导提供了球墨铸铁生产、应用、安装和维护等方面的要求和指导。
遵循这些标准将有助于提高球墨铸铁产品的质量和可靠性,推动行业的发展和创新。
注:此文档为概要,具体内容请参考相应的标准指导书和规范文件。
球墨铸铁国家标准(摘要)
球墨铸铁件 ( 摘要 ) GB 1348-88创建时间: 2008-08-02球墨铸铁件 ( 摘要 )GB1348-881、引言 ( 略)2、牌号球铁的牌号应符合GB5612— 85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表 1 和表 2 的规定。
b.附铸试块的机械性能分为五个牌号,见表 3 和表 4 的规定。
表 1单铸试块的机械性能抗拉强度σbN/屈服强度σ 0.2N/延伸率σ供参考2222( % )mm(kgf /mm)mm(kgf /mm)牌号最小值布氏硬度 HB主要金相组织QT400-18400(40 . 80)250(25 . 50)18130~180铁索体QT400-15400(40 . 80)250(25 . 50)15130~180铁索体QT450-10450(45 . 90)310(31 . 60)10160~210铁索体QT500-7500(51 . 00)310(32 . 65)7170~230铁察体 +珠光体QT600-3600(61 . 20)370(37 . 75)3190~270珠光体 +铁素体QT700-2700(71 . 40)420(42 . 85)2225~305珠光体QT800-2800(81 . 60)480(49 . 98)2245~335珠光体或回火组织QT900-2900(91 . 80)600(61 . 20)2280~360贝氏体或回火马氏体表 2 单铸试块 V 型缺口试样的冲击值22最小冲击值 a K J / cm(kgf . m /cm)牌号室温 23±5℃低温 -20 ±2℃三个试样平均 个别值三个试样平均值个别值值QT400 —18 14(1 .43)11(1 .12)QT400 —18L12(1 .22) 9(0 .92)注:字母“ L ”表示该牌号在低温时的冲击值。
球墨铸铁 标准
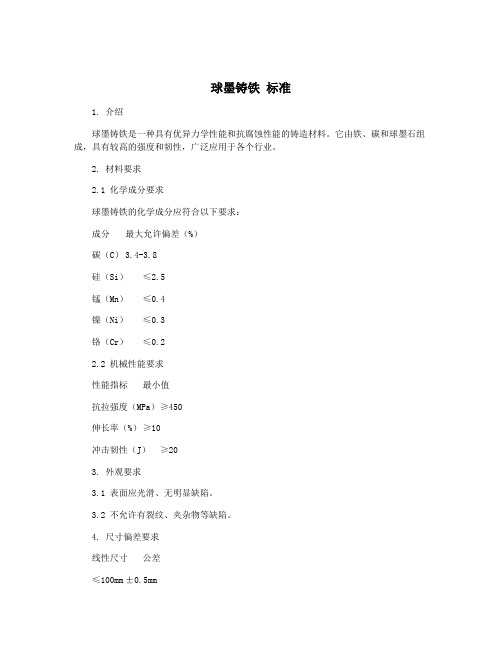
球墨铸铁标准
1. 介绍
球墨铸铁是一种具有优异力学性能和抗腐蚀性能的铸造材料。
它由铁、碳和球墨石组成,具有较高的强度和韧性,广泛应用于各个行业。
2. 材料要求
2.1 化学成分要求
球墨铸铁的化学成分应符合以下要求:
成分最大允许偏差(%)
碳(C)3.4-3.8
硅(Si)≤2.5
锰(Mn)≤0.4
镍(Ni)≤0.3
铬(Cr)≤0.2
2.2 机械性能要求
性能指标最小值
抗拉强度(MPa)≥450
伸长率(%)≥10
冲击韧性(J)≥20
3. 外观要求
3.1 表面应光滑、无明显缺陷。
3.2 不允许有裂纹、夹杂物等缺陷。
4. 尺寸偏差要求
线性尺寸公差
≤100mm±0.5mm
(L为尺寸长度)
4.2 其他尺寸要求按照相关标准执行。
5. 技术要求
5.1 铸造工艺应符合相关铸造工艺标准。
5.2 球墨铸铁应进行热处理,以提高其力学性能和抗腐蚀性能。
5.3 球墨铸铁应进行质量检验,包括化学成分、机械性能、外观和尺寸等检验项目。
6. 包装和运输
球墨铸铁应进行适当的包装和标识,以防止损坏和污染。
在运输过程中,应注意防止碰撞和受潮,确保产品质量不受损。
以上内容为球墨铸铁的标准要求,供参考使用。
具体情况可根据实际需求进行调整和补充。
球墨铸铁标准
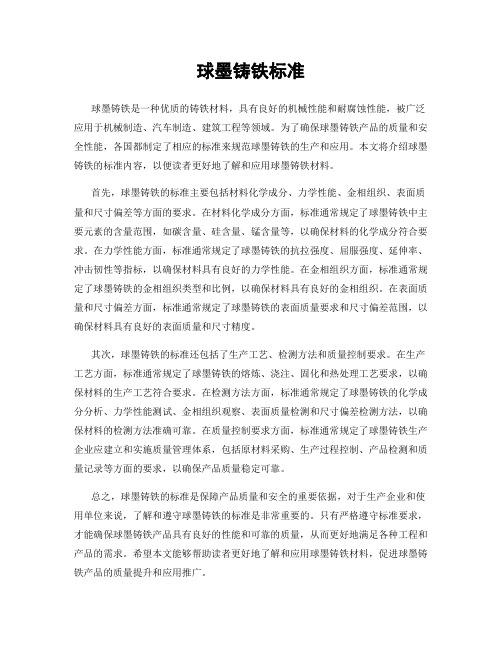
球墨铸铁标准球墨铸铁是一种优质的铸铁材料,具有良好的机械性能和耐腐蚀性能,被广泛应用于机械制造、汽车制造、建筑工程等领域。
为了确保球墨铸铁产品的质量和安全性能,各国都制定了相应的标准来规范球墨铸铁的生产和应用。
本文将介绍球墨铸铁的标准内容,以便读者更好地了解和应用球墨铸铁材料。
首先,球墨铸铁的标准主要包括材料化学成分、力学性能、金相组织、表面质量和尺寸偏差等方面的要求。
在材料化学成分方面,标准通常规定了球墨铸铁中主要元素的含量范围,如碳含量、硅含量、锰含量等,以确保材料的化学成分符合要求。
在力学性能方面,标准通常规定了球墨铸铁的抗拉强度、屈服强度、延伸率、冲击韧性等指标,以确保材料具有良好的力学性能。
在金相组织方面,标准通常规定了球墨铸铁的金相组织类型和比例,以确保材料具有良好的金相组织。
在表面质量和尺寸偏差方面,标准通常规定了球墨铸铁的表面质量要求和尺寸偏差范围,以确保材料具有良好的表面质量和尺寸精度。
其次,球墨铸铁的标准还包括了生产工艺、检测方法和质量控制要求。
在生产工艺方面,标准通常规定了球墨铸铁的熔炼、浇注、固化和热处理工艺要求,以确保材料的生产工艺符合要求。
在检测方法方面,标准通常规定了球墨铸铁的化学成分分析、力学性能测试、金相组织观察、表面质量检测和尺寸偏差检测方法,以确保材料的检测方法准确可靠。
在质量控制要求方面,标准通常规定了球墨铸铁生产企业应建立和实施质量管理体系,包括原材料采购、生产过程控制、产品检测和质量记录等方面的要求,以确保产品质量稳定可靠。
总之,球墨铸铁的标准是保障产品质量和安全的重要依据,对于生产企业和使用单位来说,了解和遵守球墨铸铁的标准是非常重要的。
只有严格遵守标准要求,才能确保球墨铸铁产品具有良好的性能和可靠的质量,从而更好地满足各种工程和产品的需求。
希望本文能够帮助读者更好地了解和应用球墨铸铁材料,促进球墨铸铁产品的质量提升和应用推广。
最新球墨铸铁管国标

最新球墨铸铁管国标,球墨铸铁管国标厚度最新球墨铸铁管国标,球墨铸铁管国标厚度公称直径外径壁厚每米重量每根重量80 98 6 12.2 76.5 167 12.77100 118 6.1 15.1 95 167 15.87150 170 6.3 22.8 144 167 20.05200 220 6.4 30.6 194 167 32.4250 274 6.8 40.2 255 167 42.59300 326 7.2 50.8 323 167 53.94350 378 7.7 63.2 403 167 67.3400 429 8.1 75.5 482 167 80.48450 480 8.6 89.3 575 167 95.86500 532 9 104.3 669 167 11.72球墨铸铁管网验收标准和基本要求日期:2011-11-10 16:21:21供水管道的正确连接及良好的传输性能,是系统正常运转的基础,系统安装完毕后,必须对系统进行必要的测试,以确认传输介质的性能指标已达到了系统正常运转的要求。
管网球墨铸铁管网测试验收中,就认为管网没有问题,线缆安装合格,这是不可取的。
这种测试只能说明网线接对了且没有断路。
我们知道,计算机管网工作时要使用高速度承载很大的信息流量,对球墨管线缆的要求非常高,衰减、损耗、速率和抗干扰都有相应的规定。
通常管网球墨铸铁管网工程应遵循的标准如下。
一、管网供水管网系统验收标准过去国内大多数球墨铸铁管网工程采用国外厂商生产的产品,且其工程设计和安装施工绝大部分由国外厂商或代理商组织实施。
当时因缺乏统一的工程建设标准,所以不论是在产品的技术和外形结构,还是在具体设计和施工以及与房屋建筑的互相配合等方面都存在一些问题,没有取得应有的效果。
为此,我国主管建设部门和有关单位在近几年来组织编制和批准发布了一批有关球墨铸铁管网工程设计施工应遵循的依据和法规。
这方面的主要标准和规范如下所示。
球墨铸铁件国标
球墨铸铁件国标球墨铸铁是一种具有高强度、高韧性和良好机械性能的铸铁材料,广泛应用于工程领域。
为了确保球墨铸铁件的质量和安全性能,国家制定了一系列的标准和规范,统称为球墨铸铁件国标。
一、国标的制定背景和意义球墨铸铁件国标的制定是为了规范球墨铸铁件的生产和应用,提高产品质量,保障使用安全。
国标的制定是基于对球墨铸铁件的材料性能、力学性能、化学成分、工艺要求等方面进行综合考虑和研究的结果。
通过国标的实施,可以确保球墨铸铁件的一致性和可靠性,提高产品的竞争力和市场认可度。
二、国标的主要内容和要求球墨铸铁件国标主要包括以下几个方面的内容和要求:1. 材料性能:国标对球墨铸铁件的材料性能进行了详细的规定,包括抗拉强度、屈服强度、伸长率、冲击韧性等指标。
这些指标是评价球墨铸铁件材料性能优劣的重要依据,可以保证产品的使用寿命和安全性能。
2. 化学成分:国标对球墨铸铁件的化学成分进行了严格的限制,确保材料的成分稳定和一致性。
化学成分的合理控制可以提高球墨铸铁件的机械性能和耐腐蚀性能,降低材料的缺陷率。
3. 工艺要求:国标对球墨铸铁件的生产工艺进行了规定,包括铸造温度、冷却速度、热处理工艺等方面。
合理的工艺要求可以有效地控制球墨铸铁件的组织和性能,防止产生缺陷和变形。
4. 检测方法:国标对球墨铸铁件的检测方法进行了详细的描述,包括化学成分检测、力学性能检测、表面缺陷检测等方面。
这些检测方法可以快速准确地评估球墨铸铁件的质量和合格性,确保产品的可靠性和稳定性。
5. 标志和包装:国标对球墨铸铁件的标志和包装进行了规范,要求在产品上标明生产厂家、材料牌号、生产日期等信息,并采用适当的包装方式进行保护。
标志和包装的规范化可以提高产品的辨识度和使用便捷性,防止产品在运输和贮存过程中受到损坏。
三、国标的应用和推广球墨铸铁件国标的实施对于推动球墨铸铁件行业的发展具有积极的意义。
首先,国标的实施可以提高球墨铸铁件的质量和安全性能,减少产品的缺陷率和事故风险,保护用户的权益。
球墨铸铁管标准

球墨铸铁管标准球墨铸铁管是一种具有优良性能的管材,被广泛应用于给排水、燃气、供暖、消防等领域。
为了确保球墨铸铁管的质量和安全使用,制定了一系列的标准,以下将对球墨铸铁管的标准进行介绍。
首先,球墨铸铁管的材质标准是非常重要的。
根据国家标准GB/T13295-2003《球墨铸铁管》规定,球墨铸铁管的材质应符合相关的化学成分和力学性能要求。
材质标准的严格执行可以保证球墨铸铁管的耐腐蚀性和抗压性能,确保管道的安全运行。
其次,球墨铸铁管的尺寸标准也是至关重要的。
根据国家标准GB/T13295-2003《球墨铸铁管》规定,球墨铸铁管的外径、壁厚、长度等尺寸应符合相关的要求。
尺寸标准的严格执行可以保证球墨铸铁管与管件的互换性,便于施工和维护。
另外,球墨铸铁管的连接标准也需要引起重视。
根据国家标准GB/T13295-2003《球墨铸铁管》规定,球墨铸铁管的连接方式可以采用法兰连接、套筒连接、弹性密封圈连接等。
连接标准的严格执行可以保证管道的密封性和稳定性,避免因连接不当导致的漏水、渗漏等问题。
此外,球墨铸铁管的表面处理标准也是不可忽视的。
根据国家标准GB/T13295-2003《球墨铸铁管》规定,球墨铸铁管的内外表面应进行除锈、清洗、喷漆等处理。
表面处理标准的严格执行可以保证球墨铸铁管的防腐蚀性能和美观度,延长使用寿命。
最后,球墨铸铁管的检测标准也是非常重要的。
根据国家标准GB/T13295-2003《球墨铸铁管》规定,球墨铸铁管应进行化学成分分析、力学性能测试、外观质量检验等。
检测标准的严格执行可以保证球墨铸铁管的质量稳定,确保用户的安全使用。
综上所述,球墨铸铁管的标准涉及材质、尺寸、连接、表面处理和检测等多个方面,严格执行这些标准可以保证球墨铸铁管的质量和安全使用。
在使用球墨铸铁管时,用户应选择符合国家标准的产品,并严格按照相关标准进行施工和维护,以确保管道系统的安全运行。
球墨铸铁井盖的国家标准

球墨铸铁井盖的国家标准
现行的国家标准一般为《铸铁井盖检查》和 GB6414-86《铸铁井盖尺寸公差》其中:《铸铁井 盖检查》规定的360KN的标准井盖与底座的尺寸偏 差符合国家标准: GB6414-86《铸铁井盖尺寸公 差》的的CT12级要求井盖表面喷涂防锈沥青漆防 腐处理!
由于其他材质井盖存在着裂纹扩展,造成其使 用可靠性、安全性难以保证,故国外自上世纪八十 年代、国内九十年代开始,在工程建设中大量采用 球墨铸铁井盖等产品。
/
为了提升平整,汽车行 驶时引起冲击响,井盖与井框之间安装有柔性缓冲 垫,消防冲击响声。或井盖与井框接触面采用机械 加工配套(仅限圆形产品),配合平整。
2、为防止井盖安装在户外时被人盗走,井盖 上可配锁具,上述锁定装置同时使用,形成一个完 整的防盗装置。
3、其他材质井盖等产品的失效形式表现为突 然断裂和破碎,从而在地面突然形成黑洞。球墨铸 铁井盖的失效形式表现为弯曲变形。
4、井盖等产品受使用条件和环境影响,如锈 蚀、酸雨及地下管网系统气体腐蚀、汽车轮胎对其 磨损,其有效承载厚度不断减少。球墨铸铁井盖抵 抗这些因素影响的能力大于其他材质井盖。
5、其他材质井盖的寿命不但取决鱼其承载力, 还取决于其内部裂纹扩展速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球墨铸铁件(摘要) GB 1348-88
创建时间:2008-08-02
球墨铸铁件(摘要)GB1348-88
1、引言(略)
2、牌号
球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1单铸试块的机械性能
表2 单铸试块V 型缺口试样的冲击值
注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能
表3 附铸试块的机械性能
注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4 附铸试块V型缺口试样的冲击值
3技术要求
3.1生产方法、化学成分和热处理
生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能
3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。
3.3金相组织
如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状及其尺寸公差
3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
有特殊要求的可按图样或有关技术要求的规定进行。
3.5 球铁件表面质量
3.5.1球铁件表面的粘砂、氧化皮等应清除干净。
3.5.2球铁件浇冒口、出气孔、多肉、飞翅和毛刺等应符合图样的规定除掉其残根。
3.5.3球铁件表面粗糙度应按GB6060.1—85<表面粗糙度比较样块铸造表面》的规定,由供需双方商定标准等级。
3.6球铁件的缺陷及修补
3.6.1球铁件的加工面上允许存在加工余量范围内的表面缺陷。
不允许有影响铸件使用性能的铸造缺陷(如裂纹、冷隔、缩孔、夹渣等)存在。
球铁件非加工面上及铸件内部允许的缺陷由供需双方按铸件的要求商定。
3.6.2不影响球铁件使用性能的缺陷可以修补(焊补和其它方法)修补技术要求由供需双方商定。
经补焊后的球铁件应进行消除内应力热处理。
4试验方法
4.1试块制备
4.1.1单铸试块试块的形状和尺寸由供需双方商定,可从图1、表5、图2、表6或图3中选择。
图1、图2的斜影线部位为切取试样的位置。
单铸试块应与该批铸件以同一批量的铁水浇注,并在每包铁水的后期浇注。
试块的冷却条件与所代表的铸件大致相同,试块的开箱温度不应超过500℃。
如果在腔内进行球化处理时,试块可以与铸件有共同的浇冒口系统的型腔内浇注,或在装有与铸件工艺接近的带有反应室的腔内单独浇注。
需热处理时,试块应与铸件同炉热处理。
表5 U型单铸试块尺寸
注:①“Y”尺寸数值供参考。
②U型单铸试块中较小数值的I 型试块尺寸一般只用于薄壁件。
表6 Y型单铸试块尺寸
注:Y数值尺寸仅供参考
4.1.2附铸试块
当铸件质量等于或超过2000kg,而且壁厚在30~200mm范围时,一般采用附铸试块,附铸试块的形状和尺寸如图4、表7所示。
附铸试块在铸件上的位置,应由供需双方商定,要以不影响铸件的使用性能,铸件外观质量以及试块致密为原则。
附铸试块应在热处理后从铸件上切取。
表7 附铸试块mm
注:①在特殊情况下,表中L t可以适当减少.但不得少于125mm。
②如用较小尺寸的附铸试块时应按下式规定。
b=0.75a,c=a/2
4.2试样
4.2.1抗拉试样均在单铸试块的剖面线部位或铸件本体上切取。
4.2.2抗拉试样的形状和尺寸如图5所示。
注:④夹持试样端部的方法及总长度I,t,可由供方和需方商定。
②l 0原始测量长度(标距)这里l 0=5d;d——试样原始直径;Lc——平行段长度lc>l0由供方和需方商定;It——总长,根据Lc和Lt。
如果因技术原因,需要采用其它直径的试样,应符合下列公式:l 0 =5.65 S01/2或l 0 =5d式中:l 0——试样原始标距长度:S0——试样原始断面积;d——试样原始直径。
4.2.3冲击试样的形状及尺寸如图6所示。
4.3机械性能试验
4.3.1抗拉试验抗拉试验应按GB 228—76<金属拉力试验法>的规定进行。
4.3.2冲击试验冲击试验按GB Z 106—80(金属夏比(V型缺口)冲击试验方法》的规定进行。
试验时应选用能量同球铁性能相适应的试验机。
4.3.3硬度试验布氏硬度试验应按GB 231—84<金属布氏硬度试验法》的规定进行。
硬度试验根据供需双方确定,可在铸件上或试样上的一个部位或几个部位上进行。
5.检验规则
5.1批量的划分
5.1.1由同一包铁水浇注的铸件为一个批量。
5.1.2每批铸件重量为2000kg算为一个批量。
5.1.3如果一个铸件重量大于2000kg时,就单成为一个批量。
5.1.4当连续不断地熔化大量同一牌号的铁水时,以两小时内所浇注的铸件为一个批量。
5.1.5除5.1.1条规定外,如经供需双方商定同意,也可把若干个批量并成一组验收。
在此情况下,生产过程中应有其它连续检测方法如金相检验、断口检验、弯曲检验等,并确实证明各次球化处理稳定、符合要求。
5.2试验次数,试验结果的评定和复验
5.2.1检验抗拉强度或冲击值时,先用一根抗拉试样或一组(三根)冲击试样进行试验。
试验结果符合要求,则该批铸件为合格,如果试验结果达不到要求,再用双倍同批试样进行重复试验。
5.2.2当重复试验结果都能达到要求时,则该批铸件为合格,如果双倍重复试验有1/2达不到要求时,则该批铸件为不合格。
若因热处理不当造成不合格时,允许再次热处理,但重复热处理的次数不得超过两次。
5.2.3铸件如果以铸态供货时,性能达不到要求,经需方同意,供方可将铸件和其代表的试块进行热处理后重新试验。
5.3试验的有效性。
如果不是由于铸件本身的质量问题,而是由于下列原因之一造成试验结果不符合要求时,则试验无效。
a.试样在试验机上装卡不当或试验机的操作不当。
b.试样有铸造缺陷或试样切削加工不当。
c.拉伸试样在标距外断裂。
d.试样拉伸、冲击后在断口上有铸造缺陷。
5.4铸件的检验
5.4.1铸件表面、外观用目测方法逐件进行检验或抽验。
5.4.2首批铸件和重要铸件,应按图样规定逐件检查尺寸和几何形状。
一般铸件及用保证尺寸稳定性方法生产出来的铸件可以抽查,抽查的方法按双方商定进行。
6.标志和质量证明书 (略)
7.包装和储存 (略)
附录A
球墨铸铁件硬度
(补充件)
A1 硬度牌号
在特殊情况卞,供需双方同意,允许根据铸件本体所测得硬度值规定球铁硬度牌号,本附录根据球铁件的硬度分为八个牌号,见表Al。
表Al 球墨铸铁铸件硬度
A2 技术要求
A2.1 硬度
每一批量铸件必须检验硬度,检验硬度值的同时,必须进行金相组织检验。
A2.2金相组织
金相组织应符合GB9441的规定,球化级别一般不得低于4级。
其检验次数和取样要求应由供需双方商定。
球化等级和基体组织,可用无损检测方法进行检验。
如有争议时,应用金相检验法裁决。
A3 试验方法
A3.1硬度试验可按GB 231的要求进行。
A3.2如果不能在铸件本体测定硬度,经供需双方商定,可在铸件的附铸试块上测定硬度,硬度试块见图A。
A3.3硬度试块在铸件上的位置,由供需双方商定,但不能影响铸件的使用性能。
A3.4硬度试验应在与铸件连接的面上进行。
A3.5需要热处理时,硬度块应在热处理后从铸件上取下。
A4批量的划分和试验次数.
批量应按5.1条的规定.每批硬度试验的次数和部位由供需双方商定。
A5 重复试验
重复试验应按5.2.2、5.2.3条的规定进行。