抛光外观检验标准
打磨、抛光通用检验规范
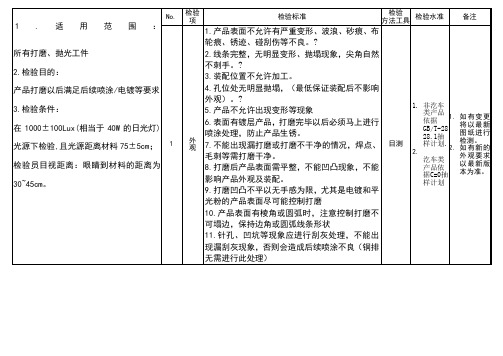
10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.线条完整,无明显变形、抛塌现象,尖角自然不刺手。?
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。?
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
2.
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
1.适用范围:
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。?
抛光产品检验标准

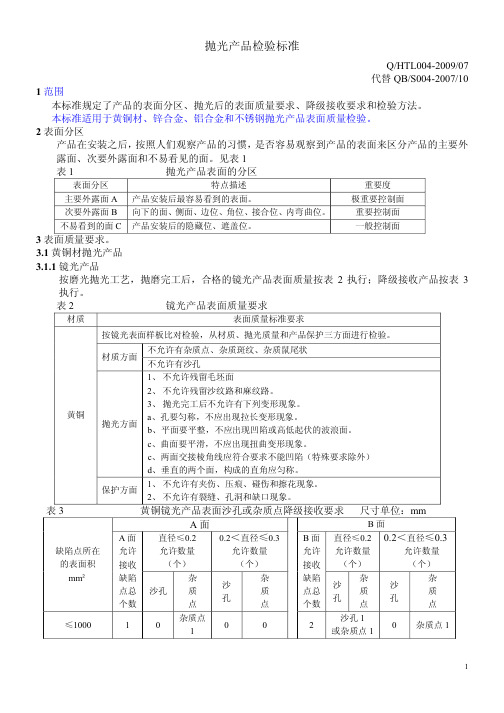
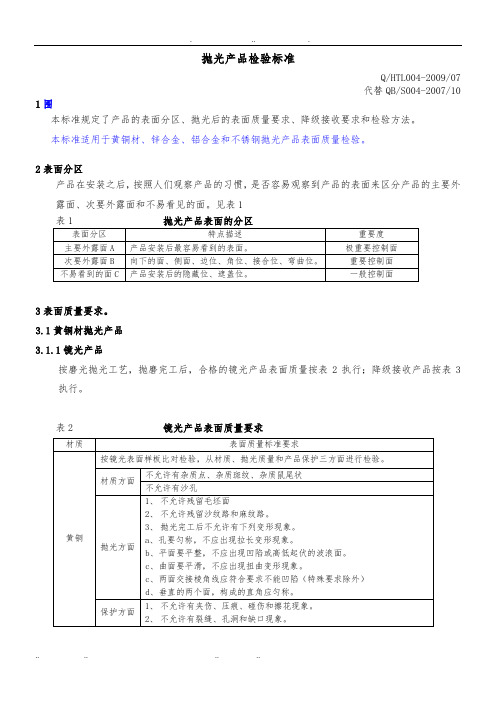
抛光产品检验标准Q/HTL004-2009/07代替QB/S004-2007/10 1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
不锈钢抛光检验标准12
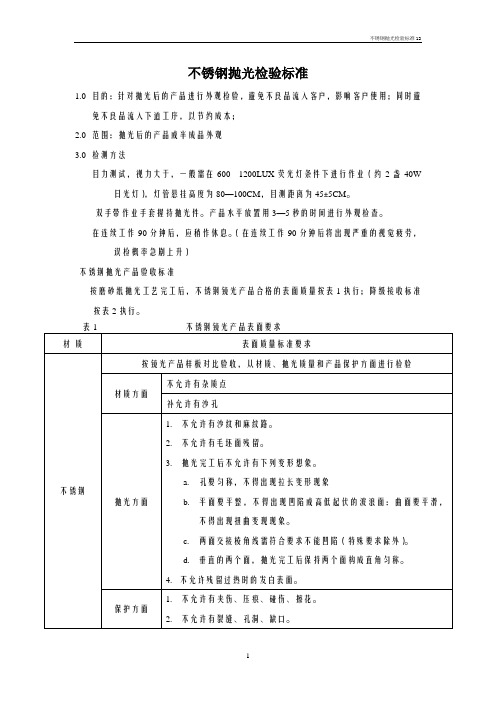
不锈钢抛光检验标准
1.0目的:针对抛光后的产品进行外观检验,避免不良品流入客户,影响客户使用;同时避
免不良品流入下道工序,以节约成本;
2.0范围:抛光后的产品或半成品外观
3.0检测方法
目力测试,视力大于,一般需在600---1200LUX荧光灯条件下进行作业(约2盏40W 日光灯),灯管悬挂高度为80—100CM,目测距离为45±5CM。
双手带作业手套握持抛光件。
产品水平放置用3—5秒的时间进行外观检查。
在连续工作90分钟后,应稍作休息。
(在连续工作90分钟后将出现严重的视觉疲劳,误检概率急剧上升)
不锈钢抛光产品验收标准
按磨砂纸抛光工艺完工后,不锈钢镜光产品合格的表面质量按表1执行;降级接收标准按表2执行。
表2 不锈钢镜光产品表面质量降级接收要求尺寸单位:mm
注:1、缺点所在的表面积是指A面、B面和C免得表面积。
2、表中限定了A面和B面缺点的个数,A面和B面缺陷点的个数之和,为产品表面的
缺点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于20mm。
外观标准尺度的把握
在检验产品外观时是并非越严越好,外观标准应该恰到好处;如果“过严”会导致成本浪费,“过松”又会导致客户部满意而引起抱怨。
外观标准应该根据不同的客户不同产品档次定位的不同来进行判定。
抛光产品检验标准
。称匀角直的成构面个两持保后工完光抛�面个两的直垂、d 。 �外除求要殊特�陷凹能不求要合符须线角棱接交面两、c 。象现形变曲扭现 出得不�滑平要面曲�面浪波的伏起低高或陷凹现出得不�整平要面平、b 。象现形变长拉现出得不�称匀要孔、a 象现形变列下有许允不�后工完光抛、3 。路纹错交的观外品产响影不但�的微轻有许允位部曲弯的品产 �致一向方路纹计设的品产与路纹光抛的面一每的品产�致一细粗路纹 、2 面坯毛留残有许允不 、1
面方质材
钢锈不
验检行进面方三护保品产和量质光抛、质材从�收验对比板样品产光镜按 求要准标量质面表 质 材
求要面表品产光镜钢锈不
9表
。行执 01 表按收接级降 �行执 9 表按量质面表的格合品产光镜钢锈不 �后工完磨抛艺工光抛光磨按 品产光镜钢锈不 1.4.3 品产光抛钢锈不 4.3
。陷凹和洞孔 mm52.0 为度深留残许允不、2 。伤碰、痕压、伤夹有许允不、1 面方护保
点陷缺个 1 加 增�米毫方平 0005 加增积面表品产 2 2 1 1 0 面B 5.0≤径直孔沙 面A 00001� 00001--0005 0005--0052 0051--0001 ²mm 积面表的 在所点陷缺 0001≤ 0052-0051
mm�位单寸尺
面A 面B 求要收接级降孔沙面表品产光镜金合锌
。口缺、洞孔、缝裂有许允不 、2 。花擦、伤碰、痕压、伤夹有许允不 、1
6表
面方护保
面方光抛
。称匀角直的成构面个两持保后工完光抛�面个两的直垂、e 。 �外除求要殊特�陷凹能不求要合符须线角棱接交面两、d 。象现形变曲扭现出应不�滑平要面曲、c 面浪波的伏起低高或陷凹现出应不�整平要面平、b 。象现形变长拉现出应不�称匀要孔、a 象现形变列下有许允不后工完光抛 、3 。路纹麻和路纹沙留残许允不 、2 面坯毛留残许允不 、1 纹水、孔沙有许允不 点质杂有许允不
打磨抛光检验标准

页码
第2页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
毛刺披锋
卡尺
目测
手感
测量
不可见或无刮手感
可见,≤0.1mm且均匀不允齿状
≤0.3mm,且均匀不允齿状无明显刮手
>0.5mm以上
允许出现3mm长可见但不伤及材料的划痕
允许出现5mm长可见但不伤及材料的划痕工
允许出现8mm长的轻微划痕
超出30*30mm范围的深度划痕
出现20mm的一般划痕
出现10mm长的轻微划痕
一般
抽检
变形
卡尺直尺拉尺
目测测量
不可见,点线面轮廓清晰
≤0.1mm/M2,单面不超过3个点。
≤0.2mm/M2,单面不超过5个点。
≤0.5mm
>0.3 mm,<0.4mm
关键
全检
让步
返工
降级采用报废
编制
审核
批准
>0.5mm/ M2,单面超过5个点。
>0.3mm M2,单面超过5个点。
≤0.3/mm M2,单面超过2个点。
一般
抽检
锈迹
卡尺直尺拉尺
目测
不可见
重要
全检
漏底
目力
目测
不可见
可见8*8mm以下
5*5mm以上
可见5*5mm以下
3*3mm以上
可见3*3mm以下
严重
抽检
不锈钢抛光检验标准
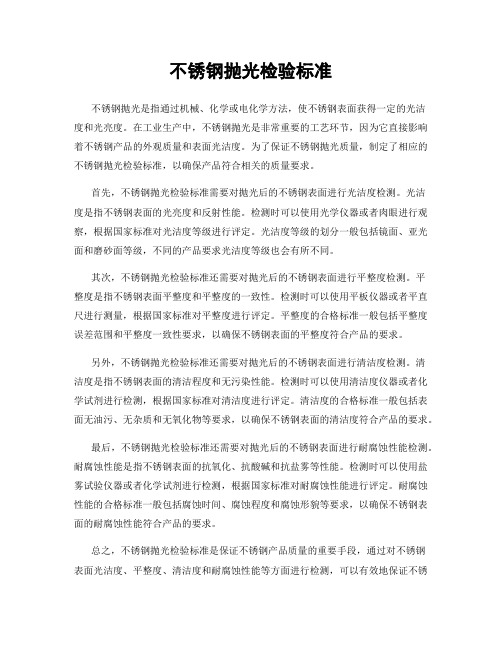
不锈钢抛光检验标准不锈钢抛光是指通过机械、化学或电化学方法,使不锈钢表面获得一定的光洁度和光亮度。
在工业生产中,不锈钢抛光是非常重要的工艺环节,因为它直接影响着不锈钢产品的外观质量和表面光洁度。
为了保证不锈钢抛光质量,制定了相应的不锈钢抛光检验标准,以确保产品符合相关的质量要求。
首先,不锈钢抛光检验标准需要对抛光后的不锈钢表面进行光洁度检测。
光洁度是指不锈钢表面的光亮度和反射性能。
检测时可以使用光学仪器或者肉眼进行观察,根据国家标准对光洁度等级进行评定。
光洁度等级的划分一般包括镜面、亚光面和磨砂面等级,不同的产品要求光洁度等级也会有所不同。
其次,不锈钢抛光检验标准还需要对抛光后的不锈钢表面进行平整度检测。
平整度是指不锈钢表面平整度和平整度的一致性。
检测时可以使用平板仪器或者平直尺进行测量,根据国家标准对平整度进行评定。
平整度的合格标准一般包括平整度误差范围和平整度一致性要求,以确保不锈钢表面的平整度符合产品的要求。
另外,不锈钢抛光检验标准还需要对抛光后的不锈钢表面进行清洁度检测。
清洁度是指不锈钢表面的清洁程度和无污染性能。
检测时可以使用清洁度仪器或者化学试剂进行检测,根据国家标准对清洁度进行评定。
清洁度的合格标准一般包括表面无油污、无杂质和无氧化物等要求,以确保不锈钢表面的清洁度符合产品的要求。
最后,不锈钢抛光检验标准还需要对抛光后的不锈钢表面进行耐腐蚀性能检测。
耐腐蚀性能是指不锈钢表面的抗氧化、抗酸碱和抗盐雾等性能。
检测时可以使用盐雾试验仪器或者化学试剂进行检测,根据国家标准对耐腐蚀性能进行评定。
耐腐蚀性能的合格标准一般包括腐蚀时间、腐蚀程度和腐蚀形貌等要求,以确保不锈钢表面的耐腐蚀性能符合产品的要求。
总之,不锈钢抛光检验标准是保证不锈钢产品质量的重要手段,通过对不锈钢表面光洁度、平整度、清洁度和耐腐蚀性能等方面进行检测,可以有效地保证不锈钢产品的质量稳定性和一致性。
制定和执行严格的不锈钢抛光检验标准,有利于提高不锈钢产品的市场竞争力,促进不锈钢产业的健康发展。
抛光验收标准

抛光验收标准
(一)亮度
抛光后,亮度计数在80–90度以上,色泽鲜艳,光亮照人,实体倒影清晰度在75%以上。
(二)漆面
1、车身表面无污垢(研磨剂、油渍、沥青)存留,全车间隙之间无任何残留杂物(水珠、泥污、固化研磨剂),无圈迹,无旋光。
2、检验是否有漏抛(漆面光泽暗淡、划痕较多)或抛漏(出现底漆)的地方。
(三)划痕
1、抛光后,在无外界事物(波浪海面、脏毛巾)接触的前提下,车身表面应无任何细微划痕,经过清洁处理后,在车身表面会留下一些细微的划痕,这是不可避免的。
2、对于中深度划痕来讲,若不进行水磨处理的情况下,仍然会存在于车身表面,只不过表面效果会改善固有的20%左右;进行水磨处理,中度划痕会消失原有程度的85%以上,深度划痕(伤及底漆)仍无法消除,只有进行烤漆处理。
(四)用时与用量
1、在整个抛光施工过程中,单车抛光研磨剂的使用量不超过300毫升。
2、有两个施工人员,车漆较软(日产车)的情况下,一般在1小时左右完成,如果车漆较硬(奔驰、宝马等)一般需要1.5小时左右完成施工。
13注塑抛光件检验标准

1规范注塑件进料及抛光检验标准,促进品质管理,确保产品质量。
2、适用范围供应商生产的本体、面板、装饰圈、墙座等需全部抛光或半抛光作电镀的注塑件3、定义3.1A面:这是决定产品外观效果最关键的区域,A面通常是显示产品外观最显著的部位,是在安装之后离使用者最近,或者使用者第一眼就能看到的部位。
3.2B面:这个区域也是重要的,但较A面离客户较远,在安装之后B面也是比较容易看得到。
3.3C面:在安装后的可见区域中,不能直接看到,你必须大幅度的移动头部或产品可动部件才能看到的面。
4、抛光件管制内容4.1制品两条拉伤线必须抛除,且抛光后线条处无裂缝,变形以及黑点(毛刺)现象,从外观上看应圆滑无瑕疵。
4.2制品合模线需确保均匀不刮手,不可出现不均匀、断断续续的现象。
4.3工件表面抛光处理应无麻点、凹坑、冷料痕、起泡、凸点、刻划伤、抛焦等不良存在,原则上不允许有溶胶线存在。
4.4制品与其它零件配合面(制品头部与尾部边缘处)不能有飞边外溢,缺口,变形及刮手之不良。
4.5检好之产品需包装保护,层与层之间用隔板隔开,摆放整齐有序,每层数量一致,每筐数量准确一致。
5检验方法5.1检验员的视力应达到1O以上;5.2光源要求:检验灯光应为N3001X,及相当于40W的日光灯发出的光,光源于物件距离为50OnIm左右,物件与检验员眼睛距离应在30Omm~400mm范围内。
5.3观察时间:A面6s、B面4s、C面2s。
5.4在5.1检验过程中发现有可疑缺陷时∙,应拿近物件或者根据光线缓慢转动产品进行更详细的观察、判断,这时不受5.3的观察时间限制。
但在正常的30Om1n距离不能观察到,拿近物件后才可观察到的其它细小瑕疵不应作为拒收缺陷,起泡、起皮或脱层除外。
拿近产品发现的外观缺陷肯定比5.1条件下发现的外观缺陷多。
此外请注意:•用肉眼检查,放大镜通常只用来作为对确认缺陷或检查特殊的视觉要求。
•在可能条件下,检验用灯光满足MaSeoSPeC400规定。
不锈钢抛光、拉丝产品检验标准规范及保养规范

不锈钢抛光、拉丝产品检验标准规范及保
养规范
不锈钢抛光、拉丝产品是我们日常生活中常见的材料,为了保
证其品质,我们需要对其进行检验,并且在使用过程中做好保养工作。
本文将介绍不锈钢抛光、拉丝产品的检验标准规范和保养规范。
检验标准规范
1. 外观检验:应当对不锈钢抛光、拉丝产品的表面进行检查,
不能有凹坑、裂纹等缺陷,抛光面应平整光滑。
2. 尺寸检验:主要是检查长度、宽度、厚度等方面是否符合要求。
3. 物理检验:包括强度、延展性、硬度等项目的检验。
4. 包装检验:检查产品包装是否符合要求,能否保证产品安全
运输。
保养规范
1. 普通清洗:使用软布和温和的清洁剂对不锈钢抛光、拉丝产品进行清洗,去除表面的污垢和污渍。
注意不要使用含氯或酸性的清洁剂,以及不要使用钢丝球等粗糙的清洁工具。
2. 污渍处理:轻度污渍可以用牙膏或者小苏打水处理,较重的污渍需要使用专业的清洁产品进行清理,如果您不确定使用方法或产品是否会对不锈钢表面产生损害,请先进行局部测试。
3. 日常维护:不锈钢抛光、拉丝产品需要定期维护,保持其表面的光泽和清洁。
可以使用特殊的保养剂进行处理,也可以使用柠檬汁、醋水等低浓度的酸性食品进行喷洒和擦拭。
4. 避免摩擦:不要使用尖锐的金属物品或者有刮擦表面的清洁工具,避免对不锈钢表面造成损害。
以上就是不锈钢抛光、拉丝产品检验标准规范及保养规范的介绍。
通过严格的检验标准和正确的保养方法,我们可以保证不锈钢抛光、拉丝产品具有良好的品质和使用寿命。
打磨、抛光通用检验规范

10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
2.线条完整,无明显变形、抛塌现,尖角自然不刺手。
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
1.适用范围:
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检验项
检验标准
检验
方法工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。
打磨抛光检验标准

出现10mm长的轻微划痕
一般
抽检
变形
卡尺直尺拉尺
目测测量
不可见,点线面轮廓清晰
≤M2,单面不超过3个点。
≤M2,单面不超过5个点。
>M2,单面超过5个点。
>M2,单面超过5个点。
≤mm M2,单面超过2个点。
一般
抽检
锈迹
卡尺直尺拉尺
目测
不可见
重要
全检
漏底
目力
目测
不可见
可见8*8mm以下
5*5mm以上
可见5*5mm以下
3*3mm以上
可见3*3mm以下
严重
抽检
针孔
针规
通止
允许3个,以下
<¢M2
允许5个以下
<¢M2
允许8个以下
<¢M2
超过8个
≤¢M2或
>M25个以上
超过3个低于8个
≤¢M2或
>M25个以下
超过8个低于15个
≤¢M2或
>M25个以下
一般
全检
XXXX金属制品有限公司工作文件
文件编号
XXXXXX
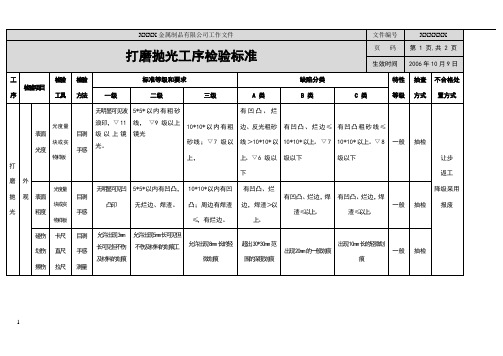
打磨抛光工序检验标准
页码
第2页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
毛刺披锋
卡尺
目测
手感
测量
不可见或无刮手感
可见,≤且均匀不允齿状
≤,且均匀不允齿状无明显刮手
外观A级面与B级面检验国标
外观A级面与B级面检验国标
外观A级面与B级面检验国标是我国有关产品质量标准的一个重要组成部分,它是检测产品表面质量的重要准则。
外观A级面是产品表面检测高品质的标准。
它涉及到表面形象与特征、表面结构、光泽表面镜面度等检测维度。
一般情况下,抛光表面不能留有刮痕、气泡或其他缺陷,同时表面不能存在线性、棱线或尤其是漆层的裂纹等不良表面状态。
B级面检验标准仅涉及到表面色泽、光泽度等检测维度。
通常情况下,抛光表面的镜面效果要求比A级面的要求低一些。
即使表面形象有一定缺陷,但仍要求表面质量好,不会拖慢产品生产及用户使用。
准确无误地检测出产品表面质量状态,需要依托良好的实验室设备,并配以恰当的测试方法与品质管控流程,以保证检验结果的可靠性与准确性。
只有依据国家标准严格要求产品外观表面的质量,才能从根源上保证产品质量,为用户提供放心的产品。
抛抛光产品检验标准
抛光产品检验标准Q/HTL004-2009/07代替QB/S004-2007/10 1围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
抛光外观检验作业指导书
抛光外观检验作业指导书
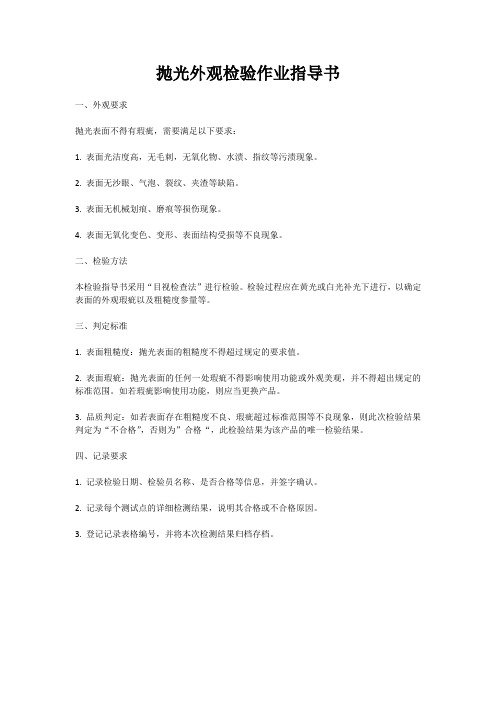
一、外观要求
抛光表面不得有瑕疵,需要满足以下要求:
1. 表面光洁度高,无毛刺,无氧化物、水渍、指纹等污渍现象。
2. 表面无沙眼、气泡、裂纹、夹渣等缺陷。
3. 表面无机械划痕、磨痕等损伤现象。
4. 表面无氧化变色、变形、表面结构受损等不良现象。
二、检验方法
本检验指导书采用“目视检查法”进行检验。
检验过程应在黄光或白光补光下进行,以确定表面的外观瑕疵以及粗糙度参量等。
三、判定标准
1. 表面粗糙度:抛光表面的粗糙度不得超过规定的要求值。
2. 表面瑕疵:抛光表面的任何一处瑕疵不得影响使用功能或外观美观,并不得超出规定的标准范围。
如若瑕疵影响使用功能,则应当更换产品。
3. 品质判定:如若表面存在粗糙度不良、瑕疵超过标准范围等不良现象,则此次检验结果判定为“不合格”,否则为”合格“,此检验结果为该产品的唯一检验结果。
四、记录要求
1. 记录检验日期、检验员名称、是否合格等信息,并签字确认。
2. 记录每个测试点的详细检测结果,说明其合格或不合格原因。
3. 登记记录表格编号,并将本次检测结果归档存档。
打磨抛光检验标准
出现10mm长的轻微划痕
一般
抽检
变形
卡尺直尺拉尺
目测测量
不可见,点线面轮廓清晰
≤M2,单面不超过3个点。
超过5个点。
≤mm M2,单面超过2个点。
一般
抽检
锈迹
卡尺直尺拉尺
目测
不可见
重要
全检
漏底
目力
目测
不可见
可见8*8mm以下
>mm,<
关键
全检
让步
返工
降级采用报废
编制
审核
批准
XXXX金属制品有限公司工作文件
文件编号
XXXXXX
打磨抛光工序检验标准
页码
第1页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
表面光度
光度量块或实物样板
目测手感
无明显可见波浪印,▽11级以上镜光。
文件编号
XXXXXX
打磨抛光工序检验标准
页码
第2页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
毛刺披锋
卡尺
目测
手感
测量
不可见或无刮手感
打磨抛光检验标准

有凹凸、烂边,焊渣>以上。
有凹凸、烂边,焊渣≤以上。
有凹凸、烂边,焊渣≤以上。
一般
抽检
碰伤划伤擦伤
卡尺直尺拉尺
目测手感测量
允许出现3mm长可见但不伤及材料的划痕
允许出现5mm长可见但不伤及材料的划痕工
允许出现8mm长的轻微划痕
超出30*30mm范围的深度划痕
出现20mm的一般划痕
出现10mm长的轻微划痕
一般
抽检
变形
卡尺直尺拉尺
目测测量
不可见,点线面轮廓清晰
≤M2,单面不超过3个点。
≤M2,单面不超过5个点。
>M2,单面超过5个点。
>M2,单面超过5个点。
≤mm M2,单面超过2个点。
一般
抽检
锈迹
卡尺直尺拉尺
目测
不可见
重要
全检
漏抛光检验标准(总2页)
XXXX金属制品有限公司工作文件
文件编号
XXXXXX
打磨抛光工序检验标准
页码
第1页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
表面光度
光度量块或实物样板
目测手感
无明显可见波浪印,▽11级以上镜光。
文件编号
XXXXXX
打磨抛光工序检验标准
页码
第2页,共2页
生效时间
2006年10月9日
工序
181228-镜面抛光外观检测标准
标准工时制作日期12/28/2018卡尺千分尺卷尺目测制作审核作业项目页次1/2版本A一.目的:明确客户外观判定标准,准确把握品质,以保证生产。
二.适用范围:本标准适用于本公司所有不锈钢镜面抛光产品的表面质量的检验。
三.检验规范3.1 检验条件,3.1.1 检验角度:成45度目视检验3.1.2 检验距离:距物品45—60CM3.1.3 检验环境:日常日光灯光源下检验3.1.4 检验工具:双手带作业手套握持抛光件,目视检验及使用样板对照。
3.1.5 检测方式:产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面的角度目测, 逐步检查每一面。
3.2抽样依据3.2.1 抽样方案依据国标GB2828.1-2003抽样标准。
3.2.2外观按照正常一次抽样的一般II级抽样水准AQL=0.4验收四.表面质量标准要求4.1材质方面原材料表面或内部不允许有杂质点或沙孔。
4.2抛光方面4.2.1 不允许有沙纹和麻纹路。
4.2.2 不允许有毛坯面残留。
4.2.3 孔要匀称,不得出现拉长变形现象。
4.2.4 平面要平整,不得出现凹陷或高低起伏的波浪面;曲面要平滑,不得出现扭曲变形现象。
4.2.5 两面交接棱角线须符合要求不能凹陷(特殊要求除外)。
4.2.6 垂直的两个面,抛光完工后保持两个面构成的直角匀称。
4.3镜面抛光表面缺陷接受标准4.3.1 抛光擦痕长度≤1mm,深度≤0.05mm,的有感擦痕允许有1处,超出则判定不良;4.3.2 抛光擦痕长度≤2mm,的无感擦痕,单件允许有2处,超出则判定不良;4.3.3 产品表面抛光后的沙孔直径≤0.5mm,深度≤0.05mm,允许有2处,超出则判定不良; 注:以上三点,若有两种情况发生在同一产品上,则判定不良。
XY-GLOBAL镜面抛光件外观检验通用标准零件名称镜面抛光件外观检验通用标准使用工具检验指导bowen标准工时制作日期12/28/2018卡尺千分尺卷尺目测制作审核作业项目页次2/2版本A接受图示:不良图示零件名称镜面抛光件外观检验通用标准使用工具检验指导bowen OKOKNG NG。
不锈钢抛光标准国家标准

不锈钢抛光标准国家标准不锈钢是一种常见的金属材料,具有耐腐蚀、耐高温、美观等优点,在工业制造、建筑装饰、家具制造等领域得到广泛应用。
而不锈钢表面的抛光处理对其外观质量有着重要影响,因此制定不锈钢抛光标准国家标准显得尤为重要。
不锈钢抛光标准国家标准主要包括以下几个方面的内容,抛光表面质量要求、抛光工艺要求、检验方法、标志、包装、运输和贮存要求等。
首先,抛光表面质量要求是指不锈钢经过抛光处理后,表面应该具有一定的光洁度和平整度,不得出现划痕、氧化、斑点等缺陷。
其次,抛光工艺要求包括抛光前的准备工作、抛光工艺参数、抛光设备要求等内容,确保抛光工艺能够达到标准要求。
检验方法是保证抛光质量的重要手段,包括目视检验、仪器检测等方法,以确保不锈钢抛光质量符合国家标准要求。
在制定不锈钢抛光标准国家标准时,需要考虑不同种类不锈钢的特点和用途,制定相应的标准等级和抛光要求。
同时,还需要考虑抛光工艺的可操作性和经济性,确保标准的实施能够在生产实践中得到有效执行。
此外,标准还应包括不锈钢抛光产品的标志、包装、运输和贮存要求,以保证产品在生产、运输和使用过程中的质量稳定和可控。
不锈钢抛光标准国家标准的制定对于规范不锈钢抛光行业,提高产品质量和市场竞争力具有重要意义。
通过严格执行国家标准,可以有效避免不锈钢抛光产品质量参差不齐、无法互通的问题,提升行业整体形象和信誉度。
同时,也可以促进抛光工艺的技术进步和创新,推动不锈钢抛光行业朝着高质量、高效率、可持续发展的方向迈进。
总的来说,不锈钢抛光标准国家标准的制定是一个系统工程,需要充分考虑不同方面的因素,确保标准的科学性、合理性和实用性。
只有这样,才能够推动不锈钢抛光行业朝着更加规范、高效、可持续的方向发展,为行业的健康发展和社会经济的进步做出积极贡献。
抛光检验标准

不锈钢抛光检验标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求和检验方法。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表 1 表1 抛光产品表面的分区3表面质量要求。
不锈钢镜面抛光产品(食品级)按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行表2 不锈钢镜光产品表面要求不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表3执行表3 不锈钢拉丝表面要求4检验方法目力测试,视力大于,在220V50HZ18/40V萤光灯和220V50HZ40W的日光灯下,目测距离为45 ± 5cm。
双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每面。
5补充注意点抛光严格按照图纸要求表面加工精度操作,除特殊标注之外,A面所有的抛光要求按照图纸要求,不能出现未抛光的部分,不能留有电焊后的黄黑色色斑。
抛光纹路必须保持一致,不能有乱纹。
比如料斗盖透气管周围的色差必须抛光一致A面不能有焊接留下的杂质,包含焊渣以及滴落凝固在表面的金属除标准法兰外的自制法兰表面属于易忽视部位,注意抛光A面上焊缝内黑色杂质必须处理干净。
如若使用钝化膏处理必须擦拭干净所留痕迹。
料仓出料口处法兰与料仓桶体连接处焊缝必须抛光圆滑过渡,不能存在台阶,防止堆积物料。
叶片螺杆叶片连接处抛光一致,不能留有痕迹。
可拿取的人工加料盖,周围折边处,A面焊缝满焊后抛光圆滑,C面断续焊。
例如T17料斗上的人工加料盖。
C面焊缝不能有毛刺,必须打磨去除。
料斗折弯痕迹,A面抛光光滑过渡,C面抛光(按照图纸要求)。
料斗和料仓筒身焊接的焊缝整形处理后圆滑过渡,外部不能有明显的拼接痕迹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验
项目
允 收 标 准
C面
(1)允许拖尾巴长不大于0.5 mm,点距大于30 mm以内一点。
(2)杂质(组织缩松面)面积小于1 mm²,点距大于30 mm以内两处,但没有气孔。
(4)不允许有布轮痕。
(5)线条完整:无明显变形、抛塌现象,尖角自然不刺手。
(6)丝纹:直看:无丝纹只能表现为防皮革丝绸状亮面;
横看:无斜丝,连续线条为轻微丝印,长度≤15 mm。
(7)装配位置不允许加工。
(8)阀芯端面不允许有变形。孔位处无明显抛塌,(最低保证装配后不影响外观)。
(10)镀酸铜产品:遵守①~⑥条规定,允许有孔径≤0.05 mm²的针孔存在。
抛光外观检验标准页次
版次
修订
审核
批准
2011/03/30
/
系统文件新制定
4
A/0
/
/
/
批准:
审核:
编制:
抛光外观检验标准
1.适用范围
本公司所有需检验的抛光品
2.检查方式
类别
检验
项目
允 收 标 准
检验
方式
检验
仪器
备注
外观
通用标准
(1)不允许有变形。
(2)不允许有波浪。
(3)不允许有砂痕。
(11)酸铜露底:颜色逐渐变淡,酸铜线条不完整。
(12)退镀产品:装配尺寸不允许明显抛小。
1、目测:在光照度不低于400LX距离物体300mm进行正常目测检验。
2、实物装配。
相应产品零件。
不允许出现(1)~(7)所述情况。
A面
(1)若有明显质点,可抛1000#砂带修平擦亮后镀酸铜。
(2)须镀酸铜产品,允许1000#砂带痕最多可留1 mm长,针孔小于0.05 mm²,点距大于300 mm以内一点。
(3)同一平面轻微焊疤(小于φ10 mm)只允许有1个。
B面
(1)明显质点抛1000#砂带修平擦亮后镀酸铜。
(2)允许杂质小于0.2 mm²,点距大于30 mm以内一点,小于0.1 mm²,点距大于30 mm以内2点,但没有气孔。
(3)气孔小于0.1 mm²,点距大于30 mm以内一点,小于0.08 mm²,点距大于30 mm以内二点。
(3)气孔小于0.2 mm²,点距大于30 mm以内一点。
(4)允许不平深度小于0.2 mm,长10 mm以内。
(5)镀酸铜的产品,1000#的砂带痕小于2 mm长,气孔不大于0.2 mm²,点距大于30 mm以内二点,(一次性镀铬不能存在B面第(4)所述的缺陷, 同一平面轻微焊疤(小于φ10 mm)少于3个。
D面
(1)(非抛光面)不平的地方抛平,尺寸按图纸规定,公差不得超过0.5 mm。
(2)加工部位不能变形。
备注:1.以上A面指主要面,B面指次要面,C面指隐蔽面,D面指非抛光面。
2.所有的内孔或螺纹内孔不能有抛光膏。