汉高脱脂剂讲义
汉高表面处理剂ALODINE

汉高表面处理剂ALODINE 52001. 简介ALODINE 5200是一种无铬产品,专门用于处理铝及其合金。
既可以用于喷淋也可用于浸渍,能为有机涂层提供极好的基体。
2. 操作数据概要化学品:配制100升槽液:ALODINE 5200Mu 1.5~7.5 升(视具体情况定) 操作及控制(可漂洗):浓度(点数): 35~15时间(秒): 5~180pH值: 3.0~3.6温度(℃): 20~503. 前处理工艺完整的工序通常由下面几个步骤组成。
A.脱脂B.水洗(纯水洗更佳)C.用ALODINE5200槽液处理D.水洗(纯水洗更佳)E.干燥4. 材料ALODINE 5200ALODINE 5200 R(可选)PARCO Neutralizer 700(假如处理后水洗)PARCOLENE 95B 消泡剂测量试剂和仪器 .5. 设备工艺槽,外壳,泵,管道应用316L或304L不锈钢制造。
为求最大槽体寿命,应优先选用316L。
第二种选择是用认可的焊接技术制作的316或304不锈钢设备。
在喷淋应用中,喷嘴应优先选用316不锈钢制造。
热交换器板或其他加热装置应该使用经抛光的316L不锈钢。
所有与工作槽液和有可能与酸性设备清洗剂接触的工艺循环泵密封件,阀门底座,门封等应该用EPDM,VITON或TEFLON制造。
化学品加料泵部件和其它可能接触浓缩添加化学品的弹性材料应该用EPDM,VITON或TEFLON制造。
汉高表面技术可提供用于本工艺的辅助设备包括:化学品加料泵,液位控制器,转移泵和散装材料储存槽。
我们的销售代表可就本工艺中有关汉高表面技术自动工艺控制装置和其他相关的信息和问题提供咨询,另外,“汉高表面技术设备设计手册”也可供查询。
所有与ALODINE 5200(或者5220 R)或者工作槽液接触的装置在用于本工艺之前应彻底清洗。
包括化学计量泵,工艺槽,喷淋管道和喷嘴,喷淋挡板和通道。
我们的销售代表会推荐可能采用的生产线清洗工艺。
涂装培训资料(完整版)
第一部分涂装工艺及质量控制警句:在涂装部低挥发点易燃易爆化学品多,对烟火进行严格管制、对会产生火花的操作也做了相关限制。
涂装生产设备多、自动化程序较高,在生产现场要注意人身安全。
涂装腐蚀性药品多,要接触到毒性、腐蚀性强的药剂时配戴必要的防护用品。
颗粒是涂装的最大敌人,涂装现场要求干净整洁,进入涂装车间均应注意卫生。
一、概述涂装系指将涂料涂覆于(基底表面)物面上,经干燥成膜的工艺。
在汽车涂装中,它主要有两个作用:1、保护作用保护被涂物,使其免受周围介质的侵蚀,起防腐蚀、抗老化和耐各种介质的作用,是提高汽车产品的耐蚀性和延长汽车使用寿命的主要措施。
2、装饰作用涂装使被涂物具有色彩、光泽、鲜映性、平滑性、立体感和标志性能等,提高汽车的外观质量。
汽车涂装一般属于多层涂装,按涂层(COAT)的层数及烘干(BAKE)次数不同,又可分为单层涂装体系(1C1B)、双层(2C2B)、三层(3C3B)、四层(4C4B)和五层(5C5B)等涂装体系。
高级轿车的高装饰性一般都采用四层(4C4B)或五层(5C5B)涂层体系。
目前国内最新汽车涂装工艺采用:环氧树酯型电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)二、涂装工艺猎豹轻型越野车系列采用三涂层体系:电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)。
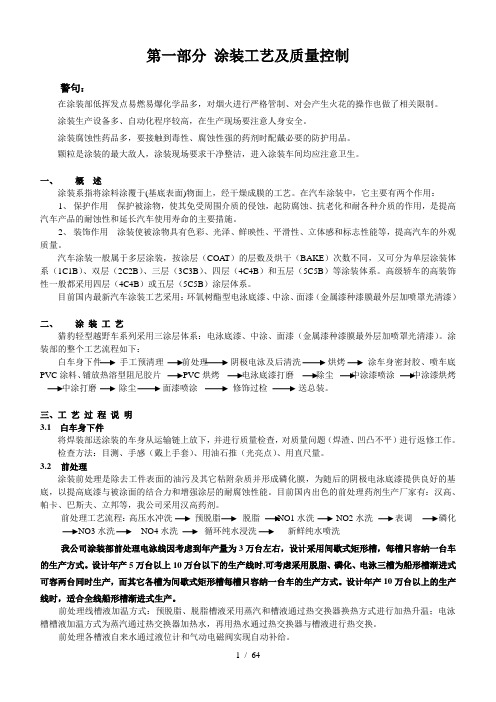
涂装部的整个工艺流程如下:白车身下件手工预清理前处理阴极电泳及后清洗烘烤涂车身密封胶、喷车底PVC涂料、铺放热溶型阻尼胶片PVC烘烤电泳底漆打磨除尘中涂漆喷涂中涂漆烘烤中涂打磨除尘面漆喷涂修饰过检送总装。
三、工艺过程说明3.1 白车身下件将焊装部送涂装的车身从运输链上放下,并进行质量检查,对质量问题(焊渣、凹凸不平)进行返修工作。
检查方法:目测、手感(戴上手套)、用油石推(光亮点)、用直尺量。
3.2前处理涂装前处理是除去工件表面的油污及其它粘附杂质并形成磷化膜,为随后的阴极电泳底漆提供良好的基底,以提高底漆与被涂面的结合力和增强涂层的耐腐蚀性能。
汉高技术讲座

泡沫问题
引起泡沫的因素:
温度 阴离子乳化剂的带入 喷淋压力 非离子乳化剂的带入 非离子型消泡剂的分解
(例如:油水分离器,离心分离器)
表面调整
表调剂-Fixodine ZN
固体表调剂-纯水配置
•控制磷化膜膜重; •使磷化膜结晶细致,致密; •缩短磷化膜的成膜时间; •使磷化膜均匀,完整;
放大倍率:400 X
2(OH)
成膜反应:H3PO4 + Zn(H2PO4)2 + Fe(H2PO4)2 +Fe →
Zn3(PO4)2 + Zn2Fe(PO4)2 + ZnHPO4 + FePO4
磷化膜: Zn3(PO4)2; 磷化渣: ZnHPO4;
Zn2Fe(PO4)2 (4份水) FePO4
Zn2+ + 2ZnPO4Fe2+ + 2ZnPO4-
无铬体系,有机聚合物
D Iw ater 无添加剂
情形
在欧洲,美国得到广泛 使用
在德国汽车工业中使用 得较广泛 在美国得到广泛使用
在日本使用得比较普遍
无铬钝化剂
Parcolene 90
原理:在磷化膜表面形成一层100埃的聚合物覆盖膜。 这层覆盖膜能与磷化膜螯合,并与油漆 交叉连接。
作用:1。封闭磷化膜孔隙,提高耐腐蚀性能。 2。为后续油漆提供一个微酸性的表面, 加强油漆与底材的结合力。
压力 1.5-3 bar 1.5-3 bar 1.5-2.5 bar 1-2 bar 1-2 bar (0.8-1.2 bar) 1-2 bar 1-2 bar 1-2 bar 0.5-1.5 bar
热轧板-酸洗工艺 (浸渍)
工位
1。酸洗 2。水洗 3。水洗 4。中和 5。水洗 6。水洗 7。吹水
薄膜处理技术介绍2019---汉高

氧化锆的化学成膜过程
槽液 H+
酸刻蚀 H+
M+n
M0
M+n + ne-
阳极
e-
• pH = 3.8-4.6 • T = 13-43ºC • Time = 30-180 sec
ZrF62-
F-Leabharlann FpH上升ZrO22H++e-
H2
阴极
汉高——可持续的前处理解决方案 BONDERITE M-NT薄膜处理参数对转化膜的影响
: Bonderite C-AK T-51/51-S, Bonderite M-NT 1820 : E-Coat – PPG 7000Z
• 开始使用时间
: 2015年2月
• 技术规范
: 9986321, GMW 16170
汉高——可持续的前处理解决方案 BONDERITE M-NT薄膜处理 – 案例3
汉高——可持续的前处理解决方案 BONDERITE M-NT薄膜处理产品系列
Bonderite
M-NT 1800
M-NT 1800 AL
M-NT 1820
M-NT 1850
Chemistry Make Up Products Replenishment
Zr/Cu/F
1800MU A (Zr) M-AD 426 (Cu) M-AD AD 700
控制参数对膜重的影响
•时间 •氟离子
60-180 秒 15-55ppm
•pH
3.8-4.6
•Cu
5-15 ppm
•Zr
100-200ppm
Al but
CRS, EG, HDG
膜重范围
•冷轧钢 •电镀锌 •热镀锌 •合金化板 •铝
汉高——前处理培训资料精品资料

企业文化
汉高注重创新和研发,致力于提供高质量、高性能的 产品和服务。
汉高重视员工发展,提供良好的培训和职业发展机会 ,鼓励员工创新和合作。
汉高强调可持续发展,致力于减少对环境的影响,并 积极推动绿色生产和循环经济。
汉高倡导客户至上,致力于了解客户需求,提供定制 化的解决方案。
根据行业类型
汉高前处理培训资料涵盖了多个行业领域,如汽车、电子、航空航天等。根据不 同行业类型,资料内容分为基础篇、进阶篇和实践篇三个层次。
根据培训内容
汉高前处理培训资料包括前处理工艺、涂料、涂装设备和涂装现场管理等方面的 内容。每种资料都包括基础理论知识、实际操作技巧和案例分析等。
培训资料的获取方式
绿色环保
汉高前处理将积极推广环保和 可持续发展理念,采用环保材 料和工艺,降低对环境的影响
。
拓展应用领域
汉高前处理将拓展新的应用领 域,开发更多高性能的前处理 产品,满足不同行业和客户需
求。
前处理行业的挑战与机遇
挑战
前处理行业竞争激烈,技术门槛较高,需 要企业不断投入研发和技术创新,提高产 品质量和生产效率。同时,环保和安全生 产等方面的要求也越来越高,对企业提出 了更高的要求。
汉高——前处理培训资料精 品资料
xx年xx月xx日
目 录
• 汉高简介 • 汉高前处理产品介绍 • 前处理工艺介绍 • 汉高前处理培训资料介绍 • 前处理行业的未来发展
01
汉高简介
公司背景
汉高成立于1876年,是全球领 先的生活消费品和工业解决方
案供应商。
汉高业务遍及全球,拥有超过 260个品牌和产品,服务超过 150个国家和地区的客户。
脱脂剂的说明书

脱脂剂的说明书一、产品简介脱脂剂是一种常用的化学清洁剂,用于去除表面的油脂、污垢和其他杂质。
它通常以液体形式存在,可以广泛应用于工业生产、家庭清洁以及其他领域。
本说明书将介绍脱脂剂的使用方法、注意事项和适用范围。
二、使用方法1. 确保使用场所通风良好,以避免蒸汽和气味积聚。
2. 将适量的脱脂剂倒入洁净容器中,并用刷子或布沾取。
3. 将脱脂剂均匀地涂抹在需要清洁的表面上,可根据实际需要决定涂抹的浓度。
4. 使用刷子或布轻轻擦拭表面,使脱脂剂充分接触杂质。
5. 静置片刻,待脱脂剂起到溶解和分离作用后,用清水冲洗表面,彻底清除残留物。
6. 如仍有油渍或顽固污渍未能清除干净,可重复上述步骤。
三、注意事项1. 本产品仅供外部使用,请避免接触眼睛、口腔和开放性伤口。
2. 如不慎接触到眼睛,请立即用大量清水冲洗,并寻求医疗救助。
3. 请将本产品放置在儿童无法触及的地方,避免误食和误用。
4. 在使用过程中如出现不适或过敏症状,请立即停止使用并向医生咨询。
5. 请勿将本产品与其他清洁剂混合使用,以防产生化学反应。
6. 建议使用时佩戴手套,以免对皮肤造成过度干燥。
四、适用范围脱脂剂适用于众多领域的清洁需求,包括但不限于以下几个应用场景:1. 工业清洗:适用于机械设备、金属零件、工厂地面等表面的清洗和脱脂处理。
2. 家庭清洁:可用于清洁厨房台面、油烟机玻璃、烤箱炉架等家用电器表面的油污清除。
3. 汽车美容:可用于去除车身表面的油污和污渍,如车漆、玻璃等。
4. 电子产品:适用于电脑、手机、电视等电子产品表面的清洁和脱脂处理。
5. 建筑装饰:可用于清洁墙壁、瓷砖等建筑装饰材料表面的油垢和污渍。
6. 实验室研究:适用于实验室玻璃仪器的清洁和脱脂处理。
五、产品质量保证本产品符合国家相关质量标准,并且在生产过程中严格控制质量。
若出现质量问题,请拨打客服电话,我们会及时处理您的问题。
六、储存与运输1. 请将本产品存放在阴凉、干燥的环境中,避免阳光直射。
脱脂剂关键技术参数

脱脂剂关键技术参数
1、产品特性:产品要有很好的水溶性;产品稳定性好,不易变质、沉积,产生废液易于处理。
保证在使用中不会造成买方质量、生产事故;能有效降低槽内沉渣和喷嘴堵塞现象;产品对带钢和设备没有损害。
与生产线后续工序使用的液体介质(平整液以及防锈油)能够很好的互溶,无不良影响。
※脱脂剂原液浓度(有效成分)≥30%,电导率不得低于350ms,具有表面活性剂(能够降低油水表面张力)。
※在甲方设备稳定的情况下,保证使用时电解的电流密度稳定不下降;
2、清洁度:产品具有良好的清洁性,同时适用于连退、镀锌机组碱洗、刷洗、电解清洗段使用。
3、产品清洗后对带钢表面的残铁量和残油量要求;
产品清洁度要求:残铁量10mg/m2,残油量10mg/m2;
清洗效果明显,清洗后板面质量符合甲方产品质量要求,脱脂后的钢板表面宏观清洁度(反射率)≥90%。
4、保质期:储存温度在不低于0℃情况下,脱脂剂保质期至少1年。
溶剂型脱脂剂-概述说明以及解释
溶剂型脱脂剂-概述说明以及解释1.引言1.1 概述概述部分主要介绍溶剂型脱脂剂的基本概念和作用,为后续文章内容的展开做铺垫。
溶剂型脱脂剂是一种常见的工业清洁剂和化学品,具有溶解、分散、浸润和清洗的特性。
它们由一种或多种溶剂组成,用于去除工业制造过程中的油脂、蜡、焊剂、漆膜、胶黏剂等难以清除的杂质。
溶剂型脱脂剂通常用于工业部门,如汽车制造、机械制造、电子设备组装、航空航天等领域。
在这些领域中,零部件的表面往往会存在油污或其他污染物,这些污染物会影响产品的质量和性能。
因此,使用溶剂型脱脂剂可以有效地去除这些污染物,保证产品的质量。
溶剂型脱脂剂的选择和使用必须考虑多个因素,包括溶剂的溶解性、挥发性、毒性、可再生性等。
不同的工业领域和应用场景对溶剂型脱脂剂的要求也各不相同。
因此,在选择和使用溶剂型脱脂剂时,需要根据实际需求和环保要求做出合理的选择。
此外,溶剂型脱脂剂的使用也存在一些局限性和风险。
溶剂型脱脂剂通常是挥发性的,可能会对环境造成污染,同时也会对人体健康产生一定风险。
因此,在使用溶剂型脱脂剂时,需要注意合理控制使用量和排放,同时加强工作场所的通风和个人防护措施。
通过对溶剂型脱脂剂的概述,我们可以更好地了解其在工业清洁领域的应用和意义。
在接下来的文章中,我们将详细介绍溶剂型脱脂剂的定义与分类,并探讨其在不同应用领域中的具体应用情况。
1.2文章结构1.2 文章结构本文将围绕溶剂型脱脂剂展开,主要内容包括以下几个方面的探讨和分析:1.2.1 溶剂型脱脂剂的定义与分类在本部分,将介绍溶剂型脱脂剂的基本概念和定义,并对其不同分类进行详细描述。
涉及的分类包括有机溶剂型脱脂剂和水基溶剂型脱脂剂等。
对每种分类进行介绍时,将包括其成分、特点、工作原理等方面的内容,以便读者对溶剂型脱脂剂有一个全面的了解。
1.2.2 溶剂型脱脂剂的应用领域在本部分,将重点探讨溶剂型脱脂剂在工业生产和日常生活中的广泛应用。
着重介绍溶剂型脱脂剂在金属加工、电子制造、化工、纺织、餐饮等领域的应用情况,并对其在不同应用领域下的主要特点和需求进行分析。
脱脂剂生产工艺

脱脂剂生产工艺脱脂剂是一种用于去除油脂和污渍的化学制剂。
它广泛应用于工业领域,如汽车修理、金属加工和电子生产等。
本文将介绍脱脂剂的生产工艺。
脱脂剂的生产工艺涉及多个步骤,主要包括原料准备、混合、反应、过滤和包装等。
首先是原料准备。
脱脂剂的主要原料是有机溶剂、表面活性剂和功能添加剂。
有机溶剂是脱脂剂的溶剂基础,常用的有丙酮、甲醇和醚类溶剂等。
表面活性剂是使脱脂剂能有效地去除油脂和污渍的关键成分,常用的有吉酰胺类、醇类和酸类表面活性剂等。
功能添加剂根据不同的要求添加,例如防锈剂、防腐剂和增稠剂等。
接下来是混合步骤。
将准备好的原料按照一定比例加入混合槽中,并通过搅拌器进行充分混合。
混合的目的是使各种成分充分均匀地分布,确保脱脂剂的质量稳定。
然后是反应步骤。
将混合好的原料送入反应釜中,加热并进行化学反应。
反应的时间和温度根据不同的配方和脱脂剂种类而定。
化学反应是使各种成分发生相应作用,生成具有脱脂效果的物质。
接下来是过滤步骤。
将反应后的物料通过过滤器进行过滤,去除其中的杂质和固体颗粒,并保持脱脂剂的清洁和透明度。
最后是包装步骤。
将经过过滤的脱脂剂装入包装容器中,如瓶装、桶装或罐装等,并进行封口。
包装的目的是保护脱脂剂不受外部环境的污染,并方便使用和运输。
除了以上基本的生产步骤,脱脂剂的生产过程中还需要注意安全和环保。
在操作过程中,要严格遵守安全操作规程,确保操作人员的人身和财产安全。
另外,要注意防止溶剂挥发和泄漏,以保护环境不受污染。
综上所述,脱脂剂的生产工艺包括原料准备、混合、反应、过滤和包装等步骤。
通过合理的工艺流程和严格的控制条件,可以生产出质量稳定、安全环保的脱脂剂产品。
这些脱脂剂对于实现工业生产中的油脂和污渍的有效去除起到了重要作用。
5.汉高l现场版

汉高致力于推出工艺更简便、综合成本更节约的解决方案
7
汉高表面处理应用领域
汽配 办公用具家具 汽车 钢铁
轻金属
建筑建材
工程机械
汉高表面处理
其它
Henkel AG ST, China
通用工业 家用电器
航空
建筑
轻金属
8
应用品牌
9
汉高表面处理部分客户一览
Bonderite NT-1 工艺
Bonderite NT-1
什么是 Bonderite NT-1
不含磷酸盐的前处理,替代铁磷化或锌磷化 提供 涂装结合力 和 防腐性能
多金属 转化膜(钢铁、锌、铝)
形成一层薄薄的“陶瓷”转化涂层(称为 纳米陶瓷) 可用于浸渍 和 喷淋
Bonderite NT-1 Bonderite NT-1 工艺
废水和废物处理
更少的废水(更长的槽液使用寿命)
更少的废水处理用化学品
更少废水处理后产生的残渣 不违反法规(磷酸盐、CDO/BOD„)
Bonderite NT-1 效率
工艺成本概览
节省工艺成本的典型实例
Bonderite NT-1 运用 Bonderite NT-1 节约成本
节约工艺成本 – 及其它好处 使用汉高 Bonderite NT-1 的其它好处
摘要
汉高及汉高表面处理简介
纳米陶瓷前处理技术 自泳涂装技术
2
汉高及汉高表面处理简介
Maximilian Schoenherr(宋思廉) 2010年5月
世界500强——汉高
销售额 131亿欧元 52,300 位员工 遍及 125 个国家
4
汉高常温无磷前处理技术——环保陶化技术

常温无磷前处理技术王洪钟汉高股份有限公司为什么需要前处理?▪涂装前的工件表面通常有: l灰尘l油污(冲压油, 防锈油)l腐蚀(锈, 焊渣)▪前处理提供:l清洁的表面l涂装结合力l更好的耐蚀性转化膜•纳米陶瓷•硅烷•薄膜有机涂层•锌系磷化•铁系磷化•锰系磷化•六价铬,三价铬•无铬钝化•电化学氧化,电解陶瓷转化膜轻金属磷化无磷转化膜传统前处理/油漆选择与盐雾试验盐雾试验前处理类型油漆类型〈250 hrs良好的清洗+(铁磷化)单层粉末涂层250-500 hrs铁/锌磷化+(钝化)单层粉末涂层500-750 hrs锌磷化+钝化单层粉末涂层750-1000 hrs锌磷化+钝化阴极电泳+油漆第一条无磷脱脂陶化二合一处理线全世界第一条多金属纳米陶瓷转化膜前处理线第一条无磷车身前处理线改进的适应性更强的第二代无磷前处理线2002200720132016汉高无磷转化膜技术脱脂自来水洗涂装纯水或自来水洗纳米陶瓷纯水洗•不锈钢槽•脱脂–可选常温无磷脱脂剂•脱脂陶化二合一–可选脱脂增强剂•脱脂陶化二合一擦洗为湿巾•自来水或去离子水配槽•BONDERITE 转化膜处理(≧20 秒)•涂装前最后一道为纯水洗•可选: 干燥•粉末涂料, 油漆, CED/AEDBONDERITE® M-NT 纳米陶瓷转化膜技术脱脂陶化二合一涂装自来水洗纯水洗有独立脱脂工位的工艺脱脂陶化二合一工艺脱脂陶化二合一擦洗涂装晾干脱脂陶化二合一免水洗手工擦洗工艺去离子水监视器控制器清洗清洗剂清洗增强剂加料泵BONDERITE® M-NT检测器水洗DI-水洗NGC 水洗用Lineguard 系统自动控制无磷转化膜工艺性能图表锌系磷化与纳米陶瓷无磷转化膜比较性能, 例如:耐蚀性锌系磷化工艺参数对应的结果纳米陶瓷工艺参数对应的结果标准锌系磷化纳米陶瓷工艺参数纳米陶瓷的控制区域ZnPhos 的控制区域纳米陶瓷转化膜的优点与锌系磷化/电泳漆相比 纳米陶瓷工艺“典型”的优点:• 5 步,3 步或1 步工艺•适应能力强(停线的考验)•用于浸泡,喷淋和手工擦拭•成膜时间短•工艺控制简单•适用于多金属•常温处理•减少维护•槽液耐污染水过程消耗废弃物化学品维护相对的过程成本[%]传统磷化无磷转化膜Bonderite® 纳米陶瓷转化膜锌/铁系磷化/硅烷处理Vs. 纳米陶瓷*需要额外的化学品锌系磷化铁系磷化纳米陶瓷硅烷处理+ 裸膜耐蚀性+ 工艺灵活+ 过程成本+ 过程成本+ 漆膜耐蚀性+ 槽液耐污染性+ 漆膜耐蚀性+ 漆膜耐蚀性+ 涂装结合力+ 控制参数+ 涂装结合力+ 涂装结合力+ 多金属*+ 成本+ 多金属+ 多金属-工序/槽数+ 涂装结合力-控制参数+ 工艺灵活-磷化渣-漆膜耐蚀性-槽液耐污染性+ 槽液耐污染性-控制参数-多金属*-纯水量+ 控制参数-成本-废水处理-杀菌+ 成本-废水处理-磷化渣-渣过滤器+ 废水处理-常温磷化耐蚀性-裸膜耐蚀性-裸膜耐蚀性-裸膜耐蚀性锌系磷化过程清洗水洗表调磷化钝化水洗去离子水洗电泳涂装过程电泳漆超滤水洗去离子水洗超滤水洗传统锌系磷化+电泳漆工艺(15)Vs. 自泳漆工艺(7)自泳漆前处理过程浸渍清洗水洗自泳漆水洗反应水洗去离子水洗喷淋清洗自泳漆涂装过程自泳漆的优点与锌系磷化/电泳漆相比▪自泳漆工艺“典型”的优点:•无重金属/ VOC •减少近40%的设备投资•停线不需要开循环维护•缩短工艺循环时间•容易控制/自动加料•不需要超滤, 电极, 整流器…•边缘包裹•复杂形状–内腔涂装•其他…▪共同固化的额外优点:•不同膜层之间的化学交联提供优异的结合力•缩短工位和工艺时间10-20%•降低能耗(10-20% 取决于工件厚度)•减少CO 2排放(30-40%)0,00100,00200,00300,00400,00500,00600,00Aquence CocureEcoatCO2 footprint in kg/hwater CO2 eq.chemical electrical thermal前处理技术发展方向清洗+ 传统磷化金属电泳漆金属清洗+ 无磷转化膜电泳漆价值金属价值自泳漆/面漆清洗+电泳漆/面漆电泳漆/面漆谢谢!。
脱脂剂的分类,如何选用脱脂剂?

脱脂剂的分类,如何选用脱脂剂?脱脂剂的分类,如何选用脱脂剂?从脱脂剂的组成上将脱脂剂分为三类:一是有机脱脂剂,如煤油、汽油、三氯乙烯、四氯化碳等脱脂剂,这些脱脂剂只是粗脱脂,不能脱脂后直接龟镀。
第二类是水基脱脂剂,采用无机碱、盐与表面活性剂组成。
这类脱脂剂是电镀脱脂剂的主体。
第三类是无机和有机物的混合脱脂剂,又称乳化液脱脂。
它是以表面活性剂为主,加入煤油或汽油与水形成乳液,生产上应用较少。
在电镀加工过程中,应用最多的还是水基脱脂剂。
它是由碱金属的氢氧化物、碳酸盐、磷酸盐、硅酸盐和表面活性剂组成。
主要用于化学脱脂,也少量用于电解脱脂和超声波脱脂。
根据化学脱脂原理不同,将这种脱脂剂分为三类。
第一类为皂化脱脂,金属表面的油污和脱脂剂中的碱性物质发生皂化反应,最终将油脂变成能溶于水的脂肪酸盐,以达到脱脂的目的。
这类脱脂剂对油脂有一定的选择性。
例如动物油和植物油都可发生皂化反应。
但对于矿物油,这种脱脂剂却无能为力。
这就需要第二类脱脂剂一乳化脱脂剂。
在第一类脱脂剂中加入具有乳化油脂作用的表面活性剂就变成了第二类乳化脱脂剂。
在无机盐、碱(例如碳酸钠、氢氧化钠)的协同作用下,表面活性剂将油脂乳化并分散到水当中,使金属表面油脂得以去除。
第三类脱脂剂是置换型脱脂剂。
其组成与第二类乳化脱脂剂大同小异。
区别在于表面活性剂的不同。
这类脱脂剂具有很强的渗透能力。
它先是靠表面活性分子渗透到油脂与金属表面并将其隔开。
油脂在重力的作用下脱离金属界面浮出。
三类脱脂剂的脱脂原理各不相同,但脱脂结果是一样的。
以经济角度分析,皂化脱脂的缺点是需要较高的温度,能源浪费较大,一般要在70℃以上才能去油,且对矿物油效果很差。
乳化脱脂对油脂的限制较小,可以使用较低一些温度,一般在50~70℃即可。
而置换脱脂可以使用较低的温度,一般在10~50℃下使用。
但置换脱脂剂对蜡类去除效果不佳,在常温下不能去除石蜡、凡士林、抛光膏等油脂。
但置换脱脂剂对大多矿物油还是很有效果的。
除油脱脂剂 脱脂除油剂 高效脱脂剂 脱脂提速剂

用途范围1、对重质污垢、积碳、碳垢、油泥、黑色胶质,对于热加工形成的积碳油污,更显本品的突出效果;2、对于金属加工中形成的石墨粘附物、二硫化钼粘附物、其它粉体残留,本品可有效分散清除;3、对于使用“三氯乙烯、四氯乙烯、溶剂”都无法清除的油污,可用本清洗剂全面清洗,并可杜绝溶剂毒性带来的危害;4、要求使用水性产品,高性价比的场合,可选用本品。
性能特点●快速除油、强力脱脂;●针对金属加工顽固油污的清洗有显著的效果;●保持金属的质感和色泽,并有微弱的增光作用;●本品的通用性强,适合于钢铁、铜铝、不锈钢等多种金属的除油;●可高倍兑水使用,且使用寿命长,节约成本;●本清洗剂为水性产品,无挥发刺激性气味,不燃不爆,属环保科技水性配方。
检测指标1、配制水温推荐:常温——80℃温度范围内均可;2、使用浓度推荐:对于轻中油污用新鲜水配制成5%—3%的工作液;对于重油污建议使用浓度为15%—10%;3、使用温度推荐:对于轻中油污建议常温使用;对于重油污建议50℃——80℃使用;4、除油后建议水洗或热水漂洗干净;5、施工方法推荐:浸泡清洗、超声波清洗、手工清洗、滚筒清洗皆可;6、对于钢铁工件除油后短期存放的工艺,推荐如下方案:除油——→水洗或漂洗彻底——→水基防锈剂防锈——→晾干——→干燥条件下存放注意事项欢迎咨询:一五六六六零二六七三五1、本清洗剂为弱碱性除油剂,建议穿戴胶手套、防护眼镜,不要用手直接接触;如误触本清洗剂请用清水冲洗即可;2、本清洗剂不能饮用,严禁溅入眼内,如不慎入眼,立即用大量流动清水冲洗;3、严禁食用,远离儿童存放。
特别建议客户如有特别要求的,可根据客户的指标明细,定制配套的清洗除油脱脂剂,所有科研费用一律免费,并可向客户提供样品测试,同时为客户提供免费技术咨询、免费技术服务。
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的配合和支持)。
脱脂剂化学品安全技术说明书MSDS

脱脂剂化学品安全技术说明书MSDS第一部分化学品及企业标识化学品中文名:脱脂剂第二部分成分/组成信息纯品×混合物√磷酸五钠 60%表面活性剂 36%缓蚀剂 4%第三部分危险性概述侵入途径:吸入、食入、经皮吸收健康危害:本品具有刺激性和腐蚀性。
直接接触可引起皮肤和眼灼伤。
生产中吸入其粉尘和烟雾可引起呼吸道刺激和结膜炎,还可有鼻粘膜溃疡、萎缩及鼻中隔穿孔。
长时间接触本品溶液可发生湿疹、皮炎、鸡眼状溃疡和皮肤松驰。
接触本品的作业工人呼吸器官疾病发病率升高。
误服可造成消化道灼伤、粘膜糜烂、出血和休克。
燃爆危险:本品不燃,具腐蚀性、刺激性,第四部分急救措施皮肤接触:立即脱去污染的衣着,用大量流动清水冲洗至少15分钟。
就医。
眼睛接触:立即提起眼睑,用大量流动清水或生理盐水彻底冲洗至少15分钟。
就医。
吸入:脱离现场至空气新鲜处。
如呼吸困难,给输氧。
就医。
食入:用水漱口,给饮牛奶或蛋清。
就医。
第五部分消防措施危险特性:具有腐蚀性。
未有特殊的燃烧爆炸特性。
有害燃烧产物:自然分解产物未知。
灭火方法:消防人员必须穿全身耐酸碱消防服。
灭火时尽可能将容器从火场移至空旷处。
第六部分泄漏应急处理应急处理:隔离泄漏污染区,限制出入。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
避免扬尘,小心扫起,置于袋中转移至安全场所。
若大量泄漏,用塑料布、帆布覆盖。
收集回收或运至废物处理场所处置。
第七部分操作处置与储存操作注意事项:密闭操作,加强通风。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴自吸过滤式防尘口罩,戴化学安全防护眼镜,穿防毒物渗透工作服,戴橡胶手套。
避免产生粉尘。
避免与酸类接触。
搬运时要轻装轻卸,防止包装及容器损坏。
配备泄漏应急处理设备。
倒空的容器可能残留有害物。
稀释或制备溶液时,应把碱加入水中,避免沸腾和飞溅。
储存注意事项:储存于阴凉、通风的库房。
远离火种、热源。
应与酸类等分开存放,切忌混储。
储区应备有合适的材料收容泄漏物。
钢板脱脂剂产品说明

1、产品代号:WTZ-22、产品简介:本品系钢铁用无硅酸盐类,配以适量优良表面活性剂的高效脱脂剂。
适用于浸渍清洗,对于清洗皂化性能较差的油脂有较好效果。
3、技术指标(1)、外观:粉末状固体,松散无结块(2)、水分及挥发物(%):〈5(3)、PH值(25℃,3%):13~14(4)、净洗力(3%,70℃):〉92%(5)、泡沫性能:即时〈60mm,3min后〈20mm(6)、表面张力:(3%,25℃):约25mN/m4、溶液配制根据被处理物表面附着的油污污染程度决定使用量,但通常为30公斤。
(1)、向槽内注入八成清水,加温至40℃,(2)、渐渐加入30公斤脱脂剂,边搅拌边溶解,(3)、加入清水使总量达1000L,充分搅拌,(4)、升温至60℃—80℃。
5、处理条件(1)、游离碱度:35—55(2)、温度:60℃—80℃(3)、时间:15—30分钟(4)、补加:每加0.55公斤,游离碱度上升1点。
6、脱脂液的更换脱脂液经长时间使用,最后脱脂力下降,呈老化状态,这时即使补加脱脂剂也不能获得理想的效果,故须废弃旧液更换新液。
7、注意事项(1)、本品属强碱性药剂,请小心不要弄入眼睛或直接接触衣服、皮肤。
(2)、使用时请戴上橡皮手套,防护眼镜,穿上防护服。
若药剂粘到皮肤、衣服上请立即用清水洗净,必要时就医。
(3)、本品在溶解时伴有热产生,因此,添加应在循环状态下进行。
(4)、本品具有吸湿性,要注意保管。
一旦开封尽快使用,未开封的要放在干燥处。
8、废水处理请向本公司咨询。
1、产品代号:WTZ-12、产品简介:本品系钢板用无硅酸盐类强碱性电解脱脂剂,主要适用于热镀、电镀和其他涂覆前的脱脂,具有优良的性能。
3、技术指标(1)、外观:粉末状固体,松散无结块(2)、水分及挥发物(%):〈2(3)、PH值(25℃,3%):13~14(4)、电导率(3%,25℃):约0.8×105μs/cm(5)、泡沫性能:即时〈5mm,3min后〈1mm(6)、表面张力:(3%,25℃):约30mN/m4、溶液配制根据被处理物表面附着的油污污染程度决定使用量,但通常为30公斤。
汉高Ridoline 7163 JA碱性无磷脱脂剂

汉高Ridoline 7163 JA碱性无磷脱脂剂产品技术说明书说明书编号:TDS-R071/1版本日期:2006-6-21Ridoline 7163 JA碱性无磷脱脂剂1.简介Ridoline 7163 JA是一种不含磷的碱性液体脱脂剂。
以喷淋方式或浸渍方式来清洗工件上的油和脏污。
这种脱脂剂被推荐用于磷化工艺处理之前的清洗,脱脂,适用于冷轧板和镀锌板。
2.操作要求化学品制备1000升槽液喷淋浸渍Ridoline 7163 JA 15 kg = 10.4L 20 kg = 13.9LParco Cleaner 1523S 1.5 kg = 1.5L 2.0 kg = 2.0L游离碱 4 ~8 ml 6 ~ 10 ml总碱/游离碱< 2.5 < 2.5时间0.5 ~ 2 min. 2 ~ 3 min.温度43 ~ 60℃43 ~ 60℃3.材料Ridoline 7163 JAParco Cleaner 1523SRidoline 7163 CQ (选用,含磷)4.设备本工艺用于该溶液的储槽,夹管,泵和管道可以用低碳钢制造。
在喷淋应用时,如果喷嘴由300系列不锈钢制造,则维护保养是很简单的。
用蒸汽或热水加热,则热交换器应用抛光的316不锈钢制造,但气体燃烧炉管应该由80号碳钢管或同等材料制造。
所有工艺循环泵阀,门的密封件和其他与工作溶液接触的弹性材料应为Buna-N,Hypalon或合成橡胶。
应避免使用EPDM。
自动工艺控制设备用以自动地控制本工艺过程,能促使质量稳定并控制成本。
为本工艺指定设计的辅助设备,包括气动化学传输泵,化学计量泵,液位控制器,电磁阀总成和储槽。
"The information presented herein is our interpretation of certain test results and field experience to date. This information is not to be taken as warranty orrepresentation for which we assume legal responsibility, nor as permission or recommendation to practice any patented invention without a license. It is offered solely for your consideration, investigation and verification. " © Henkel Corporation.产品技术说明书用于制备固体产品料浆的化学混合器有三种尺寸可供选择,料浆可以一控制的速度被定量送入本流程中所有接触浓缩液或料浆的化学泵,阀及其他弹性体均应由聚四氟乙烯或合成橡胶制造。
HANCLEAN-1009高效常温脱脂剂

配置方法
在处理槽内加入 80%的自来水,按 30 kg/吨加入脱脂剂 Hanclean-1009,补满水
理化指标
外观:白色粉末
工作参数
投槽量 30 kg/T 时间 sec 喷淋:40~120;浸渍:120~300 ℃ 温度 温度℃ 常温 指标 游离碱 14~20 含油量 <4 g/L 污染度 <1
检测方法
游离碱度检测方法:用移液管吸取 10 毫升处理液置于 200 毫升三角瓶内,加 3-5 滴酚酞指示剂, 用 0.1N 硫酸滴定 同时不断摇晃三角瓶,直至处理液由红色变为无色,此时消耗的硫酸毫升数为游离碱度。
注意事项
� � � 除油标准:经除油处理的工件,水洗后工件表面水膜完整、不挂水珠。 随着处理过程的进行Байду номын сангаас处理液中的游离碱点数会逐步降低。因此,在生产过程中要根据化验结果及时补加脱脂剂, 以保证脱脂效果。正常情况每吨槽液补加 2 公斤 Hanclean-1009 脱脂剂游离碱度上升一点。 由于脱脂剂将工件表面油污溶解到处理液中,故处理液使用一段时间后会含油越来越多(大于 4g/L),而影响除 油效果。因此,应注意清除脱脂液内的油份或更换槽液。
健康安全
眼睛:立即用大量水冲洗,后用氯霉眼药膏擦拭。 皮肤:大量水冲洗。 吞入:立即送入医院急救 华科化学不会假设其不可能控制的或存在使用风险的条件或应用在其产品中。 用户需严格遵守当地法律法规应用该产品, 包括第三方知识产权。此产品典型数据所包含的内容在印刷时确保是准确的。由于持续不断的研发,产品的信息将相应 地做出修订,而无需事先通知。 ©2009 天津华科化学有限公司,版权所有 修订于 2009/04 版本号:HANCLEAN-1009 日期: 04/09/2009
脱脂剂化学品安全技术说明书

化学品安全技术说明书第一部分化学品及企业标识化学品中文名:脱脂剂化学品英文名:Degreasing agent第二部分成分/组成信息纯品有害物成分浓度 CAS No.碳酸钠 497-19-8第三部分危险性概述侵入途径:吸入、食入、经皮吸收健康危害:本品具有刺激性和腐蚀性。
直接接触可引起皮肤和眼灼伤。
生产中吸入其粉尘和烟雾可引起呼吸道刺激和结膜炎,还可有鼻粘膜溃疡、萎缩及鼻中隔穿孔。
长时间接触本品溶液可发生湿疹、皮炎、鸡眼状溃疡和皮肤松驰。
接触本品的作业工人呼吸器官疾病发病率升高。
误服可造成消化道灼伤、粘膜糜烂、出血和休克。
燃爆危险:本品不燃,具腐蚀性、刺激性,可致人体灼伤。
第四部分急救措施皮肤接触:立即脱去污染的衣着,用大量流动清水冲洗至少15分钟。
就医。
眼睛接触:立即提起眼睑,用大量流动清水或生理盐水彻底冲洗至少15分钟。
就医。
吸入:脱离现场至空气新鲜处。
如呼吸困难,给输氧。
就医。
食入:用水漱口,给饮牛奶或蛋清。
就医。
第五部分消防措施危险特性:具有腐蚀性。
未有特殊的燃烧爆炸特性。
有害燃烧产物:自然分解产物未知。
灭火方法:消防人员必须穿全身耐酸碱消防服。
灭火时尽可能将容器从火场移至空旷处。
第六部分泄漏应急处理应急处理:隔离泄漏污染区,限制出入。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
避免扬尘,小心扫起,置于袋中转移至安全场所。
若大量泄漏,用塑料布、帆布覆盖。
收集回收或运至废物处理场所处置。
第七部分操作处置与储存操作注意事项:密闭操作,加强通风。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴自吸过滤式防尘口罩,戴化学安全防护眼镜,穿防毒物渗透工作服,戴橡胶手套。
避免产生粉尘。
避免与酸类接触。
搬运时要轻装轻卸,防止包装及容器损坏。
配备泄漏应急处理设备。
倒空的容器可能残留有害物。
稀释或制备溶液时,应把碱加入水中,避免沸腾和飞溅。
储存注意事项:储存于阴凉、通风的库房。
远离火种、热源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PacZAC 1003
表面清洗
VR
Parco
P3
钢铁工业用汉高脱脂剂
PacZAC 1003
冷轧板表面的污染物
冷轧时使用的轧制油和乳化液 轧制过程中产生的
--金属颗粒 --分解的碳氢化合物 --附带的化学反应产物(如铁皂化物)
退火时产生的碳及分解的碳氢化合物 钢铁储运过程中使用的防锈油 机械油的泄漏等
COO-R
(硬脂酸酯)
CH3-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-+CORO-O-NHa
(硬脂酸钠皂)
(醇)
PacZAC 1003
无机组分/表面活性剂协同作用
100
80
60
40
20
0
01 3 5
10
处理时间 (min)
无机组分
无机组分浓度: 2,0 %
+ 表面活性剂 表面活性剂浓度: 0,1 %
温度: 60 °C
无机组分 表面活性剂
水
PacZAC 1003
温度和浓度的影响
[ mg C /m² ]
30
25
20
15
10
5
0
3%
4%
浓度
50°C 60°C 70°C
5%
pressure 2bar 2 min treatment time P3-percy 704
- 减少表面张力,使表面润湿 - 去除油污 - 有一定程度的消泡作用
PacZAC 1003
轧制油和脱脂剂中的成分
脱脂剂:
轧制油
碱 (NaOH, KOH)
矿物油
磷酸盐
酯类 (动植物油等 )
硅酸盐
防腐剂
碳酸盐
极压添加剂
表面活性剂
乳化剂
CH3-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2-CH2- + NaOH
油分离器 膜分离系统 磁过滤器 传统过滤器
PacZAC 1003
污染物含量增长
污染物 含量
1 -> theory 2 -> reality 3 -> cont. recycling 4 -> discont. recycling
生产过程
PacZAC 1003
脱脂流程 (1)
预脱脂
后脱脂
1段漂洗 2段漂洗 3段漂洗 干燥
20 m³
20 m³
循环槽
逆向漂洗
horizontal spray-brush cleaning line
PacZAC 1003
脱脂清洗线 (2)
预脱脂
刷洗
电解脱脂 1段漂洗 2+3段漂洗
过滤器 磁过滤器
m= 10ml/m2 表面积 co= 25 m/l cx= 0,01 g/l
25,00 l/m2 表面积 0,50 l/m2 表面积 0,14 l/m2 表面积
PacZAC 1003
脱脂液的控制和维护
•现场控制
--浓度 --温度 --喷淋压力 --槽液污染
•实验室控制
--游离碱 --P含量(表面活性剂) --油含量 --铁粉含量
PacZAC 1003
无机组分
碱化合物: 磷酸盐:
- 皂化油脂 - 提高电解槽液的电导率 - 较好的清洗性能 - 侵蚀有色金属
- 对污物是有效的分散剂 - 硬水络合剂 - 增加表面活性剂的清洗效果
PacZAC 1003
络合剂: 表面活性剂:
- 防止硬水的沉淀 - 氧化物的溶解 - 减少金属粒子在表面的黏附
PacZAC 1003
电解清洗(电导率/PH)
电导率 温度 : 20oC, 电流密度: 10 A 电极面积: 0,55 dm2, 电极间距: 15 mm
pH-value
Conductivity (mS/cm)
Voltage (V)
120 voltage
100
80
60
40
20
25 conductivity
PacZAC 1003
钢铁清洗特点
普通清洗: 2 - 10 分钟
带钢清洗:
2 - 10 秒
(速度: 100 - 1000 m/min
或 6 - 60 km/h)
PacZAC 1003
脱脂参数
脱脂剂种类
�稀释 �皂化/乳化 �润湿性 �吸附性
化学
能量消耗 泡沫形成
温度
机械 时间
工业技术
�喷淋 �高压喷淋 �浸渍 �超声波 �电解 �刷洗
PacZAC 1003
污染物的推荐控制范围
对于连退线
预脱脂溶液中
后脱脂溶液中
2%乳化液 800mg/l铁粒子 1.0%乳化液 300mg/l铁粒子
对于镀锌线
预脱脂溶液中
后脱脂溶液中
1%乳化液 500mg/l铁粒子 0.5%乳化液 200mg/l铁粒子
PacZAC 1003
延长槽液寿命
漂浮的油污: 乳化的油污: 铁粒子: 渣:
干燥 逆向漂洗
30 m³ 循环槽
20 m³
垂直型电解清洗线
PacZAC 1003
粉末给料设备
预脱脂
浸渍
刷洗
电解脱脂
刷洗 喷淋漂洗
循环槽
电导率 仪
循环槽
粉末产品储槽 P3
螺杆传送器 搅拌器
加热器
预混槽
PacZAC 1003
液体产品储存和给料系统
预脱脂 喷淋 刷洗
电解脱脂
刷洗 漂洗 干燥
循环槽
电导率仪
漂洗水
n L=m
c0
cx
L = 漂洗水消耗量 (l/m2 表面积) m = 损失 ( l/m2 表面积) n = 漂洗段数 C0= 最终清洗段浓度 (g/l) Cx= 最终漂洗段浓度 (g/l)
Spray cleaning
Rinse 1
Rinse 2
Rinse 3
Example
稀释比率 1:2500 消耗量: 1.漂洗 2.漂洗 3.漂洗
20
15
10
5
0 0
0 5 10 15 20 25 30 35
Concentration cleaner ( g/l)
pH 8-14 (碱性) 过量的 OH – 少量的 H + pH 7 (中性)平衡的 OH –和 H + pH 1-6 (酸性)过量的 H + 少量的 OH -
PacZAC 1003
循环槽
max.
LIC
HL
原液储槽
LIΒιβλιοθήκη LA QPacZAC 1003
脱脂工艺参数 (热镀锌)
温度: 70 - 75 °C ( 喷淋) 80 - 85 °C ( 电解脱脂)
脱脂时间: 8 - 12 s (喷淋/刷洗) 5 - 8 s (电解脱脂)
脱脂剂浓度: 20 - 30 g/l ( 粉末脱脂剂)
喷淋压力: 2-4巴
电流密度: 10 ~ 15 A/dm²
PacZAC 1003
清洗基本原理
• 水:传输/漂洗 • 表面活性剂:减少水的表面张力
润湿表面 通过卷裹作用去除污染物 • 无机组分:分散稳定污染物 • 络合物:减少水的硬度
PacZAC 1003
脱脂剂组成
• 无机组分:磷酸盐,碱 • 表面活性剂 • 络合剂 • 防腐添加剂 • 消泡/抑泡剂