螺杆压缩机之振动分析
大型工艺螺杆压缩机振动分析及解决措施
大型工艺螺杆压缩机振动分析及解决措施作者:杨士栋来源:《中国化工贸易·下旬刊》2017年第02期摘要:本文针对大型工艺螺杆压缩机在出厂试车实验过程中存在震动现象的发生原因进行简要分析,并提出针对问题发生原因提出几点解决措施,以期为大型工艺螺旋杆压缩机振动问题的有效解决提供参考依据。
关键词:大型工艺螺杆压缩机;震动;解决措施随着科学技术水平的提升,螺杆压缩机各项性能均显著提升,但是由于发展时间较短,在检修维护问题上还存在很多的不足之处,而螺杆压缩机振动不仅会造成严重事故,严重时也会造成人员伤亡现象的发生,因此,有效解决大型工艺螺杆压缩机出现的振动问题具有重要的社会意义。
1 大型工艺螺杆压缩机螺杆压缩机作为容积式压缩机的一种,与往复式压缩机的工作原理相同,都是通过一对相互啮合并按照一定传动比进行反向旋转的阴阳转子在旋转时,所产生具有周期性的变化实现吸入、压缩、介质排出的过程。
螺杆压缩机的吸气口和排气口虽然在表面来看是处在对角线的位置,但是进排气方位的实际却是上进上排方式,基于此,螺旋压缩机的螺杆长度、外形、排气口形状是决定螺杆压缩机压力的直接因素。
2 螺杆压缩机振动原因分析在现场对三台存在振动问题的火炬气回收螺杆压缩机进行振动测试与分析,发现压缩机入口端轴的水平方向的振动频率烈度最大,最大值为11.9mm/s,停机值在11.2mm/s左右,而根据机组正常标准是振动烈度的运行限制在7.1mm/s,停机值为11.2mm/s,本机组属于严重超标状态,如不能及时、有效解决,不仅会使机组运行存在安全问题,也会大幅度降低机组使用寿命。
因此,本文对螺杆压缩机振动原因通过振动频谱分析可知,机组转速频率的4倍频分量为199Hz,而电机的工作转频较小。
螺杆式压缩机运行和啮合过程与齿轮传动相类似,基于此季,根据齿轮的振动特征对螺杆压缩机振动情况进行类比分析可知,振动频率主要是由4倍频为阴阳转子的啮合频率,而螺杆压缩机的阴、阳转子啮合不良都会就有可能导致4倍频分量过大,使机组产生振动现象。
螺杆压缩机振动大的原因
螺杆压缩机振动大的原因
你知道螺杆压缩机为啥会振动大不?听我给你讲讲哈。
有一回啊,我在工厂里干活。
突然就听到“嗡嗡嗡”的声音,可响了,还带着震动。
我就顺着声音找过去,发现是那个螺杆压缩机在那儿闹腾呢。
螺杆压缩机振动大的原因呢,有好几个。
比如说,可能是安装的时候没弄好。
就像你搭积木,要是没搭稳,风一吹就晃悠。
要是螺杆压缩机安装的时候地基不牢固,或者螺丝没拧紧,那它工作起来肯定会晃得厉害。
我记得有一次,师傅们在检查压缩机。
打开一看,里面有个零件松了。
这零件一松,机器运转的时候就不平衡了,那能不振动大嘛。
还有啊,可能是机器用久了,零件磨损了。
就跟咱穿的鞋子一样,穿久了鞋底就磨薄了。
螺杆压缩机的零件磨损了,也会让它工作起来不顺畅,振动就大了。
在生活中啊,我们要是遇到螺杆压缩机振动大,就得赶紧找原因。
不然它这么晃悠下去,说不定啥时候就坏了。
所以啊,螺杆压缩机振动大,可能是安装问题,也可能是零件磨损啥的。
嘿嘿。
压缩机异常振动的原因及解决方法
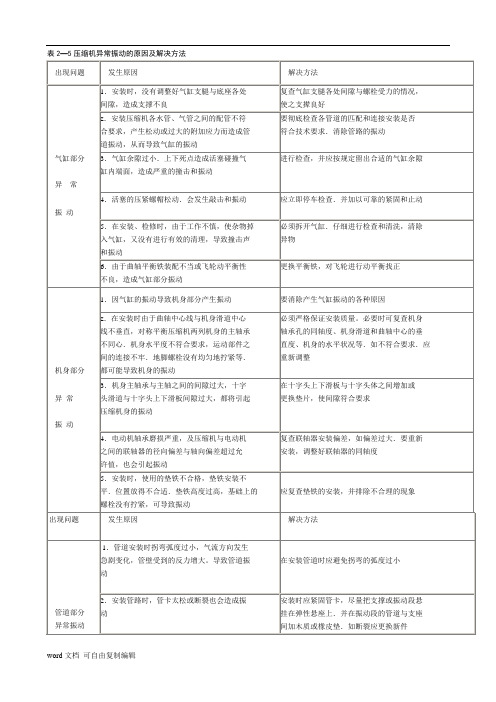
表2—5压缩机异常振动的原因及解决方法二、压缩机声音异常的原因及解决方法(见表2—6)表2—6压缩机声音异常的原因及解决方法三、压缩机异常过热的原因及解决方法(见表2—7)六、压缩机油路供油异常的原因及解决方法(见表2—10) 表2—10压缩机油路供油异常的原因及解决方法八、压缩机易损件寿命短的原因及解决方法(见表2—12) 压缩机易损件寿命短的原因及解决方法九、压缩机出现折断与断裂的原因及解决方法(见表2~13) 表2—13压缩机出现折断与断裂的原因及解决方法十、压缩机出现着火和爆炸的原因及解决方法(见表2—14) 表2—14压缩机出现若火和爆炸的原因及解决方法第四节活塞式压缩机的检修活塞式压缩机的检修工作,是确保压缩机正常运行的必要手段,也是压缩机使用单位经常碰到的大量重复性的工作。
合理地使用、维护和有计划地进行检修,会使压缩机经常保持应有精度和效能,从而,对保证安全、充分发挥生产能力、确保产品质量、提高企业经济效益都具有重要的意义。
一、压缩机检修管理(一)压缩机的检修的内容1.日常维修为了保证压缩机的正常运行,在压缩机运行中应经常密切注视压缩机各级压力分配情况,并及时发现不正常的声响、过热、振动和气路、润滑、冷却系统等处出现的一些故障。
及时给予排除和修理。
2.小修压缩机的小修一般在机器运行500~800h进行一次,检修内容可根据日常保养中发现的情况和下列项目中选择进行检修。
、(1)清洗滤清器。
P(2)检查进、排气阀、安全阀、压力调节器、减荷阀的动作是否灵敏可靠。
(3)检查压缩机连杆等运动件和各部位的螺栓、垫片的紧固情况,必要时应更换。
(4)检查压力表指示是否正确。
3.中修压缩机的中修一般在机器运行5000~8000h后进行一次,中修内容可根据小修中发现的情况和下列项目进行检修。
(1)检修或更换易损零部件。
如填料密封元件、活塞环和气阀部件等。
(2)校验压力表、安全阀、压力调节器和减荷阀的动作是否灵敏可靠及所有阀门的密封性应进行检查。
压缩机振动原因分析及解决措施

- 72 -故障诊断石油和化工设备2018年第21卷压缩机振动原因分析及解决措施王浩,白晓宁(中国石油玉门油田炼化总厂, 甘肃 玉门 735200)[摘 要] 重油催化装置压缩机组自2016年大检修以来,压缩机端轴振动值持续上升,运行一年后振动值已超出了联锁停机值。
本文通过对催化裂化装置压缩机组在线监测谱图、机组实际运行情况进行综合分析,找出了引起压缩机振动超高的真正原因,并提出一些保证机组平稳运行的建议。
[关键词] 压缩机;状态监测;振动;不平衡作者简介:王浩(1985—),男,山东烟台人,大学本科,工程师。
中国石油玉门油田炼化总厂催化车间设备技术员。
玉门油田炼化总厂80万吨/年重油催化裂化装置压缩机由背压式蒸汽轮机和离心式压缩机组成,压缩机由沈阳鼓风机厂生产,型号为2MCL457,采用两段七级压缩和中间冷却工艺。
汽轮机由杭州汽轮机厂生产,型号为NG32/25。
1 机组运行概况压缩机自2005年投用以来,在前四个运行周期中一直运行工况良好,2016年7月装置大检修时对压缩机进行了正常停机检修。
2016年9月15日压缩机带负荷运行后,振动值在开机后缓慢上升,期间压缩机共出现4次平衡管焊缝泄漏事件,均进行停机焊接处理,11月22日压缩机再次开机,压缩机联轴器端轴振XISA7713、XISA7714已升至60μm 以上,超过报警值。
此后,压缩机轴振持续缓慢上升,至2017年5月16日,由于气分装置工艺操作波动,造成压缩机发生了一次轻微喘振,振动值达到80μm 的高报值,在抢修之前压缩机轴振XISA7713、XISA7714最高已达90μm 左右。
S8000系统压缩机组轴振概图见图1。
图1 S8000系统压缩机组轴振概图2 机组振动原因分析引起机组振动加大的因素很多,如转子动不平衡、转子不对中、轴瓦间隙不符合标准、油膜振荡和油膜涡动、喘振等。
本文通过频谱图和压缩机的振动趋势对机组振动原因进行了分析和判断。
螺杆压缩机振动原因分析
螺杆压缩机振动原因分析1前言螺杆压缩机是一种容积型、回转式压缩机,它具有许多活塞压缩机无法比拟的优点。
近年来,随着转子齿型和其它结构的不断改进,各方面性能在逐步提高,机型种类也在不断增多,容量范围和使用范围也越来越大,特别是在中型制冷装置上,是取代活塞压缩机具有发展前景的一种机型。
但是,由于螺杆压缩机作为一种新型的压缩机,在检修维护保养方面,还缺乏成熟的经验与资料。
笔者结合这几年来在螺杆机的维护保养方面的工作经验和实践,就螺杆制冷压缩机在使用过程发生的振动问题,进行分析,找出解决振动的方法,从一个侧面为搞好螺杆压缩机的维护保养进行了探讨。
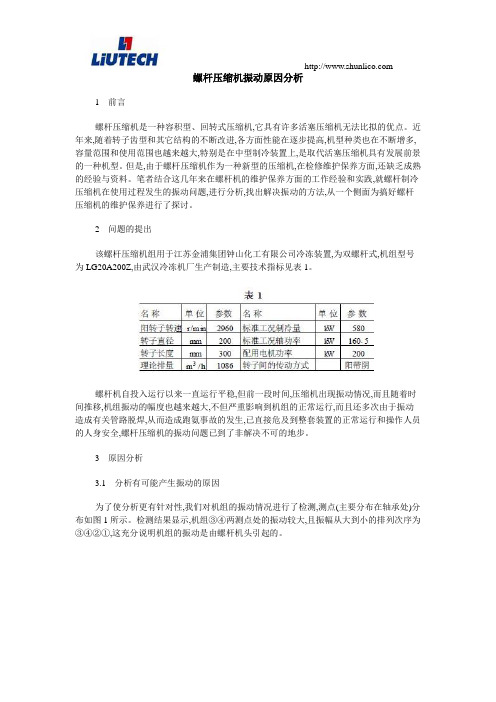
2问题的提出该螺杆压缩机组用于江苏金浦集团钟山化工有限公司冷冻装置,为双螺杆式,机组型号为LG20A200Z,由武汉冷冻机厂生产制造,主要技术指标见表1。
螺杆机自投入运行以来一直运行平稳,但前一段时间,压缩机出现振动情况,而且随着时间推移,机组振动的幅度也越来越大,不但严重影响到机组的正常运行,而且还多次由于振动造成有关管路脱焊,从而造成跑氨事故的发生,已直接危及到整套装置的正常运行和操作人员的人身安全,螺杆压缩机的振动问题已到了非解决不可的地步。
3原因分析3.1分析有可能产生振动的原因为了使分析更有针对性,我们对机组的振动情况进行了检测,测点(主要分布在轴承处)分布如图1所示。
检测结果显示,机组③④两测点处的振动较大,且振幅从大到小的排列次序为③④②①,这充分说明机组的振动是由螺杆机头引起的。
在详细查阅了有关资料及产品说明书,掌握了机组的工作原理及其结构的基础上,对机组的振动原因进行了全面的分析和探讨,认为引起螺杆机组振动的原因有以下几种可能:(1)机组操作不当,吸入过量的润滑油和制冷剂液体;(2)压缩机与电机轴线错位偏心;(3)压缩机地脚螺栓松动或螺帽松动;(4)机组与管道的固有频率相同而产生振动;(5)压缩机与电机联轴节由于敲击变形,传动芯子磨损等因素,联轴器组合件产生偏重,静平衡被破坏;(6)机组内部的阴阳转子在运转中受到了不平衡力的作用。
压缩机及其管路振动原因分析及处理
中图分类号
文 献标 识码
一
、
存 在 的 问题
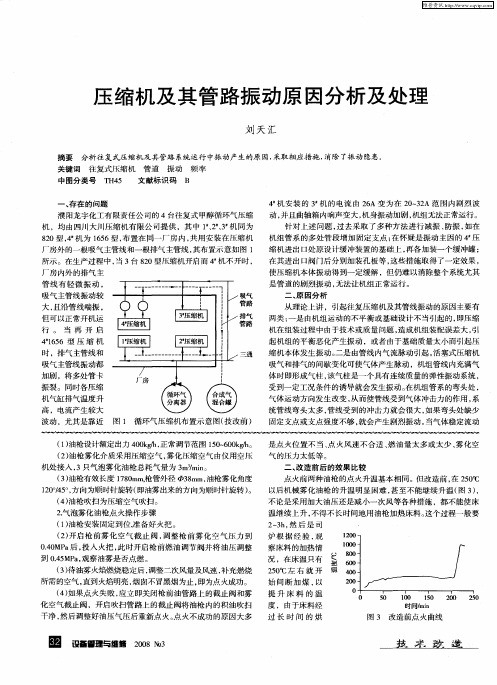
濮 阳龙宇化工有限责任公 司的 4台往复式 甲醇循环气压缩 机 ,均 由四川大川压缩机有 限公 司提供 ,其 中 1、 3 机同为 2、 8 0型 , 为 15 2 4机 6 6型 , 置在 同一 厂房内 , 布 共用安装在 压缩 机 厂房外的一根吸气主管线和一根排气 主管线 , 其布置示意如 图 1 所示 。在生产过程中 , 3台 80型压缩机开启而 4 机不开时 , 当 2
维普资讯
压缩机及 其管路振 动原 因分析及处理
刘 天 汇
摘要 关键词 分析往 复式压缩机及其管路 系统运行 中振动产生 的原 因, 采取相应措施 , 消除 了振 动隐患。 往复式压缩机
T 5 H4
管道
振动
频率
B 4 机 安 装 的 3 机 的 电 流 由 2 A 变 为 在 2 — 2 范 围 内 剧 烈 波 6 03A
厂 房 内外 的排 气 主 管线 有 轻微振 动 ,
动, 并且曲轴箱 内响声变大 , 机身振动加剧 , 机组无法正常运行 。
针 对 上 述 问 题 , 去 采 取 了 多 种 方 法 进 行 减振 、 过 防振 , 在 如 机 组管 系 的 多 处 管 段 增 加 固定 支 点 ; 怀 疑 是 振 动 主 因 的 4置 的基础上 , 再各加装一个缓冲罐 ; 在其进 出 口阀门后分别加装孔板等 , 这些措施取得了一定效果 ,
使压缩 机本体振 动得到一定缓解 ,但仍难以消除整个 系统尤其 是管道 的剧烈振 动 , 无法让机组正常运行 。
吸气主管线振动较
大 , 沿管 线 喘振 , 且 但 可 以正 常 开 机 运 行 。 当 再 开 启
螺杆压缩机的振动故障分析及处理措施

螺杆压缩机的振动故障分析及处理措施摘要:随着我国整体社会经济水平的提高,石油化工企业得到了很大程度的发展,并且对各个方面也有着较高的要求。
就从目前情况看来,在我国石油化工企业实际生产过程中最经常使用的设备就是螺杆压缩机,这种设备可以对气体进行有效的压缩,其实际的运行状态与压缩机组整体的安全性、可靠性及生产效率之间有着紧密的联系。
所以,相关管理人员要对螺杆压缩机予以足够重视,并且对这种设备振动故障进行有效分析,进而才能够采取有效的措施来进行处理。
关键词:螺杆压缩机;振动故障;润滑油;机组前言:通过实际调查发现,越来越多的科学技术和先进设备被不断的研发出来,在各个领域实际运用过程中可以得到良好的效果,石油化工企业在炼油过程中使用的各种炼油装置会产生一定程度的尾气,这些尾气当中也含有较多的颗粒性杂质。
为了能够对炼油装置产生的含有颗粒的尾气进行有效运输,相关管理人员要对螺杆压缩机进行充分应用,在应用过程中还要对其出现振动的原因进行不断了解,这样才可以结合实际情况来采取相应的措施进行处理。
一、螺杆压缩机的振动故障分析(一)复查工作没有落实到位在通常的情况下,复查工作对于螺杆压缩机的正常运行有着非常重要的影响,不过部分石油化工企业受到传统理念和方法的影响比较大,这样就会导致相关工作人员没能对复查工作予以足够重视。
在安装施工的图纸设计方面并没有与实际的情况相结合,这样就会导致螺杆压缩机的安装效果与实际要求之间有着一定的差距,这个过程中工作人员无法按照相关的要求和标准来进行验收,最终就会对整体的安装质量和效率带来影响。
部分工作人员自身的综合素质和专业知识水平比较低,在复查工作当中不能对一些数据和信息进行充分的分析和了解,最终就会无法及时找到设备出现振动故障的原因。
(二)冷却水的影响就从目前情况看来,螺杆压缩机有着两种进水方式,这两种进水方式可以对空气进行有效的压缩和冷却,第一种方式就是在进气口的位置进行进水,在这个位置通过管线连接来将达到良好的进水和循环效果,在开机过程中可以进行给水和循环水,开机给水可以对介质进行冷却;第二种方式就是在出水口分液罐处进行进水,气水混合物可以在通过分液罐的时候将水、气进行有效的分离,分离出来的水可以进行循环使用,分离水能够传送到压缩机的顶部,最终达到循环使用的效果。
螺杆压缩机振动故障的分析及处理

螺杆压缩机振动故障的分析及处理螺杆压缩机是工作部件作高效回转运动的容积式压缩机械,通过工作容积缩小进行气体压缩,除了两个高速回转的螺杆转子外,没有其它运动部件,同时具备回转式压缩机和往复式压缩机的优点,如体积小、重量轻、运转平稳、易损件少、效率高以及能量无级调节等,在现代化工业及压缩机行业得到迅速发展和应用。
1、设备基本情况某石化企业为满足油田采油需要.驱油聚合物产品生产扩能,使用螵杆压缩机用于制冷剂R134a的压缩,压缩机型号为RwB26761.制冷量为1 090.2kw,转速为2 950r/min,阴阳齿数分别为6、4.通过膜片联轴器与电机连接。
2010年4月10日投入运行后,应用本特利便携式数采器进行监测,压缩机振动合格,运行到6月29日,压缩机振动突然增大,为分析振动原因和便于比较,继续采用本特利便携式数采器对其进行监测,测点布置如图1所示。
测点3、4各向振动值比较见表1。
压缩机振动达到9.5mm/s,超过标准7.1mm/s,监测结果显示,压缩机径向振动变化不大,而轴向振动大幅增加,说明存在故障。
为便于全面分析,同时监测压缩机底角振动,底角1一4的振动值分别为3.49、1.84、1.78、1.74mm /s。
2、故障分析压缩机驱动侧径向和前后轴承轴向振动相对较大,首先分析压缩机前轴承水平、垂直、轴向和后轴承轴向频谱.如图2—6所示。
由图2—6可得到如下信息:a.从振动方向看,轴向振动是产生强烈振动的主要原因;b.从轴向振动频谱看,绝对主导频率均为198Hz(为啮合频率),其它频率分量如阴阳转子的转频及倍频可忽略不计;c.从振动值看,轴向振动远远大于径向振动;d.从底角振动值及频谱看,频率以啮合频率为主,且4个底角振动不一致。
喷油螺杆压缩机是依靠螺旋状的阴阳转子的相互啮合运转的,转子的轴向振动要比其它类型的压缩机大。
但本案例中,压缩机在运行初期振动良好,轴向振动是机组运行一段时间后增大的,说明压缩机存在故障。
火炬气螺杆压缩机振动故障分析及改造
1 引言
螺杆压缩机 是压缩 和输送气 体的一种 回转式 机 械 ,由于在压缩脏 、湿 、易聚合或腐 蚀性工艺 气 体时不容 易产生操 作问题 ,因而在石 油 、化工 行业 获得广泛应 用 。国 内火炬气 螺杆压缩 机历经 近3 O年的发展 历史 ,在提高排气压力 、增大容积 流量 、提高 可靠性方 面取得 了长足 的进 步 。但与 国外 优秀 的螺 杆压缩 机制造商 相 比,轴 封性能差 距仍然明显 ,还需要进一步改进 。
缩机 的进气分 支管路 ,经入 口膨胀节 分别进入螺 杆压缩机进气 腔进行压 缩升压 ;压缩 后 由排气腔 从 出 口膨胀节 经相应 的排气分支管 路进入直径 为
3 0 0 mm 的排 气 总管 路 ,然 后 再 进入 管 网 。 自2 0 0 9年 投 用 以来 ,尤 其 是 3 #机 组 ,压 缩 机 机 组 噪 声 大 ,机 械 密 封 发 生 过 多 次 泄 漏 、密 封
本 文 根 据 某 火 炬 气 螺 杆 压 缩 机应 用 故 障情 况 ,
2 现场故 障
某 公 司油 品车 间火炬 螺杆压缩机组 由 3台螺
杆 压 缩 机 并 联 组 成 ,如 图 1所 示 ,管 道 系 统 为 : 气体 先从 直径 为 5 0 0 mm 的进 气 总 管路 进 入 3台压
p r o b l e m o f s e a l l e a k a g e a n d s t r o n g v i b r a t i o n .
Ke y wo r d s : s c r e w c o mp r e s s o r ; v i b r a t i o n; l e a k a g e ; me c h a n i c a l s e a l ; d r y g a s s e a l
螺杆压缩机振动原因分析及改进
关键 词 :螺杆压缩机 ;振 动烈度 ;原 因
分 析 : 改 进
1 、概 述
随着大庆石化原油 加工能力的提高, 装置 的扩能 、新装置 的建成和投 用, 火炬尾气 的排 放 量 在 增 加 。为 了减 少 环 境 污 染 、 节 约 资 源 , 大庆石化高度重视装置尾气 的回收, 尾气 回收 压缩机 的长周 期无故障 的运行是 我们必 须着 重 解 决 的 问题 。 火 炬 尾 气 主 要 来 自炼 油 装 置 如 常 减 压 、催 化 、 裂 解 、 焦 化 、 加 氢 、 聚 丙 烯 等装置, 并含有聚丙烯 、焦炭 、硫磺 等颗粒 性杂质 。为 了保 证这些含 杂质尾 气的正 常输 送, 根据各 种机型 的特点, 我厂选 用 了螺杆 压 缩机 。我厂的喷油式螺杆压缩机, 由于 当时设 计 流量偏 小、结 构不合理 、机组 故障率 高、 维 护难度大、维修费用高,目前 已不能满 足工 艺 生 产 和 节 能 降 耗 的 需 要 。2 0 年 , 们 根据 05 我 实 际 情 况 , 新 了一 台 型 号 为 L 一 0 4 喷 水 更 G 4/ 的 式 螺 杆压 缩 机 。 但 该 机 试 运 过 程 中振 动 超 标 , 如不及 时解决, 将对机组的安全运行及寿命产 生不利影响 。
l2 l
2 机组 的结 构 、原 理 、 2 1主 机 结 构 .
在 确认机 组基础 严格按 照图纸施 工并验 是 : 收合格 的情 况下, 对机组的安装对 中找正进行 1 机 组振动 的最大点在 压缩机 入 口端轴 ) 了认 真 的 复 查 , 项 指 标 符 合 技 术 要 求 , 脚 承 的水平方 向, 各 地 振动烈度为1 .m / 。 3 5 m s 螺栓紧 固, 因此 首先排 除了安装对中找正方面 2 从振 动 的频谱 分析 看, ) 主要 是转 速频 的因 素 。 率 的4 倍频分 量过大 (9 . H ) 其它频率分量 153z, 3 2 出 、入 口管 线 的 影 响 . 很 小。4 倍频 分量 过大的原因是螺杆压缩机 的 基 础 的 牢 固 程 度 、 管 路 的 连 接 方 式 和 支 阳、阴转 子齿 轮啮合不 良, 其原 因与设计 、制 架搭配位置, 是机 组 振 动 的 影 响 因 素 。我 们 可 造 、装配有 关 。另外 , 从振动 频谱 图看, 未发 以根 据 目前 的管 路 流 程 , 易 产 生 激 振 力 的 位 现机组 的 同步 齿轮 、轴承 、阴转子 、阳转子 在 置 增 加 支 撑 , 减 小 管 路 振 动 , 降 低 机 组 的 有动不平衡问题 , 以 来 与动平衡试验结果一致 振动值。 3 测 试 结 果 还表 明 , 组 的 混 凝 土 基 础 振 ) 机 3 3 流 量 的 影 响 . 动较 小, 但底 座特别是 压缩机4 个底脚 的部位 为 了判 断流量 是否引起 振动, 对压缩机排 支撑 刚度 小, 在水平方 向上有一个2 3 z 0 H 的固 气量进行 了现场测试 。测试 结果显示, 在正常 有频率, 倍频 的频率 (9 . H ) 与4 15 3 z 的激振源很 的运行条件下机组是在额 定流量 下工作, 机组 接近。另外压缩机入 口膨胀节存在 一个19 z 9H 振动 值 基 本 无 变 化 。 的 固有频 率, 倍频 的激振力 也很接近 。故 与4 3 4 装 配 的 影 响 . 认定, 该机组存在较大 的4 频激振力, 倍 且与支 调 整 同 步 齿 轮 间 隙 , 做 转 子 动 平 衡 试 撑 水 平 方 向 的 固 有 频 率 及 入 口 膨 胀 节 的 固 有 并 验 , 杆 压 缩 机 的 转 动 做 功 是 靠 同 步 齿 轮 的 啮 频 率 很 接 近 而 产 生 共 振 , 是水 平 方 向 振 动 大 螺 这 合 传 动 实 现 的 。 该 机 组 同 步 齿 轮 由 大 、 小 两 的 主 要原 因 。 个 齿 轮 组 成 , 齿 轮 由厚 齿 圈 、 薄齿 圈 、 轮 毂 大 4 、改进措施及 实施效果
迄今为止最全的螺杆压缩机振动噪声控制研究
迄今为止最全的螺杆压缩机振动噪声控制研究导语:随着螺杆压缩机的不断更新换代,性能得到了持续提升,压缩机的振动噪声改善已逐渐成为螺杆压缩机技术发展需要面临的新挑战,同时也成为了各生产厂家提升其自身产品竞争力的一个重要“卖点”,尤其是对于螺杆压缩机及其系统的振动噪声有着极其严苛要求的一些特殊应用场合。
一、引言随着螺杆压缩机的不断更新换代,性能得到了持续提升,压缩机的振动噪声改善已逐渐成为螺杆压缩机技术发展需要面临的新挑战,同时也成为了各生产厂家提升其自身产品竞争力的一个重要“卖点”,尤其是对于螺杆压缩机及其系统的振动噪声有着极其严苛要求的一些特殊应用场合。
此外,螺杆压缩机的振动噪声问题,不仅会造成噪声污染,而且还会影响机器性能和可靠性。
因此螺杆压缩机减振降噪技术逐渐成为压缩机的核心技术,振动小噪声低是螺杆压缩机未来发展的一个重大趋势。
二、振动噪声产生机理图1所示为双螺杆压缩机的典型结构,它主要由机体以及包含在机体内的一对平行配置的螺旋转子和吸排气孔口组成。
压缩机与电动机封装在同一壳体内,电动机与阳转子同轴。
在电动机的驱动下,阴、阳转子像齿轮一样啮合旋转,由转子齿顶与机体内壁面围成的工作容积周期性扩大和缩小,实现吸气、压缩和排气过程。
根据螺杆压缩机的工作原理,可以将螺杆压缩机的振动噪声产生机理分为机械接触产生的机械性振动噪声和气流脉动诱发的流体性振动噪声。
2.1机械性振动噪声机械性噪声是固体振动所产生的,机械部件运行时在冲击、摩擦、交变应力或磁性应力的作用下,各部件互相碰撞、摩擦、振动,从而发声。
螺杆压缩机中机械性振动噪声源来源于转动部件,主要为啮合的转子和支撑的轴承,尤其是阴阳转子啮合过程中产生的振动噪声是螺杆压缩机机械性振动噪声的主要根源。
①啮合转子振动噪声阴、阳转子是螺杆压缩机的核心部件,在工作过程中既受到径向和轴向的气体作用力,又受到传动机构的作用力以及轴承的支撑力。
这些力在螺杆压缩机工作过程中周期性的变化,是压缩机机械性振动噪声的激励源。
制冷系统压缩机振动分析与控制技术研究

制冷系统压缩机振动分析与控制技术研究随着制冷设备应用范围的不断扩大,制冷系统压缩机振动也日益受到重视。
因为压缩机振动会影响设备的稳定性和正常运行,甚至可能导致设备故障。
因此,制冷系统压缩机振动分析与控制技术的研究显得尤为重要。
一、制冷系统压缩机振动的原因分析1. 制冷系统本身的原因制冷系统是由多个部件组成的,包括压缩机、冷凝器、蒸发器等。
这些部件难免存在一些制造或使用中的缺陷,如制造质量不良、部件损坏、安装不规范等,这些问题都可能导致制冷系统的振动。
2. 外部环境的影响制冷设备常常运行在恶劣的环境下,如高温、高湿等。
这些环境因素也会对系统的稳定性产生一定的影响,导致压缩机振动。
3. 压缩机本身的问题压缩机是制冷设备的核心组件,如果在工作过程中存在过热、过载、排气阀门失效等问题都会导致压缩机的振动。
二、压缩机振动对设备的影响1. 影响设备的稳定性压缩机振动会导致整个制冷系统的运行不稳定,进而影响到整个设备的稳定性。
如果振动量过大,连带周围的设备也会受到影响。
2. 催化设备故障振动可能导致设备内部部件的脱落、松动等问题,这些问题一旦发生,会催化设备的故障,并且可能会进一步加剧问题。
3. 影响设备的使用寿命长期的振动会对设备的零部件造成损伤,导致设备提前失效。
如果长期不控制振动,对设备的使用寿命影响将会非常大。
三、振动分析与控制技术的研究为了有效控制振动的发生,制冷系统压缩机振动分析与控制技术的研究就呼之欲出。
其中,振动分析技术可以从多个方面入手,如加速度传感器、热成像技术等,对设备的振动情况进行全面的监测和分析。
控制技术可以通过控制力、运动精度、速度、角度等对振动进行控制,降低振动的影响。
四、实际应用制冷系统压缩机振动分析与控制技术已经在实际应用中取得了很好的效果。
例如,通过振动分析技术,可以检测出空调设备中的故障,及时修复,避免设备的性能下降和损坏。
通过控制技术,可以有效地控制设备的振动,延长设备的使用寿命。
压缩机管道振动分析及减振措施

间仍有胶状悬浮物。下层固体类似皂化物,据此
化反应起到很好的协同作用。
推测胶状物可能与皂化物和甘油有关。皂化反应
(2)超声波作用下以 NaOH 为催化剂时,体
剧烈,而甘油的凝固点较低,所以胶状物可能是皂
系反应速率也较快,而且可以达到很高的转化率,
化物与甘油作用产生的。而以 KOH 为催化剂的
但易引起皂化反应。
Keywords vibration compressor pipes measures
管道的脉冲振动是往复式压缩机固有的问 题,在压缩机打气量较小时,管道直径小,脉冲振 动小,易加固。但随着化肥生产能力的提高,压缩 机打气量增加,管道直径相应加大,脉冲振动随之 增大,管道的固定问题日益突出。
1 振动的根源 回转设备的不平衡和管道的脉冲振动是引起
关键词 振动 压缩机 管道 措施
Analysis of Vibration of Compressor Pipes and Measures for Vibration Absorption
Chao Chenglong
Abstract Vibration of compressor pipes not only impairs production but also endangers safety in the operation of the pipes and the system. Through an analysis of the causes for vibration,main measures are given for vibration damping and suppression.
5 Fangrui Maa,Milford A Hannab. Biodiesel production:a review. Bioresource Technology,1999,70:1 ~ 15
压缩机气体管道的振动原因及消振对策
压缩机气体管道的振动原因及消振对策作者:刘旭东来源:《经济技术协作信息》 2018年第16期一、压缩机气体管道振动的原因分析1.压缩机机械振动对气体管道的影响。
压缩机在实际运行的过程中,产生气体管道振动的现象已经成为影响压缩机正常运行的主要原因之一。
在对引发气体管道振动问题进行分析之后可以发现,主要原因是压缩机在运行的过程中,由于活塞组的惯性较大,力矩的平衡能力无法消除惯性带来的作用力,同时还由于旋转惯性和连杆摆动惯性会随着压缩机使用时间的增加而加剧,致使力距平衡性能降低所产生的振动问题。
另外,在压缩机设置的位置平整性不足时,也会在运行的过程中造成重心不稳现象,进而产生振动问题,上述问题均可能造成气体管道振动现象。
除上述因素之外,引发气体管道振动的因素还包括管道内部结构的影响作用。
当管道内部的相应构件在运行的过程中产生松动现象时,就会在持续作业的情况下发生碰撞和震动反应,这样不仅会对压缩机的机械性能造成影响,还会造成大量的内部构件损坏,为生产企业带来一定的经济损失。
2.气流脉动对气体管道的影响。
压缩机在运行的过程中就是不断进行进气和排气操做的过程。
我们将气体管道内所流通的气体称之为气柱。
管道内气体流动的过程中会产生压缩和膨胀反应,这就意味着气柱存在一定的弹性,压缩机运行过程中的气流压力脉动,在遇到管道截面或者转弯时,就会产生振动。
此时,气体管道就会在气柱的弹性作用下,同时产生振动。
随着压缩机的运行状态变化,气柱的弹性以及流动性能也会产生一定的变化。
我们根据振动的频率可以将其分成三个等级,当振动的频率和某个等级的气柱频率一致时,气体管道就会产生最大的振动值,我们将这种现象称作气柱共振。
另外,对于气体管道系统来说,在发生机械振动时,也会存在一定的频率,在频率同某一阶段的机械振动值相符合时,也会形成最大的振动值,我们将此种反应称之为管道的机械共振。
在气柱频率与管道机械振动频率以及激发的频率处于同一阶段时,气柱和管道同时处于最大振动状态,将会产生更加强烈的振动反应,严重的将会引发气体管道炸裂的安全事故。
大型压缩机振动及噪音分析概述
大型压缩机振动及噪音分析概述【摘要】压缩机是石化行业必不可少的关键设备之一,随着现代设计技术水平的不断提高,压缩机的性能指标不断得到强化,研究如何降低压缩机的振动和噪声成了重要课题。
本文对大型压缩机的振动原因及振动类型做了论述,针对不同的压缩机振动的计算机分析方法做了论述。
【关键词】大型压缩机;振动;有限元分析;噪声分析引言压缩机是用于压缩气体提高气体压力的机械,压缩机的用途十分广泛,遍及了工业、农业、国防、化工等各个领域。
压缩机有很多种类,常用的有离心式压缩机、往复式压缩机、螺杆式压缩机等。
随着技术的发展,对压缩机的性能要求越来越高,压缩机振动噪声问题越来越引起重视。
压缩机结构振动和噪声是直接影响机械性能和使用寿命的因素,研究其动力学特性、辐射声场规律并寻求一种低振动、低噪声的现代设计方法,对于提高压缩机的机械性能、降低噪声污染等都具有广阔的工程应用及市场前景,同时还具有重要的学术意义和社会意义。
1振动和噪声的产生机理压缩机的零部件都属于弹性零件,应用中采用多种方式连接在一起,形成内部传导力的机构。
通过各种途径传递,振动以波动的形式传递到气缸体、连接轴等组成的外部承载结构,引起外表面的振动,从而向周围辐射噪声。
压缩机振动的类型可以有很多种,现在就振动的原因做论述。
1.1压缩机喘振离心式压缩机向下游管网供气时,某种不利工况使流量明显减少,压缩机叶轮出现严重的旋转脱离,形成突变的失速。
这时叶轮虽然仍在旋转,但是已经不能再提高压力,压缩机出口压力大幅度下降。
由于管网缓冲容量大,管网压力不会马上降低,于是出现了管网压力反而高于压缩机出口压力的情况,管网中的气体向压缩机倒流,直到压缩机出口压力高于管网压力,倒流暂时停止。
管网压力回升之后压力又大于压缩机出口压力,压缩机的排气受到阻碍,流量下降,流动气体又产生倒流。
如此周期循环,压缩机出现的反常的不稳定运行工况成为压缩机的喘振。
喘振引起强烈的周期性气流噪声的同时,伴有机体的强烈振动,引起轴位移、轴温过高,轴承、密封、叶轮和转子受到损害,也会导致机组的寿命和效率大大降低。
大型工艺螺杆压缩机振动及解决方案

大型工艺螺杆压缩机振动及解决方案作者:李金明来源:《科学与财富》2017年第24期摘要:在进行气体的压缩过程中,保证大型工艺压缩机的稳定是必不可少的环节,这样才能保证具体的工艺操作可以达到要求。
本文通过对大型工艺螺杆压缩机的结构及运行原理进行分析,对造成压缩机振动的原因进行研究,给出解决方案。
关键词:大型、工艺螺杆压缩机、振动、原因、措施引言:螺杆压缩机包括两种类型,单螺杆压缩机和双螺杆压缩机,螺杆工艺压缩机一般为容积式双螺杆喷油压缩机,具有可靠性高的优点,大型工艺螺杆压缩机的零部件少,所以易损物件也很少,在运转过程中使用寿命长,其操作方便,维护工作也很方便,自动化程度很高,所以操作人员不需要进行长时间的专业培训,大型工艺螺杆压缩机的动力平衡性能很好,适应性较强,大型工艺螺杆压缩机主要是对工艺流程中的气体进行压缩,包括二氧化碳、乙烯、甲烷、氢气等,在超高压环境中其稳定性也会受到一定的影响。
一、大型工艺螺杆压缩机的工艺结构及原理大型工艺螺杆压缩机主要针对气体进行压缩,依靠汽缸中的一对含有螺旋齿槽的转子相互啮合改变齿形空间的基元容积,从而完成气体压缩。
工艺螺杆压缩机在很多行业都有应用,主要应用的方面如下图。
在进行大型工艺螺杆压缩机的选型时主要考虑的是检修是否方便以及运行是否稳定,一般采用的是一层布置,将进排气口均朝上布置,在变转速操作时,压缩机的部分负荷性能较好,主要表现在50%的流量以50%转速操作只消耗50%的动力。
对于压缩机来说无论是气体的压力还是温度、组成都可以提供需要的工艺流量。
二、压缩机振动原因分析(一)对机组进行检测为了更好的转到问题的所在,对压缩机机组进行针对性的检验,对于压缩机的机组测点如下图所示。
经过检测,③④两点的振动更大,振幅的排序为③④②①,由此可见,机组的振动主要是由于螺杆机头引起的。
(二)振动原因分析对于引起螺杆机组振动的原因包括以下原因,首先可能是由于机组人员的操作不当,在进行压缩机的操作时,对于润滑油和制冷剂液体的吸入量太多。
压缩机振动噪声测试分析与降噪设计-机械设计专业

压缩机振动噪声测试分析与降噪设计摘要自从工业革命以来,随着现代工业的发展,社会对于工业噪声的控制和治理越来越加大投入。
目前全国各行各业对压缩机的需求以及使用越来越多,而螺杆压缩机在工业中作为一种机械噪声设备, 对环境污染十分的严重, 其噪声声波传播距离远,影响很大,严重危害了工人的身心健康以及工作环境。
为适应日益增长的环保要求和企业以及用户需要,采取有效的方法和手段来控制螺杆压缩机的噪声是非常重要的。
从螺杆压缩机振动与噪声的国内与国外研究下手,目前关于噪声源识别,噪声和振动分布,噪声和振动特性,噪声和振动控制的探究尚不系统。
目前国内尚未形成完善的研究思路和研究开发体系,螺杆压缩机噪声和振动试验研究仍在进行中,噪声和振动控制研究尚缺乏完整的基础理论依据。
本文以螺杆压缩机为主要探讨对象,从振动源,螺杆压缩机进气,压缩气体,排气工作进程分析入手,对喷油螺杆压缩机进行噪声分析,包含机械噪声,空气动力性噪声,电磁噪声等,测试并分析噪声信号的频谱特性。
详细研究了吸音,隔音,消音等的控制方法,根据噪音的信号特征决定了吸音材料和吸音结构。
设计的主要机器的结构,以降低噪声的产生从噪声源,设计合适的隔音罩,以控制从所述噪声传播路径的噪声传播,设计一个消声器,并裹住入口和排气口。
最后,做设计方案的效果预测和分析。
此论文对有噪声的螺杆压缩机的振动的控制和很好的参考。
关键词:螺杆压缩机;噪声控制;隔声罩;消声器AbstractWith the development of industry, It is more and more important to control the noise of industrial. At present, all walks of life across the country on the screw compressors growing demand. As an equipment generating noise, the screw compressor have a serious pollution to the environment. The noise propagation far, great impact, it have serious harm to the working environment and physical or healthof the worker. In order to meet the environmental requirements and user needs, it is essential to take effective measures to control noise of the screw compressor .From the certain perspective to the research of the noise and vibration about screw compressor in domestic and foreign , noise and vibration control is not systematic at identification of noise sources, the distribution of noise and vibration, the characteristics of noise and vibration, at present, the country has not formed a complete set of research ideas and research system. Noise and vibration research of screw compressor is still in progress. Research on noise and vibration control is still a lack of perfect theory basis.Screw compressor as the main research target, this paper mainly studies on fault diagnosis, analysis the working process of screw compressor’s aspirate compressed gases, and exhaust gases. According to the analysis of the problems of noise from oil-injected screw compressor. Including mechanical noise, aerodynamic noise, electromagnetic noise. Test and analyze the spectral characteristics of noise, and systematic study on sound absorption, sound insulation, noise elimination and other control methods. According to the characteristics of signal noise to determine the sound absorption material and structure. The design of structure of the host to reduce noise from noise source. Design appropriate sound insulation cover to control noise from the transmission of noise propagation. Design of muffler to reduction noise at the process of intake and exhaust ports. Finally, forecasting and analyzing effect of the design scheme. This topic have a well reference for the screw compressor vibration and noise control.Keywords: screw compressor; noise control; acoustic cover; muffler 第一章绪论1.1课题研究背景噪声一直被认为是主要污染物之一。
螺杆压缩机振动原因分析及改进

螺杆压缩机振动原因分析及改进方 红 卫 摘要:通过对安庆分公司储运部LG-40/4型喷水螺杆压缩机振动原因的分析,经采取相应改进措施,机组振动烈度降至允许范围内,确保了机组及时安全投用,产生了良好的经济效益和社会环保效益。
关键词:螺杆压缩机;振动烈度;原因分析;改进 1.概述随着安庆石化原油加工能力的提高,装置的扩能、新装置的建成和投用,火炬尾气的排放量在增加。
为了减少环境污染、节约资源,安庆石化高度重视装置尾气的回收,尾气回收压缩机的长周期无故障的运行是我们必须着重解决的问题。
火炬尾气主要来自炼油装置如常减压、催化、裂解、焦化、加氢、聚丙烯等装置,并含有聚丙烯、焦炭、硫磺等颗粒性杂质。
为了保证这些含杂质尾气的正常输送,根据各种机型的特点,我厂选用了螺杆压缩机。
在1994年至1995年间,我厂分别上了三台LG13/10喷油式螺杆压缩机,由于当时设计流量偏小、结构不合理、机组故障率高、维护难度大、维修费用高,目前已不能满足工艺生产和节能降耗的需要。
2005年,我们根据实际情况,更新了一台型号为LG-40/4的喷水式螺杆压缩机。
但该机试运过程中振动超标,如不及时解决,将对机组的安全运行及寿命产生不利影响。
2.机组的结构、原理2.1 主机结构该机组为单级喷液螺杆压缩机,主要由机壳、阳转子、阴转子、迷宫密封、机械密封、轴承、同步齿轮、平衡活塞、联轴器等组成。
2.2 工作原理它依靠一对带有螺旋型齿槽相互啮合的阴阳转子,在具有一定形状的进气孔和排气孔的密封机壳内,作相反方向的旋转运动,使齿槽间的封闭容积逐步缩小,使气体压力提高。
在压缩气体过程中,喷入循环水作冷却液,以降低压缩气体的温度,从而提高单级压缩比及气密性。
经压缩后的气体,通过分液罐使其与水分离,气体被输送到脱硫装置,而水经冷却后被循环使用。
2.3 主要技术参数压缩介质:炼油装置尾气进气压力:0.001Mpa(表压)排气压力:0.4M pa(表压)排气量:40m3/m in(吸入状态)进气温度:≤40℃排气温度:≤85℃主电机转速:1488r/m in电机功率:250kW;润滑方式:压力油润滑3机组振动超标原因分析2005年7月份机组安装竣工,在试车过程中发现机组振动大,最大的振动烈度值为13.5mm/s(在压缩机入口端轴承的水平方向)。
压缩机振动噪声测试分析与降噪设计毕业论文

压缩机振动噪声测试分析与降噪设计毕业论文目录摘要 ........................................... 错误!未定义书签。
Abstract ........................................... 错误!未定义书签。
目录 (I)第一章绪论 (1)1.1课题研究背景 (1)1.2噪声治理目的、意义 (1)1.3 国外研究现状及趋势 (2)1.4 课题研究容 (3)第二章螺杆压缩机的噪声分析 (3)2.1螺杆压缩机的工作原理 (4)2.2噪声来源 (5)2.2.1机械噪声 (5)2.2.2 空气动力性噪声 (5)2.2.3电磁噪声 (7)第三章喷油螺杆压缩机的主体结构设计 (9)3.1主机结构设计 (9)3.2主要零部件设计和选型 (9)第四章螺杆压缩机减振降噪分析与设计 (13)4.1减振降噪方法概述 (13)4.2吸声控制 (13)4.2.1吸声材料 (14)4.2.2吸声结构 (16)4.3隔声控制及隔声罩的设计 (20)4.3.1隔声性能评价 (20)4.3.2隔声结构和特性研究 (21)4.3.3设计隔声罩的要点 (24)4.4消声控制及消声器的设计 (25)4.4.1声学性能的评价量 (25)4.4.2消声器的种类 (26)4.4.3消声器设计中的几个问题 (27)4.4.4消声器设计的四个原则 (28)第五章螺杆压缩机振动噪声控制系统的效果分析 (30)5.1测点布置及测量数据 (30)5.2 噪声控制 (31)5.3结构理论插入损失 (33)5.4噪声控制效果 (33)第六章结论 (35)参考文献 (36)致谢 (37)第一章绪论1.1课题研究背景目前, 噪声已被视为严重污染之一。
随着现代工业的发展,对于工业噪声的控制越来越重要。
工业噪声一般是指在工业生产过程中,由于机械设备运转而发出的声响。
螺杆压缩机作为一种强噪声设备, 对环境污染严重, 其整个机组噪声值高达90-110 dB( A ), 涉及面广,传播距离远,影响较大,严重危害工人的工作环境和身心健康。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺杆压缩机的工作原理
1.什么叫螺杆空压机:
螺杆压缩机是一种工作容积作回转运动的容积式气体压缩机械。
气体的压缩依靠容积的变化来实现,而容积的变化又是借助压缩机的一对转子在机壳内作回转运动来达到。
螺杆压缩机的基本结构:
在压缩机的机体中,平行地配置着一对相互啮合的螺旋形转子,通常把节圆外具有凸齿的转子,称为阳转子或阳螺杆。
把节圆内具有凹齿的转子,称为阴转子或阴转子,一般阳转子与原动机连接,由阳转子带动阴转子转动转子上的最后一对轴承实现轴向定位,并承受压缩机中的轴向力。
转子两端的圆柱滚子轴承使转子实现径向定位,并承受压缩机中的径向力。
在压缩机机体的两端,分别开设一定形状和大小的孔口。
一个供吸气用,称为进气口;另一个供排气用,称作排气口。
2.螺杆空压机工作原理:螺杆压缩机的工作循环可分为进气,压缩和排气三个过程。
随着转子旋转,每对相互啮合的齿相继完成相同的工作循环。
1)进气过程:转子转动时,阴阳转子的齿沟空间在转至进气端壁开口时,其空
间最大,此时转子齿沟空间与进气口的相通,因在排气时齿沟的气体被完全排出,排气完成时,齿沟处于真空状态,当转至进气口时,外界气体即被吸入,沿轴向进入阴阳转子的齿沟内。
当气体充满了整个齿沟时,转子进气侧端面转离机壳进气口,在齿沟的气体即被封闭。
2)压缩过程:阴阳转子在吸气结束时,其阴阳转子齿尖会与机壳封闭,此时气
体在齿沟内不再外流。
其啮合面逐渐向排气端移动。
啮合面与排气口之间的齿沟空间渐渐件小,齿沟内的气体被压缩压力提高。
3)排气过程:当转子的啮合端面转到与机壳排气口相通时,被压缩的气体开始
排出,直至齿尖与齿沟的啮合面移至排气端面,此时阴阳转子的啮合面与机壳排气口的齿沟空间为0,即完成排气过程,在此同时转子的啮合面与机壳进气口之间的齿沟长度又达到最长,进气过程又再进行。
3.螺杆空压机优点:
1)可靠性高:螺杆压缩机零部件少,没有易损件,因而它运转可靠,寿命长,
大修间隔期可达4-8万小时。
2)操作维护方便:操作人员不必经过专业培训,可实现无人值守运转。
3)动力平衡性好:螺杆压缩机没有不平衡惯性力,机器可平稳地高速工作,可
实现无基础运转。
4)应性强:螺杆压缩机具有强制输气的特点,排气量几乎不受排气压力的影响,
在宽广范围内能保证较高的效率。
5)相混输:螺杆压缩机的转子齿面实际上留有间隙,因而能耐液体冲击,可压
送含液气体,含粉尘气体,易聚合气体等。
4.螺杆空压机缺点:
1)造价高:螺杆压缩机的转子齿面是一空间曲面,需利用特制的刀具,在价格
昂贵的专用设备上进行加工。
另外,对螺杆压缩机气缸的加工精度也有较高的要求。
2)不适合高压场合:由于受到转子刚度和轴承寿命等方面的限制,螺杆压缩机
只能适用于中,低压范围,排气压力一般不能超过3.0Mpa。
3)不能制成微型:螺杆压缩机依靠间隙密封气体,目前一般只有容积流量大于
0.2m3/min,螺杆压缩机才具有优越的性能。