PFMEA_失效模式分析 PPT
过程失效模式与影响分析PFMEA

6
如何使用PFMEA
反应的,关注问题
通常,尤其是针对传统流程,没有PFMEA使用历史 当出现了一个特殊问题,在涉及到的流程的特定方面建 立一个微型PFMEA很有帮助
7
过程失效模式与影响分析PFMEA
失效原因 流程失效 失效影响
流程FMEA是一个系统的方法,用于确定……
… 流程中可能发生的失效情况(观测到的和潜在的)
19
PFEMA检测评分指南
按照1到10分给每个失效或原因评出探测度分数 当评探测度分数时,考虑… a.失效或原因在何时,何地,怎样被检测出来 b.任何检测控制都有有效性 评分基于装置在达到客户之前被检测出来的可能性。
如果失效或原因有不止一个检测方法,把所有的都列出来。给
最好的(最低的)评D
20
PFEMA检测评分指南
9
基本功能损 失或降级 可能导致单元主要功能降级(单元可安全操作,但 是性能等级下降)。
8 7 6 5
可能导致产品次要功能完全丧失(产品可操作,但 次要/辅助功 是自动或便利功能不可操作)。 能损失或降 可能导致产品次要功能降级(产品可操作,但是自 级 动或便利的功能不是完全可操作)。 可能引起外观、噪音或其它危害问题。产品完全 可操作,但是有不符合项。缺陷被大多数客户注 意到(>75%)。 影响较小 可能引起外观、噪音或其它危害问题。产品完全 可操作,但是有不符合项。缺陷被较多客户注意 到(>50%)。 可能引起外观、噪音或其它危害问题。产品完全 可操作,但是有不符合项。缺陷被有识别能力的 客户注意到(>25%)。 无影响 在产品性能上没有可辨别的后果。客户不会注意 到。
发生率评分策略可以根据特定应用定制使用,确保将发生率
PFMEA-失效模式分析
02
失效模式分析
失效模式定义
失效模式定义
01
失效模式是指产品或过程中可能出现的不满足设计意图、技术
要求或操作规范的状或现象。
失效模式分类
02
根据失效的性质和影响程度,失效模式可以分为功能失效、性
能失效、安全失效、适应性失效等类型。
失效模式分析方法
03
失效模式分析方法包括故障树分析、事件树分析、故障模式与
制定改进措施和预防措施
01
根据分析结果,制定针对性的改进措施,以提高产品或过程的 性能、安全性和可靠性。
02
制定预防措施,降低失效模式的发生风险,包括设计优化、工
艺改进、环境控制和使用指导等。
跟踪改进措施和预防措施的实施效果,持续改进,确保产品质
03
量和过程稳定。
04
PFMEA案例分析
案例一:汽车刹车系统PFMEA分析
识别关键特性,确定分析的重点,确 保分析的准确性和有效性。
列出潜在的失效模式
通过头脑风暴、历史数据分析和经验总结等方法,列出可能的失效模式,确保覆盖全面。
对失效模式进行分类和整理,以便后续分析。
分析失效模式的后果
分析失效模式对产品或过程性能、安 全性、可靠性和符合性等方面的影响 。
评估失效模式对客户满意度和生产成 本的影响,以便制定有效的改进措施 。
主观性
在评估失效模式的严重程度、发生频率和检测难度时,可能存在 主观性,导致结果的不一致。
静态性
PFMEA通常在产品开发阶段进行,而后期的更改和改进可能未 被考虑。
PFMEA未来发展方向
人工智能与机器学习应用
利用人工智能和机器学习技术辅助PFMEA分析,提高识别失效模式 的准确性和效率。
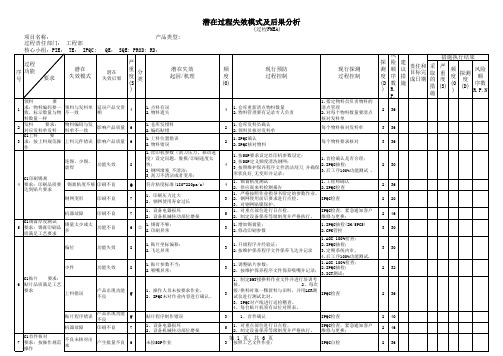
制程失效模式与后果分析(PFMEA)》

来料外观不良或者运输
7 和作业过程中发生划伤
和和作业过程中不良。
来料已经有移动颗粒污
7 染,在镜头内部,空间
狭小无法彻底清洁。
8 操作不当
1.25% 0.25%
0.05%
0.25% 0.25% 1.25% 0.05%
马达组装
盖镜头 烘烤 马达焊接 分板 PCBA测试
镜头顶面有划痕、破损
影响产品外观 高
清洁
芯片上有划伤、污点
影响成像质量 高
马达内部较深,无法彻底清 洁,盖镜头后,有移动可见颗 粒。
导致不良,返 工
高
漏粘胶
马达组件脱落 很高
电子千分尺未及时矫
8 正,测量精度误差过大
。
8
来料运输过程中发生污 染
螺纹破损,lens螺牙无 8 法匹配,下旋阻力过
大,无法组装。
设计失效模式与影响分析(PFMEA)
项目 Item
核心团队 Team
项目/功能 Item/Function
手机摄像头 制程 PFMEA
潜在失效模式 Potential Extinct Mode
失效影响 Extinct Affection
严重度(S) Severity
失效原因 Extinct Cause
发生率(O) Occurrence
FMEA编制日期
FMEA Organization Date 关键日期
Key Date 审核
Approve
现行控制方法 Present Control
Method
难检度(D) Detection
风险 Risk RPN
2013/12/9 2014/2/21
建议的措施 Suggestion Action
PFMEA培训课件

准备阶段
要点一
确定PFMEA的范围和 目标
明确PFMEA的工作范围,确定需要分 析的潜在故障模式和相关的性能要求 。
要点二
建立PFMEA工作小组
组建具备相关经验和专业知识的 PFMEA小组,小组成员应包含各个相 关的职能部门和领域专家。
要点三
制定PFMEA计划
根据PFMEA范围和目标,制定详细的 PFMEA计划,包括时间安排、任务分 配等。
02
PFMEA工作原理
PFMEA基本框架
PFMEA基本结构
PFMEA是一种故障模式与影响分析(Failure Modes and Effects Analysis)工具,其基本框架包括产品层次、功能层次、 过程层次和故障模式层次等。
PFMEA分析范围
PFMEA分析的范围应涵盖整个产品生命周期,包括产品设计、制造、装配、检验、运输、储存和使用等各个阶段。
对实施的预防和补偿措施进行 持续跟踪,了解措施的有效性
和实施情况。
验证措施效果
定期对措施的效果进行验证, 确保措施的实施能够有效地减
少潜在故障模式的发生。
持续改进
根据跟踪和验证的结果,对 PFMEA进行持续改进,不断完 善PFMEA过程,提高产品和过
程的可靠性和安全性。
04
PFMEA应用案例分析
汽车制造行业PFMEA应用案例
。
PFMEA未来发展趋势
PFMEA将继续在质量管理领域发挥重 要作用,特别是在汽车、航空航天、
医疗和电子行业等领域。
PFMEA将进一步发展以适应不断变化 的工业需求,包括数字化转型、智能 制造、可持续性和绿色发展等趋势。
PFMEA未来发展将更加注重数据分析 和机器学习技术的应用,以更好地预 测和解决潜在的设计和生产问题。
PFMEA培训课件

FMEA分析的优点和局限性
依赖于主观判断:FMEA分析的准确性很大 程度上取决于分析人员的知识和经验,可能
存在主观性和误差。
对优先级的判断可能存在争议:FMEA分析 中对故障模式的优先级判断可能存在争议,
需要充分讨论和协商。
局限性
难以覆盖所有故障模式:由于时间和资源的 限制,FMEA分析可能无法全面覆盖所有的 故障模式,需要不断更新和改进。
PFMEA培训课件
2023-11-01
目录
• PFMEA概述 • PFMEA基本步骤 • PFMEA分析方法 • PFMEA故障模式与影响分析 • PFMEA应用案例 • PFMEA总结与展望
01
PFMEA概述
PFMEA的定义
PFMEA(Process Failure Mode and Effects Analysis,过程失效模式及影响分 析)是一种以预防为目标的质量工具。
可检测性(D)
评估在产品制造过程中,检测和识别该故 障模式的难易程度。
05
PFMEA应用案例
案例一:汽车制造企业的PFMEA应用
总结词
汽车制造企业应用PFMEA,实现生产过程 稳定、产品质量提升
详细描述
通过分析生产流程中的潜在风险点,利用 PFMEA工具进行风险评估和优化,有效避 免了生产过程中的问题,提高了产品质量 和客户满意度。
步骤五:修订PFMEA
总结词
根据实际实施情况,对PFMEA进行修订 和完善。
VS
详细描述
在实施改进措施之后,需要根据实际实施 情况对PFMEA进行修订和完善。修订和 完善包括对故障模式的补充、风险评估的 调整和改进措施的优化等。这一步骤可以 帮助组织不断提高PFMEA的质量和水平 。
过程失效模式及后果分析(PFMEA)(ppt)中英文

PPAP conditions apply 需提交PPAP actual failures occur 发生实际失效
PFMEA
何谓PFMEA 何时作PFMEA
何人作PFMEA
如何作PFMEA 16步工作步骤
Process FMEA 过程FMEA
PFMEA
Who performs a PFMEA? 由谁进行PFMEA?
A cross-functional team should be used 由跨部门小组进行
The leader should be the processresponsible engineer 小组组长应是过程设计责任工程师
PFMEA
Cross-Functional Team 跨部门小组
5-9 people from,5-9人,由从事如下工作的人员组成
Any DFMEA forms and supporting documents shoud be
brought to the PFMEA meetings
DFMEA表单和所有相关文件都应带入PFMEA It should be a natural part of concept development
PFMEA
Process FMEA 过程FMEA
PFMEA is focussed on the Product
PFMEA 关注对产品的影响
PFMEA is focussed on the PRODUCT. Namely, how the PROCESS can cause flaws or variation in the PRODUCT.
PFMEA培训课件

PFMEA的未来发展与趋势
PFMEA将继续在各行业中得到广泛应用和发展,特别是在汽车 、航空航天、电子和医疗等领域。
PFMEA将不断改进和完善,以适应不断变化的市场需求和技术 发展趋势。
PFMEA将更加注重跨学科知识的整合和应用,以及与数字化、 智能化的结合,以提高效率和准确性。同时,PFMEA还将更加 关注绿色环保和可持续发展等新兴领域。
PFMEA的工具与技术
PFMEA表格
PFMEA分析中使用的表格,包括潜在失效模式分析表格、潜在失效影响评估表格、风险 优先数计算表格等。
FMEA软件
专用的FMEA软件工具,可帮助PFMEA团队进行更高效的分析和管理,例如QFD、FEMA 等。
其他辅助工具
例如SWOT分析、鱼骨图等,可辅助PFMEA团队进行全面的失效分析和改进措施的制定 。
等方面的评估。 • 风险优先数计算:根据失效影响评估的结果,计算各潜在失效模式的风险优先数(RPN),以便于优先解
决最关键的问题。 • 制定改进措施:针对高风险优先数的潜在失效模式,制定相应的改进措施,包括设计优化、材料更换、环
境改善等。 • 跟踪与验证:跟踪改进措施的实施情况,并对改进效果进行验证,以确保问题得到有效解决。
PFMEA的分析步骤
• 组建PFMEA团队:来自不同功能领域的专家组成PFMEA团队,以确保全面的分析。 • 定义范围和目标:明确PFMEA分析的范围和目标,例如确定分析的对象、功能、过程等。 • 潜在失效模式分析:根据历史数据、经验、技术文档等,分析产品/过程中的潜在失效模式。 • 潜在失效影响评估:对每个潜在失效模式的影响进行分析和评估,包括对产品/过程性能、安全性、可靠性
PFMEA的挑战与解决方案
PFMEA的挑战包括:确定潜在问题、分析其影响和后果 、制定有效的预防措施以及实施改进方案。
PFMEA过程失效模式及后果分析
第 1 页,共 6 页
3 按照工艺文件作业;
IPQC检查,紧急通知客户 维修与更换;
IPQC自检
风
措施执行结果
探 测 度 (D )
险 顺 序 数 R. P.
建 议 措 施
责任和 采 目标完 取 成日期 的
措 施
严 重 度 (S)
频 度 (O )
探测 度 (D)
风险 顺 序数 R.P.N
2 36
3 36 3 36
领料
要
1
求:物料编码要一 领料与发料单 致,标示数量与物 不一致
延误产品交货 期
4
料数量一样
2
发料 要求: 对应发料单发料
物料编码与发 料单不一致
影响产品质量
6
C1上料 要
3 求:按上料规范操 上料元件错误 影响产品质量 6
作
连锡、少锡、 虚焊
功能失效
8
C1印刷锡膏
4 要求:印刷品质要 锡膏粘度不够 印刷不良
钢网变形
印刷不良
7
使用前未点检
1.接插件未防护; 2.作业操作失误;
1.摆放不按要求 2.重叠
1.上料位置错误 2.物料错误 1.丝印机参数(刮刀压力,移动速 度)设定问题,脱模/印刷速度太 快; 2,钢网堵塞,不清洁; 3,刮刀不清洁或者变形; 符合粘度标准(180-220pa/s)
1、印刷压力过大 2、钢网使用寿命过长
炉温设定错误
板未放到位 1、板与板叠放产生撞件 2、取放板时板跌落地面引起 3、PCB摆放错误 现场管理不到位 1、现场“5S”未做好 2.物品未标示 未执行工艺要求。 不良位置没有标识。
现场管理不到位 修理技术欠孰练 不按作业规范操作
PFMEA- 放大器生产过程失效模式分析
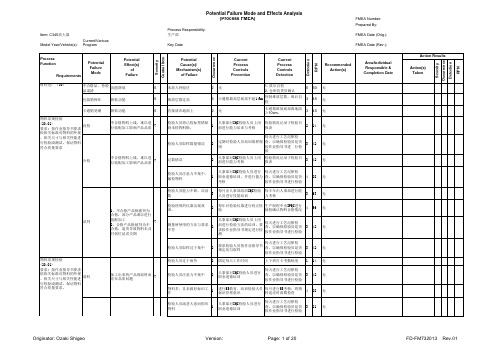
Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By: Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):2、退货导致物料未及时到位延误交期Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):(20.01)要求: 按作业指导书要求依相关标准对物料的外观、相关尺寸与相关性能进行检验或测试,保证物料符合质量要求。
Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):尺寸与要求相符。
电性能良好Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):(30.20)要求:1.不插错2.不少插件3.不插反4.剪脚角度在Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):要求:1.不插错2.不少插件3.不插反Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):2.对贴错的元件正确更换50.20)要求:1.位置精确2.不少点3.胶点良好φ0.8±0.2mmModel Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):(80.10)要求: 1.不出锡柱Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):靠,不能滑牙3.散热硅脂适量Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):标,过压、短路(影响机器收听效果)短路保护Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):测试指标满足客户要求(300)Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):,无输出Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):。
PFMEA潜在失效模式及后果分析

Current Process Control 现行控制过程
产品无开裂
产品开裂
影响性能或寿命 6
1.冷却时间不符合标准,顶 裂 2.模具冲蚀导致包紧力过大 2 首件检查、巡检记录表 3.顶杆顶出力不均匀,造成 脱模倾斜
FMEA Number 编号 Page 页码 共 13 页
5
仓库管理员疏忽
3
对仓库管理员进行培训,加强仓 库管理。
4 60
先进先出
20
原材料 存储
物料未先进先
出,材料放置时 流转滞留,影响 间超长,导致材 生产
5
料不合格
铝料储存正确 铝料混淆
生产过程中用错 料,结果导致产 7 品100%报废
存放时间过长
1.颜色标识错误 2.叉车叉错料
3
对仓库管理员进行教育培训,加 强仓库管理。
Responsibilit Action Results措施结果
y&Target
Completion Date
责任和目标 完成日期
Actions Taken 采取的措
施
Sev 严重
度
Occ 频度
Det 探测
度
Rpn 风险
度
铝锭外观符合检 验要求
外观不良,铝锭 表面污染
影响铝液纯度
6
未进行铝锭表面保护
Proc Proces
ess s
Process
num descript Function/Requir
ber ion
ements
过程 过程描 过程功能/要求
编号 述
Potential Faisure Mode 潜在失效模式
新PFMEA培训POWERPOINTPPT课件
.
11
PFMEA
潜在的失效模式
潜在的失效模式定义
潜在的失效模式是指过程可能发生的不能 满足过程功能/要求栏中描述的要求和/或 设计意图,是对某具体工序不符合的描述。
.
12
PFMEA
潜在的失效模式
潜在的失效模式特点
1.它可能引起更高一级子系统或零部件 的潜在失效;
2.它可能是低一级的零件潜在失效的影 响结果;
.
23
PFMEA
潜在的失效起因/机理
潜在的失效原因是指失效是 怎么发生的,并依据可以纠正 或控制的原则来描述。
针对每一个潜在失效模式,在尽可
能广的范围内列出每个可以想到的
失效原因。
.
24
PFMEA
潜在的失效起因/机理
如果起因对失效模式来说 是唯一的,也就是说如果纠 正该起因对该失效模式有直 接的影响,那么FMEA考 虑过程就完成了。
.
3
PFME A
为什么要做FMEA
实施FMEA就是根 据经验和抽象思维来 确定缺陷,在研究过 程中系统地剔除这些 缺陷的工作方法。
.
4
PFME A
为什么要做FMEA
这种方法是一种预防和
避免缺陷发生的方法,一
般是一次性的投入;而传
统的解决缺陷方法是不间
断耗费,两者相比,
FMEA工作方法显得更合
理,更经济。
严重 度
采 用 两 个 严 重 度 值 中 得 较 高 者 ( 顾 客 的 后 果 ) 者 ( 制 造 /装 配 后 果 )
无警告 的危害
当潜在的失效模式在无警告的情况下影响车辆 安 全 运 行 和 /或 涉 及 不 符 合 政 府 法 规 的 情 形 时 , 严重度定级非常高。
过程失效模式及后果分析(PFMEA)

装配PFMEA 编号QA部核心小组改进后采取的措施存放时间超出48小时未进行烘烤电芯气鼓超厚1、员工时间核对错误;2、员工明知超时,而继续卷绕;1、员工首件对极片存放时间状态进行确认;2、QC进行首检和巡检确认,发现不符合项,对员工进行质量绩效稽核;烘烤温度过低极片烘烤不充分,电芯气鼓超厚1、员工操作时温度设置过低;2、烘箱加热装置异常;1、操作员工每小时对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;3、计量每三个月校准一次;烘烤温度过高极片掉料、断裂1、员工操作时温度设置过高;2、烘箱加热装置异常;1、操作员工对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;3、计量每三个月对烘箱温控进行一次校准;4、超温保护仪每月点检一次;真空度过低极片烘烤不充分,电芯气鼓超厚1、真空泵系统故障;2、烘箱密封性差,真空度下降较快;3、员工操作时真空未抽到标准值;1、真空烘烤时,由操作员工每小时抽一次真空,并对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;3、抽不到真空时,报异常处理;烘烤时间过短极片烘烤不充分,电芯气鼓超厚员工时间计算或记录错误;1、操作员工对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;烘烤时间过长极片掉料、断裂员工时间计算或记录错误;1、操作员工对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;工序或品名过程功能/要求现行过程控制潜在的失效原因极片烘烤潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者烤装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者超焊装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者卡盖板装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13. 重新计算RPN值
PFMEA 的准备工作包括: ➢ 建立小组
➢ 备好必要的资料,如: -- 过程流程图 -- 过程特性矩阵表 -- 特殊过程特性明细表 -- 现有的类似的PFMEA 资料 -- 工程规范,DFMEA
➢ 备好PFMEA 表格
1、准备工作
过程流程图 – 示范
7、发生频度(O)评估
发生频度(O)评估: ➢ 发生频度(O):Occurrence,是指具体的失效起因发
生的概率
➢ 频度的分级数值着重在其含义而不是数值,通常也 用1~10分来评估可能性的大小
Why - 为什么要做PFMEA?
➢ PFMEA 有助于对制造过程中问题的早期发现,从而避免 和减少晚期失效带来的损失
➢ PFMEA 是一个组织的经验积累,为以后的制程改善提供 了宝贵的参考
➢ PFMEA 的结果能为制订质量控制计划提供正确的、恰当 的根据
➢ PFMEA能引导资源去解决需要优先解决的问题
完成PFMEA的13个步骤
1. 前期准备工作 2. 描述“过程功能/要求”
3. 潜在失效模式分析 4. 失效后果分析 5. 严重度(S)评估 6. 失效起因分析
7. 发生频度(O)评估
8. 现行的过程控制方法
9. 可检测度(D)评估
10. 计算当前的RPN值,确 定优先改善项目
11. 提出建议的措施,负责 人及时间
1、准备工作
过程特性矩阵表 – 示范
1、准备工作
PFMEA 表格 – 示范
子系 统
功能 要求
1、准备工作
2、过程功能/要求
描述“过程功能/要求”: ➢ 过程功能/要求:是指被分析的过程或工艺的目的,
如车削轴的外径,将A 零件焊接到B 零件上,装配 某总成,淬火处理等
➢ 如果工艺过程包括许多具有不同失效模式的工序, 那么可以把这些工序或要求作为独立过程列出
6、失效起因分析
典型的失效起因:
-- 焊接不正确、焊接电流不适合 -- 加热时间过长,加热温度过高或不足 -- 刀具调整错误,刀具易磨损 -- 润滑不当/不足、零件装错/缺少 -- 测量数据不正确,通风不足 -- 拧紧力矩过大或过小,机床转速不稳定,定位错误,定位 肖易磨损 -- 喷咀堵塞,材料过硬或过软,板材厚度变差过大 -- 毛坯组织疏松与气孔
危害程度最大的那个后果的严重度值
5、严重度(S)评估
严重度(S)评估表
6、失效起因分析
失效的起因分析Байду номын сангаас ➢ 失效的起因:是指失效是怎么发生的 ➢ 依据可以纠正或控制的原则来描述 ➢ 针对每一个潜在的失效模式列出每个可以想到的失
效起因,如果起因对失效模式来说是唯一的,那么 考虑过程就完成了 ➢ 分析方法: “五个为什么?”,因果图、排列图等
3、潜在失效模式分析
潜在失效模式分析: ➢ 潜在失效模式:是指过程不能达到过程功能要求或
过程设计意图的问题的表现形式
➢ 它可能是引起下一道工序的潜在失效模式,也可能 是上一道工序失效模式的后果
➢ 思考方法:这个零件为什么会被拒收?
3、潜在失效模式分析
典型的过程失效模式:
-- 零件变形,钻孔偏心 -- 铸件气孔,铸件壁厚不均,铸件金属不足,铸件组织疏 松,锻件裂纹 -- 淬透层厚度不足,零件表面硬度不适宜(过硬或过软) -- 零件表面光洁度低,外观粗糙,零件玷污,零件丢失, 零件表面碰伤,零件落地,零件腐蚀,零件有毛刺 -- 总成泄漏,定位错误,少装零件,紧固不足,调整不正 确 -- 工具在零件表面留下刻痕,涂漆表面泪点,涂漆表面不 清洁 -- 未焊透,焊穿,焊接后变形,焊缝外观差 -- 注塑不充足,注塑件外观差,注塑件尺寸偏差 -- 电路断路,短路
When – 何时做PFMEA?
➢ PFMEA是一个“事前的行为”,而不是“事后的 行为”
➢ PFMEA是一个动态文件
初始PFMEA
必须在试生 产前,工装 准备前
更新PFMEA
各项未考虑的 失效模式发现 及讨论
更新PFMEA
各项未考虑的 失效模式发现 及讨论
动态的PFMEA
时间
How – 怎么做PFMEA?
4、失效后果分析
失效后果分析: ➢ 失效后果:是指失效模式可能带来的对产品质量和
顾客的不良影响
➢ 根据顾客可能注意到或经历的情况来描述失效后果 ➢ 尽可能采用表达顾客关注和感受的词汇
4、失效后果分析
常见失效后果描述: ➢ 对下一道工序或下游工序:无法紧固,无法加工,
无法装配,无法对中,无法焊接,无法平衡,危害 操作人,损坏设备等
设计
生产
出货
不设计不良品 不生产不良品 不流出不良品
顾客
Who – 谁来做PFMEA?
➢ 以工艺工程师为主导,集合跨 部门相关人员,将可能发生的 问题挖掘出来 -- 制造、装配 -- 设计、工程、可靠性 -- 质量管理 -- 采购、设备及其他必要人员
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
PFMEA_失效模式分析
➢ PFMEA的基本概念 ➢ PFMEA的做法 ➢ 实际操作
Agenda
What - 什么是PFMEA?
➢ Process Potential Failure Mode and Effects Analysis,简称PFMEA 即过程潜在失效模式及后果分析
➢ PFMEA通过找出产品制造过程中潜在 的失效模式、后果和起因,评估其风险, 并采取纠正/预防措施,达到确保顾客满 意的目的
What - 什么是PFMEA?
哪些原因可 分析 现行预计的过 分析 对下工序
能造成这个
程可能产生的
或顾客的
失效模式
失效模式
影响
采取可行的 对策
即后 果
What - 什么是PFMEA? ➢ PFMEA 需要根据经验和抽象思维,
及早地指出过程可能产生的缺陷及其 造成的后果和风险
➢ PFMEA 是一个使问题系统地得到合 理化解决的工具,实际上也是目前全 世界行之有效的预防手段
➢ 对最终顾客:噪声、振动、工作不正常、停止工作、 工作不稳定、操作力过大、异味、性能衰退、外观 不良、褪色等
5、严重度(S)评估
严重度(S)评估: ➢ 严重度(S):Severity,是潜在失效模式对顾客影
响后果的严重程度
➢ 需要对每种失效模式的潜在影响进行评价并赋予分 值,用1~10分表示
➢ 分值越高,影响越严重 ➢ 当一个失效模式有若干可能的后果,严重度将列出