潜在失效模式分析
设计潜在失效模式及后果分析

下一步行动计划
针对识别出的潜在失效模式, 制定相应的预防和缓解措施, 降低风险。
定期进行设计潜在失效模式 及后果分析复盘,不断完善 和优化产品设计。
持续监测和跟踪潜在失效模 式的改进情况,确保措施的 有效性。
FTA(故障树分析)
总结词
FTA是一种自上而下的逻辑分析方法,用于识别系统故障的原因,并确定导致 故障的最小割集。
详细描述
FTA通过构建故障树来分析系统故障的原因。故障树从顶事件(系统故障)开始, 逐级向下分析导致顶事件发生的所有可能原因。通过FTA,可以识别出导致系统 故障的关键因素,并确定预防措施和改进方案。
05
04
3. 热伤害
过热的产品可能烫伤使用者。
性能后果
总结词
产品的性能是用户最直接关注 的方面,潜在失效模式可能导
致产品性能下降或失效。
1. 功能丧失
产品部分或全部功能无法正常 工作,如电子预期标准,如 电池续航时间缩短、设备运行 速度变慢等。
3. 疲劳失效
产品因长时间使用或频繁使用而导致 的性能下降或损坏。
05
风险优先级评估
风险矩阵
风险矩阵是一种评估风险优先级的方 法,通过将风险发生的可能性和后果 的严重程度进行量化,将风险划分为 不同的等级。
在风险矩阵中,横轴表示风险发生的 可能性,纵轴表示后果的严重程度, 根据这两个维度的值,可以将风险划 分为高、中、低三个优先级。
软件可能存在安全漏洞,如未授权访问、恶意攻击等,威胁用户隐 私和系统安全。
人因设计潜在失效模式
操作失误
人为操作可能导致系统误动作或错误输入,影响系统 正常运行。
潜在的失效模式分析
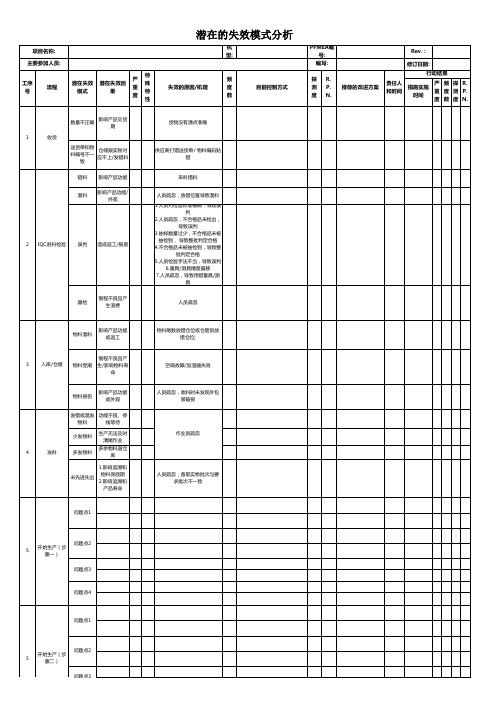
产品混装 客户投诉
包装标识不 对7QA抽检不良品流出 客户投诉/退货
到客户端
返工
清尾不彻底
未完全识别客户的要求
1:不良品占比较低未检出 2:检验标准未完全覆盖
同一时间只允许包装一种产品 BOM标明每款产品的标示要求
严格按照AQL抽样标准检验
8
入库
压坏产品
客户投诉/退货 返工
堆叠超高压垮
按照《仓库管理办法》
6.量具/测具精度偏移 7.人员疏忽,导致用错量具/测
具
人员疏忽
PFMEA编 号:
编写:
探 R. 测 P. 度 N.
推荐的改进方案
Rev. :
修订日期:
行动结果
责任人 和时间
措施实施 时间
严 频 探 R. 重 度 测 P. 度 数 度 N.
物料混料
影响产品功能 或返工
制程不良品产
3
入库/仓储 物料受潮 生/影响物料寿
问题点1
问题点2
5
开始生产(步 骤一)
问题点3
问题点4
问题点1
问题点2
5
开始生产(步 骤二)
问题点3
5
开始生产(步 骤二)
问题点3
问题点4
问题点1
问题点2
5
开始生产(步 骤三)
问题点3
问题点4
问题点1
问题点2
5
开始生产(步 骤四)
问题点3
问题点4
数量不正确
作业员多装或少装
每包装单层需确认数量
6
包装
命
物料损伤
影响产品功能 或外观
发错或混发 功能不良、停
物料
线等待
少发物料
五大工具潜在失效模式与效果分析FMEA
五大工具潜在失效模式与效果分析FMEA 五大工具潜在失效模式与效果分析(Failure Mode and Effects Analysis,FMEA)是一种用于识别和评估潜在问题和风险的方法。
它是一种系统化的方法,通过对系统、过程或产品的各种失效模式进行分析,以预测和预防潜在问题和风险。
下面将详细介绍FMEA的五大工具。
1.功能分析:功能分析是FMEA的第一步,它涉及到对系统、过程或产品的各个功能进行详细的分析和描述。
通过分析功能,可以明确系统或产品的主要目标和所需的功能,从而帮助确定潜在的失效模式。
2.失效模式分析:失效模式分析是FMEA的核心步骤,它涉及到对系统、过程或产品的各种失效模式进行识别和描述。
失效模式是指系统、过程或产品在实际运行中可能出现的故障或失效形式。
通过识别和描述失效模式,可以更好地了解潜在的问题和风险。
3.效果分析:效果分析是FMEA的第三步,它涉及到对各种失效模式可能产生的影响进行评估和描述。
这些影响可以是对系统、过程或产品的功能、性能、可靠性、安全性等方面的影响。
通过评估失效模式的效果,可以确定潜在问题的严重程度和优先级,从而帮助制定相应的措施。
4. 风险优先级数(Risk Priority Number,RPN)评估:RPN是一种定量评估潜在失效模式和效果的方法。
它是通过将失效模式的严重性、发生频率和检测能力进行定量评估,并将它们相乘得到的一个数值。
RPN越高,表示潜在问题和风险越大,需要优先考虑。
5.措施制定和实施:最后一步是根据FMEA的结果,制定和实施相应的措施来预防和减少潜在失效模式和效果的发生。
这些措施可以是改进设计、优化工艺、加强检测和监控等。
通过实施这些措施,可以避免或降低潜在问题和风险的发生。
FMEA是一种非常实用的分析工具,广泛应用于各个行业和领域。
它可以帮助组织识别和评估潜在问题和风险,从而采取预防措施,提高系统、过程或产品的质量和可靠性。
潜在的失效模式与后果分析(FMEA)精选全文
太短功能 :支撑架总成生产方法 (焊接)潜在失效模式 :
设计目标骑乘至少3000小时
不需保养, 及10000
小时的骑乘寿命适应99.5%男性成人
舒适的骑乘其它功能 :容易骑用潜在失效模式驾驶困难踩踏困难功能 :提供可靠的交通潜在失效模式链条经常损坏轮胎经常需要保养功能:提供舒适的交通潜在失效模式座椅位置令骑乘者
2021/7/5
19
FMEA的实施
FMA(失效模式分析)
FMEA(潜在失效模式及后果分析)
失效已经产生
失效还未产生,可能发生,但不是一定要发生
核心:纠正
核心:预防
诊断已知的失效
评估风险和潜在失效模式的影响开始于产品设计和工艺开发活动之前
指引开发和生产
指引贯穿整个产品周期
FMA:Failure Mode Analysis
2021/7/5
18
FMEA的实施
●及时性●它是一个事前的行为,而不是一个事后的行为。●事先花时间很好地进行综合的FMEA分析,能够容易、低成本地对产品或过程进行修改,从而减轻事后修改的危机。●FMEA能够减少或消除因修改而带来更大的机会。适当地应用FMEA是一个相互作用的过程,永无止境。● FMEA是一个动态的文件。● FMA是一种事后行为,是对产品/过程已经发生的失效 模式分析其产生的原因,评估其后果采取纠正措施的一种活动。●类似项目的FMA是FMEA的重要的输入参考资料。
2021/7/5
22
良好FMEA之具备事项
FMEA是早期预防失效及错误发生的最重要且最有效的方法之一。一个良好的FMEA必须具备: 1. 确认已知及潜在失效模式 2. 确认每一失效模式的后果和原因 3. 依据风险顺序(严重度、频度及探测度)采取措施 4. 提供问题改正行动及跟催
潜在失效模式及后果分析

潜在失效模式及后果分析1. 简介在工程设计和生产过程中,产品的失效模式及其潜在后果分析是非常重要的一环。
通过对产品失效模式和后果的分析,可以及早发现和解决潜在的问题,从而提高产品的可靠性和安全性。
2. 什么是潜在失效模式?潜在失效模式是指在特定工作条件下可能导致产品失效的方式或方式组合。
每个产品都可能存在多个潜在失效模式,而这些失效可能会对产品的性能、可靠性和安全性产生不利影响。
3. 为什么进行潜在失效模式及后果分析?潜在失效模式及后果分析有以下几个重要的目的: - 识别并理解产品的潜在失效模式,以便进行针对性的改进和优化; - 预测产品在特定工作条件下的失效后果,以便制定相应的应对措施; - 分析和评估潜在失效对产品性能、可靠性和安全性的影响,以指导产品设计和工艺改进; - 为后续的可靠性测试和故障分析提供基础和参考。
4. 潜在失效模式及后果分析的方法潜在失效模式及后果分析可以采用多种方法,常见的方法包括以下几种: ### 4.1 故障模式与影响分析(FMEA) 故障模式与影响分析(Failure Mode and Effects Analysis, FMEA)是一种常见的潜在失效模式及后果分析方法。
通过对产品的各个部件和子系统进行系统性的分析,识别出各种潜在失效模式及其后果,并根据其严重性、发生概率和检测能力等指标进行评估和排序。
4.2 故障树分析(FTA)故障树分析(Fault Tree Analysis, FTA)是另一种常用的潜在失效模式及后果分析方法。
通过建立一个由事件和逻辑门构成的故障状态树,分析和推导出导致系统失效的各种可能性和后果。
4.3 事件树分析(ETA)事件树分析(Event Tree Analysis, ETA)是一种与故障树分析类似的潜在失效模式及后果分析方法。
与故障树分析不同的是,事件树分析是从系统的某个事件开始进行推导,分析该事件的多种可能性和后果,从而得出整个系统的失效模式和后果。
潜在失效模式分析fmea第五版教材

通过深入调查和分析,找出失效模式的根本原因,为 改进提供依据。
分类
根据失效原因的性质和来源,将其分类并制定相应的 改进措施。
风险优先数
定义
风险优先数(RPN)是一个用于评估失效模式风险的数值,其 计算公式为失效可能性(P)与失效严重性(S)的乘积。
评估
根据失效模式的失效影响程度、失效发生的可能性以及失 效原因的难以控制程度等因素,评估RPN值。
改进
针对高RPN值的失效模式,制定相应的改进措施,降低其 风险。
03 FMEA的步骤与流程
组建FMEA团队
1 2
确定团队成员
选择具备相关知识和经验的人员组成FMEA团队, 确保团队成员具备跨职能和跨领域的专业能力。
分配角色与职责
为团队成员分配明确的角色和职责,例如负责人、 记录员、评估员等,确保团队高效运转。
01
03
第五版教材还针对FMEA的新发展和变化进行了更新, 以反映当前的最佳实践和行业趋势。
04
通过案例分析和实际应用,该教材展示了FMEA在各 种行业和领域中的应用,包括汽车、航空、医疗和电 子产品等。
建议
建议读者在阅读该教材时,结合实际 项目或案例进行实践操作,以加深对 FMEA的理解和应用。
更新与维护
根据实际情况和需求的 变化,及时更新和维护 FMEA表格,保持其时效 性和有效性。
04 FMEA的应用实例
汽车行业FMEA应用实例
总结词
汽车行业是FMEA应用的重要领域,通过FMEA分析,可以识别潜在的失效模式并采取相应的措施进 行改进。
详细描述
汽车行业在设计和生产过程中广泛应用FMEA分析,以确保产品的可靠性和安全性。通过分析潜在的 失效模式,可以提前发现和解决设计、制造和供应链中的问题,从而提高产品质量和客户满意度。
潜在的失效模式及后果分析
潜在的失效模式及后果分析概述:潜在的失效模式及后果分析(Failure Mode and Effects Analysis,FMEA)是一种系统性的方法,用于识别并评估设计中可能出现的潜在失效模式及其可能的后果。
通过FMEA,可以帮助设计团队和制造商在早期阶段识别和解决设计中的潜在问题,提高产品的可靠性和性能。
1.确定失效模式在进行FMEA之前,首先要识别可能的失效模式。
失效模式是指在实际使用或操作过程中可能发生的特定故障,可能导致系统或组件功能中断或性能丧失。
设计团队应根据产品的特殊要求和预期使用环境,列举潜在的失效模式。
2.评估失效后果对于每个失效模式,设计团队应评估其可能的后果,包括安全、可靠性、功能性和性能方面的潜在影响。
后果评估可以基于已知的工程知识、历史数据、类似产品的分析以及符合相关规范和标准的要求。
3.确定失效的严重程度在评估失效后果后,可以为每个失效模式分配一个严重程度等级。
严重程度等级可以根据对产品和用户的潜在影响进行定义,通常使用数字或字母等级表示。
等级越高,表示失效对产品和用户的影响越严重。
4.分析失效的原因在确定了可能的失效模式和其严重程度后,设计团队应分析失效的原因和潜在根本原因。
通过这一步骤,可以识别导致失效模式的设计、制造或其他因素,并采取相应的措施来预防失效的发生。
5.确定控制措施对于确定的失效模式和其原因,设计团队应确定适用的控制措施,以减少或消除失效的可能性。
控制措施可以包括设计变更、工艺改进、材料选择、测试和验证等。
6.重新评估风险在采取控制措施后,设计团队应重新评估失效模式的严重程度和发生概率。
这可以帮助团队确认控制措施的有效性,并通过进一步的优化来减少潜在的风险。
通过以上步骤,设计团队可以系统地识别并评估设计中的潜在失效模式及其可能的后果。
这种方法有助于提早发现和解决设计问题,减少不必要的成本和时间浪费,改善产品的质量和性能。
FMEA是一个灵活的工具,可以根据不同的应用领域和需求进行定制和适应。
FMEA潜在失效模式及后果分析
FMEA潜在失效模式及后果分析FMEA(Failure Mode and Effects Analysis)即潜在失效模式及后果分析,是一种常用的风险管理工具,用于识别和评估系统、产品或过程中潜在的失效模式及其可能的后果。
它通过系统性的方法,帮助组织识别潜在的风险,采取预防和纠正措施,以减少失效风险并改善产品或过程的可靠性和品质。
FMEA分析主要包括三个方面:失效模式、失效原因和失效后果。
失效模式是指系统或产品出现失效的方式或形式,它可以是故障、缺陷、损坏等。
失效原因是导致失效模式出现的根本原因,包括设计、制造、运营、环境等方面的因素。
失效后果是指失效模式可能带来的影响和后果,包括安全风险、质量问题、客户满意度下降等。
FMEA分析的步骤一般包括:1.确定分析的对象:确定需要进行FMEA分析的系统、产品或过程。
2.建立团队:组建一个跨部门的团队来进行FMEA分析,包括设计、制造、质量、供应链等相关部门的代表。
3.识别失效模式:对系统、产品或过程进行全面的分析和评估,识别可能出现的所有失效模式。
4.确定失效原因:对每个失效模式进行深入的分析,确定导致该失效模式出现的根本原因。
5.评估失效后果:对每个失效模式的可能后果进行评估,包括影响范围、严重程度、频率、可能性等。
6.确定风险优先级:根据失效后果的评估结果,为每个失效模式确定一个相应的风险优先级。
7.提出改进措施:根据风险优先级,制定相应的改进措施,包括预防措施、检测措施和纠正措施。
8.实施改进措施:将制定的改进措施付诸实施,并监控其有效性。
9.评估改进效果:评估实施改进措施后的效果,以判断改进措施是否有效,是否需要进一步优化。
FMEA分析具有许多优点,包括:1.早期预防:FMEA可以在产品设计和开发阶段开始进行,发现和解决潜在的风险和问题,避免在后期造成更大的损失和成本。
2.风险管理:FMEA可以帮助组织识别已知和未知的风险,评估其严重程度和可能性,制定相应的控制措施,以降低风险。
潜在失效模式及影响分析
随着市场竞争的加剧和消费者对产品质量的日益关注,企业需要采取有效的质量控制方法来确保产品的可靠性和 安全性。FMEA作为一种前瞻性的质量控制方法,被广泛应用于各个行业,如汽车、电子、医疗等。
潜在失效模式及影响分析的定义
定义
FMEA是一种系统性方法,通过对产品设计、生产和服务的各个环节进行深入分析,识别出可能导致 产品失效的各种潜在因素,并评估这些因素对产品质量、安全性和可靠性的影响程度。
VS
展望
未来随着技术的不断进步和应用需求的不 断提高,潜在失效模式及影响分析将不断 发展和完善。未来可以进一步研究新的失 效模式、发展更精确的影响分析方法、提 高风险评估的准确性和可靠性等方面的内 容,以更好地保障产品的可靠性和安全性 。
谢谢观看
风险评估
风险评估是评估失效模式发生概率和影响程度的过程。通过风险评估,可以确定失效模式对产品的潜在 风险,并根据风险大小制定相应的控制措施和改进方案。
建议和展望
建议
针对潜在失效模式及影响分析的结果, 提出相应的改进和控制措施,以提高产 品的可靠性和安全性。建议包括改进设 计、优化制造过程、加强材料控制等方 面的措施。
06
结论
பைடு நூலகம்
分析总结
潜在失效模式
在产品或过程中,可能存在一些潜在的失效模式,如设计缺陷、制造缺陷、材料缺陷等。这些失效模式可能导致产品 在使用过程中出现故障或性能下降,从而影响产品的可靠性和安全性。
影响分析
潜在失效模式的影响分析是评估失效模式对产品性能和安全性影响的程度和范围的过程。通过影响分析,可以确定失 效模式对产品性能和安全性的具体影响,以及失效模式发生后可能产生的后果和风险。
风险矩阵评估
将故障模式的发生概率和影响程度进行分级,形成风险矩阵,确定风 险等级,制定相应的风险控制措施。
FMEA第五版教材的潜在失效模式分析方法与步骤详解
FMEA第五版教材的潜在失效模式分析方法与步骤详解潜在失效模式分析(Failure Mode and Effects Analysis,FMEA)是一种常用的质量管理工具,通过识别潜在的失效模式,分析其潜在的影响,旨在预防或减小潜在的失效对产品、系统或服务质量造成的影响。
FMEA第五版教材提供了一套全面而系统的FMEA分析方法与步骤,本文将对其进行详细解析。
一、FMEA概述FMEA是一种结构化的方法,用于评估、分析产品或流程中可能发生的潜在失效模式,以及这些失效可能会导致的后果。
它通过综合考虑失效的严重性、发生的频率以及发现和控制失效的可能性,确定风险等级,并制定相应的预防和纠正措施。
二、FMEA分析的步骤1. 确定分析的范围和目标:明确需要进行FMEA分析的产品或流程范围,并设定分析的目标和要求。
2. 组织FMEA团队:组建跨职能的团队,包括设计、工艺、质量控制等相关部门的专家和人员。
3. 识别失效模式:通过系统性的分析和讨论,识别可能的失效模式。
可以借助过去的经验、故障数据和专家知识进行辅助。
4. 评估失效的严重性:对每个失效模式进行评估,确定失效对产品、系统或服务的安全性、质量和客户满意度等的影响程度。
5. 分析失效原因:分析导致失效的潜在原因,包括设计、材料、人员、工艺等因素。
6. 评估失效的发生频率:评估每个失效模式的发生频率,考虑使用寿命、工作环境、使用条件等因素。
7. 评估失效的探测能力:评估失效是否能够被及时探测到,包括检测手段、监控系统、操作流程等。
8. 计算风险优先级数(RPN):根据失效的严重性、发生频率和探测能力,计算每个失效模式的风险优先级数。
9. 制定纠正和预防措施:根据风险优先级数,确定相应的纠正和预防措施,包括设计改进、工艺优化、培训措施等。
10. 完成FMEA报告:整理并完善FMEA分析结果,形成FMEA报告,包括失效模式、影响严重性评估、原因分析、风险优先级数和纠正措施等内容。
潜在失效模式及后果分析
潜在失效模式及后果分析简介潜在失效模式及后果分析(Potential Failure Mode and Effects Analysis,简称PFMEA)是一种用于识别潜在失效模式及其对系统、产品或过程的影响的方法。
该分析方法可帮助我们在设计或制造过程中预测和预防潜在的问题,并采取相应的措施来减少系统故障风险和提高可靠性。
潜在失效模式分析潜在失效模式是指在特定条件下,系统、产品或过程可能发生的失效模式。
通过对失效模式进行分析,我们可以了解这些失效模式的原因和机制,并制定相应的预防措施。
以下是一些常见的潜在失效模式:1. 机械失效机械失效是指由于机械部件的损坏、磨损或故障导致系统无法正常工作的情况。
例如,机械零件的材料疲劳、断裂或松动等。
2. 电气失效电气失效是指由于电路断路、短路或电子元件故障导致系统电气功能失效的情况。
例如,电源线路短路、电路板焊接不良或电子元件损坏等。
3. 环境失效环境失效是指由于环境条件变化引起的系统性能下降或失效的情况。
例如,温度变化引起的热胀冷缩、湿度变化引起的腐蚀等。
4. 人为错误人为错误是指由于人员操作不当、维护不当或设计不当导致系统无法正常工作的情况。
例如,操作员误操作、保养人员维护不到位或设计人员设计不合理等。
后果分析后果分析是评估失效模式对系统、产品或过程造成的影响和后果。
对失效后果进行评估可以帮助我们了解失效的严重性,并确定需要采取的措施。
以下是一些常见的失效后果:1. 安全风险失效后果可能导致人员受伤、工作环境不安全或设备损坏,从而造成安全风险。
例如,机械失效可能导致意外伤害,电气失效可能引发火灾或触电事故。
2. 生产效率下降失效后果可能导致生产过程中断、产品质量下降或生产效率低下,从而影响企业的运营和利润。
例如,机械失效可能导致生产线停工,电气失效可能导致产品质量问题。
3. 用户体验不良失效后果可能导致产品性能下降,用户无法正常使用或满足需求,从而影响用户体验和满意度。
产品潜在失效模式及后果分析

产品潜在失效模式及后果分析目录1. 产品潜在失效模式及后果分析概述 (2)1.1 研究目的 (3)1.2 研究方法 (4)1.3 研究范围 (5)2. 失效模式分类及描述 (7)2.1 设计失效模式 (8)2.1.1 设计缺陷 (9)2.1.2 设计不合理 (10)2.1.3 设计错误 (11)2.2 制造失效模式 (12)2.2.1 材料失效 (13)2.2.2 工艺失效 (14)2.2.3 装配失效 (16)2.3 使用失效模式 (18)2.3.1 操作不当 (19)2.3.2 维护不当 (20)2.3.3 环境因素影响 (21)3. 潜在失效模式分析方法 (22)3.1 FMEA(失效模式及后果分析)方法 (23)3.1.1 定义和目的 (25)3.1.2 步骤和流程 (26)3.1.3 结果和改进措施 (27)3.2 CBET(控制基于工程的方法)方法 (28)3.2.1 定义和目的 (29)3.2.2 步骤和流程 (30)3.2.3 结果和改进措施 (31)4. 具体案例分析 (32)4.1 案例一 (32)4.2 案例二 (33)4.3 案例三 (34)5. 结果与讨论 (35)5.1 FMEA结果报告示例 (36)5.2 CBET结果报告示例 (38)5.3 结果讨论与改进建议 (38)1. 产品潜在失效模式及后果分析概述产品潜在失效模式及后果分析(PFMEA)是一种分析工具,用于识别产品在设计、制造和生命周期各个阶段的潜在失效模式。
它旨在预测和预防潜在的产品失效,以及评估和减少产品对用户造成的不利后果。
本文档概述了如何实施产品潜在失效模式及后果分析的过程和方法,旨在提高产品质量和安全性。
产品潜在失效模式及后果分析是质量管理和风险管理的一种技术,用于评估产品或过程可能发生的失败以及这种失败可能导致的后果。
PFMEA可以帮助识别产品设计中的潜在问题,以及制造过程中的潜在缺陷,从而提高产品的可靠性、安全性和性能。
过程潜在失效模式及影响分析

过程潜在失效模式及影响分析1. 引言在制造业和服务业等各个行业,过程中可能存在潜在失效模式,这些失效模式可能会对产品质量、生产效率以及客户满意度产生重大影响。
因此,对过程潜在失效模式进行分析和评估是非常重要的。
本文将介绍过程潜在失效模式及其影响分析方法,帮助企业发现和解决潜在的问题,提高过程效能。
2. 过程潜在失效模式的定义过程潜在失效模式是指在生产、服务等过程中可能导致失效的隐蔽模式。
这些失效模式可能由于各种原因导致,如设备故障、人员操作疏忽、材料质量问题等。
通常,过程潜在失效模式被分为两类:功能性失效和非功能性失效。
•功能性失效:指过程无法按照既定的功能要求运行。
例如,机器无法正常开启、自动装配系统无法按序装配等。
•非功能性失效:指过程在功能上能够正常工作,但不能达到期望的性能指标。
例如,生产速度达不到要求、产品质量不稳定等。
3. 过程潜在失效模式的分析方法为了准确评估过程潜在失效模式及其影响,可以采用以下分析方法。
3.1 故障模式和影响分析(FMEA)故障模式和影响分析(FMEA)是一种系统性的方法,用于识别过程潜在失效模式及其可能的影响。
该方法以全面梳理过程中的各个环节,分析潜在失效模式,并评估其对产品和过程的影响程度。
FMEA方法包括以下步骤:1.识别潜在失效模式:对过程中可能出现的失效模式进行梳理和分类,包括设备故障、人为错误、材料问题等。
2.评估失效影响:对每个潜在失效模式,评估其对产品或过程的影响程度,包括对质量、安全、生产率等方面的影响。
3.识别关键控制因素:确定影响失效模式的关键因素,例如设备维护计划、操作规程、供应链管理等。
4.制定改进措施:针对识别出的关键控制因素,制定相应的改进措施,以减少或消除潜在失效模式的出现。
3.2 实验设计和数据分析实验设计和数据分析方法可以辅助分析过程潜在失效模式及其影响。
通过设计实验,可以模拟和观察不同因素对过程的影响,进而确定关键因素和潜在失效模式之间的关系。
潜在的失效模式及后果分析
潜在的失效模式及后果分析引言潜在的失效模式及后果分析(Potential Failure Mode and Effects Analysis,简称PFMEA)是一种系统性分析方法,旨在识别和评估潜在的失效模式以及其对系统、过程或产品的潜在影响。
通过对潜在失效模式及其后果进行分析,可以采取相应的预防措施,降低风险,并提高系统、过程或产品的可靠性和质量。
潜在失效模式及其后果的定义潜在失效模式是指可能在系统、过程或产品中发生的不良或失效的模式或形式。
后果是指发生失效模式后可能对系统、过程或产品产生的影响。
通过对潜在失效模式及其后果进行分析,可以评估其对系统、过程或产品的影响程度,并制定相应的预防和纠正措施。
PFMEA分析步骤1. 识别失效模式首先,需要识别潜在的失效模式。
失效模式可能来源于之前的经验、类似的产品或过程,或者通过分析功能和结构来推断。
2. 识别失效原因针对每个失效模式,需要分析可能导致该失效的原因。
原因可能包括材料的选择、工艺参数的设置、人员操作等。
3. 评估失效后果对于每个失效模式,需要评估其潜在的后果。
后果可以包括产品性能下降、安全隐患、成本增加等。
4. 评估失效严重度根据失效后果的严重程度,对失效进行分类和评估。
常用的评估指标包括影响程度、概率和频率等。
5. 识别预防措施根据分析结果,制定相应的预防措施。
预防措施可以包括材料的改进、工艺参数的调整、培训人员等。
6. 评估措施的有效性对采取的预防措施进行评估,判断其对潜在失效的预防效果。
如果措施无效,需要重新评估并采取更适合的措施。
举例分析:汽车制造过程中的潜在失效模式及后果分析以汽车制造为例,对其制造过程中的潜在失效模式及后果进行分析。
失效模式:焊接接头松动•失效原因:焊缝质量不合格、焊接机器故障、操作不当等•后果:行车时产生噪音、接头松动、安全隐患失效模式:制动系统故障•失效原因:制动器片、制动油质量不合格、制动管路泄漏等•后果:制动失效、行车事故、安全隐患失效模式:电气系统故障•失效原因:电线接触不良、电路设计缺陷、电子元件损坏等•后果:车灯不亮、启动困难、车辆无法正常工作失效模式:漆面脱落•失效原因:喷涂工艺不当、漆料质量不合格等•后果:外观质量差、腐蚀、影响市场竞争力总结潜在的失效模式及后果分析是一种有效的风险评估方法,可以帮助识别和评估潜在的失效模式及其对系统、过程或产品的潜在影响。
潜在的失效模式及后果分析
潜在的失效模式及后果分析潜在失效模式及后果分析(Design Failure Mode and Effects Analysis,简称FMEA)是一种用于分析和评估产品或系统设计中潜在失效模式及其后果的方法。
它在产品设计过程中起到了提前预防和控制潜在失效的作用,帮助设计人员在设计阶段识别潜在的问题并采取相应的措施来降低风险。
以下是针对一些具体产品的潜在失效模式及后果分析。
首先,我们需要明确分析的是该产品的关键组成部分和功能模块,然后根据该产品的功能和使用情况,识别各个部分的潜在失效模式。
例如,如果该产品是一个电子设备,关键部件可能包括电源、处理器、存储器、显示屏等。
对于电源部分,潜在的失效模式可能包括断路、短路、过载等;对于处理器和存储器部分,潜在的失效模式可能包括运算错误、内存错误等;对于显示屏部分,潜在的失效模式可能包括亮点、暗点、显示不清晰等。
接下来,我们需要根据每个潜在失效模式确定其可能的后果。
后果可能包括产品功能丧失、操作不便、数据丢失、用户受伤等。
例如,如果电源部分出现断路或短路失效模式,可能导致产品无法正常供电,无法启动或无法工作;如果处理器和存储器部分出现错误失效模式,可能导致计算错误,数据丢失或系统崩溃;如果显示屏出现亮点或暗点失效模式,可能导致用户无法清晰地看到所需信息。
然后,我们需要根据失效模式的严重性和概率来确定风险等级。
严重性指的是失效造成的后果的程度,概率指的是失效的发生频率。
对于严重性评估,可以根据用户需求来确定,例如,产品功能丧失是一个严重的后果,而操作不便可能是一个次要的后果。
对于概率评估,可以考虑历史数据、可靠性测试结果等。
根据风险等级,可以确定哪些失效模式需要优先处理。
最后,我们需要根据分析结果提出相应的控制措施来降低潜在失效的风险。
这些措施可能包括改进设计、增加冗余、使用可靠的部件或工艺等。
例如,对于电源失效模式,可以考虑增加过载保护电路或使用可靠的电源部件来降低风险;对于处理器和存储器失效模式,可以考虑增加错误检测和纠正机制,或使用可靠的存储器部件来降低风险;对于显示屏失效模式,可以考虑增加自检功能或使用高质量的显示屏来降低风险。
潜在失效模式分析 - PFMEA

4.5 持续改进活动
根据RPN的值,需要为了减少风险发生的严重性、可能性或不易探测性数值而制 定的应对方案,包括行动计划或措施、责任人、可能需要的资源和完成日期等。 当失效模式排出先后次序后应首先对排在最前面的风险事件或严重性高的事件采 取纠正措施,任何建议措施的目的都是为了阻止其发生,或减少发生后的影响和 损失;
4
3. 谁来做PFMEA PFMEA是系统化的专业活动,多功能的会议小组是PFMEA的常见形式,多功能小组 主要由相关的专业人士组成,包括质量,工艺,设计等,这个小组应该定期讨论和 监控可能存在失效风险,并更新PFMEA。
5
4. 怎么做PFMEA
一般的PFMEA的格式会如上图所示,主要包括S(严重度),O(发生
9
4.4 探测度(D) 探测度指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法 找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者 用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。零部件 离开制造工序或装备工位之前,发现失效起因过程缺陷的难易程度,评价指标 也分为1—10级,得分愈高则愈难以被发现和检查出;
3
2. 为什么要做PFMEA 1. 预测:可以预先发现或者评估过程中潜在的失效及影响 2. 持续改进:不断改进并累积经验,将其文件化,程序化 3. 防错:避免同类的错误发生 4. 客户要求:所有的客户都有PFMEA要求,并不断更新 5. 审核要求:为通过TS16949等,必须有PFMEA 6. 首先集中有限的资源于高风险项降低开发成本 7. 提高产品功能保证和可靠性 8. 缩短开发周期 9. 改善内部信息交流 10. 将责任和风险管理联系起来
7
4.2 严重度(S) 严重度指一给定失效模式最严重的影响后果的级别,是单一的PFMEA范围内 的相对定级结果。严重度数值的降低只有通过设计更改或重新设计才能够实 现。为了准确定义失效模式的不良影响,通常需要对每种失效模式的潜在影 响进行评价并赋予分值,用1-10分表示,分值愈高则影响愈严重
潜在失效模式分析FMEA

潜在失效模式分析FMEA潜在失效模式分析(Failure Mode and Effects Analysis,简称FMEA)是一种用于评估系统、设计或过程中潜在失效模式的方法。
它通过分析失效模式及其潜在的对系统产生的影响,以及确定预防控制措施来降低或消除这些影响,从而提高系统的可靠性。
FMEA方法通常在产品设计阶段实施,在改进现有系统或过程时也可以使用。
它主要由三个关键组成部分组成:失效模式、失效后果和控制措施。
在FMEA过程中,首先需要识别可能的失效模式。
失效模式是指系统、设计或过程中可能发生的失效事件。
这些失效模式可以是硬件故障、软件错误、人为失误等。
通过对系统进行仔细审查和讨论,可以识别出潜在的失效模式。
接下来需要评估失效模式的后果。
失效后果是指当失效模式发生时可能对系统产生的影响。
这些影响可以是对安全性、性能、可靠性、可用性和成本等方面的影响。
根据后果的严重程度,可以对潜在的失效模式进行排序。
最后需要确定预防控制措施。
预防控制措施是为了降低或消除失效模式及其后果而采取的措施。
这些措施可以包括改进设计、增加备份系统、引入监控机制等。
通过实施这些措施,可以降低潜在失效模式发生的概率或减少其后果的影响。
FMEA的主要目标是提前识别潜在的问题,并采取适当的措施以减少风险。
它可以提供一个系统性的方法来评估失效模式及其后果,并为设计和改进过程中的决策提供有力的依据。
FMEA方法具有以下优点:1.提供早期识别潜在问题的能力。
通过在设计阶段实施FMEA,可以发现并解决可能导致问题的因素,以避免在实施阶段出现问题。
2.帮助优化设计和过程。
通过识别和评估潜在的失效模式及其后果,可以为设计和过程改进提供有价值的信息。
根据FMEA的结果,可以采取相应的措施来改进系统的可靠性和性能。
3.提高产品和过程的可靠性。
通过实施FMEA,可以识别和消除潜在的失效模式,从而提高产品和过程的可靠性,并减少故障和事故的发生概率。
设计潜在失效模式及后果分析

设计潜在失效模式及后果分析潜在失效模式及后果分析(Potential Failure Mode and Effects Analysis,PFMEA)是一种用于识别潜在失效模式和评估其对系统或过程的潜在影响的方法。
在设计阶段进行PFMEA可以帮助预防和纠正潜在的问题,从而提高系统或过程的可靠性和质量。
本文将对PFMEA的概念、步骤和应用进行详细分析,并通过实例来解释如何进行潜在失效模式及后果分析。
潜在失效模式及后果分析是一种系统化的方法,用于识别可能导致产品或过程失效的潜在模式,并评估这些失效对产品或过程的潜在影响。
这种分析方法旨在通过采取措施来减轻潜在失效的影响,从而提高产品或过程的性能和可靠性。
步骤:1.选择团队:选择一个跨部门的团队来进行PFMEA。
这个团队应包括从设计、工艺制造、质量控制、供应链以及其他相关部门的专家。
2.确定过程:确定要进行PFMEA的过程。
这个过程可以是一个产品的设计过程,也可以是一个制造过程,如装配、焊接等。
3.制定流程图:制定该过程的流程图,明确过程中每个步骤的顺序和交互关系。
4.识别失效模式:对每个步骤进行评估,识别可能的失效模式。
失效模式是指可能会导致产品或过程失效的模式,如材料破裂、尺寸超限等。
5.评估失效后果:对每个失效模式进行评估,确定失效对产品或过程的潜在影响。
这些后果可以包括安全风险、功能失效、质量问题等。
6.评估现行控制措施:评估当前已有的控制措施对每个失效模式的有效性。
确定是否需要进一步改进或增加控制措施。
7.评估严重程度:根据失效模式的影响程度和频率来评估潜在失效的严重程度。
这可以通过作出定量或定性的评估来实现。
8.制定预防措施:根据评估结果,制定预防措施来减轻潜在失效的影响。
这些措施可以包括改进设计、改进工艺、加强质量控制等。
9.其他行动:根据需要,采取其他行动来降低潜在失效的风险,如培训员工、改进检测工具等。
10.重新评估:在实施预防措施后,重新评估潜在失效的严重程度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(FMEA)
编制:王传友
冠智达顾问
课程内容
FMEA的基本概念 FMEA的特点 FMEA的实施时机 FMEA的实施手法 FMEA在APQP中的运用 DFMEA PFMEA
FMEA的基本概念
FMEA是“Failure Mode Effects Analysis”的縮 寫,一般稱為「失效模式與效應分析」。 FMEA係一種預防技術,它是一項系統化的活動; 工程人員自概念設計階段開始,就透過嚴密的 分析作業;列出及評估系統內潛在的失效模式 和可能造成的效應並及時採取矯正措施,使設 計、生產、製造、組裝等作業得以注意改善, 並使產品逐漸朝向最佳化設計的目標。
DFMEA 表格填写
PFMEA
负责制造/装配的工程师/小组主要采用的一种分析技术, 用以最大限度地保证各种潜在的失效模式及其相关的起 因/机理已得到充分的考虑和论述。 ������ ������ 1) 顾客 ������ 最终使用者 ������ 下游工序(制造、装配、维修) ������ 政府法规 ������ 2) 小组的努力 ������ 设计工程师需要联络其他相关部门的相关人员。 ������ 设计、装配、制造、材料、质量、服务和供方 ������
可探测度(D)
探测性
很高:现行控制几乎肯定能探测出 高:现行控制可探测出的可能性很高 中等:现行控制大概能探测到 小:现行控制很难探测到 很小:现行控制大概探测不到 现行控制绝对探测不到
不易探测度数
1-2 3-4 5-6 7-8 9 10
DFMEA workshop
D-FMEA应从所要分析的系统、子系统或零部件的框图开始; 框图描述了所分析对象的各项目之间的主要关系、逻辑顺序、功能、及其 输入和输出。
保修信息。 顾客抱怨、退货资料。 纠正和预防措施。 类似产品的设计FMEA APQP第一阶段输出,即第二阶段输入和 任何其它相应输入。
DFMEA输出
设计FMEA的输出
潜在设计失效模式。 潜在关键设计要求。
设计问题:曾经受到制造和装配作业挑战的设计问题。
新设计要求:尚无制造或组装作业的经验。 设计验证计划和报告(DVP&R) 改进设计,或更改原有设计。
2
灯泡 总成 D
3 4
灯罩 A
1 5
电池 B
4 5
极板 E +
DFMEA workshop
Beta公司要求为其即将上市的Beta 2005设计一车内悬 挂饰件。要求为:
1) 一有Beta公司车标的10cm×6cm×2cm的塑胶板。 2) 粘贴在车厢顶部的挂钩������ 3) 一条长7cm的锦丝线用于连接挂钩和塑胶板。
发生频度(O)
发生可能性 几乎不可能 非常轻 很轻 轻 低 中 中高 高 很高 几乎一定 频度数 1 2 3 4 5 6 7 8 9 10 可能失效率 <=0.010/千辆/项 0.1/千辆/项 0.5/千辆/项 1/千辆/项 2/千辆/项 5/千辆/项 10/千辆/项 20/千辆/项 50/千辆/项 >=100/千辆/项 可能失效率 1 in 1,500,000 1 in 150,000 1 in 15,000 1 in 2,000 1 in 400 1 in 80 1 in 20 1 in 8 1 in 3 1 in 3
FMEA在APQP中的运用
在APQP策划中,多功能小組活動應該包括: 特殊特性的開發和最終確定(見附錄C); 失效模式及后果分析的開發和評審; 制定措施,優先減少風險大的潛在的失效模式; 控制計劃的制定與評審。 FMEA在APQP五个阶段中是如何运用?
DFMEA
跨功能小组在开展设计FMEA时,应参考以下文件和资料:
【化學類失效模式】
退化、剝落、腐蝕、變色、固化、污染、化學性過 熱、沸騰等。
DFMEA 影响度解析
1)影響解析乃針對各個失效模式,考慮系統之製造階 段或使用階段(啟動、停止、部份負荷、滿載運轉等) 狀況下得機能、狀態或進行評估。
(2)利用可靠性方塊圖來檢討失效的影響範圍
(3)對相關系統或大眾、環境的影響進行解析 (4)最終影響中,有可能會出現系統的多重失效
【機械類失效模式】
磨耗、腐蝕、變形、龜裂、破損、脫落、燒損、洩漏、 彎曲、凝固、變色、異常音、振動、動作不良、鬆動、 咬住、位置偏離、傷、機械性的過熱、機械方面的性 能壽命等。
DFMEA 列举失效模式
【電氣類失效模式】
開路、短路、接觸不良、電氣性過熱、漂移、異常 因、燒損、斷線、絕緣性降低、動作不良、異物、 凝固、污損、雜訊、壽命終結
2. 製作製程的可靠性 方塊圖
PFMEA 的制做流程
3. 列舉失效模式
4. 影響度解析 5. 風險優先度評估 6. 擴展到各種對策
PFMEA 严重度评级表
影响 判定准则:影响的严重度 无警告的 可能危害机器或装配操作者。潜在失效模式严重影响车辆安全运行和 /或 严重危害 包含不符合政府法规项,严重程度很高。失效发生时无警告 有警告的 可能危害机器或装配操作者。潜在失效模式严重影响车辆安全运行和 /或 严重危险 包含不符合政府法规项,严重程度很高。失效发生时有警告 很高 生产线严重破坏,可能 100% 的产品得报废,车辆系统无法运行, 丧失基本功能, 顾客非常不满。 高 生产线破坏不严重,产品需筛选部分 (低于10 0% )报废, 车辆能运行, 但性能下降, 顾客不满意。 中等 生产线破坏不严重,部分 (低于 100% )产品报废 (不筛选),车辆/ 系统能运 行 ,但舒适性或方便性项目失效,顾客感觉不舒适。 低 生产线破坏不严重,产品需要 100% 返工, 车辆或 系统能 运行,但有些舒适性或方便性项目性能下降,顾客有些不满意。 很低 生产线破坏不严重,产品经筛选,部分 (少于10 0% )需要返 工, 装配和涂装或尖响和咔搭响等项目不符合要求, 多数顾 客发现有缺陷。 轻微 生产线破坏较轻,部分 (少于 100% )需要在生产线上其它工位返工,装配 和涂装或尖响和咔搭响等项目不符合要求,有一半顾客发现有缺陷。 很轻微 生产线破坏轻微,部分 (少于 100% )产品需要在生产线上原工位返工,装 配和涂装或尖响和咔搭响等项目不符合要求,很少顾客发现有缺陷。 无 没有影响 严重 度数 10 9 8 7 6 5 4 3 2 1
事件发生前”的措施,而不是“事实出 现 后”的演练。 是一种系统活动 动态的及时反映最新的工艺 团队的参与 永不停止的持续改进
FMEA实施目的及效益
一般而言,FMEA的具體目的有下列數項:
1.發現、評價產品 / 製程中潛在的失效 及其效應。 2.找到能夠避免或減少這些潛在失效發 生的措施。 3.總結上述的過程並予以文件化。
PFMEA 的输入
特性矩阵
· 以往SPC记录
· 保修信息 · 顾客抱怨和产品退回数据资料 · 纠正或预防措施 · 过程流程图、现场布置图、操作描述
· 系统和/或设计FMEA
· 类似产品和过程的PFMEA
PFMEA 的制做流程
1. 解析製造流程的各個製程
(1)加工工程流程的確認 ( 2)各工程的機能分析水準 (3)加工製程的明確化
DFMEA 致命度评估
RPN=S.O.D
嚴重度評級
后果 无警告的 严重危害 有警告的 严重危害 很高 高 中等 低 很低 轻微 很轻微 无 评定准则:后果的严重度 这是一种非常严重的失效形式,它是在没有任何失效预兆 的影响到行车安全或违反了政府有关法规 这是一种非常严重的失效形式,是在具有失效预兆的前提 下发生的,并影响到行车安全或违反了政府的有关法规 车辆(或系统)不能运行,丧失基本功能 车辆(或系统)能运行,但性能下降,顾客 不满意 车辆(或系统)能运行,但舒适性或方便性部件不能工作, 顾客 感觉不舒服 车辆(或系统)能运行,但舒适性或方便性项目性能下降, 顾客 感觉有些不舒服 配合、外观或尖响、卡嗒响等项目不符合要求,大多数顾 客 发现有缺陷(大于 75%) 配合、外观或尖响、卡嗒响等项目不符合要求,有一半顾 客 发现有缺陷(50%) 配合、外观或尖响、卡嗒响等项目不符合要求,但很少有 顾客 发现有缺陷(小于 25%) 无影响 1 2 3 4 5 8 7 6 9 严重度 10
FMEA的产生
1.1950年格魯曼(Grumman)公司因飛機的 推動方式由螺旋槳進步到噴射引擎;操控系統 也由鋼索改為油壓或電器裝置,為防範飛機飛 行時,該等裝置故障而開發了FMEA。 2.波音與馬丁公司在1957年正式編訂FMEA的 作業程序,列在其工程手冊中。 3.1960年代初期,美國航空暨太空總署 (NASA)實施阿波羅(Apollo)計劃時,將可 靠性及安全管理列為合約中的重要條款,並要 求合約對象實施FMEA。
FMEA的产生
7.1993年,美國品質管制學會(ASQC) 和汽車工業行動集團(AIAG)整合三大 汽車廠(Ford,Chrysler,GM)的FMEA 指南,發行了FMEA參考手冊(第一版)。 8.1995年2月QS 9000 FMEA參考手冊發 行第二版,再於2001年7月發行第三版。
FMEA的特点
DFMEA
对于D-FMEA,“顾客”为:
国家法律、法规 (如,安全、排放、噪音) 最终使用者, 车型设计工程师/小组, 总成、部件、零件制造和装配过程设计工程师/小组 总成、部件、零件制造和装配过程
DFMEA的流程
依據國際電工委員會(IEC)所制定的FMEA規範,設計FMEA的實施 程序如下圖示:
【實施程序】
理解解析对象
作可靠性方块图
列举失效模式