防错的五类方法和五大原则dxc
防错方法和防错装置
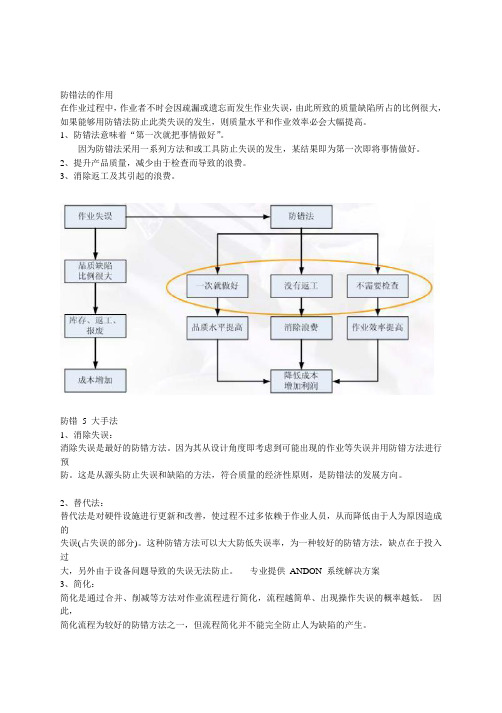
防错法的作用在作业过程中,作业者不时会因疏漏或遗忘而发生作业失误,由此所致的质量缺陷所占的比例很大,如果能够用防错法防止此类失误的发生,则质量水平和作业效率必会大幅提高。
1、防错法意味着“第一次就把事情做好”。
因为防错法采用一系列方法和或工具防止失误的发生,某结果即为第一次即将事情做好。
2、提升产品质量,减少由于检查而导致的浪费。
3、消除返工及其引起的浪费。
防错 5 大手法1、消除失误:消除失误是最好的防错方法。
因为其从设计角度即考虑到可能出现的作业等失误并用防错方法进行预防。
这是从源头防止失误和缺陷的方法,符合质量的经济性原则,是防错法的发展方向。
2、替代法:替代法是对硬件设施进行更新和改善,使过程不过多依赖于作业人员,从而降低由于人为原因造成的失误(占失误的部分)。
这种防错方法可以大大防低失误率,为一种较好的防错方法,缺点在于投入过大,另外由于设备问题导致的失误无法防止。
-专业提供ANDON 系统解决方案3、简化:简化是通过合并、削减等方法对作业流程进行简化,流程越简单、出现操作失误的概率越低。
因此,简化流程为较好的防错方法之一,但流程简化并不能完全防止人为缺陷的产生。
4、检测:检测是在作业失误时自动提示的防错方法, 大都通过计算器软件实现, 为目前广泛使用的防错方法。
5、减少:从减少由于失误所造成的损失的角度出发, 即发生失误后, 将损失降至最低或可接受范围, 目前许多智能设备均或多或少具备该功能。
几类常见防错装置1、防错装置:查检表查检表可以防止人为疏漏,如出货查检表,包装查检表,5S 查检表等,示意如下:说明: 查检表在各个企业的使用相当普遍,是最基本的一种防错方法之一。
-专业提供ANDON 系统解决方案2、防错装置:光学传感器原理为靠工件阴断光路产生信号,示意如下图:说明: 当无工件时,光线由发射端直接射入接收端,传感器无输出,当工件处于传感器的发射端和接收端之间时,工件遮住了光线,接收端输出信号。
精益管理之 防错法

13
2016/11/27
第一次就把事情做对 99.9%的正确率意味着什么?
每天北京机场有一次飞机着陆是不安全
的!
每年发生两万起药物处方错误!
每天发生50起新生婴儿掉在地上的事件! 每小时发生两万起支票帐户的错误! 一个人一生出现三万二千次心跳异常! 代表我们每月最少报废100台冰箱!
技术 预测
很多汽车中装有 报警系统,如果 未带安全带,就 会发出报警声. 无铅汽油的加油泵 和孔都比加有铅汽油 的小
探测
烟雾报警器是房屋 建筑物内常见的 报警装置.
警示 WARNING 控制 CONTROL 停机 SHUTDOWN
用量规来检测每个苹果 的大小,合格的苹果送 去市场卖,小苹果送去 酿酒. 微波炉在门打开时 不会启动
第一次就把事情做对
目录
1、前言
墨菲定律
防错法的精髓
2、防错法简介 3、防错法的原理
对待失误的两种方式 Poka-Yoke的特点 Poka-Yoke的四种模式
4、防错法的技术和工具
防错法五大思路 防错法十大法则
5、防错法应用实例
8
2016/11/27
第一次就把事情做对
前言
9
2016/11/27
第一次就把事情做对
前言: 在1949年美国空军进行MX981实验,需要做一个人体试 验,试验的内容是测验一个人的身体对速度增加能有多大容 限。测验之一,是用一套16个“加速表”装在被验者身体的
各部分。这些仪器有对与不对两种装法,果不其然,负责装
配的那位员工,把16件仪器统统都装错了。 参加试验的人最终的结果显而易见......!
接可以明显发现缺陷或使操作失误后不产生缺陷。操作员通过 POKA-YOKE完成自我检查,失误会变得明白易見,同时,POKAYOKE也保证了必须滿足其设定要求,操作才可完成。
防错管理的五大基本思路
防错管理的五大基本思路
防错管理的五大基本思路
防错管理的五大基本思路
1.排除
剔除会造成错误的要因,这是从源头防止失误和缺陷的方法,符合质量管理的经济性原则,是防错法的发展方向;
2.替代
利用更确实的方法来代替,使过程不过多依赖于作业人员,从而降低由于人为原因造成的失误(占失误的部分)。
可以大大防低失误率,缺点在于投入过大,另外由于设备问题导致的失误无法防止;
3.容易/简化
使作业变得更容易、更合适、更独特,或共同性以减低失败。
适合化、共同化、集中化、特殊/个别化,流程越简单、出现操作失误的概率越低,但简化并不能完全防止人为缺陷的产生;
4.异常检出
虽然已经有不良或错误现象,但在下一制程中,能将之检出,以减少或剔除其危害性;
5.缓和影响
作业失败的影响在其波及的过程中,用方法使其缓和或吸收。
防错管理的五大基本思路
防错管理的五大基本思路
防错管理的五大基本思路
1.排除
剔除会造成错误的要因,这是从源头防止失误和缺陷的方法,符合质量管理的经济性原则,是防错法的发展方向;
2.替代
利用更确实的方法来代替,使过程不过多依赖于作业人员,从而降低由于人为原因造成的失误(占失误的部分)。
可以大大防低失误率,缺点在于投入过大,另外由于设备问题导致的失误无法防止;
3.容易/简化
使作业变得更容易、更合适、更独特,或共同性以减低失败。
适合化、共同化、集中化、特殊/个别化,流程越简单、出现操作失误的概率越低,但简化并不能完全防止人为缺陷的产生;
4.异常检出
虽然已经有不良或错误现象,但在下一制程中,能将之检出,以减少或剔除其危害性;
5.缓和影响
作业失败的影响在其波及的过程中,用方法使其缓和或吸收。
防错设计原则
防错设计原则
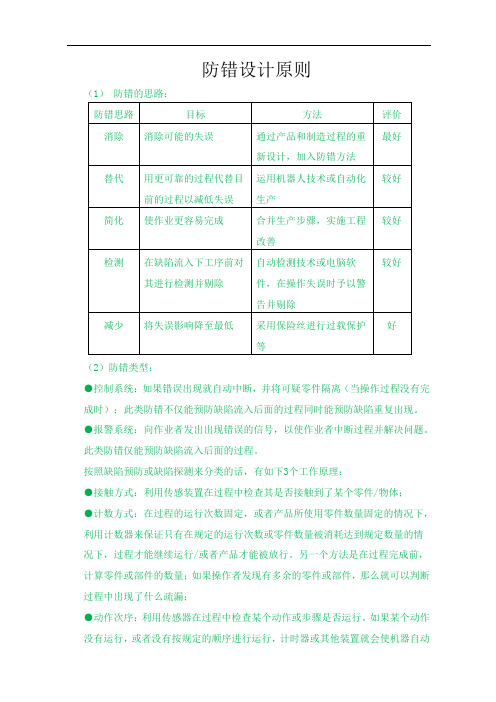
(1)防错的思路:
(2)防错类型:
●控制系统:如果错误出现就自动中断,并将可疑零件隔离(当操作过程没有完成时);此类防错不仅能预防缺陷流入后面的过程同时能预防缺陷重复出现。
●报警系统:向作业者发出出现错误的信号,以使作业者中断过程并解决问题。
此类防错仅能预防缺陷流入后面的过程。
按照缺陷预防或缺陷探测来分类的话,有如下3个工作原理:
●接触方式:利用传感装置在过程中检查其是否接触到了某个零件/物体;
●计数方式:在过程的运行次数固定,或者产品所使用零件数量固定的情况下,利用计数器来保证只有在规定的运行次数或零件数量被消耗达到规定数量的情况下,过程才能继续运行/或者产品才能被放行。
另一个方法是在过程完成前,计算零件或部件的数量;如果操作者发现有多余的零件或部件,那么就可以判断过程中出现了什么疏漏;
●动作次序:利用传感器在过程中检查某个动作或步骤是否运行。
如果某个动作没有运行,或者没有按规定的顺序进行运行,计时器或其他装置就会使机器自动
停止,并向操作者提供信号。
(3)防错装置
传感装置被普遍应用于防错,大致可分为3种类型:
●接触型:接触类型的传感器,如果接触到,就会传输一个信号,并中断过程和/或发出报警信号;
●能量型:如果某个物体中断了能量的传输,设备就发出信号,并自动中断;
●报警型:一旦发生问题,就自动使用诸如颜色、警报、灯光等方式向操作者发出信号。
这种方式可能同时采用接触开关和能量传感器来实现。
推荐的常用防错装置:
常见检测项目及检测装置。
防错的五类方法和五大原则

一、有5种类型的错误防止方法:——失效-安全装置(Fail-safe devices)——传感器放大(Magnification of senses)——冗余(Redundancy)——倒计数(Countdown)——特殊检验、控制装置(Special checking and control devices)1. 失效-安全装置(Fail-safe devices)互锁顺序(Interlooking sequences):保证在前一个操作顺利完成前,下一个操作不能开始;预警与中断(Alarm and cutoff):将在过程中出现法场情况时被激活;全部完成信号(All-clear signals):将在全部补救措施完成后被激活;防傻型工件夹紧装置(Foolproof):保证工作的一部分只能被固定在一个位置;限位机械装置(Limiting mechanisms):用来保证工具不能超过某一位置或数量。
2. 传感器放大(Magnification of senses)用来增强人的视觉、听觉、嗅觉、触觉、味觉和肌肉力量,如:光学放大、多重视觉和听觉信号、监控危险过程的遥控以及用图片代替文字等等。
3. 冗余(Redundancy):用作保证质量的附加措施。
多重确认码(Multiple-identify codes):例如防止产品混淆的条码和彩色码;冗余措施和批准(Redundant actions and approvals):需要两个人独立工作;审核评审和检查程序(Audit review and checking procedure):保证计划被跟踪;验证设计(Design for verification):利用特殊设计如:观察孔,来确定产品或过程是否在令人满意的执行;复合测试台(Multiple test stations):可检查很多特征,如出现在高速生产线上的特征。
4. 倒计数(Countdown)组织读出数据和信息过程来让错做程序保持并行,以便检查每一个步骤,如航天器发射,它还在手术操作和焊接中被有效应用。
防错

防错文件编号:版本版次:01主题:程序更改一览表1 目的从预防的角度出发,使用装置或方法使作业者在作业过程中直接可以明显发现缺陷或即使操作失误后也不会产生缺陷的预防措施,避免作业过程中出现缺陷,提升产品品质,实现零缺陷生产。
2 适用范围适用于新产品设计开发阶段的防错考虑、现有制造过程的防错控制、策划和实施纠正/预防措施的防错。
3 定义防错:为防止制造不合格产品而进行的产品和制造过程的设计及开发。
防错的思路体现在以下五个方面:●消除:消除可能的失误,通过产品和制造过程的重新设计,加入防错方法,是防错设计原则中的最好方法。
●替代:用更可靠的过程代替目前的过程以减低失误,通过运用机器人技术或自动化生产。
●简化:使作业更容易完成,通过合并生产步骤,实施工程改善。
●检测:在缺陷流入下工序前对其进行检测并剔除。
●减少:将失误影响降至最低,采用保险丝进行过载保护等。
挑战件:具有已知规范、经校准并且可追溯到标准的零件,其预期结果(通过或不通过)用于确认防错装置或检具(如通止规)的功能性。
临时替代方案:也称备用方案,是指防错装置失效后,在保证质量的前提下,为保证正常生产而采取的临时替代措施,如100%的人工检测;使用其他替代性的检验工具等。
4 职责4.1 技术部负责在产品和过程的设计和开发阶段(包括设计变更)组织项目小组成员进行防错设计。
4.2 质管部负责制造现场的防错装置首次验证和挑战件的确定及定期校准。
4.3 设备部负责防错装置的制作。
4.4 各车间主管负责本区域防错装置的日常管理4.5 各班组长负责本区域防错装置日常点检。
5防错分类5.1概念性分类5.1.1定性的防错:通过图像识别技术,光电、限位、接近开关的逻辑控制技术等来完成防错。
比如:及时摄片比较、传感器感应检测、加工孔红外线探测、硬靠山、硬探头探测、光栅防错、夹具防错等。
5.1.2定量的防错::通过测量探头感应或经过气电转换的测量技术(气体流量转换成电量)来达到防错的目的,如:位移传感器、BTS刀具长度检测(CNC加工中心刀具检测可防止错误长度的刀具安装在刀库中,防止加工过程中的断刀现象)、泄漏测试、随线检具直径测量、扭矩控制(螺栓固定的拧紧程度均通过扭矩枪来控制)。
防错技术精讲

计自动螺丝机4颗螺丝一起打,但不能杜
绝设备故障导致的故障;
防错法五大基本思路
4、检测: 检测是在作业失误时自动提示的防错方法, 大都通过计算器 软件实现, 为目前广泛使用的防错方法。
防错法五大基本思路
5、减少:
从减少由于失误所造成的损失的角度出发, 即发生失误后,
将损失降至最低或可接受范围, 目前许多智能设备均或多或 少具备该功能 。
ISO-TS16949过程方法 培训之
防错法
目
录
防错法的必要性 防错法的概念 防错法的五大基本思路 防错装置的水平 防错法的十大原理简介
制程中常见的错误
1. 2. 3. 4. 5. 6.
过程遗漏:遗漏一个或多个过程步骤; 操作错误:过程的操作没有按标准工作程序实施; 设备错误:使用了不正确的工具或设备,或设备设置错误; 零件遗漏:装配或其他过程中遗漏部分零件; 零件错误:装配时安装了不正确的零件; 位置错误:未装到位,或者方向错误
主动防呆与被动防呆
主动防呆与被动防呆
被动防呆 主动防呆
防错法的五大基本思路
防错思路 消除 替代 简化 目标 标 消除可能的失误 方 法 评价
通过产品及制造过程的重 最好 新设计,加入防呆方法
用更可靠的过程代替目前 运用机器人技术或自动化 较好 的过程以降低失误 生产技术 使作业更容易完成 合并生产步骤,实施工业 较好 工程改善
人总在不停犯错误
我很努力了, 怎么还做错
我一定这 样做 太容易做错了, 一不小心就错了
你必须如 此…如此做
错误的原因
错误原因 忘记 对过程/作业不熟悉 故意失误 疏忽/注意力不集中 行动迟缓 缺乏适当的作业指导 突发事件 原因类别 人 人 人 人 人 方法 机器 11.10% 11.10% 77.80% 所占比例
1。防错法

防错法防错法简介防错法日文称PKKA-YOKE,又称愚巧法、防呆法。
意即在过程失误发生之前即加以防止。
是一种在作业过程中采用自动作用、报警、标识、分类等手段,使作业人员不特別注意也不会失误的方法。
防错法的作用在作业过程中,作业者不时会因疏漏或遗忘而发生作业失误,由此所致的品质缺陷所占的比例很大,如果能够用防错法防止此类失误的发生,则品质水平和作业效率必会大幅提高。
1、防错法意味着第一次把事情做好。
因为防错法采用一系列方法和工具防止失误的发生,其结果即为第一次即将事情做好。
2、提升产品品质,减少由于检查而导致的浪费防错法意味着“第一次即把事情做好”,直接结果就是产品品质的提高,与靠检查来保证品质相比,防错法是从预防角度出发所采取的预防措施。
而检查不能防止缺陷的产生,检查发现的缺陷只能去纠正。
这是一种浪费,防错法消除了这种浪费。
3、消除返工及其引起的浪费:防错法会提升产品品质,消除缺陷,这会导致返工次数的削减,由于返工所致的时间和资源浪费便得以消除。
产生失误的一般原因制造过程常见失误制造过程不同,其失误种类也千差万別,但大致可归为以下几类:1、漏掉某个作业步骤2、作业失误3、工件设置错误4、缺件5、用错部品6、工件加工错误7、误操作8、调整失误9、设备参数设置不当10、工装夹具准备不当产生失误的基本原因有以下九个:1、忘记即忘记了作业或检查步骤,比如忘记在打螺丝之前先装上垫片。
2、对过程/作业不熟悉。
由于不熟悉作业过程或步骤,产生失误就很难避免,如让一个刚经过培训的新手去焊接工序,产生失误的概率比熟手肯定大得多。
3、识别错误。
识别错误是对工作指令或程式判断或理解错误所致。
如作业标准书指明更换IC时需同时加热各引脚,但修理作业员理解为逐个加热各引脚。
4、缺乏工作经验。
由于缺乏工作经验,很容易产生失误,如让一个从未在企业中做过的人去进行制造过程管理,就比较容易产生失误。
5、故意失误。
出于某种原因,作业者有意造成的失误。
防错的五类方法和五大原则

一、有5种类型的错误防止方法:——失效-安全装置(Fail-safe devices)——传感器放大(Magnification of senses)——冗余(Redundancy)——倒计数(Countdown)——特殊检验、控制装置(Special checking and control devices)1. 失效-安全装置(Fail-safe devices)互锁顺序(Interlooking sequences):保证在前一个操作顺利完成前,下一个操作不能开始;预警与中断(Alarm and cutoff):将在过程中出现法场情况时被激活;全部完成信号(All-clear signals):将在全部补救措施完成后被激活;防傻型工件夹紧装置(Foolproof):保证工作的一部分只能被固定在一个位置;限位机械装置(Limiting mechanisms):用来保证工具不能超过某一位置或数量。
2. 传感器放大(Magnification of senses)用来增强人的视觉、听觉、嗅觉、触觉、味觉和肌肉力量,如:光学放大、多重视觉和听觉信号、监控危险过程的遥控以及用图片代替文字等等。
3. 冗余(Redundancy):用作保证质量的附加措施。
多重确认码(Multiple-identify codes):例如防止产品混淆的条码和彩色码;冗余措施和批准(Redundant actions and approvals):需要两个人独立工作;审核评审和检查程序(Audit review and checking procedure):保证计划被跟踪;验证设计(Design for verification):利用特殊设计如:观察孔,来确定产品或过程是否在令人满意的执行;复合测试台(Multiple test stations):可检查很多特征,如出现在高速生产线上的特征。
4. 倒计数(Countdown)组织读出数据和信息过程来让错做程序保持并行,以便检查每一个步骤,如航天器发射,它还在手术操作和焊接中被有效应用。
防错的五大原则

防错的五大原则有5个错误防止原则:消除(Elimination):将可能错误消除在过程和产品被重新设计的过程中;Elimination of the possible error occurs when the process or product is redesigned so that the task is no longer required替代(Replacement):是进入更可靠的过程的一个变更;Replacement is a change to a more reliable process简单化(Facilitation):将过程运行变的更简单化,也更可靠;Facilitation occurs when the process is made easier to perform and therefore, more reliable检测(Detection):使错误在下一步操作前被发现;Detection occurs when the error is found prior to the next operation.缓和(Mitigation):是将错误的影响降低到最低。
Mitigation minimizes the effect of the error 注:如果没有稳定过程,其输出可以被准确的测量,那么此时应用该技术该过程就不会产生附加值。
Note: Without stable processes where output can be accurately measured. It would be non-value added to implement this tool at this time.一、有5种类型的错误防止方法:1. 失效-安全装置(Fail-safe devices)互锁顺序(Interlooking sequences):保证在前一个操作顺利完成前,下一个操作不能开始;ensures the next operation cannot start until the previous operation is successfully complete.预警与中断(Alarm and cutoff):将在过程中出现异常情况时被激活;are activated if there are any abnormalities in the process.全部完成信号(All-clear signals):将在全部补救措施完成后被激活;is activated when all remedial steps have been taken防傻型工件夹紧装置(Foolproof):保证工作的一部分只能被固定在一个位置;ensure that a part can only be located in one position.限位机械装置(Limiting mechanisms):用来保证工具不能超过某一位置或数量。
防错技术--防错的五类方法和五大原则
防错技术一、设备上的防错装置技术应用在汽车配件的制造过程中,设备上的防错装置技术应用主要有以下几类:(1)定性的防错通过图像识别技术,光电、限位、接近开关的逻辑控制技术等来完成防错,比如:——即时摄片比较:区分装配零件的方向是否正确;传感器感应检测:机加工自动线根据不同产品型号的外形变化,传感器将感应到的信息反馈给后面的加工工序,使后面的工序调用对应的加工程序,实施相应的加工内容;——加工孔探测:在机加工线中的钻孔或攻丝后的工位,对加工孔的断刀检测及切屑冲洗;——硬靠山:认准工件的前后流向,如在缸体加工自动线的进料口,利用缸体前后端面的宽度差异,设定硬靠山,保证缸体进入机加工线时前端面流向在前——硬探头:检测零件的不同型号,实施不同的装配或加工工艺,如用探头探测零件的外形,实施不同的装配,如硬探头探测缸孔,区分3.0L或3.4L缸体;——导向挡块:区分零件的输送导向;——光栅防错:通过光栅的检测控制,达到工件是否摆放到位——夹具防错:控制装配零件在夹具上的摆放是否到位来防错。
(2)定量的防错通过测量探头感应或经过气电转换的测量技术(气体流量转换成电量)来达到防错的目的,如:红宝石探头探测数据反馈:通过红宝石探头探测已压装气门座圈的内径来区别零件是3.0L 还是3.1L汽车配件的缸盖;BTS刀具长度检测:CNC加工中心刀具检测可防止错误长度的刀具安装在刀库中,防止加工过程中的断刀现象,减少加工首件或加工过程中的废品出现;定位面气孔压力检测:确认工件正确到位的防错措施;泄漏测试:汽车配件如缸盖、缸体的油道以及水道的在线测试等,控制泄漏件流入下道工序;随线检具直径测量:这在机加工自动线中镗孔及铰孔后的工位应用较广,达到100%控制不合格产品的出现;扭矩控制:汽车配件如很多螺栓固定的拧紧程度均通过扭矩枪来控制。
防错的五类方法和五大原则

防错的五类方法和五大原则--教你防错技术作者:佚名文章来源:本站原创点击数: 608 更新时间:2006-10-10 17:26:36一、有5种类型的错误防止方法:失效-安全装置(Fail-safe devices)、传感器放大(Magnification of senses)、冗余(Redundancy)、倒计数(Countdown)和特殊检验、控制装置(Special checking and control devices)。
介绍如下:1. 失效-安全装置(Fail-safe devices)互锁顺序(Interlooking sequences):保证在前一个操作顺利完成前,下一个操作不能开始;预警与中断(Alarm and cutoff):将在过程中出现法场情况时被激活;全部完成信号(All-clear signals):将在全部补救措施完成后被激活;防傻型工件夹紧装置(Foolproof):保证工作的一部分只能被固定在一个位置;限位机械装置(Limiting mechanisms):用来保证工具不能超过某一位置或数量。
2. 传感器放大(Magnification of senses)用来增强人的视觉、听觉、嗅觉、触觉、味觉和肌肉力量,如:光学放大、多重视觉和听觉信号、监控危险过程的遥控以及用图片代替文字等等。
3. 冗余(Redundancy):用作保证质量的附加措施。
多重确认码(Multiple-identify codes):例如防止产品混淆的条码和彩色码;冗余措施和批准(Redundant actions and approvals):需要两个人独立工作;审核评审和检查程序(Audit review and checking procedure):保证计划被跟踪;验证设计(Design for verification):利用特殊设计如:观察孔,来确定产品或过程是否在令人满意的执行;复合测试台(Multiple test stations):可检查很多特征,如出现在高速生产线上的特征。
CAD防错设计原则
CAD防错设计原则随着现代科技的发展和应用,越来越多的工程师和设计师开始使用CAD(Computer-Aided Design,计算机辅助设计)软件来进行产品设计和工程制图。
CAD软件的广泛应用使得设计过程更加高效和精确,但同时也带来一些潜在的错误和问题。
为了避免这些错误和问题的发生,我们需要了解CAD防错设计的原则。
1. 及时审查设计文件:在设计过程中及时审查设计文件是防止错误的重要措施。
工程师和设计师应定期检查设计文件,查看是否存在可能的错误或问题。
这包括审查尺寸、图层设置、单位系统等等。
通过定期审查设计文件,可以及时发现问题并进行修正,避免浪费时间和资源。
2. 确保标准符合:在使用CAD软件进行设计时,应确保所使用的标准符合相关行业要求。
不同行业可能有不同的设计标准,如建筑行业、机械行业等。
了解并遵循相关的标准要求,可以保证设计的准确性和合规性,避免不必要的问题和纠纷。
3. 制定适当的命名规范:在CAD软件中,命名规范是非常重要的。
合理的命名规范可以让设计文件更易于管理和维护。
命名规范应包括清晰的标识和描述,如图层名称、构件名称、文件名等。
通过合理的命名规范,可以快速定位和识别设计文件中的各个部分,提高工作效率。
4. 合理使用图层和构件:图层和构件是CAD设计中重要的元素,合理使用它们可以减少错误发生的可能性。
在使用图层时,应将不同类型的元素分别放置在不同的图层中,如文字、标注、几何图形等。
这样可以方便对不同元素进行控制和编辑。
在使用构件时,应选择合适的构件并正确地应用它们,以确保设计的准确性和可靠性。
5. 检查设计文件单位:单位是CAD设计中一个容易被忽视的要素,但却非常重要。
在开始设计之前,应该明确并设置好设计文件的单位系统。
如果单位设置不正确,将导致尺寸和比例的错误,进而产生制图上的问题。
因此,在设计过程中要定期检查并确认单位设置的准确性。
6. 保存设计文件的多个版本:在CAD设计中,保存设计文件的多个版本可以帮助我们防止错误发生后的无法恢复。
防错法的十大原理

防错法的十大原理
1. 现场反思原理:在错误发生后马上停下来反思原因,以避免再次犯同样的错误。
2. 预防原则:采取措施预防错误的发生,例如使用检查清单、安全设备等。
3. 多样性原则:采取多样化的措施来避免单一错误带来的严重后果。
4. 容错原则:设计或组织工作过程时,考虑到不可避免的人为错误,并采取措施使错误不会导致灾难性后果。
5. 学习原则:错误是学习的机会,将错误看作改进的契机,从中吸取教训,提高工作效率和质量。
6. 沟通原则:及时、准确地沟通信息,避免信息传递不畅引发的错误。
7. 数据原则:依靠可靠的数据和信息进行决策,避免凭直觉或个人推测导致的错误。
8. 简洁原则:简化复杂的过程和步骤,降低错误的发生率。
9. 标准化原则:建立明确的标准和程序,统一操作规范,避免由于操作差异带来的错误。
10. 持续改进原则:持续地改进工作过程和方法,以减少错误的发生和影响。
防错的模式、思路及原则

防错的模式、思路及原则一.防错模式1.失误防止观点。
对待失误防止有两种方式:传统的失误防止方式和POKA-YOKE的失误防止方式。
1)传统的失误防止方式在各种失误类型中,人为失误所占的比重很大,这是很多质量学者和公司管理层很早就认识到的,长期以来,被各大公司一直沿用的防止人为失误的主要措施是培训与处罚,即对作业者进行大量培训,管理人员要求作业者认真工作,对失误的作业者进行处罚。
通过培训确实可以避免相当一部分的人为失误,比如由于对过程/作业不熟悉、缺乏工作经验、缺乏适当的作业指导所导致的失误。
但由于人为疏忽、遗忘等所造成的失误却很难防止。
经长期以来的大量实践及质量学者研究发现,培训与处罚相结合的防错方式并不怎么成功。
2) POKA-YOKE的失误防止方式随着技术的发展和客户要求的提高,质量标准也越来越高,美国质量管理大师菲利浦。
克劳士比提出了质量“零缺陷”的理论,很快成为最新的质量标准,各优秀企业均以此为追求目标。
很明显,仅靠“培训和处罚”的传统防错方法所取得的改善效果与新的质量标准相去甚远。
为了适应新的质量标准,企业管理人员须杜绝失误,而要杜绝失误,须首先弄清楚产生失误的根本原因,然后针对原因采取对策。
日本丰田汽车公司的IE工程师SHIGEO通过长期研究,建立了一套新的防错模式——POKA-YOKE,其基本原理为:用一套设备或方法使作业者在作业时直接可以明显发现缺陷或使操作失误后不产生缺陷。
作业人员通过POKA-YOKE完成自我检查,失误会变得明白易见,同时,POKA-YOKE也保证了必须满足其设定要求,操作才可完成。
POKA-YOKE防错法具有如下特点:①全检产品但不增加作业者负担;②必须满足POKA-YOKE规定的操作要求,作业过程才能完成;③低成本;④实时发现失误,实时反馈。
通过对两类防错模式的比较可知,传统防错方式通过培训和惩罚解决了部分失误,而POKA-YOKE可以从根本上解决失误间题。
防错法五大思路

防错法五大思路
防错法是一种在作业过程中采用自动作用、报警、标识、分类等手段,使作业人员不特别注意也不会失误的方法。
防错法五大思路如下:
1.失效安全装置:互锁顺序、预警与中断、全部完成信号、防呆型工件夹紧
装置、限位机械装置。
2.传感器放大:视觉、嗅觉、听觉、触觉、味觉、肌肉力量。
3.冗余:多重确认码、冗余措施和批准、审核评审和检查程序、验证设计
等。
4.倒计数:组织读出数据和信息过程来让程序保持并行。
5.特殊检验,控制装置:如计算机检查信用账号,无效账号被拒绝,及时的
反馈被提供。
防误措施dxc
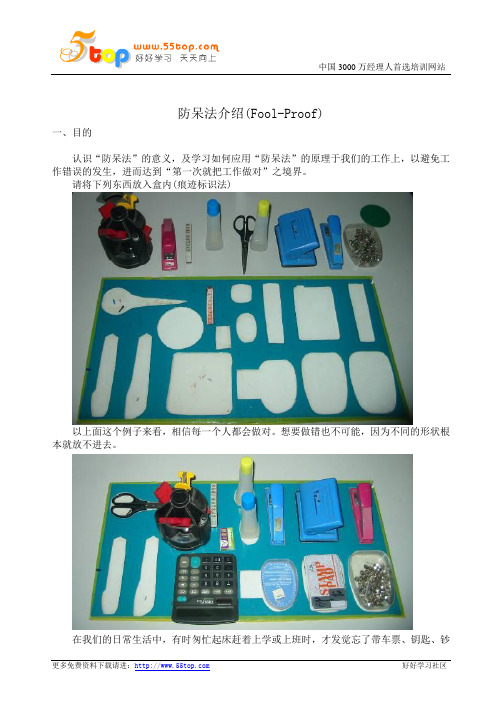
防呆法介绍(Fool-Proof)一、目的认识“防呆法”的意义,及学习如何应用“防呆法”的原理于我们的工作上,以避免工作错误的发生,进而达到“第一次就把工作做对”之境界。
请将下列东西放入盒内(痕迹标识法)以上面这个例子来看,相信每一个人都会做对。
想要做错也不可能,因为不同的形状根本就放不进去。
在我们的日常生活中,有时匆忙起床赶着上学或上班时,才发觉忘了带车票、钥匙、钞票、怎证件等等,这种忘记带东西的事,大家多少都经验过。
为了防止再次发生,有些人就养成一个良好的生活习惯,就是每晚睡前,将东西集中预放在床边或事先预放在隔天要穿的衣服或公事袋内。
所以一早起来只要顺手一拿或穿上衣服后,东西绝不会忘了带。
这个做法也是“防呆法“观念的延伸使用。
防呆法的意思简单地说就是如何去防止错误发生的方法。
通常人性的弱点总是在怪罪一件错误的发生,而较少去动脑筋想想如何去设计一些方法来避免错误的发生。
这也难怪,因为我们背负了历史的包袱那就是“人非圣贤,孰能无过”。
而事实上,许多人误解了这句话的意思,把它当做“做错事是正常应该有的现象”的负面意义。
事实上,这句话的积极意义是在鼓励吾人“不要怕改过,有了错误应该彻底检讨,努力改过向善”。
二、意义防呆法,其义即是防止呆笨的人做错事。
亦即,连愚笨的人也不会做错事的设计方法,故又称为愚巧法。
狭义:如何设计一个东西,使错误绝不会发生。
广义:如何设计一个东西,而使错误发生的机会减至最低的程度。
因此,更具体的说“防呆法”是:1.具有即使有人为疏忽也不会发生错误的构造──不需要注意力。
2.具有外行人来做也不会错的构造──不需要经验与直觉3具有不管是谁或在何时工作都不会出差错的构造──不需要专门知识与高度的技能。
三、功用1.积极:使任何的错误,绝不会发生。
2.消极:使错误发生的机会减至最低程度。
四、应用范围任何工作无论是在机械操作,产品使用上,以及文书处理上皆可应用到。
五、基本原则在进行“防呆法”时,有以下4原则可供参考:1.使作业的动作轻松难于观察、难拿、难动等作业即变得难做,变得易疲劳而发生失误。
【家庭教育】对孩子有效纠错五新鲜方案
【家庭教育】对孩子有效纠错五新鲜方案让孩子静坐在椅子上5分钟,或是命令他回到房间里不许出来。
当你认为孩子有必要为自己的错误受到处罚时,是不是首先会使用那种“面壁思过”的办法?但这个古老的方法并非永远有效,所以这里我们告诉你些更新的纠错方法。
不过请记住:管孩子是为了纠正他的不良行为,而不是让他痛苦或者难过。
纠错前,先给“错”一个定义为什么一定必须先表明犯罪行为错误的定义呢?是因为家长经常在辨认出孩子的错误之时,不是“口不择言”就是“?嗦而不得其所”,又或者因为不晓得必须如何直面而挑选了“躲避”。
孩子的生理、心理的发育决定了他们所犯的错和成年人的错误之间有明显的区别。
孩子们的错误基本可以分为两个方面,第一种是违反了提前被告知的规则,例如没有按照父母的要求大小便后要洗手,玩过玩具之后没有放回原位等等。
而这些要求和规则是父母或者老师已经告知孩子的。
第二种是好奇,因为自己所积累的经验不够而产生的“错误”行为。
如用颜料在墙上画画,跑得太快而摔跤。
这些是属于孩子对自己行为会产生的结果预估不足或者对危险性和破坏性不了解而导致的错误。
挑选最适宜的容错方式无论父母使用哪种管教方式,都应该事先给孩子解释清楚。
不要等到孩子一犯错,才开始管教,惩罚孩子。
如果没提前给孩子说清楚定的规矩是什么,哪些行为是将受到惩罚的,那么孩子就对不良行为没有任何认识和概念,也不知道大人对他行为的期望是什么。
而父母呢,一看到孩子的不良行为,就很有可能反应过激,从而使用较为严厉的惩罚方式对待孩子,不过,惩罚过于严厉,将很难坚持到底。
如果企图尝试一种代莱管教方式,即便它一已经开始并不起效,也必须秉持2个月看一看效果。
很多父母在尝试一种行政处罚方式的时候,如果采用几次,辨认出它对孩子并没效果,就可以转用其它的方式了。
事实上,总是转换相同的方式,其结果就是并使孩子明白如果自己秉持抵抗到底,父母最终可以认输,退出惩罚他了。
纠错前,你要先做的两件事■分析孩子的犯罪行为属何种类型的错误在没有造成危险的情况下,请家长先冷静5秒,分析孩子行为属于何种类型的错误。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
防错的五类方法和五大原则----教你防错技术防错的五类方法和五大原则--教你防错技术一、有5种类型的错误防止方法:——失效-安全装置(Fail-safe devices)——传感器放大(Magnification of senses)——冗余(Redundancy)——倒计数(Countdown)——特殊检验、控制装置(Special checking and control devices)1. 失效-安全装置(Fail-safe devices)互锁顺序(Interlooking sequences):保证在前一个操作顺利完成前,下一个操作不能开始;预警与中断(Alarm and cutoff):将在过程中出现法场情况时被激活;全部完成信号(All-clear signals):将在全部补救措施完成后被激活;防傻型工件夹紧装置(Foolproof):保证工作的一部分只能被固定在一个位置;限位机械装置(Limiting mechanisms):用来保证工具不能超过某一位置或数量。
2. 传感器放大(Magnification of senses)用来增强人的视觉、听觉、嗅觉、触觉、味觉和肌肉力量,如:光学放大、多重视觉和听觉信号、监控危险过程的遥控以及用图片代替文字等等。
3. 冗余(Redundancy):用作保证质量的附加措施。
多重确认码(Multiple-identify codes):例如防止产品混淆的条码和彩色码;冗余措施和批准(Redundant actions and approvals):需要两个人独立工作;审核评审和检查程序(Audit review and checking procedure):保证计划被跟踪;验证设计(Design for verification):利用特殊设计如:观察孔,来确定产品或过程是否在令人满意的执行;复合测试台(Multiple test stations):可检查很多特征,如出现在高速生产线上的特征。
4. 倒计数(Countdown)组织读出数据和信息过程来让错做程序保持并行,以便检查每一个步骤,如航天器发射,它还在手术操作和焊接中被有效应用。
5. 特殊检验、控制装置(Special checking and control devices)如计算机检查信用帐号,无效帐号被拒绝,及时的反馈被提供。
二、有5个错误防止原则:消除(Elimination):将可能错误消除在过程和产品被重新设计的过程中;替代(Replacement):是进入更可靠的过程的一个变更;简单化(Facilitation):将过程运行变的更简单化,也更可靠;检测(Detection):使错误在下一步操作前被发现;缓和(Mitigation):是将错误的影响降低到最低。
防错技术一、设备上的防错装置技术应用在汽车配件的制造过程中,设备上的防错装置技术应用主要有以下几类:(1)定性的防错通过图像识别技术,光电、限位、接近开关的逻辑控制技术等来完成防错——即时摄片比较:区分装配零件的方向是否正确;——传感器感应检测:机加工自动线根据不同产品型号的外形变化,传感器将感应到的信息反馈给后面的加工工序,使后面的工序调用对应的加工程序,实施相应的加工内容;——加工孔探测:在机加工线中的钻孔或攻丝后的工位,对加工孔的断刀检测及切屑冲洗;——硬靠山:认准工件的前后流向,如在缸体加工自动线的进料口,利用缸体前后端面的宽度差异,设定硬靠山,保证缸体进入机加工线时前端面流向在前——硬探头:检测零件的不同型号,实施不同的装配或加工工艺,如用探头探测零件的外形,实施不同的装配,如硬探头探测缸孔,区分3.0L或3.4L缸体;——导向挡块:区分零件的输送导向;——光栅防错:通过光栅的检测控制,达到工件是否摆放到位——夹具防错:控制装配零件在夹具上的摆放是否到位来防错。
(2)定量的防错通过测量探头感应或经过气电转换的测量技术(气体流量转换成电量)来达到防错的目的,如:红宝石探头探测数据反馈:通过红宝石探头探测已压装气门座圈的内径来区别零件是3.0L 还是3.1L汽车配件的缸盖;BTS刀具长度检测:CNC加工中心刀具检测可防止错误长度的刀具安装在刀库中,防止加工过程中的断刀现象,减少加工首件或加工过程中的废品出现;定位面气孔压力检测:确认工件正确到位的防错措施;泄漏测试:汽车配件如缸盖、缸体的油道以及水道的在线测试等,控制泄漏件流入下道工序;随线检具直径测量:这在机加工自动线中镗孔及铰孔后的工位应用较广,达到100%控制不合格产品的出现;扭矩控制:汽车配件如很多螺栓固定的拧紧程度均通过扭矩枪来控制。
(3)颤动功能的防错通过颤动机的颤动,使零件随着不断的颤动并输送至判别零件的方向正确与否处,只有零件处于正确的位置方向时,才能进入送料轨道;位置方向错误的零件则掉入零件颤动料箱里,从而达到预防零件的进给方向错误,避免工件报废的目的,如:缸体凸轮轴衬套的方向验证,防止衬套压反;缸体水道闷盖的压装方向防错等。
二、物料防错工件盛放器具的防错:加工完成的产品盛放实施防错技术,有方向性地定置摆放,预防工件相互碰撞,保证加工零件的表面质量;色标防错:装配区域零件的盛放料架,使用色标防错。
三、人工防错(1)建立标准的操作SOS:如加工过程中的成品、待制品、待处理品、料废、工废等下线零件必须马上按照各类零件的处理规范挂上不同颜色的识别标签(见图9),刀具设定正常使用耐用度,防错装置建立TPM、PM维护保养制度等;(2)刀具安装防错:操作工按照刀具换刀规范进行调刀,如核对刀具号、长度类刀具进行长短比较等,预防出现由调刀中的差错造成的不合格零件;(3)工件目检、测量防错:操作工按照检验频次目检、测量工件加工中及毛坯本身存在的缺陷,把不合格工件剔除出来,在本工位上使其离线。
防错技术的等级根据防错的效果,防错技术可分为如下三个等级:(1)不制造缺陷的防错,即不可能制造出坏零件,可能损坏的零件数为零;(2)不传递缺陷的防错,即不可能将坏零件传递到下一工位;(3)不接受缺陷的防错,即后续工位不接受坏零件.防错技术的理想状态是不制造缺陷的防错,这是最主动、最经济、可预见并防止错误的控制技术。
如加工前的探头探测、导向限位、传感器感应等的防错就能达到不制造缺陷的目标。
但是由于可能出现的缺陷或造成的原因不同及机床功能布局等原因,因此避免不了采用其他两种不传递缺陷的防错和不接受缺陷的防错的防错技术,这也是最被动、最昂贵的防错措施。
CNC加工中心及机加工自动线钻孔工位在本工位对刀具加工后的断刀检测,能达到不传递缺陷的目标;自动线中的钻孔、攻丝加工后面的探测工位的探测防错就只能达到不接受缺陷的目标。
防错装置的验证使用新的防错装置时,必须进行功能准确率的验证,预防差错率。
只有通过PPAP(生产件批准程序)方式的验证,方可使用。
防错系统的验证防错系统的正常运作是实施、验证、维护的过程,在其应用中必须保证:(1)确认防错系统运转正常实际生产中,对防错装置必须进行定期的维护与验证。
如:缸体、缸盖的泄漏量检测,对泄漏测试机每天必须进行工件的泄漏量核定与验证;同样,生产线的各种防错装置均需进行定期的维护验证,确认防错功能正确运作。
(2)确认人为因素处于受控状态对防错系统的验证过程,验证检查记录必须存档,如有差错必须采取必要的措施进行规范的修正;实施防错验证的操作工必须确保操作工经过培训并且培训内容记录已存档;保证防错系统达到预期的检验能力,验证流程有效地按照计划处于受控状态解读丰田生产模式(TPS)通过此次赴日对丰田叉车日本总部的参观考察,笔者对这一在全世界广受瞩目的生产模式有了更进一步的了解与认识,在此愿提出来与大家共享。
丰田生产模式(ToyotaProductionSystemTPS)对国内读者来说并不陌生,它产生于日本丰田公司,是“为实现企业对员工、社会和产品负责的目的,以彻底杜绝浪费的思想为目标,在连续改善的基础上,采用准时化与自动化方式与方法,追求制造产品合理性的一种生产方式”。
通过此次赴日对丰田叉车日本总部的参观考察,笔者对这一在全世界广受瞩目的生产模式有了更进一步的了解与认识,在此愿提出来与大家共享。
一、丰田生产模式(TPS)源自丰田的基本理念要解读丰田生产模式(TPS),首先得对丰田的基本理念有一个了解。
丰田的基本理念是:“为客户提供更好的产品”。
在这里,“更好的产品”包含了两层意思,一是要“提供给客户高品质的产品”;二是要以“满意的价格”为客户提供产品。
为了确保实现以上两点,丰田公司在生产中便采取了一系列措施,从而形成了现今我们所熟知的丰田生产模式(TPS)。
其采取的措施主要包括以下两点;一是采用不使次品流入到下一个流程的系统,各个流程均保证产品质量,从而保证得到高品质的产品。
二是通过不断改善(排除不必要的程序),以降低产品成本,确保产品拥有一个顾客满意的价格。
这两点可以说便是丰田生产模式(TPS)的精髓之所在。
二、全面质量管理,确保丰田产品的高品质如何做到不使次品流入到下一个流程,从而确保丰田产品的品质?丰田公司采用了全面质量管理(TQM),它强调质量是生产出来的而非检验出来的,由生产中的质量管理来保证产品的最终品质。
在每道工序进行时均注意质量的检测与控制,保证及时发现质量问题,培养每位员工的质量意识。
如果发现问题,立即停止生产,直到解决,从而保证不出现对不合格产品的失效加工和有问题产品流入下一个流程。
三、彻底排除不必要的流程,提高效率,增加利润至于上面谈到的第二点,丰田公司则是通过不断地改善措施(TPS所说的“改善”就是发现每个流程中不必要的存在,TPS认为发现不了不必要的流程比不必要流程的存在更成问题),彻底地排除生产中的不必要的流程,消除生产中的一切浪费,以实现成本的最低化,从而确保产品的合适价格,并最终达到企业利润的最大化。
1、TPS对利润的理解利润=(售价一成本)×数量根据以上公式可知,企业要增加利润可以采取以下几种途径:一是提高产品售价。
这种方法在多数情况下是行不通的,因为一旦产品售价超过市场价格,将难以销售出去。
二是增加产品数量。
产品数量的增加也是有限的,它受到市场容量的限制。
第三就是降低产品成本,通过不断地降低成本来增加利润。
丰田公司除了通过采取各种措施(如和其它公司差别化,创造出自已独特风格的产品、强化零售店、人才育成等)扩大需求,从而尽力增加产品数量外,再就是将重点放在了追求成本降低上,通过彻底地排除在生产、运输、回收过程中不必要的流程来降低成本,从而增加利润。
2、产品成本分析产品成本依制造方法和运输方式等不同而有所改变,但大致可以分为两部分。
一部分是每个企业均相同的成本,如材料成本、零部件的单价、能源单价、劳动单价、设备费折旧等。