BQB416-2009 烘烤硬化钢
BQB312-2009-冷成形用先进高强度热连轧钢板及钢带

4 分类和代号 4.1 钢板及钢带的牌号、钢种类型、公称厚度、用途及产品类别如表 1 所示。
表1
牌号
钢种类型
公称厚度 mm
≥590
24
0.19
BR450/780TR
≥450
≥780
20
0.15
a 拉伸试验试样为纵向试样。
b n值是在 10%~20%应变范围内计算得到的。当均匀伸长率小于 20%时,其应变范围为 10%至均匀伸长结束;当均
匀伸长率小于 10%时,其应变范围为 5%至均匀伸长结束。
c屈服现象不明显时,采用Rp0.2。
得有分层。对酸洗表面的钢板及钢带不得有停车斑。
7.6.2 钢板及钢带按表面质量分为二级,如表 8 所示。
表8
级别
适用的表面处理方式
特征
普通级表面(FA)
轧制表面 酸洗表面
表面允许有深度(或高度)不超过钢板厚度公差 之半的麻点、凹面、划痕等轻微、局部的缺欠,但应 保证钢板及钢带允许的最小厚度。
较高级表面(FB)
用途
产品类别
BR330/580DP、BR450/780DP BR400/590TR、BR450/780TR BR300/450HE、BR440/580HE、
BR600/780HE BR900/1200MS BR650/780CP、BR720/950CP
双相钢 相变诱导塑性钢
高扩孔率钢
马氏体钢 复相钢
表5
牌号 BR300/450HE
下屈服强度b,c MPa
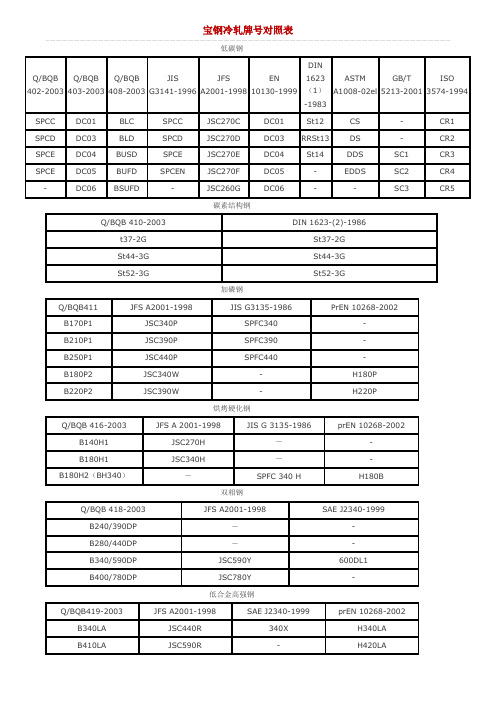
冷轧产品对照表DC01

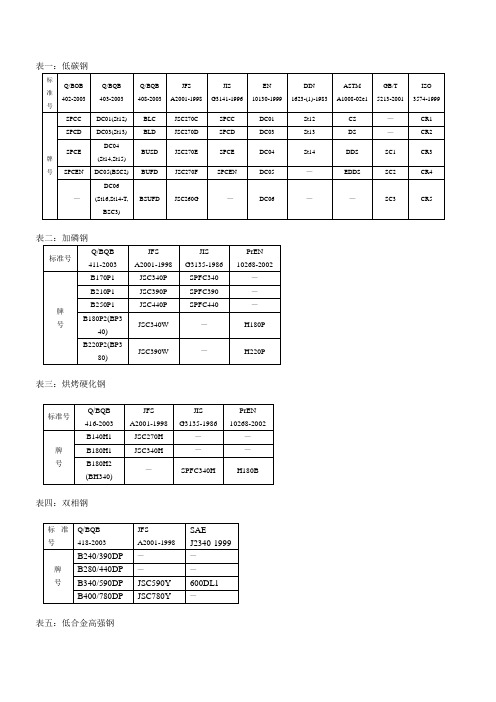
冷轧产品相近牌号对照表 低碳钢Q/BQB 402-2003Q/BQB403-2003Q/BQB408-2003JISG3141-1996JFSA2001-1998EN10130-1999DIN1623(1)-1983ASTMA1008-02elGB/T5213-2001ISO3574-1994SPCC DC01BLC SPCC JSC270C DC01St12CS-CR1 SPCD DC03BLD SPCD JSC270D DC03RRSt13DS-CR2 SPCE DC04BUSD SPCE JSC270E DC04St14DDS SC1CR3 SPCE DC05BUFD SPCEN JSC270F DC05-EDDS SC2CR4 -DC06BSUFD-JSC260G DC06--SC3CR5碳素结构钢Q/BQB 410-2003DIN 1623-(2)-1986t37-2G St37-2GSt44-3G St44-3GSt52-3G St52-3G加磷钢Q/BQB411JFS A2001-1998JIS G3135-1986PrEN 10268-2002B170P1JSC340P SPFC340-B210P1JSC390P SPFC390-B250P1JSC440P SPFC440-B180P2JSC340W-H180PB220P2JSC390W-H220P烘烤硬化钢Q/BQB 416-2003JFS A 2001-1998JIS G 3135-1986prEN 10268-2002B140H1JSC270H- -B180H1JSC340H- -B180H2(BH340) - SPFC 340 H H180B双相钢Q/BQB 418-2003JFS A2001-1998SAE J2340-1999B240/390DP- -B280/440DP- -B340/590DP JSC590Y600DL1B400/780DP JSC780Y-低合金高强钢Q/BQB419-2003JFS A2001-1998SAE J2340-1999 B340LA JSC440R340XB410LA JSC590R-Q/BQB419-2003JFS A2001-1998SAE J2340-1999冷轧供货标准及牌号材料类别 宝钢企业标准 牌号 说明冷轧碳素钢 Q/BQB402 BZJ491SPCC一般用 SPCD冲压用 SPCE、SPCEN深冲用冷轧低碳钢 Q/BQB403 BZJ492DC01一般用 DC03冲压用 DC04深冲用 DC05特深冲用 DC06超深冲用冷轧冲压用钢 Q/BQB408BLC一般用 BLD冲压用 BUSD深冲用 BUFD特深冲用 BSUFD超深冲用冷轧碳素结构钢 Q/BQB410St37-2G结构件St44-3G结构件St52-3G结构件、加强件加磷高强钢 Q/BQB411B170P1冲压用 B210P1一般用 B250P1结构用 B180P2一般用 B220P2结构用烘烤硬化高强钢 Q/BQB416B140H1深冲压用 B180H1冲压用 B180H2冲压用双相高强钢 Q/BQB418B240 /390DP结构件B280/440 DP结构件、加强件B340/590 DP结构件、加强件 B400/780DP加强件、防撞件低合金高强钢 Q/BQB419B340LA结构件B410 LA结构件、加强件包装用钢带 Q/BQB460REG700 普通捆带 EXT800高强度捆带 EXT900ULT1000超高强度捆带 ULT1250搪瓷用钢 Q/BQB461BTC1深冲用 BTC3一般用造币用冷连轧钢带 Q/BQB462BZB制造镀镍硬币钢芯 材料类别 宝钢企业标准 牌号 说明彩色显像管用钢带 Q/BQB470SPCCCK彩色显像管荫罩框架用钢带BCK-1BCK-2汽车零配件用钢 BZJ463B320LW汽车车轮用钢B360LWB440QZ汽车传动轴用钢B350JL轿车离合器St12G轿车支架St14J轿车付支架BMCP84汽车离合器摩擦片用钢 Stl2Q汽车底盘用钢Stl2Q1高耐候性钢 BZJ464B400NQ用于制造车辆、集装箱、门窗、冷弯型钢及其他构件B450NQB460NQB500NQ药芯焊丝用钢 BZJ465St15-T药芯焊丝用钢家电面板用钢 BZJ471BLC-JD1喷涂用洗衣机外板 BLC-JD2喷涂用冰柜外板 BLC-JD3喷涂用冰箱侧板 BLD-JD1覆膜用A类冰箱面板 BLD-JD2BLD-JD3覆膜用B类冰箱面板碳素及低碳轧硬钢卷 BZJ493CDCM-SPCC碳素及低碳轧硬钢卷 CDCM-SPCDCDCM-SPCE、CDCM-SPCENCDCM-DC01CDCM-DC03CDCM-DC04焊管用钢 BZJ494BHG1单层焊管 BHG2双层焊管电池用钢 BZJ495BDCK用于生产电池钢壳。
宝钢企业标准讲解

二者没有必然的联系,根据材料和工艺不同而不同。
屈服强度就是材料进入屈服阶段的临界应力,材料过了屈服阶段后还会出现一个强化阶段,然后才断裂,而拉伸强度指的就是那个开始出现明显的颈缩的临界值。
简单的理解,一旦应力超过拉伸强度,材料就会断裂,而应力超过屈服强度,只会导致材料发生塑性变形,而不一定会断裂。
拉伸强度一般由材料直接决定,而屈服强度除材料外,还可以利用加工工艺做一定的提高。
所有二者之间是没有什么换算关系的,二者多是材料的基本性能参数,多是需要靠实验测量的。
宝钢企业标准(一)冷连轧碳素钢板、钢带(二)冷连轧低碳钢板及钢带宝钢标准:Q/BQB402-2003宝钢标准:Q/BQB403-20031、分类、代号:一般用SPCC一般用DCO1(St12)冲压用SPCD冲压用DCO3(St13)深冲用SPCE、SPCN深冲用DCO4(St14、St15)特深冲用DCO5(BSC2)超深冲用DCO6(St16、St14-T、BSC3)2、表面质量代号:较高级精整表面FB(O3)较高级精整表面FB(O3)高级精整表面FC(O4)高级精整表面FC(O4)超高级精整表面FD(O5)超高级精整表面FD(O5)3、表面结构代号:光亮表面B光亮表面B麻面D麻面D4、热处理代号:退火+平整S1/8硬质81/4硬质4硬质15、标记示例:标准号;Q/BQB402-2003Q/BQB403-2003牌号:SPCC DCO5表面质量:FB(较高级精整)FC(高级精整)表面结构:D(麻面)B(光亮表面)厚度:1.5 1.5规格:1000×20001000×2000Q/BQB402-2003SPCC–FB Q/BQB403-2003DCO5–FC-B -1.5×1000×2000-1.5×1000×2000表1-1冷连轧碳素钢板、钢带(Q/BQB402-2003)化学成分表1-2冷连轧碳素钢板、钢带(Q/BQB402-2003)力学性能表1-2冷连轧碳素钢板、钢带(Q/BQB402-2003)硬度表2-1冷连轧低碳钢板及钢带(Q/BQB403-2003)化学成分表2-2冷连轧低碳钢板及钢带(Q/BQB403-2003)力学性能表2-3与Q/BQB403-2003标准相近钢板、钢带对照表(三)加磷高强钢板及钢带(四)烘烤硬化高强钢板及钢带宝钢标准:Q/BQB411-2003宝钢标准:Q/BQ B416-20031、分类、代号:冲压用B170P1深冲压用B140H1一般用B210P1冲压用B180H1结构用B250P1冲压用B180H2(BH340)一般用B180P2(BP340)结构用B220P2(BP380)注:1)B170P1、B210P1、B250P1注:1)B140H1、B180H1为超低碳钢为超低碳钢2)B180P2(BP340)B220P2(BP380)2)B180H2为低碳钢为低碳钢3)BP340、BP380用到05年底3)BH340用到05年底2、表面质量代号:较高级精整表面FB(O3)较高级精整表面FB(O3)高级精整表面FC(O4)高级精整表面FC(O4)超高级精整表面FD(O5)超高级精整表面FD(O5)3、表面结构代号:光亮表面B光亮表面B麻面D麻面D表3-1加磷高强钢板、钢带(Q/BQB411-2003)化学成分表3-2加磷高强钢板、钢带(Q/BQB411-2003)力学性能续表3-2加磷高强钢板、钢带(Q/BQB411-2003)力学性能表3-3与Q/BQB411-2003标准牌号相近钢板、钢带对照表表4-1烘烤硬化高强钢板、钢带(Q/BQB416-2003)化学成分表4-2烘烤硬化高强钢板、钢带(Q/BQB416-2003)力学性能表4-2与Q/BQB416-2003标准牌号相近钢板、钢带对照表(五)双相高强钢板、钢带(六)低合金钢板及钢带宝钢标准:Q/BOB418-2003宝钢标准:Q/BQB419-2003 1、分类、代号:结构件B240/390DP结构件B340LA 结构件、加强件B280/440DP结构件、加强件B340LA结构件、加强件B340/590DP加强件、防撞件B400/780DP2、表面质量代号:较高级精整表面FB(O3)较高级精整表面FB(O3)高级精整表面FC(O4)高级精整表面FC(O4)表5-1双相高强钢板、钢带(Q/BOB418-2003)化学成分表5-2双相高强钢板、钢带(Q/BOB418-2003)力学性能表5-3与(Q/BOB418-2003)标准相近钢板、钢带对照表表6-1低合金钢板、钢带强钢板、钢带(Q/BOB419-2003)化学成分表6-2低合金钢板、钢带强钢板、钢带(Q/BOB419-2003)力学性能表6-3与(Q/BOB419-2003)标准相近钢板、钢带对照表(七)冲压用冷连轧碳素钢板、钢带(八)冷连轧低碳钢板及钢带宝钢标准:Q/BQB408-2003宝钢标准:Q/BQB403-20031、分类、代号:一般用BLC一般用DCO1(St12)冲压用BLD冲压用DCO3(St13)深冲用BUSD深冲用DCO4(St14、St15)特深冲用BUFD特深冲用DCO5(BSC2)超深冲用BSUFD超深冲用2、表面质量代号:较高级精整表面FB(O3)较高级精整表面FB(O3)高级精整表面FC(O4)高级精整表面FC(O4)超高级精整表面FD(O5)超高级精整表面FD(O5)3、表面结构代号:光亮表面B光亮表面B麻面D麻面D表7-1冲压用冷连轧碳素钢板、钢带(Q/BQB408-2003)化学成分表7-2冲压用冷连轧碳素钢板、钢带(Q/BQB408-2003)力学性能表7-3与(Q/BOB408-2003)标准相近钢板、钢带对照表。
Q-BQB_420-2009热镀锌钢板宝钢

HC250/450DPD+Z,HC250/450DPD+ZF
HC300/500DPD+Z,HC300/500DPD+ZF
HC280/590DPD+Z, HC280/590DPD+ZF HC340/590DPD+Z, HC340/590DPD+ZF
B340/590DPD+Z, B340/590DPD+ZF
宝山钢铁股份有限公司企业标准
连续热镀锌/锌铁合金镀层钢板及钢带
Q/BQB 420-2009
代替 Q/BQB 420-2003、BZJ 421-2005、BZJ 422-2007
1 范围 本标准规定了连续热镀锌/锌铁合金镀层钢板及钢带(以下简称钢板及钢带)的术语和定 义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
HC500/780CPD+Z, HC500/780CPD+ZF
HC700/980CPD+Z, HC700/980CPD+ZF HD620/750CPD+Z, HD620/750CPD+ZF
复相钢
HD680/780CPD+Z, HD680/780CPD+ZF
HD720/950CPD+Z, HD720/950CPD+ZF
双相钢
HC420/780DPD+Z, HC420/780DPD+ZF
HC550/980DPD+Z
HC380/590TRD+Z, HC380/590TRD+ZF HC400/690TRD+Z, HC400/690TRD+ZF
相变诱导塑性钢
常用宝钢钢材标准

常用宝钢钢材标准一、无间隙原子高强度冷连轧钢板及钢带(Q/BQB 413-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.50mm~2.50mm的无间隙原子高强度冷连轧钢板及钢带。
通过控制钢中的化学成分来改善钢的塑性应变比(r值)和应变硬化指数(n 值)。
由于钢中元素的固溶强化和无间隙原子的微观结构,这种钢既具有高强度,又具有非常好的冷成型性能,通常用来制作需要深冲压的复杂部件。
钢板及钢带按用途区分应符合下表的规定。
二、加磷高强度冷连轧钢板及钢带(Q/BQB 411-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.50mm~2.5mm的加磷高强度冷连轧钢板及钢带(以下简称钢板及钢带)。
在低碳钢或超低碳钢中,主要通过添加最大不超过0.12%的磷等固溶强化元素来提高钢强度。
这种钢具有高强度和良好的冷成形性能,且具备良好的耐冲击和抗疲劳性能,通常用于汽车覆盖件和结构件制作。
钢板及钢带按用途区分应符合下表的规定。
三、冷连轧低碳钢板及钢带(Q/BQB 403-2009)等同于GB/T5213-20008冷轧低碳钢板及钢带本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧低碳钢板及钢带钢板及钢带按用途区分应符合下表的规定室温储存条件下,对于表面质量要求为FC和FD的钢板及钢带,拉伸应变痕应符合下表的规定。
钢板及钢带各表面质量级别的特征应符合下表的规定。
四、冷连轧碳素钢板及钢带(Q/BQB 402-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧碳素钢板及钢带钢板及钢带按用途区分应符合下表的规定室温储存条件下,对于表面质量级别为FC和FD,并以退火及平整状态交货的钢板及钢带,拉伸应变痕应符合下表的规定。
五、冲压用冷连轧钢板及钢带(Q/BQB 408-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.30mm~3.5mm的冲压用冷连轧钢板及钢带(以下简称钢板及钢带)钢板及钢带按用途区分应符合表1的规定室温储存条件下,对于表面质量要求为FC和FD的钢板及钢带,拉伸应变痕应符合下表的规定本标准牌号与国内外标准牌号的近似对照表六、烘烤硬化高强度冷连轧钢板及钢带(Q/BQB 416-2009)本标准适用于宝山钢铁股份有限公司生产的厚度为0.50mm~2.5mm的烘烤硬化高强度冷连轧钢板及钢带(以下简称钢板及钢带)在钢中保留一定量的固溶碳、氮原子,同时可通过添加磷、锰等强化元素来提高强度。
BQB417-2009相变诱导塑性钢(发布稿)
宝山钢铁股份有限公司企业标准相变诱导塑性高强度冷连轧钢板及钢带Q/BQB417-20091 范围本标准规定了冷成形用相变诱导塑性冷连轧钢板及钢带(以下简称钢板及钢带)的尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.50mm~2.3mm的冷成形用相变诱导塑性冷连轧钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 5028-2008 金属材料薄板和薄带拉伸应变硬化指数(n值)的测定GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB400 冷轧产品的包装、标志及检验文件Q/BQB401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 术语和定义3.1 相变诱导塑性钢transformation induced plasticity steels(TR)钢的显微组织为铁素体、贝氏体和残余奥氏体,其中,残余奥氏体的含量不少于5%。
钢板及钢带常用牌号对照
SM490YB
Q/ASB271-2009
S20C S35C S45C
Q/ASB271-2009 SPHT1 SPHT2 SPHT3
Q/ASB275-2008 SAPH310 SAPH370 SAPH400 SAPH440
Q/ASB275-2008 QStE340TM QStE380TM QStE420TM QStE460TM QStE500TM
Q/ASB273-2005 HP295,SG295
550L
GB/T20887.1—2007 HR270F HR315F HR355F HR380F HR420F HR460F HR500F HR550F HR600F HR650F HR700F
GB/T20887.2~5—2007
HR330/580DP HR450/780DP HR400/590TR HR450/780TR HR300/450HE HR440/580HE HR600/780HE HR900/1200MS HR1050/1400MS
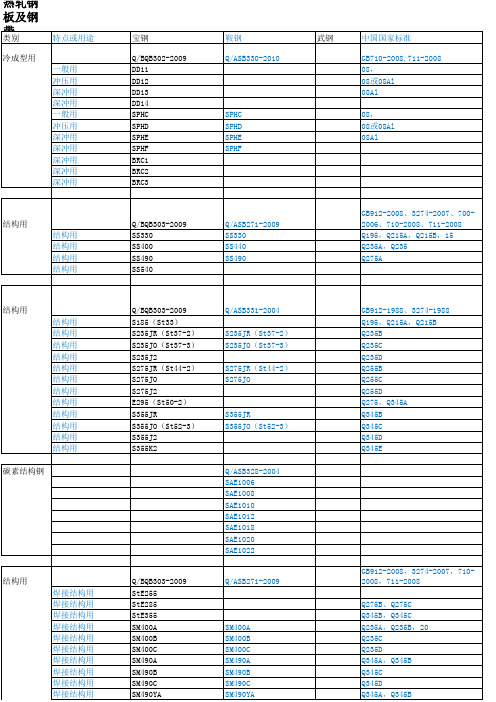
热轧钢 板及钢 带
类别
特点或用途
冷成型用
一般用 冲压用 深冲用 深冲用 一般用 冲压用 深冲用 深冲用 深冲用 深冲用 深冲用
结构用
结构用 结构用 结构用 结构用
结构用
结构用 结构用 结构用 结构用 结构用 结构用 结构用 结构用 结构用 结构用 结构用 结构用
碳素结构钢
结构用
焊接结构用 焊接结构用 焊接结构用 焊接结构用 焊接结构用 焊接结构用 焊接结构用 焊接结构用 焊接结构用 焊接结构用
Q/ASB311-2009(2006) SPCC SPCD SPCE SPCF(SPCEN) SPCG
宝钢冷轧牌号对照表
低碳钢碳素结构钢加磷钢烘烤硬化钢双相钢低合金高强钢碳素结构钢化学成分和力学性能行業數據 2009-07-08 19:27 阅读60 评论0字号:大中小根据GB 70O一881 牌号和化学成分1.1 钢的牌号和化学成分(熔炼分析)应符合表1规定。
表1注:1)Q235A、B级沸腾钢锰含量上限为0.60%。
1.1.1 沸腾钢硅含量不大于0.07%;半镇静钢硅含量不大于0.17%;镇静钢硅含量下限值为0.12%1.1.2 D级钢应含有足够的形成细晶粒结构的元素,例如钢中酸溶铝含量不小于0.015%或全铝含量不小于0.020%。
1.1.3 钢中残余元素铬、镍、铜含量应各不大于0.30%,氧气转炉钢的氮含量应不大于0.008%。
如供方能保证,均可不做分析。
经需方同意.A级钢的铜含量。
可不大于0.35%。
此时.供方应做铜含量的分析.并在质量证明书中注明其含量。
1.1.4 钢中砷的残余含量应不大于0.080%。
用含砷矿冶炼生铁所冶炼的钢。
砷含量由供需双方协议规定。
如原料中没有含砷.对钢中的砷含量可以不做分析。
1.1.5在保证钢材力学性能符合本标准规定情况下,各牌号A级钢的碳、碓锰含量和各牌号其他等级钢碳、锰含量下限可以不作为交货条件,但其含量(熔炼分析)应在质量证明书中注明。
1.1.6 存供直商品钢锭(包括连铸坯)、钢坯时,供方应保证化学成分(熔炼分析)符合表1规定·但为保证轧制钢材各项性能;={=合本标准要求.各牌号A、B级钢的化学成分可以根据需方要求进行适当j周整.另订协议。
1.2 成品钢材、商品钢坯的化学成分允许偏差应符合GB 222中表1的规定。
沸腾钢成品钢材和商品钢坯化学成分偏差不作保证。
5.2 冶炼方法钢由氧气转炉、平炉或电炉冶炼.除非需方有特殊要求,并在合同中注明,冶炼方法一般由供方自仃:臭定。
2力学性能钢材的拉伸和冲击试验应符合表2规定,弯曲试验应符合表3规定。
表2表3注:B试样宽度.a为钢材厚度(直径)。
QBQB 416—2003烘烤硬化高强度冷连轧钢板及钢带

如需选用高级不平度精度PF·B、不切边的边缘状态EM和光亮表面B,应将相应代号放入标记中。
名称
钢板
当选用高级不平度精度、光亮表面时:
钢板
适用的典型零部件:
宝钢企业标准钢板、钢带(冷轧部分)——烘烤硬化高强度冷连轧钢板及钢带
Q/BQB 401—2003
(代替Q/BQB 401
—1999)
1、尺寸精度
普通厚度精度PT·A;
高级厚度精度PT·B。
(尺寸精度不标注时按PT·A供货)。
2、表面质量
较高级的精整表面FB(O3);
高级的精整表面FC(O4);
超高级的精整表面FD(O5)。
(表面质量不标注时按FB级供货)。
3、说明事项
序
号
材料类别
牌号(用途)号
有关规定
标记示例
6
烘烤硬化高强度冷连轧钢板及钢带
B140H1(深冲压用)、
B180H1(冲压用)、B180H2(冲压用)
Q/BQB 416—2003(代替Q/BQB 409—1999、BZJ 416—1999)
0.65、0.70、0.75、0.80、0.90、1.00、1.10、1.20、1.30、1.40、1.50、1.60
宝钢彩色涂层钢板及钢带BQB440-2009
宝山钢铁股份有限公司企业标准彩色涂层钢板及钢带(Q/BQB 440-2009 代替Q/BQB 440-2003、Q/BQB445—2004、BZJ446—2006)1 范围本标准规定了彩色涂层钢板及钢带(以下简称彩涂板)的术语和定义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志和检验文件等。
本标准适用于宝山钢铁股份有限公司生产的,厚度为0。
22mm~2.0mm的建筑用彩涂板,家电、家具、钢窗等行业也可参照使用.2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本.凡是不注日期的引用文件,其最新版本适用于本标准.GB/T 1766-1995 色漆和清漆涂层老化的评级方法GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 13448—2006 彩色涂层钢板及钢带试验方法GB/T 15957-1995 大气环境腐蚀性分类GB/T 19292.1-2003 金属和合金的腐蚀大气腐蚀性分类Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 420 连续热镀锌/锌铁合金钢板及钢带Q/BQB 425 连续热镀铝锌合金钢板及钢带Q/BQB 430 连续电镀锌钢板及钢带3 术语和定义3。
1彩涂板prepainted steel sheet在经过表面预处理的基板上连续涂覆有机涂料(正面至少为二层),然后进行烘烤固化而成的产品.3。
2 基板steel substrate用于涂覆涂料的钢带。
3。
3正面top side通常指彩涂板两个表面中对颜色、涂层性能、表面质量等有较高要求的一面。
以卷状交货时,通常指彩涂钢卷的外面。
3.4反面bottom side彩涂板相对于正面的另一个表面。
3。
5建筑外用building exterior applications主要受建筑外部大气环境影响的用途.3.6建筑内用building interior applications主要受建筑内部气氛影响的用途。
宝钢冷轧产品相近国内外牌号对照表

H420LA
热镀锌表一:低碳钢
标准号
Q/BQB 420-2003
EN 10142-2000
JIS G3302-1994(Z)
JFS A3011-1998(ZF)
ASTM A653M-02a
牌
号
DC51D+Z (St01Z,St02Z,St03Z) DC51D+ZF
DX51D+Z,+ZF
SGCC
JAC270C
JFS
A3021-1998(Z)
JFS
A3041-1998(ZN)
PrEN
10268-2002(基板)
牌
号
B240/390DPE+Z
-------
-------
-------
B240/390DPE+ZN
-------
-------
-------
B280/440DPE+Z
-------
-------
-------
牌号
SPCC
DC01(St12)
BLC
JSC270C
SPCC
DC01
St12
CS
—
CR1
SPCD
DC03(St13)
BLD
JSC270D
SPCD
DC03
St13
DS
—
CR2
SPCE
DC04 (St14,St15)
BUSD
JSC270E
CE
DC04
St14
DDS
SC1
CR3
SPCEN
DC05(BSC2)
表一:低碳钢
标准号
Q/BOB 402-2003
BQB415-2009马氏体钢
3
Q/BQB 415-2009 附录 A (资料性附录) 本标准牌号与国内外标准牌号的近似对照表 表 A.1
Q/BQB 415-2009 HC500/780MS HC700/900MS HC700/980MS HC860/1100MS HC950/1180MS HC1030/1300MS HC1150/1400MS HC1200/1500MS SAE J2340-1999 800 M 900 M 1000 M 1100 M 1200 M 1300 M 1400 M 1500 M SAE J2745-2007 MS 900T/700Y MS 1100T/860Y MS 1300T/1030Y MS 1500T/1200Y GMW 3399-2008 CR 780T/500Y-MS CR 900T/700Y-MS CR 980T/700Y-MS CR 1100T/860Y-MS CR 1300T/1030Y-MS CR 1500T/1200Y-MS
附加说明: 本标准参考 SAE J2745-2007,SAE J2340-1999,GMW3399-2008 编制。 本标准的附录 A 为资料性附录。 本标准由宝山钢铁股份有限公司技术质量部提出。 本标准由宝山钢铁股份有限公司技术质量部起草。 本标准起草人 孙忠明。 本标准为首次发布。
4
宝山钢铁股份有限公司企业标准
马氏体高强度冷连轧钢板及钢带
Q/BQB 415-2009 1 范围 本标准规定了马氏体高强度冷连轧钢板及钢带的术语和定义、分类和代号、尺寸、外形、重 量、技术要求、检验和试验、包装、标志及检验文件等。 本标准适用宝山钢铁股份有限公司生产的厚度为 0.50mm~2.1mm 的马氏体高强度冷连 轧钢板及钢带(以下简称钢板及钢带)。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。 凡是注日期的引用文件, 其随后 所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最新版本。 凡是不注日期的引用文件, 其最新版本 适用于本标准。 GB/T 222-2006 钢的成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T 228-2002 金属材料 室温拉伸试验方法 GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备 GB/T 4336-2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规 法) GB/T 8170-2008 数值修约规则与极限数值的表示和判定 GB/T 20066-2006 钢和铁 化学成分测定用试样的取样和制样方法 GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法 (常 规方法) GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射 光谱法 GB/T 20126-2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热) 内燃烧后红外吸收法 Q/BQB400 冷轧产品的包装、标志及检验文件 Q/BQB401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 3 术语和定义 3.1 马氏体钢 martensitic steels (MS) 钢的显微组织几乎全部为马氏体组织,马氏体钢具有较高的抗拉强度,一般在 1000MPa 以上。马氏体钢通常需进行回火处理以改善其塑性,使其在如此高的强度下,仍具有足够的 成形性能。 4 分类和代号 4.1 钢板及钢带按用途区分应符合表 1 的规定。 表 1
宝钢—BQB430-2009电镀锌(发布稿)
7.6.1 无铬钝化(C5)
该表面处理可减少产品在运输和储存期间表面产生白锈。无铬钝化膜对有害人体健康的六价
铬物质进行限制。
7.6.2 无铬钝化+涂油(CO5)
该表面处理可进一步减少产品表面产生白锈。无铬钝化膜对有害人体健康的六价铬物质进行
限制。
3
Q/BQB 430-2009
7.6.3 磷化(P) 该表面处理可减少产品表面产生白锈。 7.6.4 磷化+涂油(PO) 该表面处理可减少产品表面产生白锈,并改善钢板的成型性能。 7.6.5 磷化(含无铬封闭)(PC5) 该表面处理为进一步涂漆作表面准备,起一定的润滑作用,同时可减少产品表面产生白锈。 7.6.6 磷化(含无铬封闭)+涂油(PCO5) 该表面处理可减少产品表面产生白锈,并可改善钢板的成型性能。 7.6.7 无铬耐指纹(N5) 无铬耐指纹膜适用于生产电气、电子器件、机箱、机芯等零件用途的电镀锌产品。耐指纹膜 处理是对产品表面的特殊处理,防止在触摸产品时留下指纹及其它痕迹。无铬耐指纹膜对有 害人体健康的六价铬物质进行限制。 7.6.8 自润滑(SL) 该表面处理可提高钢板及钢带的表面润滑性能。 7.6.9 涂油(O) 该表面处理可减少产品表面产生白锈。一般不作为后加工用轧制油和冲压润滑油。 7.6.10 不处理(U) 不处理方式仅适用于需方在订货时明确提出不进行表面处理的情况,并需在合同中注明。在 这种情况下,钢板及钢带在运输和储存期间表面较易产生白锈和黑点,用户在选用该处理方 式时应慎重。 7.7 其他技术要求 拉伸应变痕、烘烤硬化值等其他技术要求应符合相应基板标准的规定。
烘烤硬化钢标准
烘烤硬化钢标准烘烤硬化钢是一种经过热处理以提高硬度和强度的钢。
烘烤硬化值(Bake-Hardening-Index,简称BH值)是衡量烘烤硬化性能的重要性能指标,可通过单轴拉伸试验得到。
各国标准对计算烘烤硬化值的定义和要求存在差异,如GB/T 24174—2009《钢烘烤硬化值(BH2)的测定方法》和ASTMA653/A653M:2019aStandard Specification for Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated(Galvannealed) by the Hot-Dip Process中规定同一拉伸试样预拉伸应变%后,170℃烘烤并保温20 min,用第二次拉伸测得的下屈服强度ReL减去第一次拉伸测得的屈服强度就得到BH2值。
而DIN EN 10325:2006Steel-Determination of Yield Strength Increase by the Effect of Heat Treatment (Bake-Hardening-Index)中同样的预拉伸应变量和烘烤温度、保温时间,但计算BH2值时第一次拉伸用的屈服类型是而不是,用的是第二次拉伸测得的下屈服强度ReL。
在JIS G 3135:2018Cold-Reduced High Strength Steel Sheet and Strip with Improved Formability for Automobile Uses附录A中,计算BH2值时第二次拉伸的屈服类型则改成了上屈服ReH。
对于烘烤温度和保温时间,曾有某汽车制造厂家提出采用175℃保温30min的烘烤条件,不同于EN、JIS等标准中要求的170℃并保温20min 的烘烤条件。
如果需要更多信息,可以咨询钢铁制造行业专家或查阅钢铁制造行业标准。
宝钢冷轧产品相近国内外牌号对照表
-------
-------
B340LAE+Z
-------
-------
H340LA
B340LAE +ZN
-------
-------
B410LAE+Z
JEC590R
-------
H420LA
B410LAE +ZN
-------
JNC590R
彩涂产品相近对照表
标准号
Q/BQB
440-2003
PrEN 10268-2002
牌
号
B140H1
JSC270H
—
—
B180H1
JSC340H
—
—
B180H2 (BH340)
—
SPFC340H
H180B
表四:双相钢
标准号
Q/BQB 418-2003
JFS A2001-1998
SAE J2340-1999
牌
号
B240/390DP
—
—
B280/440DP
B280/440DPE+ZN
-------
-------
-------
B340/590DPE+Z
-------
-------
-------
B340/590DPE+ZN
-------
-------
-------
B400/780DPE+Z
-------
-------
-------
B400/780DPE+ZN
------
------
------
------
宝钢热轧板的牌号及其标准
B180H2 (180~280,≥
340)
JSC340H (185~285,≥
340)
JSC340H (185~285,≥
340)
SPFC340H (≥185;≥340)
B210H2
(210~320,≥
宽度 550~1850 600~1900 550~1850 600~1900 120~900
长度(或带卷内径) 2000~12000 (t<5) 2000~16000 (t≥5)
760+20~760-70 (内径)
冷轧系列 [产品牌号及标准]
品种
标准号
种类 低屈服点冷连轧钢带
Q/BQB 408-1999
WTSt37-2 WTSt52-3
NAW 400 NAW 490 B460NQR B490NQR S-ten2
Mariloy G41A Mariloy S50A
B480GNQR
Z15 Z25 Z35
JIS G3113
SEW 092 (EN10149-2)
-------
DIN 17155 (EN10028-2)
NK Super UFD
(实例: s=145, b =280)
GM CQ/St12/Grade 1
(≥140) DQ/St13/Grade 2 (140~260,≥270)
DQSK/St14/Grade 3 (140~205,≥270)
DDQ/St15/Grade 4 (140~185,≥270)
EDDQ/Fep06/Grade 5 (140~170,≥270)
SPHT1 SPHT2
说明
适用于制造冷成 型加工的零件
用于建筑、桥 梁、船舶、车辆 等一般结构件
BQB401-2009尺寸(发布稿)
宝山钢铁股份有限公司企业标准冷连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB401-2009代替Q/BQB401-20031 范围本标准规定了冷连轧钢板及钢带的定义、分类和代号、尺寸、外形、重量及其允许偏差。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm ~3.50mm 、宽度为700mm ~1850mm 的冷连轧钢带以及由它切成的钢板及纵切钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T8170-2008 数值修约规则与极限数值的表示和判定 3 定义3.1纵切钢带 slit strip由钢带经纵切而成的窄钢带。
4分类和代号按不同的产品形态,钢板及钢带的边缘状态和尺寸精度的分类和代号应符合表1的规定。
表1分类及代号厚度精度 宽度精度长度精度不平度精度产品 形态 边缘状态普通 高级 普通 高级普通 高级 普通 高级 不切边 EM - - - - - 钢带 切边 EC PW.B - - - -不切边 EM - 钢板 切边 EC PW.B PL.A PL.B PF.A PF.B 纵切钢带切边 ECPT.A PT.B PW.A - ----5 尺寸5.1钢板及钢带的可供尺寸范围应符合表2的规定。
表2 单位:mm产品形态边缘状态 公称厚度 公称宽度公称长度(或内径)EC700~1830 钢板 EM0.30~3.50730~1850 1000~6000 EC700~1830 钢带 EM0.17~3.50730~1850 纵切钢带 0.30~3.50 120~<900610/5085.2 推荐的公称尺寸5.2.1钢板及钢带的推荐公称厚度应符合表3的规定。
宝钢Q BQB 408-2009 标准

公称宽度mm 700~1200 >1200~1500
>1500~1800
>1800
+7/0
+8/0
+3/0
+3/0
宝钢标准(表三)
厚度允许偏差: 对于觃定的最小屈服强度小于260MPa的钢板及钢带,其厚度允许偏差应符合下表的觃定。
下列公称宽度时的厚度允许偏差a 公称厚度 0.30~0.40 >0.40~0.60 >0.60~0.80 >0.80~1.00 >1.00~1.20 >1.20~1.60 普通精度 PT.A ≤1200 ±0.04 ±0.04 ±0.05 ±0.06 ±0.07 ±0.10 >1200~1500 ±0.05 ±0.05 ±0.06 ±0.07 ±0.08 ±0.11 >1500 ±0.06 ±0.06 ±0.07 ±0.08 ±0.09 ±0.12 ≤1200 ±0.030 ±0.035 ±0.040 ±0.045 ±0.050 ±0.060 高级精度 PT.B >1200~1500 ±0.035 ±0.040 ±0.045 ±0.050 ±0.060 ±0.070 >1500 ±0.040 ±0.045 ±0.050 ±0.060 ±0.070 ±0.080
公称宽度mm
宝钢标准(表二)
宽度偏差: 对于宽度不小于700mm的宽钢带,其宽度允许偏差应符合表A.5的觃定。高级精度仅适用于切边钢带。如用户 要求钢板及钢带以轧制边状态交货,宽度允许偏差为0mm~+8mm。。
宽度允许偏差mm 普通精度 PW.A +5/0 +6/0 高级精度 PW.B +2/0 +2/0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GB/T 223
钢铁及合金化学分析方法
GB/T 228-2002 金属材料 室温拉伸试验方法
GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法
GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备
GB/T 4336-2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规
GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常
规方法)
GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射
光谱法
GB/T 20126-2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)
内燃烧后红外吸收法
Q/BQB 400
35
-
1.6
Hale Waihona Puke 0.1830B180H2 c 180~280 340
-
32
a 当屈服现象不明显时采用RP0.2,否则采用ReL。
b 试样为GB/T 228 中的P14 试样,试样方向为横向。
c 试样为GB/T 228 中的P6 试样,试样方向为横向。
d 厚度大于 2.0mm时,r90值允许降低 0.2。
冷轧产品的包装、标志及检验文件
Q/BQB 401
冷连轧钢板及钢带的尺寸、外形、重量及允许偏差
3 术语和定义 3.1 烘烤硬化高强度钢 bake hardening steels(B) 在钢中保留一定量的固溶碳、氮原子,同时可通过添加磷、锰等强化元素来提高强度。加工 成形后,在一定温度下烘烤后,由于时效硬化使钢的屈服强度进一步升高。通常应用于汽车 外覆盖件。
取样方法
试验方法
化学分析
1/炉
GB/T 223、GB/T 4336、GB/T 20123、
GB/T 20066
GB/T 20125、GB/T 20126
拉伸试验
1/批
GB/T 228
塑性应变比(r 值)
1/批
GB/T 5027
应变硬化指数(n 值)
1/批
GB/T 2975
GB/T 5028
BH2值
1/批
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后
所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达
成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本
适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差
加热装置温度达到 170℃后放入已经过 2%预应变的试样,待加热装置重新达到 170℃
后,保温(20±0.5)分钟。温度控制精度保持±2℃,温度测量装置的分辨率最大不超过 1℃。
加热后试样在空气中冷却到室温。
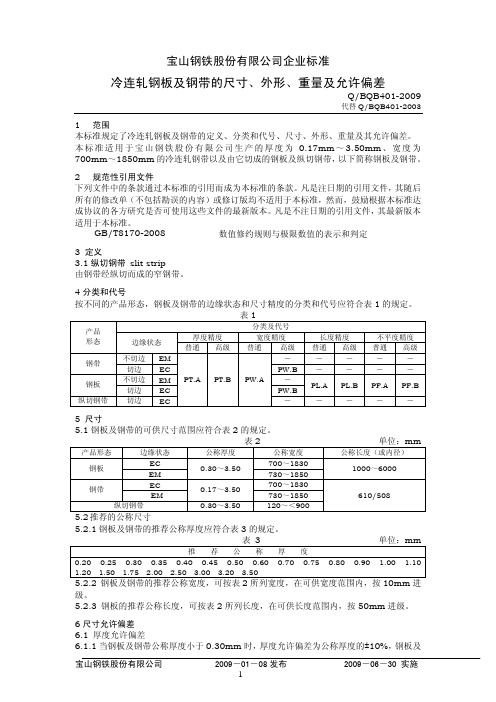
A.4 烘烤硬化值(BH2)的计算 烘烤硬化值(BH2)为试样烘烤后的下屈服强度或非比例延伸 0.2%(无明显屈服时)
为了更好地保持试验结果的一致性,宜采用位移或应变的方式控制拉伸速度,并推荐
按照试样平行长度的5%/min的速率设定拉伸速度,从开始拉伸直到测出上述指标过程中,
不要进行速度切换。
Rt2=Ft2.0/A0 Rp0.2=Fp0.2/A1 ReL=FeL/A1 其中:
Ft2.0 - 试样拉伸变形至总延伸为 2%时的拉伸力 (N); Fp0.2 - 热处理后的试样非比例延伸为 0.2%时的拉伸力(无明显屈服时)(N); FeL - 热处理后的试样出现下屈服时的拉伸力 (N); A0 - 为试样原始截面积 (mm2); A1 - 为 2%预应变后的试样截面积 (mm2)。 A.3 热处理条件
3
Q/BQB 416-2009
8.4 钢板及钢带应按批验收,每个检验批应由不大于 30 吨的同牌号、同规格、同加工状态
的钢板及钢带组成,对于卷重大于 30 吨的钢带,可以每卷作为一个检验批。
8.5 每批钢板及钢带的检验项目、试样数量、取样方法、试验方法及取样方向应符合表 8
的规定。
表8
检验项目
试样数量(个)
法)
GB/T 5027-2007 金属材料 薄板和薄带 塑性应变比(r 值)的测定
GB/T 5028-2008 金属材料 薄板和薄带 拉伸应变硬化指数(n 值)的测定
GB/T 8170-2008 数值修约规则与极限数值的表示和判定
GB/T 20066-2006 钢和铁 化学成分测定用试样的取样和制样方法
对应的屈服强度与烘烤前同一个试样总延伸 2%对应的屈服强度的差值。BH2 的计算示意图 如图 A.1 所示,计算公式如下:
BH2= ReL(或 Rp0.2)(烘烤后)- Rt2.0(烘烤前)
1. 2%预应变的应力-应变曲线;2.同一试样烘烤后的应力-应变曲线 图 A.1—BH2 计算示意图
7.6.3 对于钢带,由于没有机会切除带缺陷部分,因此钢带允许带缺陷交货,但有缺陷的部
分不得超过每卷总长度的 6%。
7.7 表面结构
表面结构为麻面(D)时平均粗糙度 Ra 按 0.6μm<Ra≤1.9μm 控制,表面结构为光亮表
面(B)时平均粗糙度 Ra 按 Ra≤0.9μm 控制。
8 检验和试验 8.1 钢板及钢带的外观用肉眼检查。 8.2 钢板及钢带的尺寸、外形应用合适的测量工具测量。 8.3 r 值是在 15%应变时计算得到的,均匀延伸小于 15%时,按均匀延伸结束时的应变值 进行计算。n 值是在 10%~20%应变范围内计算得到的,均匀延伸小于 20%时,计算的应 变范围为 10%至均匀延伸结束。
7.2 冶炼方法
钢板及钢带所用的钢采用氧气转炉冶炼。
7.3 交货状态 7.3.1 钢板及钢带冷连轧后经退火及平整后交货。
7.3.2 钢板及钢带通常涂油供货,所涂油膜应能用碱水溶液去除。在通常的包装、运输、装 卸和储存条件下,供方应保证自制造完成之日起 6 个月内,钢板及钢带表面不生锈。根据 需方要求,经供需双方协议并在合同中注明,亦可以不涂油供货。
B180H1
≤0.008 ≤1.00 ≤0.08 ≤0.020 ≥0.015 ≤0.10
B180H2
≤0.020 ≤0.40 ≤0.12 ≤0.025 ≥0.015
-
HC180B
≤0.05 ≤0.70 ≤0.06 ≤0.025 ≥0.015
-
HC220B
≤0.06 ≤0.70 ≤0.08 ≤0.025 ≥0.015
7.5 拉伸应变痕
室温储存条件下,对于表面质量要求为 FC 和 FD 的钢板及钢带,应保证在制造完成之日起
的 3 个月内使用时不出现拉伸应变痕。
7.6 表面质量
7.6.1 钢板及钢带表面不得有结疤、裂纹、夹杂等对使用有害的缺陷,钢板及钢带不得有分
层。
7.6.2 钢板及钢带各表面质量级别的特征应符合表 7 的规定。
宝山钢铁股份有限公司 2009-01-08 发布
1
2008-06-30 前实施
Q/BQB 416-2009
级别 较高级的精整表面 高级的精整表面 超高级的精整表面
表面结构 麻面 光亮表面
表2 表3
代号 FB FC FD
代号 D B
5 订货所需信息 5.1 订货时用户应提供如下信息:
a) 产品名称(钢板或钢带) b) 本产品标准号 c) 牌号 d) 产品规格及尺寸、不平度精度 e) 边缘状态 f) 表面结构 g) 表面质量级别 h) 包装方式 i) 用途 5.2 如订货合同中未注明尺寸及不平度精度、表面结构、表面质量级别、边缘状态及包装方 式,则本标准产品按普通的尺寸及不平度精度、表面结构为麻面、FB 级表面质量的切边钢 带及切边钢板供货,并按供方提供的包装方式包装。
结果不合的单件不能验收,但该批材料中未做试验的单件可逐件重新提交试验和验收。
9 包装、标志及检验文件 钢板及钢带的包装、标志及检验文件应符合 Q/BQB 400 的规定。如需方对包装重量有特 殊要求,应在合同中注明。
10 数值修约规则 数值修约规则应符合 GB/T 8170 的规定。
11 国内外牌号近似对照 本标准牌号与国内外标准牌号的近似对照见附录B。
表6
1.6
0.18
30
牌号
屈服强度 MPa
拉伸试验a, b, c
抗拉强度 MPa 不小于
断后伸长率
A80mm %
不小于
r90值d n90值 不小于 不小于
烘烤硬化值
(BH2) MPa 不小于
HC180B
180~230
300-360
34
1.6 0.17
30
HC220B
220~270
320-400
32
1.5 0.16
4 分类和代号 4.1 钢板及钢带按用途区分应符合表 1 的规定。 4.2 钢板及钢带按表面质量区分应符合表 2 的规定。 4.3 钢板及钢带按表面结构区分应符合表 3 的规定。
表1
牌号
B140H1 B180H1、B180H2、HC180B
HC220B
HC260B
HC300B
用途 深冲压用 冲压用 一般用或冲压用 结构用或一般用 结构用
7.4 力学性能 7.4.1 供方保证在制造完成之日起 3 个月内,钢板及钢带的力学性能应符合表 5 和表 6 的 规定。
7.4.2 由于时效的影响,钢板及钢带的力学性能会随着储存时间的延长而变差,如屈服强度 和抗拉强度的上升,断后伸长率的下降,成形性能变差、出现拉伸应变痕等,建议用户尽早
2
Q/BQB 416-2009
-
HC260B
≤0.08 ≤0.70 ≤0.10 ≤0.025 ≥0.015
-
HC300B