通止规设计公差
一般配合公差及塞卡规尺寸公差查询表

公称尺寸Ø配合公差配合公差上公差ES 下公差EI 公差带T T端上偏差Z端上偏差Z端上偏差T端下偏差Z端下偏差Z端下偏差通规TZ 止规TZ 止规TZ 通规TT 止规TT止规TT磨损极限19P P919P P9列数#VALUE!S S9列数#VALUE!S S9#VALUE!#VALUE!V V9#VALUE!#VALUE!V V9Y Y9Y Y9AB AB9AB AB9AE AE9AE AE9AH AH9AH AH9AK AK9AK AK9AN AN9AN AN9AR AR9AR AR9AU AU9AU AU912121212一般配合公差及塞卡规通止端尺寸公差查询表配合公差摘自GBT1800.4-1999&塞规依据GB/T 1957-2006公称尺寸Ø孔用通止规计算表 单位:mm轴用通止规计算表 单位:mm上公差es 下公差ei 公差带T T端上偏差T端下偏差通规TZ 通规TT 磨损极限基本尺寸公差基本尺寸公差通端尺寸止端尺寸通端尺寸止端尺寸量规型式适用的尺寸范围(摘自GB/T 1957-2006)量规工作尺寸(mm)≤18>18≤100>100≤315>315≤500推荐顺序全形塞规非全形塞规球端杆规——非全形塞规或片形塞规片形塞规——全形塞规非全形塞规或片形塞规球端杆规——非全形塞规——环规卡规卡规——卡规卡规——用途孔用通规孔用止规轴用通规轴用止规输入或选择可查0-500之间一般配合公差,公差等级请尽可能在列表中选择!此表计算数据仅供参考,如有好的建议可联系QQ:445973注:公差输入时“-”不可省略,输入公差时优先计算输入的公差数据,如都不输入时则默认H8!注:公差输入时“-”不可省略,输入公差时优先计算输入的公差数据,如都不输入时则默认h7!。
通止规计算公式

16 32
18 36
20 40
IT12
TZ 49 5 11 6 13 7 15 8 18 10 22 12 26 14 30 16 35
18 40
20 45
22 50
24 55
通止规计算公式
工件偏差与参数
量具数值
ES
EI
(es) (ei)
T
Z
塞规通端
上偏差 es=EI+Z+T/2 下偏差 ei=EI+Z-T/2
-0.2081 -0.117 -0.217 -0.2135
5.4
6.2
塞规止端 卡规通端 卡规止端
上偏差es=ES
下偏差 ei=ES-T 上偏差 ES=es-Z+T/2 下偏差 EI=es-Z-T/2 上偏差 ES=ei+T 下偏差 EI=ei
>180~250
>250~315
>315~400
>400~500
IT6
T
Z
1
1
1.2 1.4
1.4 1.6
1.6
2
2
2.4
2.4 2.8
2.8 3.4 3.2 3.8
3.8 4.4
4.4
5
4.8 5.6
5.4 6.2
6
7
IT7
T
Z
1.2 1.3
1.4 2
1.8 2.4
2 2.8
2.4 3.4
3
4
3.6 4.6 4.2 5.4
大实体尺寸之间的距离Z值(摘自GB/1957-81)
IT9
Z 3 4 5 6 7 8 9 10 12
14
16
自制通止规尺寸规定和操作要求
自制通止规尺寸规定和操作要求1.目的规范公司生产检验用自制通止规的设计制作和使用2.范围公司内所有用于检验的自制通止规3.设计依据3.1依据《GBT 1957-2006 光滑极限量规技术条件》和产品实际使用情况,公司内部使用通止规的尺寸来源于成品图纸上电镀后的尺寸,按尺寸公差上下限±0.005mm制作,成品检验用塞规和金加工检验用环规施行内控标准。
3.1.1例1:有成品内孔尺寸为Φ25±0.1mm,则在制作成品光滑塞规时,通端要比尺寸下限+0.005mm,即24.905mm,止端要比尺寸上限-0.005mm,即25.095mm。
而金加工用则为通端24.895mm,止端25.105mm3.1.2例2:有成品外径尺寸为Φ15(0/-0.1)mm,则在制作光滑环规时,通规要比尺寸上限+0.005mm,即15.005mm,止端要比尺寸下限-0.005mm,即14.895mm。
而金加工用则通端为14.995mm,止端为14.905mm3.1.3在制作光滑通止规时,需看清图纸是否对尺寸根部清角有要求。
如有,在制作成品时,端面不许有超过R0.1的倒角。
如没有,在需加工R0.3的倒角。
3.1.4所有光滑通止规作用面粗糙度要求不超过0.8um4.材质一律为HPb59-1的黄铜棒。
5.验收、登记、借用制作完成后,由委托部门验收后,交质管部登记、编号、保管。
使用部门借用/归还需在质管部登记和销帐。
6.校验与处置质管部对登记在账的通止规每半年集中内校一次。
尺寸偏差0.005mm以内。
对于校验不合格的,依据实际情况,施行返工、报废和限定使用。
对于报废和限定使用的需安排重新制作。
7.检查使用7.1使用前先检查光滑通止规是否在检定有效期内,有无损坏、磕碰现象。
并用千分尺自校尺寸,确定尺寸满足检测要求。
7.2将光滑通止规测量面和工件表面擦净,以免影响测量准确度和加快磨损。
7.3光滑通止规通端应能顺利通过工件,光滑通止规的止端应不能通过工件,产品合格。
螺纹通止规设计标准
螺纹通止规设计标准螺纹通止规是一种用于测量螺纹的工具,它通常由一个螺纹规和一个止规组成。
螺纹通止规设计标准的制定对于保证螺纹通止规的精度和可靠性具有重要意义。
本文将从螺纹通止规的设计要求、标准制定的重要性以及相关标准的内容等方面进行探讨。
首先,螺纹通止规的设计要求包括几个方面。
首先是尺寸精度的要求,螺纹通止规作为测量工具,其尺寸精度直接影响着测量结果的准确性。
其次是材料的选择,螺纹通止规的制作材料应具有良好的硬度和耐磨性,以保证长时间的使用寿命。
此外,螺纹通止规的设计还需要考虑到人机工程学,使其在实际使用中更加方便快捷。
其次,螺纹通止规设计标准的制定具有重要意义。
制定标准可以规范螺纹通止规的设计和制造,保证其在不同厂家生产的产品具有一致的质量标准,提高了产品的互换性和通用性。
同时,标准的制定也可以促进螺纹通止规制造技术的提升,推动行业的发展和进步。
螺纹通止规设计标准涵盖了多个方面的内容,主要包括尺寸精度、材料要求、外观质量、标识标志等。
其中,尺寸精度是螺纹通止规设计标准中最为重要的内容之一。
标准规定了螺纹通止规的各项尺寸公差和允许偏差,以保证其测量的准确性。
材料要求则规定了螺纹通止规的制作材料、硬度要求等,以确保产品具有良好的耐磨性和稳定的尺寸精度。
此外,外观质量和标识标志等内容也是标准中需要严格遵守的规定,以保证产品质量和使用安全。
总之,螺纹通止规设计标准的制定对于保证螺纹通止规的精度和可靠性具有重要意义。
只有严格遵守相关标准的要求,才能够设计出符合要求的螺纹通止规产品,保证其在工业生产中的准确测量和可靠使用。
希望各厂家能够重视螺纹通止规设计标准,不断提升产品质量,推动整个行业的发展。
自制通止规尺寸规定和操作要求

自制通止规尺寸规定和操作要求1.目的规范公司生产检验用自制通止规的设计制作和使用2.范围公司内所有用于检验的自制通止规3.设计依据3.1依据《GBT 1957-2006 光滑极限量规技术条件》和产品实际使用情况,公司内部使用通止规的尺寸来源于成品图纸上电镀后的尺寸,按尺寸公差上下限±0.005mm制作,成品检验用塞规和金加工检验用环规施行内控标准。
3.1.1例1:有成品内孔尺寸为Φ25±0.1mm,则在制作成品光滑塞规时,通端要比尺寸下限+0.005mm,即24.905mm,止端要比尺寸上限-0.005mm,即25.095mm。
而金加工用则为通端24.895mm,止端25.105mm3.1.2例2:有成品外径尺寸为Φ15(0/-0.1)mm,则在制作光滑环规时,通规要比尺寸上限+0.005mm,即15.005mm,止端要比尺寸下限-0.005mm,即14.895mm。
而金加工用则通端为14.995mm,止端为14.905mm3.1.3在制作光滑通止规时,需看清图纸是否对尺寸根部清角有要求。
如有,在制作成品时,端面不许有超过R0.1的倒角。
如没有,在需加工R0.3的倒角。
3.1.4所有光滑通止规作用面粗糙度要求不超过0.8um4.材质一律为HPb59-1的黄铜棒。
5.验收、登记、借用制作完成后,由委托部门验收后,交质管部登记、编号、保管。
使用部门借用/归还需在质管部登记和销帐。
6.校验与处置质管部对登记在账的通止规每半年集中内校一次。
尺寸偏差0.005mm以内。
对于校验不合格的,依据实际情况,施行返工、报废和限定使用。
对于报废和限定使用的需安排重新制作。
7.检查使用7.1使用前先检查光滑通止规是否在检定有效期内,有无损坏、磕碰现象。
并用千分尺自校尺寸,确定尺寸满足检测要求。
7.2将光滑通止规测量面和工件表面擦净,以免影响测量准确度和加快磨损。
7.3光滑通止规通端应能顺利通过工件,光滑通止规的止端应不能通过工件,产品合格。
通止规公差设计
通止规公差设计
通止规公差设计是什么:
一个零件有加工精度要求,怎样才能检测这个零件精度达没达到精度要求,我们就要设计检测的测试工具,也就是光滑极限量规,这种测试量规也必须有精度保证才行,我们通常用来测孔的是塞规,测轴的则是卡板,不管是塞规还是卡板均设计有通端和止端。
因为你要对合格的零件要求有一个尺寸范围的要求,也就是我们常说的极限尺寸,最大尺寸不能大过多少和最小尺寸最小不能小过多少,那么要控制最大尺寸,我们就要设计一个能通过最大尺寸的量具,当然不能通过这个量具的就是不合格的零件了,也就是通端,而最小尺寸就要设计一个让量具不能通过的尺寸端,如果通过了这个零件也就不合格了,这也就是止端,这个通端和止端都可以是设计在同一个量具上,也可以设计在两个量具上,通端和止端也需要通过机械加工,要加工也将会产生有误差,所以也要制订一个允许的误差范围来要求它,这个范围也就是我们说的公差,通端和止端的公差精度当然要比零件公差要高出1/3以上,也就是根据被测尺寸公差的精度,选取量规的公差数值。
这个值是有标准的,也有计算公式的,同时也是有资料可查的。
这就是我们所说的所谓的通止规公差设计。
3g3h通止规

3g3h通止规
3G和3H通止规是指在机械制造中使用的两种不同精度的螺纹规。
它们分别对应着公制螺纹的3级和2级精度。
3G通止规:
-通端:基本偏差为负值,表示通端尺寸小于螺纹标准尺寸。
-止端:基本偏差为正值,表示止端尺寸大于螺纹标准尺寸。
3H通止规:
-通端:基本偏差为负值,表示通端尺寸小于螺纹标准尺寸。
-止端:基本偏差为正值,表示止端尺寸大于螺纹标准尺寸。
通止规的使用方法:
1. 根据零件的设计图纸,选择合适的通止规规格。
2. 将通止规的通端和止端分别放入待检测的螺纹孔中。
3. 观察通止规与螺纹孔的配合情况,判断螺纹孔是否符合设计要求。
需要注意的是,通止规的使用方法和要求可能因具体应用场景和行业标准而有所不同。
在使用通止规时,请务必参考相关行业标准和企业标准。
通止规通端、止端公差等级表(塞规)

您的零件数据
IT6
IT7
IT8
IT9
工件基本尺寸 尺寸公差
上偏
IT6 T Z
D(mm)
差 下偏差
塞规公差
通端
止端
IT 7T T Z
塞规公差
通端
止端
IT 9T Z
塞规公差
通端
止端
IT1 0
T
Z
0至3
6 1 1 1.5 0.5 0 -1 10 1.2 1.6 2.2 1
IT1 Z2T Z
6 100 4 9 8 120 5 11 9 150 6 13 11 180 7 15 13 210 8 18 16 250 10 22 19 300 12 26
/-
4
0 -4 62 5 8 10.5 5.5 0 -5 100 6 11
大于50至80
19 2.8 3.4 4.8 2
0 -2.8 30 3.6 4.6 6.4 2.8 0 -3.6 46 4.6 7 9.3 4.7 0 -4.6 74 6 9 12 6
0 -6 120 7 13
IT10
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。 注意上下公差处单位填写UM,公差应带上+/-
0 -1.2 14 1.6 2 2.8 1.2 0 -1.6 25 2 3 4
2
0 -2 40 2.4 4
大于3至6
8 1.2 1.4 2 0.8 0 -1.2 12 1.4 2 2.7 1.3 0 -1.4 18 2 2.6 3.6 1.6 0 -2 30 2.4 4 5.2 2.8 0 -2.4 48 3 5
孔的通止规设计标准

孔的通止规设计标准
孔的通止规设计标准主要包括以下几个方面:
1.通止规的标准尺寸:规定了通止规的长度和宽度,以及齿形的
形状和角度。
例如,根据GB/T6138-2000标准,通止规的标准尺寸有100mm×25mm、150mm×25mm、200mm×25mm等多种规
格。
2.通止规的适用范围:一般用于测量圆孔的直径和钻孔的深度,
具有测量精度高、使用方便等特点,广泛应用于机械制造、汽车制造、电子制造、仪器仪表、五金制品等行业。
3.通止规的使用注意事项:
使用前应清洗干净,防止杂质影响测量精度。
使用时应注意通止规与被测物的垂直方向,避免偏斜影响测量精度。
使用过程中避免碰撞或摔落,以免影响测量精度。
使用后及时清洗、干燥、涂上防锈油,保证通止规的使用寿命。
此外,通止规的设计还需要考虑其使用环境和使用频率等因素,以确保其能够满足实际使用需求。
请注意,以上信息仅供参考,具体设计标准可能因行业、应用场景等因素而有所不同。
在实际应用中,需要根据具体需求和实际情况来选择合适的通止规设计标准。
通止规设计标准

通止规设计标准一、概述。
通止规是指在建筑、道路、交通设施等公共场所中,用于指引人们行走方向和规范交通的一种标识系统。
通止规设计标准的制定,旨在确保标识的清晰、准确,以及对行人和车辆的有效引导,从而提高公共场所的安全性和便利性。
二、设计原则。
1.清晰易懂,通止规标识应该采用简洁明了的图案和文字,使人们一目了然,不至于产生误解或混淆。
2.统一规范,通止规标识的设计应符合国家标准,统一规范,保持一致性,避免出现混乱和不协调的情况。
3.合理布局,通止规标识的设置应考虑场所的实际情况和行人、车辆的行进路径,合理布局,避免造成视觉干扰和混乱。
4.醒目显眼,通止规标识应选择明亮的颜色和适当的大小,以便在各种环境下都能够清晰可见,引起行人和车辆的注意。
5.耐久稳固,通止规标识的材料和制作工艺应当具有耐久性和稳固性,能够经受长期的风吹雨打和人流车流的磨损。
三、设计要点。
1.标识内容,通止规标识的内容应包括行进方向、禁止通行、停车位置等信息,以满足人们在行进过程中的各种需求。
2.标识形式,通止规标识可以采用图案、文字、箭头等形式,以便清晰传达信息,引导行人和车辆正确行进。
3.标识颜色,通止规标识的颜色应当选择明亮醒目的颜色,如红色、黄色、蓝色等,以便在不同环境下都能够引起注意。
4.标识大小,通止规标识的大小应根据场所的实际情况和行人、车辆的视距来确定,既要显眼又不至于过大过小。
5.标识位置,通止规标识的设置位置应考虑行人和车辆的视线和行进路径,选择合适的位置进行设置,以便清晰可见。
四、设计实施。
1.制定标准,根据实际需求和国家标准,制定通止规设计标准,包括标识内容、形式、颜色、大小、位置等方面的具体要求。
2.选用材料,选择耐候性好、颜色持久、易于加工的材料进行制作,确保通止规标识的质量和使用寿命。
3.制作工艺,采用先进的制作工艺,确保通止规标识的图案、文字清晰,颜色饱满,边缘平整,符合设计要求。
4.设置管理,在公共场所设置通止规标识时,应根据设计要求进行合理布局和设置,定期进行检查和维护,确保标识的清晰和有效性。
(完整版)孔及轴通规与止规上下偏差确定(两页一看就会简单的不能再简单)

孔及轴通规与止规上下偏差确定:一、孔的通止规上下偏差的确定:步骤一、确定前提所需参数:1、孔的基本尺寸及孔的上下偏差,或者孔的基本尺寸及公差等级:如直径为25mm的孔,上偏差+0.033,下偏差0,或者直径为25mm的孔,公差等级为H8,此时可查《零件设计手册》,知道孔的上下偏差值。
2、工作量具的公差等级:如IT8,可以依据《工作量规的制造公差和位置要素手册》查得制造公差T和位置要素Z具体数值,以及形状公差T/2。
如上直径为2mm的圆孔,IT8的等级,其制造公差T为0.0034,位置要素Z为0.005,形状公差T/2为0.0017步骤二、计算公式:通规上偏差=孔的下偏差+位置要素+形状公差通规下偏差=孔的下偏差+位置要素-形状公差止规上偏差=孔的上偏差止规下偏差=孔的上偏差-制造公差如上述参数实例可得:通规上偏差=孔的下偏差+位置要素+形状公差=0+0.005+0.0017=0.0067通规下偏差=孔的下偏差+位置要素-形状公差=0+0.005-0.0017=0.0033止规上偏差=孔的上偏差=0.033止规下偏差=孔的上偏差-制造公差=0.033-0.0034=0.0296二、轴的通止规上下偏差的确定:步骤一、确定前提所需参数:1、轴的基本尺寸及孔的上下偏差,或者轴的基本尺寸及公差等级:如直径为25mm的轴,上偏差-0.02,下偏差-0.041,或者直径为25mm的轴,公差等级为f7,此时可查《零件设计手册》,知道轴的上下偏差值。
2、工作量具的公差等级:如IT7,可以依据《工作量规的制造公差和位置要素手册》查得制造公差T和位置要素Z具体数值,以及形状公差T/2。
如上直径为2mm的圆轴,IT7的等级,其制造公差T为0.0024,位置要素Z为0.0034,形状公差T/2为0.0017步骤二、计算公式:通规上偏差=轴的上偏差-位置要素+形状公差通规下偏差=轴的上偏差-位置要素-形状公差止规上偏差=轴的下偏差+制造公差止规下偏差=轴的下偏差如上述参数实例可得:通规上偏差=轴的上偏差-位置要素+形状公差=-0.02-0.0034+0.0012=-0.0222通规下偏差=轴的上偏差-位置要素-形状公差=-0.02-0.0034-0.0012=-0.0246止规上偏差=轴的下偏差+制造公差=-0.041+0.0024=-0.0386止规下偏差=轴的下偏差=-0.041注意孔和轴的公差等级如果不同,要根据分别的等级差的对应的制造公差和位置要素。
自制通止规尺寸规定和操作要求
自制通止规尺寸规定和操作要求1.目的规范公司生产检验用自制通止规的设计制作和使用2.范围公司内所有用于检验的自制通止规3.设计依据3.1依据《GBT 1957-2006 光滑极限量规技术条件》和产品实际使用情况,公司内部使用通止规的尺寸来源于成品图纸上电镀后的尺寸,按尺寸公差上下限±0.005mm制作,成品检验用塞规和金加工检验用环规施行内控标准。
3.1.1例1:有成品内孔尺寸为Φ25±0.1mm,则在制作成品光滑塞规时,通端要比尺寸下限+0.005mm,即24.905mm,止端要比尺寸上限-0.005mm,即25.095mm。
而金加工用则为通端24.895mm,止端25.105mm3.1.2例2:有成品外径尺寸为Φ15(0/-0.1)mm,则在制作光滑环规时,通规要比尺寸上限+0.005mm,即15.005mm,止端要比尺寸下限-0.005mm,即14.895mm。
而金加工用则通端为14.995mm,止端为14.905mm3.1.3在制作光滑通止规时,需看清图纸是否对尺寸根部清角有要求。
如有,在制作成品时,端面不许有超过R0.1的倒角。
如没有,在需加工R0.3的倒角。
3.1.4所有光滑通止规作用面粗糙度要求不超过0.8um4.材质一律为HPb59-1的黄铜棒。
5.验收、登记、借用制作完成后,由委托部门验收后,交质管部登记、编号、保管。
使用部门借用/归还需在质管部登记和销帐。
6.校验与处置质管部对登记在账的通止规每半年集中内校一次。
尺寸偏差0.005mm以内。
对于校验不合格的,依据实际情况,施行返工、报废和限定使用。
对于报废和限定使用的需安排重新制作。
7.检查使用7.1使用前先检查光滑通止规是否在检定有效期内,有无损坏、磕碰现象。
并用千分尺自校尺寸,确定尺寸满足检测要求。
7.2将光滑通止规测量面和工件表面擦净,以免影响测量准确度和加快磨损。
7.3光滑通止规通端应能顺利通过工件,光滑通止规的止端应不能通过工件,产品合格。
通止规设计

孔D24.5(0/-0.2)
通端:D24.3165(0/-0.007),磨损极限D24.3
止端:D24.5(0/-0.007)
孔D27.6(+0.052/0)
通端:D27.6064(0/-0.0034),磨损极限D27.6
止端:D27.652(0/-0.0034)
参照GBT 1957-2006 光滑极限量规 技术条件
GBT 6322-1986光滑极限滑极限量规的设计应符合极限尺寸判断原则(泰勒原则),即孔或轴的作用尺寸不允许超过最大实体尺寸,且在任何位置上的实际尺寸不允许超过最小实体尺寸。根据这一原则,通规应设计成全形的,即其测量面应具有与被测孔或轴相应的完整表面,其尺寸应等于被测孔或轴的最大实体尺寸,其长度应与被测孔或轴的配合长度一致,止规应设计成两点式的,其尺寸应等于被测孔或轴的最小实体尺寸,通常也要留点磨损余量。
找本《公差配合与技术测量》看看
ekp密码:Yao8080@
通止规公差如何确认
悬赏分:0 | 解决时间:2010-3-13 11:12 | 提问者:409953630
直径24.5mm的孔,上偏差0,下偏差-0.2和直径27.6的孔,上偏差+0.052,下偏差0,检测孔的通止规公差怎么确定?是多少?
如果自己照手册算比较麻烦,可以在网上找个表,叫做光滑极限量规设计计算表,可以查出来
轴通止卡规,孔通止塞规
IT13 140 180 220 270 330 390 460 540 630 720 810 890 970
IT13 T 6 7 8 10 12 14 16 20 22 26 28 32 36
Z 14 16 20 24 28 34 40 46 52 60 66 74 80
工件孔或轴的公差等级 IT14 IT14 T 250 9 300 11 360 430 520 620 740 870 1000 1150 1300 1400 1550 13 15 18 22 26 30 35 40 45 50 55
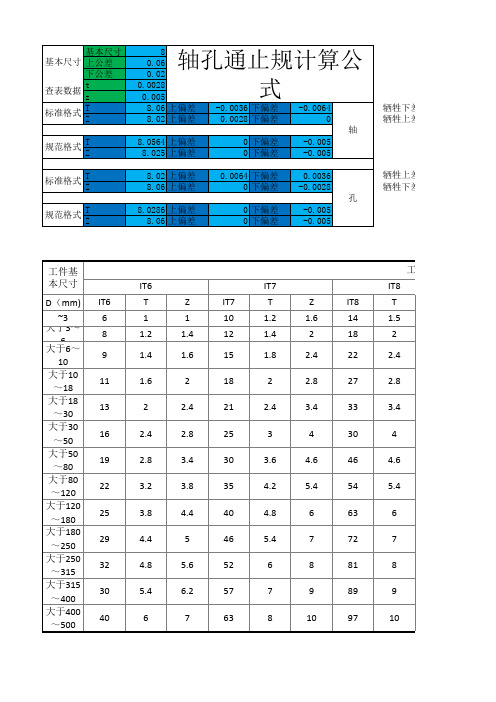
基本尺寸 基本尺寸 上公差 下公差 t 查表数据 z T 标准格式 Z 规范格式 T Z T Z
8 0.06 0.02 0.0028 0.005 8.06 上偏差 8.02 上偏差 8.0564 上偏差 8.025 上偏差 8.02 上偏差 8.06 上偏差 8.0止规计算公式
Z 30 35 40 50 60 75 90 100 120 130 150 170 190
IT16 600 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000
IT16 T 20 25 30 35 40 50 60 70 80 90 100 110 120
Z 40 50 60 75 90 110 130 150 180 200 220 250 280
或轴的公差等级 IT14 Z 20 25 30 35 40 50 60 70 80 90 100 110 120
IT15 400 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500
IT15 T 14 16 20 24 28 34 40 46 52 60 66 74 80