人机联合作业分析
人机联合作业分析表
8、对责任舆危险注意度 9、环境 10、噪音 11、温度 12、光照度 13、地面
1、不需要 2、对他人的安全及责任需普通程度的留意 3、对自身及他人的安全责任需特别注意 4、超级危险作业需特别注意自己及他人安全 1、环境清洁 2、有少许烟尘和异味的污染 3、烟、污物、异气、尘灰很多 4、上述污染非常严重 1、没有噪音 2、少许噪音 3、有噪音,但有间隙 4、持续不断强噪音 1、有空调温度正常 2、普通的温度变化 3、有温度变化很大 4、温度变化极大,对人不利 1、光照度在标准之间 2、正常一般照明水平 3、光线弱或过强,影响人的情绪 4、非常弱的光线并且明暗变化剧烈,严重影响情绪 1、地面光洁 2、普通状态地面 3、潮湿不干净 4、潮湿容易滑倒的地面
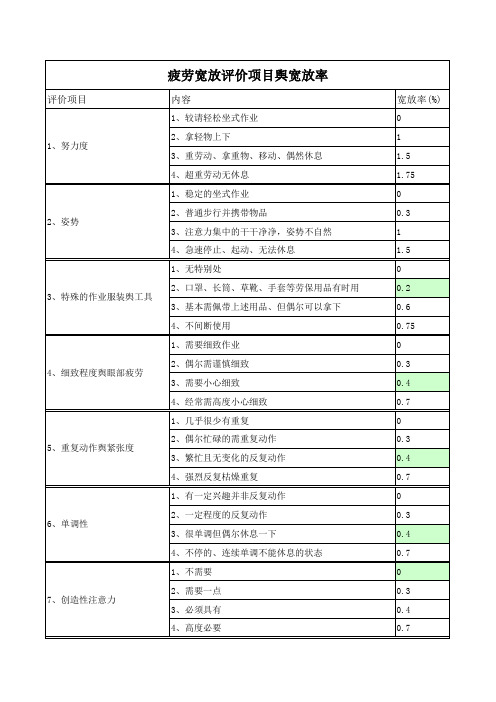
疲劳宽放评价项目舆宽放率
评价项目 1、努力度 2、姿势 3、特殊的作业服装舆工具 4、细致程度舆眼部疲劳 5、重复动作舆紧张度 6、单调性 7、创造性注意力
内容 1、较请轻松坐式作业 2、拿轻物上下 3、重劳动、拿重物、移动、偶然休息 4、超重劳动无休息 1、稳定的坐式作业 2、普通步行并携带物品 3、注意力集中的干干净净,姿势不自然 4、急速停止、起动、无法休息 1、无特别处 2、口罩、长筒、草靴、手套等劳保用品有时用 3、基本需佩带上述用品、但偶尔可以拿下 4、不间断使用 1、需要细致作业 2、偶尔需谨慎细致 3、需要小心细致 4、经常需高度小心细致 1、几乎很少有重复 2、偶尔忙碌的需重复动作 3、繁忙且无变化的反复动作 4、强烈反复枯燥重复 1、有一定兴趣并非反复动作 2、一定程度的反复动作 3、很单调但偶尔休息一下 4、不停的、连续单调不能休息的状态 1、不需要 2、需要一点 3、必须具有 4、高度必要
(5)工业工程DXL(作业分析)

联合作业分析研究工具:联合作业图
3.2 联合作业图
(请同学们自学)
联合作业图的构成:表头、图表、统计。示例 联合作业图的特点:
机器的作业情况画在图表的最左栏 操作者的作业情况画在图表的右栏
利用联合作业图分析的基本原则 联合作业图案例分析及讨论
改进联合作业图
现行联合作业图
改进联合作业图
4.1 双手作业分析概述
生产现场的某些作业,主要是靠工人的双手完成的,调查, 了解如何用双手进行实际操作,就称为双手作业分析 双手作业分析的特征
主要研究对象是操作者的双手 借助于双手作业图进行分析
双手作业分析的目的
研究操作者双手的动作使其平衡 发掘“独臂式”的操作 发现拌手,找寻笨拙而无效的动作
案例1 案例 人
机 空闲
空闲
车削
空闲
3.3 3.3
1.3 2.0
2.0 1.3
39% 61%
Hale Waihona Puke 作业名称:车削零件 开始动作:装夹零件 人 装夹工件
编号:
图号:
日期: 研究者: 机 空闲
结束动作:卸下零件 时间 (min) 0.5 0.5
人 机 作 业 图
空闲 卸下工件 去毛刺并检验尺寸 统 人 计 机
改进后的人机作业图 通过应用“ECRS”原则中的Rearrange,利用机器工作时间 进行手工操作,从而缩短了周程,提高了工效。
改进车削人机作业图
效果: 效果: 人的利用率 由39%提高 提高 到46% 机器利用率 由61%提高 提高 到71%
案例3: 案例 :进一步改进提高工效
问题:在案例2中,虽然缩短了周程时间,提高了人和机器 的利用率,但人的利用率仅为41%,仍然偏低。如何提高人 的利用率? 方法:
基础工业工程 - (联合作业分析-人机)
在新方法中,由于工作人员负责两台机器,可以减少空闲时间。从机器中取出成型产品,将下一 种材料放入模具,再插入机器。
基于一人一台分析的改善示例
1. 图3-1塑料成型作业的新旧布局
图3-4 旧方法的人-机械操作
图3-5 新方法的人-机械操作
联合作业分析的类型
根据对象的组合,可分为以下几种。
(1) 人-机械分析表(Man and Machine chart 人-机械分析表 人-复数机械分析表 (Man and Multi-Machine chart)
(2) 组作业分析表 (Multi-Man chart) (3) 组-机械分析表
组-机械分析表(Multi-Man and Machine chart) 组-复数机械分析表(Multi-Man and Multi-Machine chart)
基础工业工程
主要内容
联合操作分析定义 联合操作分析的目的 联合操作分析的类型 人-机械联合操作分析
联合作业及 分析
联合作业是指人与机器或2人以上的 人联合进行的作业,为了使联合作业 的过程最优化而进行的分析称为联合 作业分析。
所谓联合,是指既各自拥有独立部分 又相互联系,作为整体指向一个具体 直接目的的状态。
人-机械分析表
人-机械分析表是将人和机器的一系列操作步骤,通过相互关系(包括相互 干涉的状态)明确地表示出来的图表。
人-机械分析表主要用途
①为了发现破坏联合效率的原因。
人在用共同工作的时候,如果相互关系不合适,就会产生空闲和时间。
②为了研究机器的合理操作台数
可以决定一个工人可以操作几台机器。一个工人负责一台机器,当它有效使用了很少的时间时, 可以考虑是否可以再拥有一台相同机器。
作业分析-人机

5.1 5.2 5.3 5.4 作业分析概述 人—机作业分析 联合作业分析 双手作业分析(略)
第一节
作业分析概述
一、作业分析(操作分析)
作业分析:对某道工序中人、机、物的研究,目的是 工作轻松、布置合理、缩短工时。 与程序分析的区别:
分析对象 分析内容 分析基本单元 分析的目的 分析的范围 分析的时间
方 法: 改良方法 机器号码: B3 日 机器 时间 布轮右边 当柱螺栓通过布 轮右边的进料管 即被抛光 期: .
30
30
30
时间单位1=1/1000min 统 工人 空闲时间 工作时间 周 程 利用率 0 30 布轮左边 0 30 计 机 器 布轮右边 0 30
30 / 30 100%
30
30 / 30 100%
去毛刺并检查尺寸(1#)0.5 0.2 空闲 0.3 卸车床1# 空闲 0.3 周程 工作时间 空闲时间 2.6 0.2 2.8 统 人 车床1# 2.8 2 0.8 计 车床2# 2.8 2 0.8
比,工作周程(均为 2.8mi 0.5 车削 空闲 0.5 如果此时工人的空闲时间不足 0.5 n)并未改变,但第二次改 0.3 (<1.3min ), 进方法完成了两件,即单件 空闲 0.8 怎样改进?可以增加其他工作。 0.5 加工时间仅为 1.4min,总产 # 车削 此例说明: 去毛刺并检查尺寸(2 ) 0.5 量增加了50%。 2
改善无止境!
车削
1.5
利用率 2.6/2.8=95% 2/2.8=71% 2/2.8=71%
图5-6 车削时的人机作业图(第二次改进方法)
主要用途:
1.找出影响人机作业效率的因素。 2.确定操作者(单人)能同时操作的机器台数。 3.寻求操作者的安全性和舒适性。
人机操作分析

人机操作分析区别于流水线作业的另一种作业方式——部组加工作业,常存在着:几台机器能满足生产的需求?一个人能够同时看管几台机器?怎样来提升机器和人的使用率等问题。
对此,我们常用操作分析来进行处理。
操作分析可分为:①人机操作分析;②联合操作分析;③双手操作分析。
我们重点学习在一个看管一台或多台机器情况下的操作分析,即人机操作分析。
人机操作分析的步骤:●首先要明确作业员及机器作业周期的内容●必须明确这些作业的先后顺序及同时关系●测定各作业所需要的时间●寻找作业员与机器的作业在何处同时开始或同时完成,并考虑其先后顺序及同时关系,根据现状绘制人机操作分析图●注意作业员,机器的等待时间,并考虑其先后顺序及同时关系,设法改变作业顺序以减少其等待时间●根据改变的作业顺序作出新的人机操作分析图,再详细予以探讨改善的对策,并预估其改善效果过一定的时间,从机器中取出模具,并从模具中取出成品,然后再装入液体材料……一直反复的作业。
目前,因机器的利用率不高,而未能达成预期的生产量,部如何加以改善。
首先明确作业员与机器的作业内容及同时关系。
A]作业员的作业●把液体材料装入模具 50DM●把模具放进机器中 16DM●开动机器 14DM●等待机器加工●停止机器 10DM●从机器中取出模具 12DM●从模具中取出成品 18DMB]机器的作业●机器中装入模具 16DM●开动机器 14DM●加工 90DM●停机 10DM●取出模具 12DM●等待放入模具C]作业员与机器的同时关系(作业员)(机器)把模具放进机器装入模具开动机器开动机器停止机器停机从机器中取出模具取出模具根据以上的资料,首先决定同时开始的作业,在此以“放入模具”作为整个操作周期的起点。
然后以作业的先后顺序及同时关系绘图:人机操作分析用纸现状的周期时间为210DM,机器等待为68DM,因此,一周期中的机器利用率=(周期时间-等待时间)/周期时间=(210-68)/210=67.6%为减少作业员及机器的“等待”,检讨一下是否可以利用“机器加工”的这段时间。
02.人机联合分析

中间仓库
中 间 仓 库
Tigris IU生产区
Rhine2/3 IU生产区
2F生产现场
ZuesS DR (B线)生产区
Pegasus IU生产区
周转箱放置区
Laplata IU生产区
⑥JK加料 ZuesS OPC自动\手动
ZuesS 轴承自动化
中
西北角拆包区
间
仓
10m ZuesS DV(B线)生产区
—
—
150
15
—
—
2489
2144
16
17
人机联合分析概念
➢ 人机联合作业定义:
通过对人与人、人与机械组合作业的作业 时间分配进行研究,绘制成图表找出其中 发生等待或闲置时间,并加以改善的分析 手法。
➢ 人机联合作业方式
※人机作业 1人操作1部机机械或多部机械的作业方式
※联合作业 数人操作1部机械或多部机械的作业方式
50 100
→
4
拿取空容器
3○
5
用刀片开箱
3○
6
取出部品放入容器
600 ○
7
整理资材
300 ○
8 将拆包后的部品投入自动仓库
1
9 AGV将部品移动至工位
50 600
→
10 拿取作业台上的空箱
5○
11 将部品从推车搬到作业台上
3○
12
将空箱返回
50 450
→
13 确认部品的使用状况
10
□
14
拿取部品、拆袋
汇总统计
工序类别 示意符号 距离 频次 时间
作业
〇
60 18 1079
搬运
→
人机操作分析

移开铣成件
在面板上用模板量深度,成品放入箱内,取新铸件置机旁
锉锐边,用压缩空气清洁
用压缩空气清洁机器,装铸件,开动机器精铣
精铣第二面
空闲
人
机
时间(min)
空闲
项目
现行措施
改良措施
节省
工作时间(min)
人
1.2
1.2
--
机
0.8
0.8
--
空闲时间(min)
人
0.8
0.2
0.6
机
1.2
0.6
有时,经过分析改善后,机器旳周期时间依然较长,在每一操作周期内,人仍有较多旳空闲时间。此时,可改善旳措施有两种:1。增长其他工作2。利用空闲时间多操作一台机器
从料箱取材料
开动车床
空闲
3
3
35
空闲
空闲
人
机
时间
单独工作
共同工作
装上工件
自动切削
12
2
35
3
被卸下工件
项目
现行
改良
节省
工作时间sec
人
25
机
人机操作程序分析图
人机操作图
实例分析
项目
现行措施
改良措施
节省
工作时间(min)
人
1.2
机
0.8
空闲时间(min)
人
0.8
机
1.2
周程时间(min)
2.0
利用率
人
60%
机
40%
工作:铣平面 图号:B239/1产品:B239铸件机器:4号立铣速度:80r/min走刀量:380mm/min制作: 通力达日期: 2023/08/18
人机联合作业分析

比率 作业 右手次数
符号 比率
TTL
符号
案例
工作:检查轴的长度及装入套筒 开始:双手空时--用品在台上 结束:装好一只放在旁边
左手
至轴
1
拿起一轴
1
检
验 带轴至尺 2
等待测定长度 1
放下装毕之轴及 2 套筒
右手
1
至尺
1 拿起尺
2
带尺至轴
1 测定长度
2 尺放下
3
至套筒
3 拿起一套筒
4
带套筒回原位
4 将套筒装轴上
作业名称
人机联合作业分析表
研究者
No. 人的作业 1
人作业时间 时间min 机器作业 0.1
2
0.2
3
0.3
4
0.4
5
0.5
6
0.6
7
0.7
8
0.8
9
0.9
10
1
11
1.1
12 13 统计分析
人 机
生产周期时间
1.2 1.2
工作时间 空闲时间 利用率
机作业时间
案例
案例
作业名称: 车削零件 编号:
2
空闲时间 2
1.3
利用率 1.3 / 3.3 2 / 3.3 6
日期:
.
研究者:
.
机
.5
空闲
车削
2
空闲 .5
利用率 1.3 / 3.3 39 % 2 / 3.3 61 %
作业名称
双手作业分析表
研究者
No. 左手作业 1
2
3
4
5
6
7
8
9
1.2人机作业图实例分析

依作业程序由上而下记录。如用
或
表示人或机器进行工
作,用
表示人或机器空闲,图形的长短由工作或空闲的时间而定,
并在旁边注明每一操作单元的内容
• 只绘出一个操作周程
3. 统计部分:统计内容包括操作周程,人、机在一周程内的工作时间和空 闲时间,以及人和机器时间的利用率
1.2人机作业图
作业名称:车削零件
开始动作:装夹零件
LM N1
L W
•N1:一个工人操作机器的最低数 •L:装卸工件时间 •M:机器加工时间 •W:工人由一台机器走到另一台机器所需时间 •L+W:为工人操作机器所需时间 •L+M:为一台机器的作业周期
1.2闲余能量分析
作业名称:车削零件
开始动作:装夹零件
人
装夹工件
0.5
编号:
图号: 日期:
结束动作:
车削
0.5
空闲
0.8
车削
1.5
空闲时间 0.2min 0.8min
利用率 92.86% 71.73%
1.2人机作业图实例分析
针对某具体工序的改进
人 装夹工件
空闲 86.4
卸下工件 10
统 计
人
周程 106.4s
机
106.4s
机 空闲 10
车削 86.4
空闲 10
工作时间 20s
空闲时间 86.4s
利用率 18.80﹪
86.4s
20s
81.20﹪
1.2人机作业图实例分析
为了提高人机的操作时间的利用率,我们设计了一人操作三台机床,作业 图如下:
人
装车床1#10s 卸车床2#10s 装车床2#10s
卸车床3#10s 装车床3#10s 空闲46.4s 卸车床1#10s
人机作业分析
1"
1"
1"
1"
裝下一PC面板之透鏡 1"
統計 周期 空閑時間
工作時間
人 5"
0"
5"
機 5"
1"
4"
機 1" 等待
4" 熱熔
利用率 100% 80%
三﹑联合操作分析
在生产现场中,常有两个或两个以上的操作人员同 时对一台设备(或一项工作)进行操作,称为联合 操作作业。
联合操作作业分析常采用“联合操作分析图”。
工作時間 5" 4"
1" 等待 1" 等待 利用率 55.6% 44.4%
二﹑人机操作分析-人机操作图
动作同步进行
改善后﹕ 人机利用率 分别为﹕ 100% 和80%
機種名稱﹕grampus 工站﹕熱熔站 測量日期﹕3/26
人 放面板于治具上
檢查上一產品
放上一產品 取下一PC面板
工段﹕裝配段 測量人﹕ 版本﹕B
机械有闲置现象时 缩短作业者单独作业的时间 改善手工作业时间或使手工作业自动化。
作业者和机械都有等待现象 考虑改变作业顺序;
前两项改善着眼点也可考虑。
作业者和机械几乎没有等待现象
是否有缩短各段作业时间的可能
二﹑人机操作分析-人机操作图
工作任务:PC面板透镜 热熔。
开始:从流水线上取面板。 结束:热熔后放回流水线。
一﹑人机配合法概念
3.意義 以图表的方式,记录操作者与一部机 器或多部机器之操作关系,并以此记录来做进 一步的分析与改善。
4.应用范围 (1)一人操作一部机器或多部机器。 (2)数人操作1部机器或多部机器。 (3)数人操作一共同之工作。
第5章 作业分析

四、双手作业分析图
⑶图的右上角画工作场所的平面布置图(如工 作台上的布置),表示操作对象、操作工具的 名称。
⑷图的中间分别纪录左右手动作。便观察,便 记录,一次观察一只手的动作。先右后左。注 意:左右手的同时动作应画在同一水平位置, 并左右多次核对。
⑸记录完成后,应将左右手的动作分别进行统 计,统计资料可放在右方或右下方。
切割 35
卸料 7
空闲 3
18
四、实例分析
人
时间 时间
机1
时间
机2
操作人的35秒的
从料箱取材料 3 将材料装上车床 1
空闲 3 装料
切割 20
空闲时间足可以
10 开动车床 1 2
12
在操作另一台车
到车床 2 5 停止车床 2 2
切割 35
卸料
床,如右图:
卸下成品
7
5
两种方法的工作
放下成品箱 3 从料箱取材料 3
2、联合操作分析实例 例5-4 某工厂成品用小木箱包装,堆放在
工厂的库内,老张、老王两人每天用两 小时将小木箱放在搬运板上。在由堆高 机送到储运库(待运出厂)。 一人装满一块运板需6分钟,堆高机来回 一次需3分钟,采用如下布置,分析如下:
31
五、联合作业分析实例
堆高机 老张 老王
老张 ①
堆 库
时间
人
机器
根据“ECRS”四大原则 0
中的取消空闲与等待时
1 2
间的分析原则,分析如 3
2 准备下一工件 空闲 1 装上工件 被装上工件
2 1
下:
4 54
空闲
加工 4
⑴如右图所示: 总周程为10个单位。
6 7 1 卸下工件 被卸下工件 1 8 9 2 完成件放箱内 空闲
人机配合法

统计分析 操作 绕线 员 机1 绕线 机2
被取&装硅钢片 7 42
空闲时 间(S)
工作时 间(S)
3
46
0
49
0
49
周程时 间(S)
利用率
49
49
49
100%
93.9% 100%
一人配合多部机器
四 .闲 余 能 量 分 析
分析联合程序图之主要目的在于发现工人及机
器之闲余所在 , 并设法加以减少 . 此种分析
珠海金艾奇灯饰科技有限公司
.
五 . 机器干扰研究
3. 实验 根据下表之数据 , 作成机器干扰研究图 .
组 别 台数 N 作业 时间 2 2 2 2 2 2 2 2 2 2 2 2 2 2.5 3 2 2.5 1.5 2 2.5 4 机器时间 6 6 6 6 6 6 6 6 6 6 6 6 6 4 3 5.5 4 3 5.5 4 3 机器运转 中手作 备 业时间 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 注
作业者干扰 时间
16
工人
No. 1
操作 时间
工人
No. 1
No. 2 No. 3 No. 4
珠海金艾奇灯饰科技有限公司
五 . 机器干扰研究
A-A2 0 机器 # 1 操机 时间 机器 # 2 机器 # 3 机器 # 4 机器 # 5 操作 时间 2 4 6 机器运转时间 机器运转时间 操作 时间 机器运转时间 操作 时间 操作 时间 No. 1 No. 2 No. 3 No. 4 NO.5 8 10
因为在现今的工厂 , 许多机器设备几乎是全自 动 , 或半自动 , 因此 , 操作工人 , 在每一操 作周期总有一大部份闲余时间 , 如何把这些闲 余时间善加利用 , 成为一个非常重要的问题 .
人机配合法(多动作法)(IE七大手法)

联合作业分析
联合作业分析:
研究对象:两个或两个以上操作者所进行的分析 研究目的:
➢发掘空闲与等待时间 ➢使工作平衡 ➢减少周期时间 ➢获得最大的机器利用率 研究工具:联合作业图
联合作业分析
联合作业分析的基本原则:
使各个对象的工作进度协调,取消空闲和等待时间,缩 短周期。
工作A
4h
工作A 4h
工作A 工作B
人机法的内涵
人机法的内涵:
人机法属于“人机工程学”的范畴。虽然,它将人员作 为机器设备的附加部分来考量,但它却是科学分析与改善人 的体能损耗的一项基本技术,其主要精神是将人体力学和机 器设备动作综合起来进行科学地分析和优化。
人机法的目的和意义
人机法的目的和意义:
通过对人的动研究,首先对人的动作进行分解,再将动 作进行力学优化分析,再将合理的人的动作进行标准化,从 而规范与改善人—机系统。工程技术管理人员一般会依据标 准化的动作直接应用于产线人机系统改善。具体作用如下:
➢ 发掘改善空间、减少等待时间; ➢ 使工作平衡; ➢ 减少周期时间; ➢ 获得最大的机器利用率; ➢ 合适的指派人员与机器; ➢ 决定最合适的方法。
人机法的目的和意义
人机法的目的和意义:
以图表的方式,记录操作人员与一部机器或多部机器之 操作关系,并藉此记录来做进一步之分析与改善。
人 拉出
时间(") 1
人机作业分析
人机作业分析:人员与机器配置
理论上,人机配合作业之人员数与机器数计算为:
人员数=
一个月人应负担总工作量 一个人一个月之工作量
机器数=
一个月机器应负担总工作量 一部机器一个月之工作量
工作量一般使用时间计量!
人机作业分析
4 作业分析(操作分析)
6
置于手推车上
6
准备包装纸与标签
7
空闲
5
被操作
6
切成需
22
要宽度
的布匹
空余时间 工作时间 周程时间
利用率
操作者 0 36 36
100 %
助手 1 35 36
97.2%
切布机 5 31 36
86%
四、双手作业分析
• 生产现场的具体操作,主要是靠工作人员的双手 完成。调查、了解如何用双手进行实际操作则称 为双手作业分析。分析时常采用“双手作业程序 图”。
利用率
操作者 15 37 52
71 %
助手 20 32 52
62%
切布机 21 31 52
60%
改进方法
时间 单位
操作者
助手
时间 单位
切布机
时间 单位
3 打开手柄 继续准备包装纸与标签 2
被操作
3
等待操作者
1
5 移下布卷 协助移下布卷
5
6 开动机器 包装布卷
6
22 操作机器 继续包装布卷
3
在布卷上贴标签
1.3 = 46% 2.8 2 = 71% 2.8
图4-2 车削时的人机作业图(改进方法)
由此可看出,通过重排,不需增加设备和工具, 而是尽量利用机器工作时间进行手工操作,从而缩短 了周程,提高了工效和人机利用率。
3.可对其再作进一步改进以提高工效 由图4-2可以看出虽然缩短了周程,提高了利用
率,但是在每一个周程内,人仍有很多的空闲时间, 但要进一步缩短周程却比较难,这时改善方法有两种: 一是增加其他工作,二是利用空闲操作一台机床。
①
库
老王
储
12人机作业图实例分析

人
装铣床1# 0.5min
卸铣床2# 0.2min
装铣床2# 0.5min
空闲
0.3min
卸铣床1# 0.2min
铣床1#
空闲
0.5min
铣削
1.0min
空闲
0.2min
统 计
人
机
周程 1.7min 1.7min
工作时间 1.4min 1.0min
铣床2#
车削
0.5min
空闲
0.7min
车削
0.5min
开始动作: 装夹工作
人
装夹
0.5
结束动作: 卸下工作
时间 (min)
0.5
研究者:
机器
空闲
空闲
1.0
1.0
铣削
卸下工件
0.2
统 计
人
机
周程 1.7min 1.7min
工作时 0.7min 1.0min
0.2
空闲时间 1.0min 0.7min
空闲
利用率 41.18% 58.82%
1.2人机作业图举例
工作时间 60s 86.4s
空闲时间 46.4s 20s
利用率 56.39 ﹪ 81.20 ﹪
1.2人机作业图举例
例1:某工人操作一台车床,作业程序及时间值为: 装夹工件:0.5min;车削:2.0min;卸下零件:0.3min;去毛刺并检查尺寸: 0.5min 该车床能自动加工,试绘制此作业的人机作业图
1.2人机作业图举例
作业名称:车削零件
开始动作:装夹零件
人
装夹工件
0.5
编号:
图号: 日期:
结束动作:
时间 (min)
人机
3
一、人机作业分析 • 人机作业图的构成:
1.表头部分:包括作业名称,开始动作,结束动作, 编号,图号,日期等(表头内容可依具体情况而制定) 2.图表部分: 1)选取适当的比例尺,如以1cm代表1min。 2)用垂直竖线分开人与机器并把人放在最右边栏 内。 3)分别在人与机器栏内,用规定的符号表示人 (或机器)工作或空闲,并依作业程序由上而下记录。 3.统计部分:统计内容包括操作周程,人、机在一 周程内的工作时间和空闲时间,以及人、机利用率。
1.明确作业目的 2.其它替代手段
1.明确有无不必要的东西 2.变形顺序 3.使用不同的设备 1.去除某些作业 2.改变保管场地 3.改变配置 1.去除不必要的检查 2.消除重复检查 3.改变程序 1.改变作业程序 2.使用不同设备 1.材料自动供料 2.加工的自动化 3.加工完成后的自动卸料 1.改良工程 4.改变配置(布置) 5.产品设计变更 6.作业员培训 4.改变设备 5.改变作业程序 6.设置皮带 4.变为抽检 5.作业员培训(专业方面) 3.改变配置 4.加工完成及产品不良或材料不良 时的自动处理 5.改善操作者与机械的时间关系
17
二、联合作业分析
联 合 作 业 分 析 图 ( 改 善 后)
工作名称:装运零件 方法:改良
研究人:
日期:
吊车 运送NO2 运送NO1 统 吊车 计 10 10 5 5 周程
工人甲 装NO1 装NO2 工作时间 5 5 空闲时间 0
工人乙 装NO1 装NO2 利用率 10/10=100% 5 5
工人甲
工人乙
10
人机配合法

一個月應負擔工作量 機器數 = 一部機器一個月之工作量
四.閒餘能量分析
而當計算工人與機器同時配合進行時 , 一位工 人應操作幾部機器其問題較為複雜 . 最單純者 常用下列工式 :
N= 其中 O+M O
N = 一位工人應操作之機器數 O = 一位工人操作一部機器所需時間 M = 機器完成一操作週期所需時間
三.[多動作圖]程序
多動作圖的畫法 1)決定研討的目的
2)畫一工作場所布置圖
3)收集有關的各种資料 4)裝備空白圖形 5)將現有資料填入圖內 6)資料的統計
四.閒餘能量分析
分析聯合程序圖之主要目的在於發現工人 及機器之閒餘所在 , 並設法加以減少 . 此 種分析可從三個不同的角度着眼 , 即 :
( d ) 整個操作週期中有空閒存在 .
四.閒餘能量分析
以上四項中有三項對產品本身並無益處即裝料 ` 卸 料與空閒 . 裝料與卸裝的檢討 , 可由動作研究及運用 動作經濟原則 . 而機器空閒的分析 , 則應注意其 空閒發生的原因 , 而設法使其減少 , 通常機器之空閒 可分析如下 : 因工程能量不平衡而發生空閒 空閒 -待 料 停止時間 待工人 定期修理 修理中 突發故障修理 停 電 準備時間
三.[多動作圖]程序
[多動圖作]的目的如下:
1)發掘空閑与等待時間
2)使工作平衡
3)減少過程時間
4)獲得最大的机器利用率 5)合适的指派人員与机器 6)決定最合适的方法
三.[多動作圖]程序
應用多動作圖應注意: 1.必須先建立標准方法与標准時間,此為制作 多動作圖的兩箇先決條件.
2.多動作圖僅記錄工作名稱,但不記錄其內 含的動作. 3.多動作圖其目的仍在將已建立方法予以合 适的配合,絕對不作如何改善每一工作的內容, 或縮短每一現有工作時間等的考慮.
联合作业分析(外部)

姓名
部门 Check No 说明
2.能否利用设备自动运转 中,增加更多的手工操作 3.能否取消移动动作
4.能否消除等待现象
人人联合作业改善概念图(例1)
改善前
ì Æ ÒA ] O ô ò ì Æ ÒB Ò ú u O
4名
ì Æ ÒC ® Â Ò C ² ì Æ ÒD
s ½ Ù â ~
s ½ Ù
s ½ Ù
改善後CT 150 DM
现状CT 180 DM
12
人机联合作业改善概念图(例3)
改善前
ì Æ Ò A z ] µ 1 Ú ® 1 ¨ 2 z ] µ 2 ì 2 Ú ® 2 ¨ 3 z ] µ 3 Ú ® 3 ¨ 1 ì Æ Ò B z ] µ 4 Ú ® 4 ¨ 5 z ] µ 5 ì 5 Ú ® 5 ¨ 4
部门 Check No 说明
2.能否消除等待时间
3.能否把各作业内容汇 总一起
4.能否消除因1名员工的 操作,而使其他员工等 待的现象
·通过改变作业员人数,能否消除等待 ·通过改变作业量,能否消除等待 ·通过变换作业分担,能否消除等待 ·通过改变作业程序,能否消除等待
9
(2)人员与设备的联合作业改善检查表 在单独作业的改进清单中,应补充研究下述几项内容 作业基本原则应考虑以下几点: 例如: ·省略这项作业 ·重组这项作业内容 ·改变作业顺序 ·尽量简化各道生产工序 ·提高整个生产周期内的设备运转时间比率 ·缩短与设备有关的辅助性作业(取消手工操作部分) ·合理地调整设备运转速度 ·在节拍时间范围内,最大限度地增加员工运转效率和机器运转效率,增加员工看机台数 ·实施对高峰作业的改善,减少其人员 工序名称 项目 1.缩短设备使用时间 内容 Yes