机械制图基础知识精心制作完整版
机械制图入门学习
牌号:Q+σS(屈服点数值)+质量等级+脱氧方法
质量等级为 A、B、C、D四个等级。
脱氧方法: F(沸腾钢)、b(半镇静钢)、Z(镇静钢)、TZ (特殊镇静钢);Z、TZ在牌号中不标出。
如:Q215-A·F表示σS屈服点数值≥215MPa,质量为A级的沸腾 钢; Q235-B·b表示σS屈服点数值≥235MPa,质量为B级的半镇
适用: 内外结构复杂
形状对称零件
整理ppt
12
画半剖视图时必须注意的问题: 1)半剖视图中间应画细点划线,不应画成粗实线
2)半剖视图的标注方法与全剖视图的标注方法相同
整理ppt
13
(3) 剖面图( 断面图 )
1. 剖面图的概念
假想用剖切平面将机件在某处切断,只画出切断面形状的投影并画 上规定的剖面符号的图形,称为剖面图,也称断面图。 把断面绕剖 平面旋转90°后,使得断面图和视图在同一面上
整理ppt
8
(三).剖视图的标注
A -A
标注内容:
① 剖切线:指示剖
切面的位置 (细单
点长画线)。
A
A
一般情况下可省略。
② 剖切符号 :表示剖切面起止和转折位置(用粗短线 表示)及投射方向(用箭头表示)的符号。
③ 字母:表示剖视图的名称。
整理ppt
9
(四) 剖视的种类及其应用
根据剖视图的剖切 范围分,可分为: 1、全剖视图 2、半剖视图 3、局部剖视图
强度、塑性、韧性比钢差,不能进行锻造。但具有优良铸造 性和切削加工性,良好的减摩性、耐磨性、消震性以及缺口 敏感性低,并且生产工艺及设备简单,价格低廉,因此,铸 铁被广泛地应用于机械制造、冶金、石油化工、交通等工业 部门。
机械制图基础知识完整版
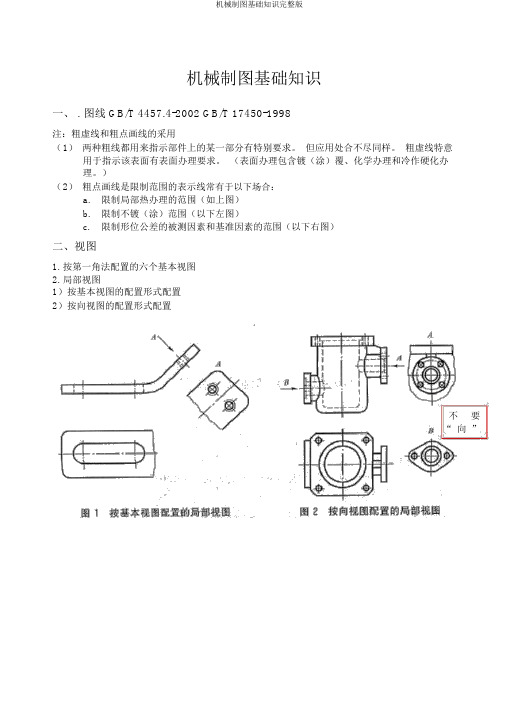
机械制图基础知识一、 . 图线 GB/T 4457.4-2002 GB/T 17450-1998注:粗虚线和粗点画线的采用(1)两种粗线都用来指示部件上的某一部分有特别要求。
但应用处合不尽同样。
粗虚线特意用于指示该表面有表面办理要求。
(表面办理包含镀(涂)覆、化学办理和冷作硬化办理。
)(2)粗点画线是限制范围的表示线常有于以下场合:a.限制局部热办理的范围(如上图)b.限制不镀(涂)范围(以下左图)c.限制形位公差的被测因素和基准因素的范围(以下右图)二、视图1.按第一角法配置的六个基本视图2.局部视图1)按基本视图的配置形式配置2)按向视图的配置形式配置不要“ 向”三、剖视图及剖面地区的表示法GB/T 17452~图形不对称时,移出断面不得画在中止四、简化画法1.管子1)可仅在端部画出部分形状,其他用细点画线画出此中心线2)可用与管子中心线重合的单根粗实线表示。
2.五、螺纹及螺纹紧固件表示法GB/T 4459.1-1995 GB/T 197-2003不论是外螺纹或内螺纹,在剖视或剖面图中的剖面线都应画到粗实线。
依据 GB/T 197-2003 的规定,将一般螺纹的标志方法介绍以下:六、弹簧表示法七、尺寸注法GB/T 4458.4-2003 GB/T 19096-20031.在圆滑过渡处标明尺寸时,应用细实线将轮廓线延伸,从它们的交点处引出尺寸界限。
(以下列图)2.标明角度的尺寸界限应沿径向引出(图5),标明弦长的尺寸界限应平行于该弦的垂直平分线(图 6),标明弧长的尺寸界限应平行于该弧所对圆心角的角均分线(图 7),但当弧度较大时,可沿径向引出(图 8)。
3.当对称机件的图形只画出一半或略大于一半时,尺寸线应略超出对称中心线或断裂处的界限,此时仅在尺寸线的一端画出箭头。
尺寸数字:标明尺寸的符号及缩写词(如上图)标明尺寸的符号及缩写词(以下表)八、尺寸的简化注法九、极限与配合的标明方法十、形状和地点公差的图样表示法GB/T 1182-19961.形位公差分类及特点项目符号其端点应画一个黑* 形位公差带的定义(见GB/T 1182-1996 )* 形位公差标明符号的比率和尺寸(见GB/T 1182-1996 )十一、形位公差的未注公差GB/T 1184-19961. 定义见 GB/T 1184-1996十二、表面粗拙度标明GB/T 131-2006特别说明:4- ¢6(×)4×¢ 6(√)。
机械制图-1-制图基本知识精选全文

可编辑修改精选全文完整版第一章制图的基本知识和技能§1-1 国家标准《技术制图》和《机械制图》的一般规定前面我们讲了,图样是工程界的交流语言,为了便于指导生产和技术交流,国家标准对图样上的有关内容作出了统一的规定。
本节中我们将学习五个基础制图标准:图幅格式、比例、字体、图线、尺寸注法。
补充知识:1.技术标准是工程技术界的共同语言,是准绳和法规,每个技术工作人员都必须掌握并遵守。
2.经常看到的制图标准集:《机械制图》——机械专业制图标准《技术制图》——基础技术标准3.标准代号:GB/T 指“国家标准/推荐”JB 指“机械行业标准”标准代号后数字表示该标准的编号(顺序号),其后跟年代号。
例:GB/T 14698—1993表示该标准是国家推荐性标准,是国家第14698个标准,其发布时间为1993年。
有时标准号后带小数点,表示系列标准的分号。
一. 图纸幅面和格式(GB/T 14689—1993) 1.图幅加长图幅:按基本图幅的短边成整数倍增加。
2.图框格式从是否装订来看可分为以下两种格式:留装订边:装订边宽为a ,其余留边宽度为c 。
不留装订边:各边均为e 。
注:不论哪种格式,均应用粗实线画出图框线和标题栏边框。
(P8)3.标题栏的方位及格式{1) 图纸格式和标题栏的方位X 型——又称横式,标题栏长边∥图纸长边——A0~A3 Y 型——又称竖式,标题栏长边⊥图纸长边——A4标题栏的位置:图纸的右下角。
为了利用预先印制的图纸,允许将X 型图纸的短边置于水平或将Y 型图纸的长边置于水平使用,但此时应在图纸上标明看图方向(方向符号)。
——看图方向与标题栏的方向一致为了使图样复制和缩微摄影时定位方便,应在各边长的中点处分别画出对中符号。
2) 标题栏的格式GB10609.1-89规定标题栏应包含四个区:更改区、签字区、名称代号区、其他区。
标题栏的格式可以由各单位自定。
标题栏的长度一般为180或140。
机械识图基础知识完整版本ppt课件
13
二
零件图的读识方法
14
零件图的读识方法
零件图的读识方法
一、主视图选择
主视图的选择应遵循两条原则: ⑴ 应反映零件的主要形状特征; ⑵ 尽可能反映零件的加工位置或工作位置,当这些位置难以确定时, 应选择自然放置位置。
圆筒
凸台
轴承座的主视图选择
底板
图a中的滑动轴承座的位置既是加工位置,也是工作位置。从A向投射得到如图b的主视图,从B向投 射得到如图c的主视图。比较可知,选择A向作为主视图投射方向较好。
30°
R15
基准
(点)
线
基准 (轴线)
基准 (端面)
基准 (对称面)
基准 (底面)
面
21
零件图的读识方法
2.尺寸基准的种类
a 设计基准
从设计角度考虑,为满足零件在机器或部件中对其 结构、性能要求而选定的一些基准。
10 C
D
30
M8× 0.75
(辅 助 基 准 ) E
10 12
4 0±0 . 0 2 58 6 + 1 6 0 .0 2 7
它的作用:
1、是生产中最基本的技术文件; 2、是设计、制造、检验、装配产品的依据; 3、是进行科技交流的工程技术语言。
3
零件图的基础知识
二、零件图的内容
1.一组视图:完整清晰地表达零件的结构和形状。 2.完整的尺寸:表达形状大小和各部分的相对位置。 3.技术要求:尺寸公差、形位公差、表面粗糙度及
文字说明。 4.标题栏: 名称、数量、材料、图号、签名等。
图纸幅面是指图纸宽度与长度组成的图面。
基本幅面代号有A0、A1、A2、A3、A4五种。 图纸幅面及图框格式尺寸 mm
(完整版)机械制图基础大全

简介:一、常用绘图工具 1.图板图板是用来固定图纸的矩形木板。
其要求:(1)板面平整、光滑;(2)左侧的“导边”应平直。
#常用图板规格: 0号(900mm×1200mm)、1号(600mm×900mm)、2号(4一、常用绘图工具1.图板图板是用来固定图纸的矩形木板。
其要求:(1)板面平整、光滑;(2)左侧的“导边”应平直。
#常用图板规格:0号(900mm×1200mm)、1号(600mm×900mm)、2号(450mm×600mm)2.丁字尺丁字尺由“尺头”和“尺身”组成。
#其用途:(1)与图板配合来画平行线。
(2)与图板、三角板配合来画角度线、垂直线。
3.三角板一副三角板由两块三角板组成,一块45°,另一块30°(或60°)。
#其用途:(1)与丁字尺配合来画垂直线、倾斜线(15o倍数角的角度线):45°、30°、60°、75°、105°和150°等;(2)两块三角板配合来画已知直线的平行线或垂直线。
4.比例尺比例尺俗称“三棱尺”,共有六种常用的比例刻度,是供绘制不同尺寸比例的图形所用的。
注意:比例尺不能当作直尺来画线使用,只能用于量取不同比例的尺寸。
5.曲线板曲线板是用于绘制不规则的非圆曲线的工具(可正、反两面使用)。
#其使用方法:(1)至少保证4个点(或4个以上的点)与曲线板的边缘相吻合,才能连接这4个点(或4个以上的点);(2)两段之间应有重复。
二、常用的绘图用品1.铅笔铅笔分:硬、中、软三种。
#其标号有:6H、5H、4H、3H、2H、H、HB、B、2B、3B、4B、5B、6B共13种。
其中:6H为最硬,HB为中等硬度,6B为最软。
#铅笔的选择与使用:(1)绘制底稿时,应使用H或2H铅笔,并削成尖锐的圆锥形;(2)绘制图形时,应使用B或HB铅笔,并削成四棱柱形(扁铲形);(3)铅笔应从没有标号的一端开始使用,以便保留铅笔的软硬标号。
机械制图基本知识讲义,超详细!
机械制图基本知识讲义,超详细!一:机械制图基本知识:1:零件尺寸的读数及测量:车间测量零件尺寸的基本工具:卷尺和游标卡尺。
1.1:卷尺一格的距离为1mm .1.2:游标卡尺的读数方法。
1.2.1以10分游标卡尺的读数为列:正确读法:分三个步骤1. 先读主尺的刻度值, 精密度为 1 mm 附尺“0”刻度位於主尺刻度“13” 与“14” 之间, 所以主尺刻度为 13 mm2. 再看附尺与主尺重叠的刻度. 精密度为 0.1 mm(附尺右下角标注)附尺上“4”刻度与主尺重叠, 所以附尺刻度為 0.1X4=0.4 mm3. 將主尺与附尺数值相加上面刻度代表 13.4 mm所以该游标卡尺的读数为:13.4mm.1.2.2游标卡尺的归零。
1.3 简单说明标注了尺寸公差的零件的合格尺寸的读法:钣金零件的尺寸标注了公差后的合格尺寸读数。
通过以下几个例子来具体讲解。
例如1:,它的意思表示如下:+0.3表示取上公差。
-0.5标识取下公差。
故合格尺寸为:80-0.5到80+0.3 即79.5到80.3为合格尺寸。
再如2:,它的意思表示合格尺寸在64-0.5到64+0.5之间。
即:63.5到64.5为合格尺寸。
其它尺寸读法类推。
1.4下面为一份图纸的标题栏内容。
标题栏位于图框的右下角,零件的名称、图号、设计者、材料等都要在标题栏里表达清楚。
2:机械制图知识及对照图纸,翻转零件的快捷识图法:2.1机械图概念:产品或机械设备在设计、制造、检验、安装等过程中所使用的工程图样总称为机械制造图,简称机械图,它是工业生产中必不可少的技术文件。
2.2要看懂机械图样,首先要看懂图样中的视图,因为它表达了物体的形状。
要了解视图是怎样形成的,就必须先认识一下投影。
投影需要有光源、投射线、物体和投影面四个条件才能得到。
太阳照射树木,阳光在地面上投下了树木的影子,这其中,太阳叫做光源,太阳的光线叫做投射线,受光线照射的树木叫做物体,出现影子的地面叫做投影面,投影面上的影子即投影。
最全机械制图基础知识

➢1.1.4 图线(GB/T17450--1998)
➢1 线型 规定有15种基本线型 ➢2 图线宽度 1:2(细线、粗线的比例)
➢3 图线的构成 ➢4 图线的画法
间隙 相交
➢1 线 型
代码NO.(名称) 代码 基本线型和名称
01 (实线)
机械工程图样上采用两类线宽,称为粗线和 细线,其宽度比例关系为2l。
➢3 图线的构成
线素
点 短距离 短划
划 长划 间隔
线型 No.
04~07,10~15
02,04~15 08,09 02,03,10~15 04~06,08,09 03
长度
≤0.5d 3d 6d 12d 24d 18d
➢4 图线的画法
栏。
(图 名)
比例 数量
(图 号)
制图
(日 期) 重量
材料
8
描图
(日 期)
(设备名称)
审核
(日 期)
12
40
65
12
30
23
130
简化标题栏
➢1.1.2 比例(GB/T 14690-1993)
比例为图形与其实物相应要素的线性尺寸之 比。
比例分为原值比例、放大比例、缩小比例 三种。
不论采用何种比例绘图, 尺寸数值均按原值注出。
字体高度(用h表示)的公称 尺寸系列为: 1.8,2.5,3.5,5,7,10,14,20mm 字体高度代表字体的号数。
常用的字号有3.5、5,一般尺寸自高设置成 5,粗糙度标注字高设置成3.5.
➢1 汉字
汉字书写的要领在于横平竖直,注意起落, 结构均匀,填满方格。
机械制图基础(完整版)

1.2 制图国家标准的一般规定
4)尺寸数字不可被任何图线所通过,否则应将该图线断 开,以保证尺寸数字清晰。
1.2 制图国家标准的一般规定
3、标注尺寸时应注意的问题 尺寸在图样中的排布要清晰、整齐、匀称,如图1-8。 (1)数字 字高采用3.5号字,不能根据数值的大小而改变字符的大
线引出。也可利用轮廓线、轴线或对称中心线代替。
1.2 制图国家标准的一般规定
② 一般应与尺寸线垂直,并超过尺寸线约2-3mm
1.2 制图国家标准的一般规定
必要时才允许尺寸界线倾斜,画成与尺寸线成60°
1.2 制图国家标准的一般规定
③在光滑过渡处标注尺寸时,必须用细实线将轮廓线延长 ,从它们的交点处引出尺寸界线。
1.2 制图国家标准的一般规定
用作指数、分数、极限偏差、注脚的数字及字母,一般应 采用小一号字体。
※ 综合应用示例
1.2 制图国家标准的一般规定
五、图线(GB/T 4457.4—2002、GB/T 17450—1998) 1、图线的线型及应用:国家标准GB/T 4457.4—2002中规
1.11.1 常用手工绘来自工具、仪器的使用5.分规
1.1
1.2 制图国家标准的一般规定
一、图纸幅面和格式(GB/T14689—1993) 1、图纸幅面尺寸 图纸幅面:图纸宽度与长度组成的图面。绘制技术图样时
,应优先采用表1-1规定的基本幅面尺寸。
表1-1 图纸幅面尺寸
幅面代号
A0
A1
小;字符间隔要均匀;字体应严格按GB规定书写。 (2)箭头 在同一张图上箭头的大小应一致,机械图样中箭头一般为
1.2 制图国家标准的一般规定
1.2 制图国家标准的一般规定
机械制图基础知识[精心制作[完整版]]
![机械制图基础知识[精心制作[完整版]]](https://img.taocdn.com/s3/m/d34d3a612e3f5727a5e962ad.png)
机械制图基础知识一、.图线 GB/T 4457.4-2002 GB/T 17450-1998注:粗虚线和粗点画线的选用(1)两种粗线都用来指示零件上的某一部分有特殊要求。
但应用场合不尽相同。
粗虚线专门用于指示该表面有表面处理要求。
(表面处理包括镀(涂)覆、化学处理和冷作硬化处理。
)(2)粗点画线是限定范围的表示线常见于以下场合:a.限定局部热处理的范围(如上图)b.限定不镀(涂)范围(如下左图)c.限定形位公差的被测要素和基准要素的范围(如下右图)二、视图 GB/T 17451-1998 GB/T 4458.1-20021.按第一角法配置的六个基本视图2.局部视图1)按基本视图的配置形式配置2)按向视图的配置形式配置三、剖视图及剖面区域的表示法 GB/T 17452~17453-1998 GB/T 4458.6-2002四、简化画法 GB/T 16675.1-19961.管子1)可仅在端部画出部分形状,其余用细点画线画出其中心线 2)可用与管子中心线重合的单根粗实线表示。
2.五、螺纹及螺纹紧固件表示法 GB/T 4459.1-1995 GB/T 197-2003无论是外螺纹或内螺纹,在剖视或剖面图中的剖面线都应画到粗实线。
根据GB/T 197-2003的规定,将普通螺纹的标记方法介绍如下:六、弹簧表示法 GB/T 4459.4-2003七、尺寸注法 GB/T 4458.4-2003 GB/T 19096-20031.在光滑过渡处标注尺寸时,应用细实线将轮廓线延长,从它们的交点处引出尺寸界线。
(如下图)2.标注角度的尺寸界线应沿径向引出(图5),标注弦长的尺寸界线应平行于该弦的垂直平分线(图6),标注弧长的尺寸界线应平行于该弧所对圆心角的角平分线(图7),但当弧度较大时,可沿径向引出(图8)。
3.当对称机件的图形只画出一半或略大于一半时,尺寸线应略超过对称中心线或断裂处的边界,此时仅在尺寸线的一端画出箭头。
第一讲机械制图基础知识全篇

注: 机械制图中规定的箭头为实心箭头。
2 标注线性尺寸时,尺寸线应与所标注的线段 平行。尺寸线不能用其他图线代替。
尺寸标注
1 ★当没有足够的位置画箭头或注写尺寸数字时, 中间位置允许用圆点代替箭头,两侧允许将箭 头移至尺寸线外侧,箭头指向尺寸边界,并将 尺寸数字注写在尺寸界限的中间(或侧面), 并位于尺寸线上方。
尺寸标注
★在光滑过渡处标注尺寸,必须用细实线将轮廓线延 长,从他们的交点处引出尺寸界线。
尺寸标注
★角度的数字一律写成水平方向,注写在尺寸线的中 断处。
★线性尺寸数字不可被任何图线所通过,否则必须将 图线断开。
尺寸标注
当对称机件的图形只画出一半或略大于一半时,尺寸 线应略超过对称中心线或断裂处的边界,此时只在尺 寸线的一端画出箭头。
c 需要标注角度时,角度应注写在字母之后。
图样画法 视图
◆ 局部视图
局部视图是将物体的某一部分向基本投影面投射 所得的视图。局部视图可按基本视图的配置形式配置, 也可按向视图的配置形式配置。
画局部视图时其断裂边界线可用波浪线或双折线, 当局部视图按基本投影关系配置,中间又没有其他图 形隔开时,则不必标注代表视图的任何字母。
相同结构要素的标注
尺寸标注
★线性尺寸的标注应避免标准中限定的30º范围,当 无法避免时,非水平方向的尺寸,其数字可水平地注 写在尺寸线的中断处。
尺寸简化标注
原则 1 简化必须保证不致引起误解和不会产生理解的多意性; 2 简化后的制图应便于识读和绘制,并注重简化的综合
效果。 简化标注示例:
字体
2 绘制技术图样时,应首先考虑看图方便,根据物体的结 构特点,选用适当的表示方法,在完整、清晰的表示物 体形状的前提下,力求制图简便。
机械制图基础知识(汇总完整版)

其中凸台与圆筒相交会在内外表面上 产生相贯线,支承板与圆筒外表面相切, 肋板则与圆筒外表面相交。
§5 — 2 组合体三视图的画法
画图前的准备工作。 2.选择主视图 为方便看图,应选择最能反映该组合体形状特征和位置 关系的视图作为主视图。 比较下图中的A、B、C和D四个方向,沿B向观察所得视图 较好。
下面以轴承座为例介绍叠加类组合体的画图方法。 画图步骤:
§5 — 2 组合体三视图的画法
二、叠加类组合体三视图画法
画图步骤:
§5 — 2 组合体三视图的画法
三、切割类组合体三视图画法 切割类组合体的画图顺序:
在画出组合体原形的基础上,按切去部分的位置和形 状依次画出切割后的视图。
下面以图中所示的立体图为例介绍切割类组合体的画 图方法。
工程上为了准确表达物体的形状采用的是多面正投影图, 三视图则是准确表达形体的一种基本方法。
§3 — 1 投影法及三视图的形成
三、三视图的形成 1.三投影面体系
三个互相垂直的平面V、H、W把空间分为八个部分, 称为八个分角。
各分角的表示方法如图所示。
目前国际上使用着两种 投影面体系,即第一分角和 第三分角。我国采用的是第 一分角画法。
§3 — 1 投影法及三视图的形成
三、三视图的形成
1.三投影面体系 ⑴三个投影面
①正立投影面—简称正面用V表示。物体在V面上的正投 影图称为主视图。
②水平投影面—简称水平面,用H表示。物体在H面上的 正投影图称为俯视图。
③侧立投影面—简称侧面,用W表示。物体在W面上的 正投影图称为左视图。
1.三投影面体系 ⑵三根投影轴
分成两条,记做Yh和Yw。
机械制图基础知识(精)
2.表面粗糙度的标注方法
表面粗糙度的标注规则如下。
(1)在同一图样上,每一表面一般 只标注一次。
(2)表面粗糙度符号应标注在可见 轮廓线、尺寸线、尺寸界线或其延长线 上。若位置不够时,可引出标注。
(3)符号的尖端必须与所注的 表面(或指引线)相接触,并且必须 从材料外指向被注表面。表面粗糙度 的标注方法见表2-10。
(2)同一图样中,同类图线的宽 度应一致。虚线、点划线及双点划线 的线段长度和间隔应各自大致相等。
(3)两条平行线(包括剖面线) 之间的距离应不小于粗实线的两倍宽 度,其最小距离不得小于0.7mm。
(4)绘制相交中心线时,应以 长划相交,点划线起始与终了应 为长划。一般中心线应超出轮廓 线3~5mm为宜。
(1)重要尺寸,如总体的长、 宽、高尺寸,孔的中心位置等应直 接注出,而不应由其他尺寸计算求 得。
(2)不能注成封闭尺寸链,应 选择允许误差最大处作开环,如图 2-9所示。
图2-9 允许误差最大处作开环
(3)对称结构应将对称中心线两 边的结构合起来标注,不可只标注一 边,如图2-10所示。
(4)尽量避免在虚线处标注尺寸 (不清晰,易误解)。
2.1.1 国标规定
1.图纸幅面尺寸 2.图框格式 3.标题栏的方位
2.1.2 设置及调用方法
1.图纸幅面及标题栏的设置
(1)按照如图2-1和图2-2所示的图框格 式、表2-1所列的图纸幅面尺寸,利用绘图 工具完成图纸内、外框的绘制。
(2)按照如图2-3所示的标题栏的格 式,完成标题栏的绘制,并将其创建成块。
(3)当同一被测要素有多个公差项目 时,可以共用一条指引线;当同一公差项 目有多个被测要素时,可以在同一公差框 上画多条指引线。
第1章机械制图基础知识精选全文完整版

A4 210×297
•注:B是英文Breadth的第1个字母,表示图纸宽度;L是英文Length的第 1个字母,表示图纸长度。
•2024/10/30
1.2 制图的国家标准简介
❖ 1.2.1 图纸幅面和格式 ➢ 1.图纸幅面及选用
基本幅面的关系如图112中粗实线所示。
•2024/10/30
•图1-12 图纸各种幅面的相互关系
•图1-7 圆规的使用方法
•2024/10/30
1.1 绘图工具的使用
❖ 1.1.2 常用绘图仪器的种类及使用方法
➢2.分规
分规主要用于等分线段和量取尺寸等。使用前应检查分规的两 个钢针脚,尽量使两个钢针尖并拢时对齐(图1-8)。 量取尺寸时,先张开至大于被量尺寸距离,再逐步压缩至被量 尺寸大小,注意钢针不要扎进尺的刻度内,避免损坏尺上的刻度 ,具体手法如图1-9所示。
•图1-15 标题栏的格式
•2024/10/30
1.2 制图的国家标准简介
❖ 1.2.1 图纸幅面和格式 ➢ 3.标题栏、明细栏的格式及分区
一般在学校的制图作业中可采用如图1-16所示的学生用标题栏和明 细栏格式。 学生用标题栏中“A”栏格式可根据零件图和装配图的不同,按如图 1-17所示的格式填写。
1.2 制图的国家标准简介
❖ 1.2.1 图纸幅面和格式 ➢ 1.图纸幅面及选用 (3)优先选用的幅面
绘图时,一般应优先选用表1-1中的5种基本幅面(第一选择 )。
•表1-1 基本幅面的代号及尺寸(第一选择)
基本幅面代号
A0
A1
A2
尺寸B×L
841×1 189 594×841 420×594
单位:mm
•2024/10/30
(完整版)机械制图识图基本知识

(1)标题栏 位于图中的右下角,标题栏一般填写零件名称、材料、数量、图
样的比例,代号和图样的责任人签名和单位名称等。标题栏的方向与看图的方向应
一致。
the first responsi bility of the forest, 26th spring area has fully depl oyed to t he fire, has now e ntered t he fire, we have to be on duty, a nd defend. Determine d to overcome paralysi s, must not "Twelve-Five" no fires in t he past, t he reduce d requirements duri ng the period. To apply strictly the party with the res ponsi bility, must shoul der the responsibil ity of the Party Secretary i n particular, really practi ce pi pes, it can never s huais houz hangg ui, be sure to layer t he impleme ntation falls fire res ponsi bility, t o ens ure that no major forest fires. To a dhere to bala nce d, correctly handle the relationshi p betwee n fire and proj ect constr ucti on, i ndustrial dev elopment, to "never mis s or two." Second, t o speed up the development of six major industrie s. Prom ote devel opme nt in our region, the key is to give ful l play to res our ce advantage t o build e co -orie nted "big six" system, to create the new engine of economic growt h. Firm confide nce. Practi ce has pr oved that the "big si x" of both central a nd provincial re quireme nts, and meet the a ctual da hi nggan mountains, through a ctive efforts have been showing a str ong moment um of devel opme nt. So, in t he "six" on development, we m ust be fi rm in faith, go all out, persevera nce, one ca ught in the e nd, convi nced that Castle is not relaxed, doe s not reach the target will never give up. Shoul d focus on industrial proje cts. Proje ct is to a ccelerate the i ndustrial devel opme nt of importa nt support and ba cking. I ndustrial proje ct construction, my area there are few i n number, small size , low l evel problems. T his year, the pr oje ct as hi s party ha s "first project", we have to w ork hard t o project construction. Es pecially effective duri ng short, cat chi ng proj ect s hall not, sl ow, dragging not allow ed. All l ocaliti es s hould conscie ntiously impl ement the proje ct leadershi p system, timetable, r oadmap, and coordi nate servi ces, track ing the whole pr oces s forward, i nver ted durations, spee ding up progress a nd seek practical re sults . Poi sed to break the proj ect buil d Set cha llenge s, to accelerate the pa ce of prelimi nary formalities, the enter prises have difficulties to pull one way a nd al so help i n a timely manner t o hel p b usinesse s market, enhance confide nce , urging w ork as s oon as pos sibl e. To strengt hen t he project a nalysis , proper risk a nalysi s and improve proje ct succe ss rates. (Spe cific to t he XX, we still want to make g ood use of agricultural adva ntages, relying on t he upper rea che s of the forest in t he fresh air a nd XXX pure wate r and ot her resource s, create high -quality, high-grade gree n food brands, truly refle ct the origi nal characte r. Mea nwhi le, adhere to t he project as t he breakt hroug h to pr omote economic develo pment around the "six industrial chain" to pay s pe cial attention to forming pr oject s, dig potential proje cts, focus on key projects , actively cultivating the new lea ding i ndustries a nd new source s of economic growt h). To promote inve stment. M ore accurate pr ofessional busi ness , and base d my industrial ba se and resource s, aimed at nati onal i ndustrial layout
(完整版)机械制图识图基本知识

(完整版)机械制图识图基本知识目录CONTENCT •机械制图概述•制图基础知识•视图表达方法•标准件与常用件表示法•零件图识读技巧•装配图识读技巧•总结与展望01机械制图概述机械制图定义与作用定义机械制图是用图样确切表示机械的结构形状、尺寸大小、工作原理和技术要求的学科。
图样由图形、符号、文字和数字等组成,是表达设计意图和制造要求以及交流经验的技术文件,常被称为工程界的语言。
作用机械制图在机械设计、制造、维修等领域中发挥着重要作用。
它是工程技术人员进行设计、制造、安装、调试、维修等工作的重要依据,也是进行技术交流的重要工具。
起源01机械制图的起源可以追溯到古代,人们为了记录和传播技术知识,开始使用简单的图形和符号来表示机械结构和工作原理。
发展02随着工业革命的兴起和机械制造技术的进步,机械制图逐渐发展成为一门独立的学科。
人们开始使用更加精确的绘图工具和测量方法,制定出更加完善的制图标准和规范。
现代化03随着计算机技术的发展,机械制图也进入了数字化时代。
人们可以使用CAD等软件进行绘图和设计,大大提高了制图的效率和精度。
机械设计在机械设计中,机械制图是表达设计意图和进行技术交流的重要工具。
设计师需要使用机械制图来展示机械的结构、工作原理、尺寸精度等技术要求。
机械制造在机械制造中,机械制图是指导生产的重要依据。
生产人员需要根据图样进行加工、装配和调试等工作,确保生产出符合设计要求的机械产品。
设备维修在设备维修中,机械制图可以帮助维修人员了解机械的结构和工作原理,从而快速定位故障并进行维修。
同时,维修人员也可以根据图样进行零件的更换和调整等工作。
02制图基础知识图纸幅面与格式图纸幅面根据国际标准ISO规定,机械制图图纸幅面有A0、A1、A2、A3、A4五种基本幅面,其尺寸关系为前一号的图纸是后一号图纸面积的2倍。
图纸格式图纸格式分为横式和立式两种,一般根据图样的总体尺寸和布局需要选择。
在图纸上,必须画出图框线,其格式分为留装订边和不留装订边两种。
机械制图基础知识(汇总完整版)
第一章 制图的基本知识 第二章 点、直线、平面的
投影 第三章 立体的投影 第四章 组合体 第五章 轴测图 第六章 机件常用的表达方
法 第七章 标准件和常用件 第八章 零件图 第九章 装配图 第十章 计算机绘图
§3 — 1 投影法及三视图的形成
三、三视图的形成 下图是用正投影方法画出的三个不同形体的单面投影图 可以看到三个投影图的形状是相同的。
下面以轴承座为例介绍叠加类组合体的画图方法。 画图步骤:
§5 — 2 组合体三视图的画法
二、叠加类组合体三视图画法
画图步骤:
§5 — 2 组合体三视图的画法
三、切割类组合体三视图画法 切割类组合体的画图顺序:
在画出组合体原形的基础上,按切去部分的位置和形 状依次画出切割后的视图。
下面以图中所示的立体图为例介绍切割类组合体的画 图方法。
现在就问你为什么俯视图和左视图会有 宽相等的对应关系?
让我们带着这样一个问题重新演示三视 图的形成。
(点击图形演示动画)
4.三视图与物体方位的对应关系
物体有上、下、左、右、前、后六个方 位,各视图反映的方位如图所示:
主视图能反映物体的上下和左右方位
俯视图能反映物体的左右和前后方位 左视图能反映物体的上下和前后方位 (点击图形演示动画)
如图中的轴承座由五个部分组成,各 部分的相对位置如图所示。
其中凸台与圆筒相交会在内外表面上 产生相贯线,支承板与圆筒外表面相切, 肋板则与圆筒外表面相交。
§5 — 2 组合体三视图的画法
画图前的准备工作。 2.选择主视图 为方便看图,应选择最能反映该组合体形状特征和位置 关系的视图作为主视图。 比较下图中的A、B、C和D四个方向,沿B向观察所得视图 较好。
机械制图基础知识 全套
55
56
三、化工设备图的内容
1 .视图,用一组视图表达设备的 主要结构形状和零件之间的装配连 接关系。 2 .尺寸,标注必要的尺寸,以表 达设备的总体大小、规格、装配和 安装等尺寸数据。
57
3.零部件编号及明细表,对组成该设 备的所有零部件进行编号。并在明细 表中填写每一编号零部件的名称、规 格、材料、数量及有关图号或标准号 等内容。 4.接管口序号和管目表,对设备上 所有的管口按字母顺序编号,并在管 口表中列出各管口的有关数据及用途 等。
40
3、技术要求——字或符号注写出部 件在装配、调整、检验、使用时的 技术要求。 4、编号和明细——产的组织和管理 工作的方便,应将零件、标准件进 行编号、并填写入明细栏。 5、主标题栏——图幅右下角,填写 名称、图的编号、
41
42
(二)、化工设备图
化工设备系指化工产品生产过程中 所使用的专用设备,如高、中、低 压力容器、热交换器、反应器、塔 类、炉类等,以及其他化工专用设 备,如运输、加料、净化分高等设 备。
(一)、 机械制图基础知识
一、 基本几何体的三视图 1. 平面立体: 由若干个平面所 围成的几何体。 2. 曲面立体: 由曲面或曲面与 平面形所围成的 几何体。
1
2
3
4
3、 截交线、相贯线
5
相贯线:指立体与立体表面的交线。
6
7
二、 零件的各种表达方法 1、 视图: 主要用于表达零件的外部结构形 状。 分为基本视图、局部视图、斜视 图、旋转视图
68
69
70
(七)简化画法 1 .设备结构用单线表示的简化画法。 设备上某些结构,在已有零部件图,或 另用刻视、剖面、局部放大田等方法表 达情越时,装配图上允许用单线表示。 例如容器、槽、门设备的简单壳体;带 法兰的接管等结构,均规定允许画成单 线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制图基础知识
一、.图线GB/T 4457.4-2002 GB/T 17450-1998
注:粗虚线和粗点画线的选用
(1)两种粗线都用来指示零件上的某一部分有特殊要求。
但应用场合不尽相同。
粗虚线专门用于指示该表面有表面处理要求。
(表面处理包括镀(涂)覆、化学处理和冷作硬化处理。
)
(2)粗点画线是限定范围的表示线常见于以下场合:
a.限定局部热处理的范围(如上图)
b.限定不镀(涂)范围(如下左图)
c.限定形位公差的被测要素和基准要素的范围(如下右图)
二、视图GB/T 17451-1998 GB/T 4458.1-2002
1.按第一角法配置的六个基本视图
2.局部视图
1)按基本视图的配置形式配置
2)按向视图的配置形式配置
不要
“向”字
三、剖视图及剖面区域的表示法GB/T 17452~17453-1998 GB/T 4458.6-2002
图形不对称时,移出断面不得画在中断处
四、简化画法GB/T 16675.1-1996
1.管子
1)可仅在端部画出部分形状,其余用细点画线画出其中心线
2)可用与管子中心线重合的单根粗实线表示。
2.
五、螺纹及螺纹紧固件表示法GB/T 4459.1-1995 GB/T 197-2003
无论是外螺纹或内螺纹,在剖视或剖面图中的剖面线都应画到粗实线。
根据GB/T 197-2003的规定,将普通螺纹的标记方法介绍如下:
六、弹簧表示法GB/T 4459.4-2003
七、尺寸注法GB/T 4458.4-2003 GB/T 19096-2003
1.在光滑过渡处标注尺寸时,应用细实线将轮廓线延长,从它们的交点处引出尺寸界线。
(如下图)
2.标注角度的尺寸界线应沿径向引出(图5),标注弦长的尺寸界线应平行于该弦的垂直平分线(图6),标注弧长的尺寸界线应平行于该弧所对圆心角的角平分线(图7),但当弧度较大时,可沿径向引出(图8)。
3.当对称机件的图形只画出一半或略大于一半时,尺寸线应略超过对称中心线或断裂处的边界,此时仅在尺寸线的一端画出箭头。
尺寸数字:
标注尺寸的符号及缩写词
(如上图)
标注尺寸的符号及缩写词(如下表)
八、尺寸的简化注法GB/T 16675.2-1996
九、极限与配合的标注方法GB/T 4458.5-2003
十、形状和位置公差的图样表示法GB/T 1182-1996
1.形位公差分类及特征项目符号
*形位公差带的定义(见GB/T 1182-1996)
*形位公差标注符号的比例和尺寸(见GB/T 1182-1996)
十一、形位公差的未注公差GB/T 1184-1996 其端点应画一个黑点
1.定义见GB/T 1184-1996
十二、表面粗糙度标注GB/T 131-2006 目录
一、图线
二、视图
三、剖视图及剖面区域的表示法
四、简化画法
五、螺纹及螺纹紧固件表示法
六、弹簧表示法
七、尺寸注法
八、尺寸的简化注法
九、极限与配合的标注方法
十、形状和位置公差的图样表示法
十一、形位公差的未注公差
十二、字号(见图纸)
十二、表面粗糙度标注
相应国标可在PDM中看到
我的文件/共享区/机械制图国家标准
特别说明:
4-¢6(×)4×¢6(√)。