德国IBS蓄热式烧嘴样册
BICR霍科德自身预热式烧嘴

BICR烧嘴在直管式辐 射管加热中的应用。
退火炉—明火直接加 热的应用,烟气通过 引射器排放。
辊底炉—间接加热
应用举例
BICR+ TSC+ EGH
VG..L GEH EKO FLS
M
BVA+IC LEH FLS EKO
BICR自身预热烧嘴在P型辐射管 加热系统中的应用-开/闭控制。 图标
在间接加热工况下BICR烧嘴可与P型辐射管 VG..L = 慢开燃气电磁阀 结合使用。火焰高速喷出陶瓷火焰管时形 GEH = 燃气流量手动调节旋塞阀
= 标准型 = 可选型
03250XXX druckerei 4.00 6.000
需要更加详细的资料,请登录我公司的中文网站
联系网址: ➔ Information ➔ contacts
成低压,推动烟气在辐射管中的循环。
EKO = 不锈钢波纹管
效果:
-低氮氧化物排放
FLS = 流量孔板 BICR = 自身预热烧嘴
-辐射管热辐射分配均匀
TSC = 陶瓷换热器
EGH = 带隔热层的烟气回流套
高温烟气回流,在陶瓷换热器处与冷助 BVA = 空气蝶阀
燃空气进行热交换,预热空气可达350°C。 LEH = 手动空气流量调节旋塞阀
0
40
50
60
70
80
V· [m3/h (n)]
图表显示额定功率时100%烟气回流工况下,烟 气引射空气量为60m3/h,压力35 mbar。
维护周期:
每年一次。如气质很脏,周期要缩短。
4
选型
BICR烧嘴
BICR 65 BICR 80 BICR 100 型号= BICR + 壳体尺寸 烧嘴尺寸 = /50, /65, /80 火焰形状 长焰 = H 燃气种类
蓄热式烧嘴
蓄热式烧嘴自身蓄热烧嘴的开发户松三男谷口矿司摘要1997年12月,防止全球暖化京都会议上已达成协议,工业炉要进一步采取各种节能措施以削减温室化气体的排放量。
这些措施中采用蓄热式烧嘴正成为目前的主要方向。
但是,现状是由于尺寸大小、造价、配管复杂等因素,能采用此项技术的炉子受到限制,因而妨碍了推广。
本文介绍了我公司开发的自身蓄热烧嘴,也就是把低造价、单一、紧凑、低NOx等结合在一起的一套蓄热式烧嘴系统。
1 自身蓄热烧嘴的开发近年来要是提到节能,几乎都要说到蓄热式烧嘴,它的高热效率已为同行业人士所深知。
但是,目前只有很少的一部分炉子采用此项技术。
因为不景气要考虑减少设备投资固然是重要因素,最主要的想来还是造价高。
现有的蓄热式烧嘴系统是两个烧嘴作为一组,每个烧嘴隔几十秒切换燃烧一次,即所谓双子式烧嘴系统。
两个烧嘴需要6个换向阀,还要两套安全装置,这样造价就上去了;此外,两个烧嘴还需要用配管联结,复杂的配管也增加了成本。
其次要考虑的因素是蓄热部分的尺寸较大,增大了烧嘴本体的尺寸,难以设置在小型炉子上。
我公司考虑到这些问题妨碍了蓄热式烧嘴的推广,于是着手开发能满足低造价、单一、紧凑、低NOx等要求的燃烧系统,结果可以在一个烧嘴内完成蓄热燃烧,终于实现了自身蓄热烧嘴系统。
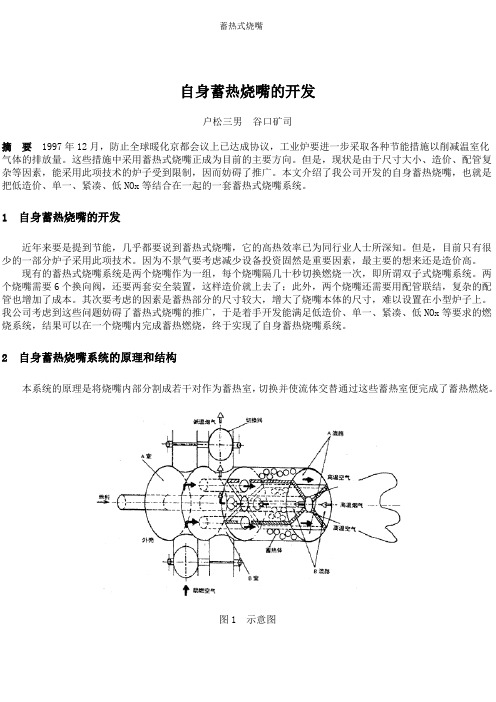
2 自身蓄热烧嘴系统的原理和结构本系统的原理是将烧嘴内部分割成若干对作为蓄热室,切换并使流体交替通过这些蓄热室便完成了蓄热燃烧。
图1 示意图图2 示意图图1和图2是基本的示意图。
其结构是:中心部位供应燃料,烧嘴本体内部划分成A、B两部分。
每一部分都有空气入口和烟气出口,各接口配切换阀。
蓄热体分割成4部分并互相隔离。
A室和A流路的两个蓄热室联结,B 室和B流路的蓄热室联结。
图1上A室的助燃空气入口和B室的烟气出口处切换阀开着,其他的切换阀关闭,流体的流动过程是助燃空气从A室进入,通过A流路的两个蓄热室变成高温空气,和燃料混合后燃烧。
烟气在炉内循环后回到烧嘴,进入B流路的蓄热室成为低温烟气,从B室排出。
HGBE系列冷风高速燃气烧嘴技术手册说明书

技术手册HGBE系列可靠的工作HGBE系列冷风高速燃气烧嘴,用于工业炉直接加热和间接加热,输出功率范围:9 - 160kW产品特点及优势◼低成本高速燃气烧嘴◼输出功率范围:9 - 160 kW◼最高应用温度高达1300℃◼适用于冷风和热风运行(助燃空气最高预热到400℃)◼单段燃烧,低污染物排放◼火焰出口速度高,温度均匀性好◼模块化设计,易于维护◼不同平面的空气、燃气接口,方向可90°角互换◼直接进行火焰监测,最大限度确保运行各阶段的安全性◼单独的强冷空气接口,可满足快速降温需求◼基础维护简单经济◼可选择基本配置或完整配置2技术规格烧嘴型号 HGBE152550100200额定热能功率 [1]kW152550100160额定热能功率[1]BTU/h~51000~85000~171000~341000~546000最小热能功率 [1]kW913255080最小热能功率[1]BTU/h~31000~44000~85000~171000~273000标准燃气接口压力 [2]mbar5050505050标准助燃空气接口压力[2]mbar6060606080烧嘴管最高耐温°C13001300130013001300烧嘴管标准直径mm597194121171燃气接口公称直径DN1515151520助燃空气接口公称直径DN2025404050强冷空气接口公称直径DN2040404050燃气 [3]天然气,液化天然气,液化石油气诺玛特保留技术修改的权利 [1] 可根据需求提供其它功率[2]压力波动应≤ ± 5%,烧嘴成组运行时同样适用[3]使用其它燃气请与诺玛特提前沟通3HGBE系列主要尺寸 / 基础烧嘴烧嘴型号主要尺寸A B D E F (1)G (3)HmmHGBE 155916017014200/250/300/40060072.5 HGBE 257117519014200/250/300/40056077 HGBE 509419*********/250/300/400/500/60058077 HGBE 10012122524014200/250/300/400/500/60058053 HGBE 20017128531014300/400/50065070烧嘴型号接口尺寸烟气助燃空气吹扫空气燃气P R S T(2)U V mm inch mm inch mm inch mm inchHGBE 153480G3/43480G3/487G3/8132Rp1/2 HGBE 253487.5G13487.5G1.1/292G3/8137Rp1/2 HGBE 504097.5G1.1/24097.5G1.1/2107G3/8152Rp1/2 HGBE 10040112.5G1.1/240112.5G1.1/2110G3/8152Rp1/2 HGBE 20056142.5G1.1/256142.5G2.1/2157G3/8215Rp3/4(1)其它长度可选; (2) 强冷空气接口可选;(3) 参考:F=400mm时的安装长度4��ft�tJFJrZ:I: mg / kWh 1Hi JJ o 1/11HGBE15100 ..... --....---...... ----.---..----.-----.-----,,---..---...... -- (80)60 40 1 1 1 �------r---------------t---------------,--------�----�----, 1 1 1 1 --r-1 1 1 1--r-1 11 ----�------------ 1 l --l -- 1 1 -------+------.. -------�--------' 1 11 1--+ 1 1 -- 1 -----�---- 11 --L----1 1 1 1 1 �------r---------------t---------------,---------------+--------------r--------2 o +----�----+----➔·-----,1----+------1-----,1.----+----➔------t 1 1 11 1 �------r---------------t---------------,---------------+--------------r--------o 1 1 1 1 1 600 800 1000 1200 1400100 ..... --....-----,,---..---..---...... ----,,---..---...... --....... ----,1 1 1 1 1 •••••••••p••••••••• •••••••••"T"•••••••• •••••••••T"••••••••• •••••••••"'T"••••••••• •••••••••T••••••••• 1 1 1 1 1 80 +----�·----+----�·----+----�·----+----�•,----+----�·------t ---------�, ----.. .. ·-----+---------------�-----------------+---------------f---------60 +----�:--------�t----+----�----+----�t----+----�------t ---------t-L ------------+, -----------------t------------------+------------------t---------. 1 1 1 1 40 +--------------------+-----+-----------------------t -·\:.----------+-----------------t------------------+------------------f---------20 +-_-___ -_-_-_-�-l�----_-__ �•�k-+----__ -_-_�.!-,------_-_-__ -_➔-_-__ _-____ -_�i _-_-__ -_-_-_-_-_r_-_-_-__ -_-_-_-_�i�_-_-_-_-__ _-__t-__ -_-_-___ -_-_J _-__ -_-_-_-__ -_�0 400 1 1 1 1 1 600 800 1000 1200 1P� "C1400tEt�JE:rJJ$r i !�:iEff � ;t :;J . TJ j( � '9:A.= 1 , 10 ... 1 ,20L;J ... U &W 7'1 � � f1L � ffJ ijJO�-f-i!R $ iLI it , * �ffi $ J=I H ifi r:p 3-3: i1:1, iLI it PT �t lcJ ...tiß � f 4 f'f fi .lT��,���PTmwgp�*· mm��$ffl�#r�$�Bw, 5806040 HGBE 50---------�------------------f ------------------�-----------------+------------------�---------• 1 1 1 1 1 -----�----------------------�--------------+----------------�------1 1 1 ---------�------------------+----------------�---------' 1 1---------�------------------+------------------�-----------------+------------------�---------• 1 11 1 201----------------t----------11----t----t-----i---� ---------�------------------+------------------�-----------------+------------------�---------• 1 1 1 1 0--------------------------------◄ -----------------600 800 1000 1200 1 1 1 1 1 1 1 11400 ---------+------------------+------------------+------------------+---------1 1 1 1 1 1 1 1 -�1t��F119::I:mg / kWh 40 +--------+----+:---+---➔:---1----➔:---1----+:------1 -1It�)JQ1,,¾-tEtffi5EJJJ$r��iEff -�14 Jg j(�Ef.'A = 1, 10 ... 1,20 1 1 1 1 ---------t ------------------t ------------------t ------------------t ---------1 1 1 1 1 1 1 1 ---------l "--------i ---------________ J _________ _ _______ J _________ _ _______ J ________ _o L __ J : __ ����!•1••1•••••-�1---�--!1�-_J 400 600 800 1000 1200 1400j:p1fül Oe��BW19B�ffi. BID���ffl$��. ��@fflM���@��������#�ffi ��o ��ff�mwg�•*· W*ff�@ffl�#r�@�Bfflo 7HGBE 200100 ......---.---...... --------------------------806040 ---------�----------------i-----------------�----------------1----------------4-------1 1 1 1 1 ---------�-----------------------4---------1 1 1 1 1 1 1 1 ---------r ---------_________ T _________ ---------,---------1 1 1 ---------i-------------------�---------1 1 1 --·-----------------�------------------l------------------�------------------1-------------------�---------20 ____ 1 ______ �1 ________ 1 _______ 1 _______ 1 __ ___, ---------�------------------l------------------�-----------------!.------------------�---------• 1 1 1 1 0+-------+----+----+--------1-----11----+---+------l 600 800 1000 1200 1400 40 ..---......----,------.---...-------...... ---,------,----....-----, 1 1 1 1 1 11 1 1 1 ---------t------------------t------------------t------------------t------------------t---------1 1 1 1 1 1 1 1 1 1 -� 1-t rw H�F Jvci:mg / kWh 1 ; 1 1 1 20 +---+----+----t---+---+----+---+---t----+----11 11 1 11 1 1 1 1 1 1 11 ---------t ------------------1------------------1------------------1---------1Lll:/Ji:i t&a t YiJE r JJ � r :i! � ili f f � ,t sj 7'J � 1't f=(. A = 1, 10 ... 1 ,20 0 400 600 ! ! 1 1 800 1000 ! 1 L!J. ...t e ffl 7'1 �� f i,'8 f f J Ij:Ji. t:Jc-f-f ll! � � �, � fi lf\ @J:IB1fi q:i ±3"@ ��Pf ri t-'=i ...t� 1i'd!:J: if Ji JT ��-*�MPTWfflg�•*· •*M•mm�#r�@�effl. ! 1 1200 1400 9。
WQS型蓄热式烧嘴介绍
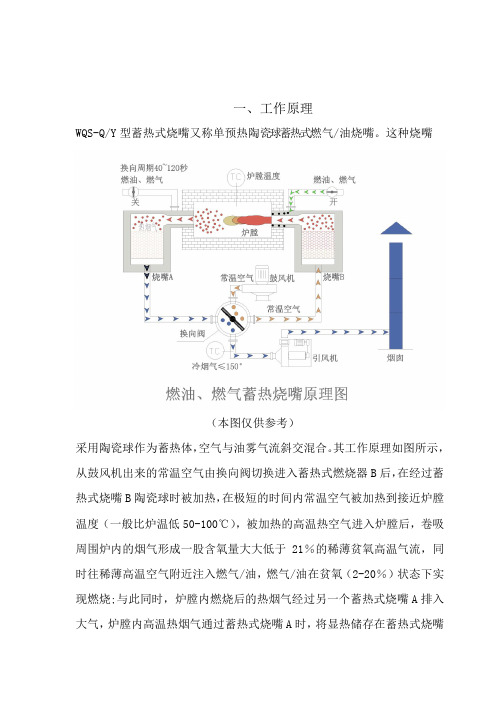
一、工作原理WQS-Q/Y型蓄热式烧嘴又称单预热陶瓷球蓄热式燃气/油烧嘴。
这种烧嘴(本图仅供参考)采用陶瓷球作为蓄热体,空气与油雾气流斜交混合。
其工作原理如图所示,从鼓风机出来的常温空气由换向阀切换进入蓄热式燃烧器B后,在经过蓄热式烧嘴B陶瓷球时被加热,在极短的时间内常温空气被加热到接近炉膛温度(一般比炉温低50-100℃),被加热的高温热空气进入炉膛后,卷吸周围炉内的烟气形成一股含氧量大大低于21%的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃气/油,燃气/油在贫氧(2-20%)状态下实现燃烧;与此同时,炉膛内燃烧后的热烟气经过另一个蓄热式烧嘴A排入大气,炉膛内高温热烟气通过蓄热式烧嘴A时,将显热储存在蓄热式烧嘴内,然后以低于150℃的低温烟气经过换向阀排出。
工作温度不高的换向阀以一定的频率进行切换,使两个蓄热式燃烧器处于蓄热与放热交替工作状态,从而达到节能和降低NO x排放量等目的,常用的切换周期为30-200秒。
如此周而复始变换,通过蓄热体这一媒介,排出的烟气余热绝大部分转换成燃烧介质的物理热,被充分回收利用。
二、采用高温空气燃烧技术的低NO X蓄热烧嘴具有的特点① 节约能源蓄热烧嘴能大大提高节能效率。
使用传统烧嘴,最多只能将空气、煤气预热到500~600℃,排烟温度350~400℃。
蓄热式烧嘴可将空煤气预热到1100~1000℃,同时排烟温度可降至0~150℃大大提高了燃料使用效率。
热回收率达90%以上,可节约燃料近55%,比一般回收装置高20%~30%。
②提高炉温均匀性前面谈到,低NO X蓄热烧嘴的火焰和传统烧嘴相比,温度均匀,梯度很小,无明显的高温区,而且低NO X蓄热烧嘴工作时,通常有切换过程,烧嘴交替地处于燃烧期和蓄热期,火焰的位置不是固定不变,炉气流动和扰动作用使炉温分布更均匀,另外,由于空气和燃气预热到1000℃以上,大大提高了气体的高温动力性能,使空气扩散,混合过程更加剧烈,使火焰外围形成炉气循环区,也促进了炉温的均匀性。
蓄热式辐射发热管烧嘴的开发与应用

V 01 . 42 N 0. 4 20l 3
案
加 熟
( 1 0 ) :2 9 0 5 — 2 9 1 0 .
4 3
I NDUS TRI AL HEATI NG
艺将红土镍矿含碳球 团焙烧后, 在1 5 0 0℃下熔分 3 0 mi n , 考察碱 度对 镍 、铁金属收得率 的影响 。如 图 6所示 ,碱
化物的金属化率 先增大后 降低, 当碱度 为 1 . 0时金 属化 率 最高,验证 了加入 石灰石可 以与复 杂铁氧化 物矿相 反 应置 换出简单铁 氧化物,降低含铁 物相 还原温度 ,增 强
热式辐射发热管烧嘴热效率高达 8 5 %以上,C O 2 、N O x排放量 比传统辐射发热管烧嘴 约减少 5 0 %,而且可靠性高,易维护 ,
[ 6 】安月明. 红土型镍矿焙烧 工艺试研究 [ J ] . 矿冶,2 0 1 1 ,2 0
( 1 ) :5 4 — 5 7 .
可能 的原 因是增大 了渣熔化 温度 ,使渣黏度 升高,大大 增 加 了渣铁分离难度,从而造成金属收得率 降低。
[ 7 】庞建明,郭培 民,赵
沛,等. 火法冶炼红土镍矿技术分析
度 由不配石 灰石 时的 0 . 5 增大 到 1 . 2过程 中,随着碱度 的
[ 4 ]S O L E R J M,C AMA J ,G AL l S ,e t a 1 . C o mp o s i t i o n a n d Di s —
s o l u t i o n Ki n e t i c s o f Ga mi e r i t e f r o m t h e L o ma d e Hi e r r o Ni — l a t —
工业燃烧器控制及设备选型手册
其缺点是:空气/燃气比例调节阀为粗略的比例控制,特别是空
气进行预热后。需要专业设备对初始状态进行调试,确保在燃烧控制
区间控制精确。
1、直接点火方式设备选型
设备选型表
项目 空气/燃气比例调节阀
专业燃气电磁阀 普通电磁阀
模拟量电动执行器 线性调节阀
开关量电动执行器 普通调节阀
可编程智能温控表 智能温控表
1200
2200
火焰长度可调
100
1200
2200
火焰长度可调
200
1200
2200
火焰长度可调
300
1200
2200
火焰长度可调
400
1200
2200
火焰长度可调
500
1200
2200
火焰长度可调
39
800
2000 平焰、球焰、直焰
烧嘴控制器(点火+检测) 燃烧器 测量孔板 测压孔管
空气调节阀 燃气调节阀 燃气高低压开关 空气压力(KPa) 燃气压力(KPa)
精确控制设备选型 ● ●
●
● ● ● ● ● ● ● 6~7 10
普通控制设备选型 ●
●
● ● ●
● ●
6~7 10
2、采用点火枪方式进行点火设备选型
项目 电动/气动双位蝶阀
1250
3000
1250
3000
1250
3000
1250
3000
1250
பைடு நூலகம்
3000
1250
3000
1250
3000
1250
3000
1250
3000
1250
3000
烧嘴控制器-IFS 244CN
Alternatively the IFS 244..I with integral ignition may also be used for all applications.
Features
– 1 valve connection. – Flame control with ionisation sensor. – Intermittent operation. – Ignition until flame signal. – IFS 244..I with integral ignition – Restart after flame failure. – Fault signalling contact. – Non-interchangeable poles. – On-Off / Reset switch.
Fig. 3 Burner with forced air Control: high/low or high/low/off. The burner operates on base load. The air valve is opened to switch to high load.
Fig. 4 Burner with forced air Modulating zone control. The air in each zone is set at a constant level by means of a manual valve. A motorised valve controls the burner output.
Example applications:
Fig. 1 Atmospheric burners Control: on/off.
Fig. 2 Burner with forced air Control: on/off. Gas and air valve operate simultaneously.
BICR霍科德自身预热式烧嘴
BICR 80/65天燃气烧嘴Nox排放
120 110 100
90 80 70 60
300 400 500 600 700 800 900 1000 炉温 [°C]
NOx (ppm ref 3% O2) 引射空气压力 [mbar]
BICR 80/65烧嘴烟气引射器
80 70
60 50
40 30
20 10
1bicr霍科德自身预热式烧嘴用于明火直接加热或辐射管间接加热预热助燃空气节能效果明显模块化设计维修简便结构紧凑节省空间烟气流速快空代预热均匀燃烧充分低烟气污染排放电极直接点火和电离火焰监测脉冲开闭式控制燃气空气调节控制成本低陶資换热器换热效率高燃气和空气的接入压力低特别适合替换原电辐射管加热设备勿需更换原辐射管724edition503cnfeierbicr自身枚热武焼嘴模块化设计
/50 /65 /80 H B
●
●●
●
●●
●●●
天燃气 = B LPG = G
烧嘴延长管长度 0 mm = -0
烧嘴头位置 [mm] = /335, /385, /435, /485...
烧嘴头型号 = 1, 2, 3, 4, 5...
制造等级 = A, B, C, D, E...
G -0 /335 /385 /435 /485 /535 /585 /635 /685 /735 /785 1 -99 A -Z
6
G. Kromschroeder AG Postfach 2809 D-49018 Osnabrück
Tel. +49 (0)5 41/12 14-0
Fax +49 (0)5 41/1 21 4-3 70 info@ www.kromschroeder.de
北美燃烧器样本
注:*额定参数,实际数据可能根据所选择耐火砖类型不同而变 化。
**会受到所选火焰监测器的影响。 功率: 到125,000 2,200,000 Btu/hr
(31,502-554,436 kcal/hr) 燃烧空气:最大空气压力10.56kpa
4343 蓄热式燃气烧嘴
圣懋控制
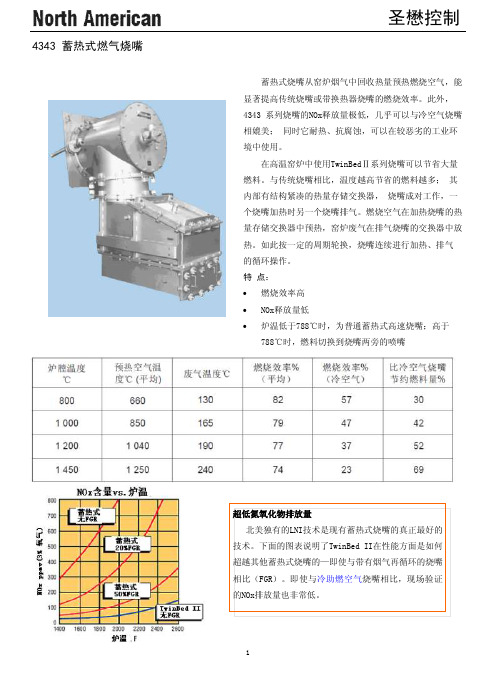
蓄热式烧嘴从窑炉烟气中回收热量预热燃烧空气,能 显著提高传统烧嘴或带换热器烧嘴的燃烧效率。此外, 4343 系列烧嘴的NOx释放量极低,几乎可以与冷空气烧嘴 相媲美; 同时它耐热、抗腐蚀,可以在较恶劣的工业环 境中使用。
在高温窑炉中使用TwinBedⅡ系列烧嘴可以节省大量 燃料。与传统烧嘴相比,温度越高节省的燃料越多; 其 内部有结构紧凑的热量存储交换器, 烧嘴成对工作,一 个烧嘴加热时另一个烧嘴排气。燃烧空气在加热烧嘴的热 量存储交换器中预热,窑炉废气在排气烧嘴的交换器中放 热。如此按一定的周期轮换,烧嘴连续进行加热、排气 的循环操作。 特 点: 燃烧效率高 NOx释放量低 炉温低于788℃时,为普通蓄热式高速烧嘴;高于
10
圣懋控制
① 法兰连接:北美方螺纹法兰适用于-6, -7, -8 型,但承插焊型连接口属于特别指定的接口。 承插焊连接口(适用于易于拆卸的接头或焊接 接头)是-9和-10型烧嘴的标准连接口。
② 在炉壁或外墙上开孔必须大于“AA”型的尺寸 0.5英寸,以便于装配接口设计及打样。
③ 备用孔(燃油及油气两用型号可选用)。 ④ 当指定承插焊型可选接口时适用。 ⑤ 法兰连接:美国标准125psi 螺纹法兰。
12
燃气接头配有带凹槽的法兰和旋 转臂螺钉,以便快速断开连接。
圣懋控制
步进式加热炉程序设计及三维立体制图

步进式加热炉程序设计摘要随着我国钢铁行业的迅猛发展,钢产量的逐年增加,轧钢工艺的不断提高,推钢式加热炉已经难以满足要求,而步进式加热炉在生产实践中证明了其良好的使用效果。
因此,在国内外步进式加热炉的使用得到很快的推广。
本设计主要利用Visual Studio 2010编程软件对步进式加热炉进行设计计算,计算内容包括燃料燃烧计算,炉膛热交换计算,金属加热时间计算,炉子的主要尺寸计算,炉子热平衡计算,换热器计算,排烟系统和供风系统的流体力学计算,炉底水管的校核共九部分组成。
借助于VB编程技术开发出加热炉设计计算软件,不仅可以缩短设计周期,还极大地提高工作效率和设计质量,同时,设计中还运用三维建模软件Solid Works绘制蓄热烧嘴立体图。
较之AutoCAD,Solid Works三维建模更具有直观性,更易体现设计者的设计意图。
最后以专题的形式对加热炉的蓄热燃烧技术作深入的研究。
关键词:步进式加热炉;Visual Studio 2010;计算软件;蓄热式燃烧Walking Beam Heating Furnace Program DesigningAbstractWith the rapid development of China's steel industry, the production of steel has been increasing annually, and rolling technology continues to improve, Push generally the steel type heating furnace has been difficult to meet the increasingly request, but walking-beam reheating furnace is already proved to have good use of effects in the production practice. Therefore, it is spread fast in the production of the heating furnace at home and abroad. This design mainly use Visual Studio 2010 programming software to design calculation, calculation including calculation of fuel-borne, furnace heat exchange calculations, calculation of metal heating time, the main furnace size calculation, the balance of furnace heat calculation, calculation of heat exchanger , exhaust system and air system for computational fluid dynamics, water pipe check under the furnace nine . And so on VB programming technology developed by means of furnace design software can not only shorten the design cycle, but also greatly improve the efficiency and design quality, At the same time, in this design Solid Works, the three-dimensional modeling software, is also used to draw maps for heating furnace. Compared with AutoCAD, Solid Works three-dimensional modeling is much more intuitive, and much easier to reflect the designer's intent. Finally Regenerative Combustion Technique as a special for in-depth study.Key words:Walking Beam Heating Furnace;Visual Studio 2010; Software for calculation; Regenerative Combustion目录摘要 (I)Abstract (II)目录.............................................................................................................................................. I II 第一章绪论 .. (1)1.1加热炉的基本构成 (1)1.2步进式加热炉的特点 (1)1.3步进式加热炉的发展趋势 (2)1.4设计的主要内容 (2)第二章基于VB的步进式加热炉设计计算软件 (3)2.1软件开发背景 (3)2.2加热炉计算软件设计过程的实现 (3)2.2.1加热炉设计基本参数输入 (3)2.2.2燃料燃烧设计计算 (4)2.2.3炉膛热交换计算 (4)2.2.4金属加热的设计计算 (4)2.2.5炉子热平衡计算 (5)2.2.6换热器计算 (5)2.2.7排烟系统阻力损失计算 (5)2.2.8送风系统及炉底水管校核计算 (6)2.2.9炉底水管强度校核 (6)2.3加热炉设计计算软件的运行 (6)2.3.1程序登录 (6)2.3.2加热炉设计基本参数输入 (7)2.3.3燃料燃烧计算操作 (8)2.3.4炉膛热交换计算操作 (9)2.3.5金属加热时间计算操作 (12)2.3.6炉子热平衡计算操作 (13)2.3.7换热器计算操作 (13)2.3.8排烟系统计算操作 (15)2.3.9送风系统计算操作 (16)2.3.10炉底水管校核计算操作 (16)结论 (18)致谢 (24)附录A (25)参考文献 (45)第三章专题蓄热燃烧技术及蓄热烧嘴三维制图 (46)3.1引言 (46)3.1.1蓄热燃烧技术历史发展概况 (46)3.3.2我国蓄热燃烧技术展望 (46)3.2蓄热燃烧技术 (47)3.2.1蓄热燃烧技术原理 (47)3.2.2蓄热燃烧的工作过程 (47)3.2.3对蓄热体的要求和使用条件 (47)3.2.4蓄热燃烧技术的应用 (48)3.3三维制图 (49)3.4总结 (52)1 绪论1.1 加热炉的基本构成加热炉是一个复杂的热工设备,它由以下几个基本部分构:炉膛、燃料系统、供风系统、排烟系统、冷却系统、余热利用装置、装出料设备、检测及调节装置、电子计算机控制系统等。
DIN 28025-2003 不锈钢喷嘴.PN 10 至 PN 40
DEUTSCHE NORM Februar 2003Stutzen aus nicht rostendem StahlPN 10 bis PN 4028025ICS 71.120.10Nozzles of stainless steel —PN 10 to PN 40Manchons en acier inoxydable —PN 10 à PN 40Ersatz fürDIN 28025-1:1980-10und DIN 28025-2:1980-10Fortsetzung Seite 2 bis 8Normenausschuss Chemischer Apparatebau (FNCA) im DIN Deutsches Institut für Normung e.V.©DIN Deutsches Institut für Normung e.V. . Jede Art der Vervielfältigung, auch auszugsweise,Ref. Nr. DIN 28025:2003-02nur mit Genehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.Preisgr. 08Vertr.-Nr. 0008Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinVorwortDiese Norm wurde im Arbeitsausschuss Anlagenteile (AA 1) des Normenausschusses Chemischer Apparatebau (FNCA) erarbeitet.ÄnderungenGegenüber DIN 28025-1:1980-10 und DIN 28025-2:1980-10 wurden folgende Änderungen vorgenommen:a) DIN 28025-1 und DIN 28025-2 wurden zusammengefasst.b) Die Norm wurde an DIN EN 1092-1 angepasst.c) Die Werkstoffbezeichnungen wurden geändert.d) Die Berechnungsangaben wurden geändert.e) Die Stutzenwanddicken wurden geändert.f) Die Stutzenlänge l ist konstruktionsbedingt festzulegen.g) Die Norm wurde redaktionell überarbeitet.Frühere Ausgaben DIN 28025-1: 1980-10DIN 28025-2: 1980-10T ÜV R h e i n l a n d V e r v i e l f äl t i g u n g l t . D I N -M e r k b l a t t 3 Z i f f e r 1DIN 28025:2003-0221 AnwendungsbereichDiese Norm gilt für Stutzen an Behältern und Apparaten aus nicht rostenden Stählen für die PN-Stufen PN 10 bis PN 40. Die zulässigen maximalen Drücke und Temperaturen zwischen Raumtempe-ratur RT bis 200 °C sind in Tabelle 1 angegeben.Für Stutzen aus unlegiertem Stahl gilt DIN 28115.Berechnungsgrundlage siehe Erläuterungen nach Anhang A.2 Normative VerweisungenDiese Norm enthält durch datierte oder undatierte Verweisungen Festlegungen aus anderen Publikationen.Diese normativen Verweisungen sind an den jeweiligen Stellen im Text zitiert, und die Publikationen sind nachstehend aufgeführt. Bei datierten Verweisungen gehören spätere Änderungen oder Überarbeitungen dieser Publikationen nur zu dieser Norm, falls sie durch Änderung oder Überarbeitung eingearbeitet sind.Bei undatierten Verweisungen gilt die letzte Ausgabe der in Bezug genommenen Publikation (einschließlich Änderungen).DIN 28115, Stutzen aus unlegiertem Stahl — PN 10 bis PN 40.DIN EN 1092-1, Flansche und ihre Verbindungen — Runde Flansche für Rohre, Armaturen, Formstücke und Zubehörteile, nach PN bezeichnet — Teil 1: Stahlflansche .DIN EN 1591-1, Flansche und ihre Verbindungen — Regeln für die Auslegung von Flanschverbindungen mit runden Flanschen und Dichtung — Teil 1: Berechnungsmethode; Deutsche Fassung EN 1591-1:2001.DIN V EN V 1591-2, Flansche und ihre Verbindungen — Regeln für die Auslegung von Flansch-verbindungen mit runden Flanschen und Dichtung — Teil 2: Dichtungskennwerte; Deutsche Fassung EN V 1591-2:2001.DIN EN 10204, Metallische Erzeugnisse — Arten von Prüfbescheinigungen (enthält Änderung A1:1995);Deutsche Fassung EN 10204:1991 + A1:1995.DIN EN 29692, Lichtbogenhandschweißen, Schutzgasschweißen und Gasschweißen, Schweißnahtvor-bereitung für Stahl (ISO 9692:1992); Deutsche Fassung EN 29692:1994.DIN EN ISO 1127, Nichtrostende Stahlrohre — Maße, Grenzabmaße und längenbezogene Masse (ISO 1127:1992); Deutsche Fassung EN ISO 1127:1996.DIN ISO 2768-1, Allgemeintoleranzen — Toleranzen für Längen- und Winkelmaße ohne einzelne Toleranz-eintragung; Identisch mit ISO 2768-1:1989.DIN ISO 2768-2, Allgemeintoleranzen — Toleranzen für Form und Lage ohne einzelne Toleranzeintragung;Identisch mit ISO 2768-2:1989.AD 2000-Merkblätter der Reihen B, HP und W.1)Druckgeräte-Richtlinie (Richtlinie 97/23/EG des Europäischen Parlaments und des Rates vom 29. Mai 1997zur Angleichung der Rechtsvorschriften der Mitgliedsstaaten über Druckgeräte, veröffentlicht im Amtsblatt der Europäischen Gemeinschaft vom 9. Juli 1997).1)Zu beziehen durch: Beuth Verlag GmbH, Burggrafenstraße 6, 10772 BerlinT ÜV R h e i n l a n d V e r v i e l f äl t i g u n g l t . D I N -M e r k b l a t t 3 Z i f f e r 1DIN 28025:2003-0233 Anforderungen3.1 Zulässige BetriebsdatenWARNHINWEIS: Die zulässigen Betriebsdaten nach Tabelle 1 gelten für die im Anhang A festgelegten Voraussetzungen. Bei Abweichung davon muss ein gesonderter Nachweis geführt werden.Tabelle 1 — Zulässige BetriebsdatenMaximal zulässige Temperatur in °CRaumtemperaturbis 150bis 200PN-NummerMaximal zulässiger Druck in bar a1010 7,5 6,9161611,911,0252518,717,2404029,927,6aAuf den Atmosphärendruck bezogener Druck, d. h. Überdruck.3.2 MaßeMaße in MillimeterMaße nach Tabelle 3 und Bild 1 bis Bild 3.Zulässige Maßabweichung:Flansche nach DIN EN 1092-1Stutzenlänge l nach DIN ISO 2768-1 mk und DIN ISO 2768-2 mkOberflächenbeschaffenheit:Flansche und Dichtflächen nach EN 1092-1, andere Oberflächenbe-schaffenheiten sind dichtungsabhängig zwischen Besteller und Hersteller zu vereinbaren.Tabelle 2 — DichtflächenbezeichnungAlte Bezeichnung nach DINNeue Bezeichnung nach DIN EN 1092-1Form F Form C Form N Form D Form CForm B1aaBei Flanschen mit PN-Stufen ≤ PN 40 wird die Dichtflächenform B1, bei Flanschen mit PN-Stufen ≥ PN 63 die Dichtflächenform B2 verwendet, sofern bei der Bestellung nichts anderes vereinbart wird.T ÜV R h e i n l a n d V e r v i e l f äl t i g u n g l t . D I N -M e r k b l a t t 3 Z i f f e r 1DIN 28025:2003-0243.2.1 Dichtflächen glatt, Form B13.2.1.1 Ausführung Afür PN 10 bis PN 40, DN 15 bis DN 500Schweißnahtvorbereitung: nach DIN EN 29692, Kennzahl 1.3 bzw. 1.5Legende1Vorschweißflansch Typ 11 nach DIN EN 1092-12Stahlrohr nach DIN EN ISO 1127lStutzenlänge, konstruktionsbedingt festzulegenBild 1 — Stutzen Ausführung AT ÜV R h e i n l a n d V e r v i e l f äl t i g u n g l t . D I N -M e r k b l a t t 3 Z i f f e r 1DIN 28025:2003-0253.2.1.2 Ausführung Bfür PN 10 bis PN 40, DN 200 bis DN 500fürs ≤ 8 mmfür s > 8 mmRegelfall HV-Naht HU-Naht nach Wahl des Herstellers a p e (A – 2 s )s ≤ 10> 100,7 s ≤ 10 000r 681,0 s ≤ 20 000Legende 1Flansch Typ 01 nach DIN EN 1092-12Stahlrohr nach DIN EN ISO 11273Blech aus nicht rostendem Stahla Einzelheit X für PN 10 und PN 16, für s ≤ 8 mmb Einzelheit X für PN 10 und PN 16, für s > 8 mm cEinzelheit X für PN 25 und PN 40T ÜV R h e i n l a n d V e r v i e l f äl t i g u n g l t . D I N -M e r k b l a t t 3 Z i f f e r 1DIN 28025:2003-026dIn der Regel werden zwei Prüf- bzw. Entlüftungsbohrungen von 5 mm Durchmesser an verschiedenen Stellen zwischen zwei Schraubenlöchern vorgesehen. Die Bohrungen sind mit einem Verschlussstopfen, Gewinde M6 oder nach Wahl des Herstellers in geeigneter Weise zu verschließen. Statt der radialen Entlüftungsbohrung darf, sofern besonders vereinbart, die äußere Schweißnaht einmal etwa 10 mm unterbrochen werden.eStutzenlänge, konstruktionsbedingt festzulegenBild 2 — Stutzen Ausführung BTabelle 3 — MaßeFlanschPN-NummerStutzen-rohr As Abstandder Prüf-bohrung Schrauben Boh-rungs-durch-messer Nenn-weite DN PNmin.D K c 2c 1d 1d 5d 6H 2N 1e An-zahl Ge-winde L 1510162540 21,3 3,2 95 6516— 45—— 38 32— 4M1214 2010162540 26,9 3,2105 7518— 58—— 40 40— 4M1214 2510162540 33,7 3,2115 8518— 68—— 40 46— 4M1214 3210162540 42,4 3,614010018— 78—— 42 56— 4M1618 4010162540 48,3 3,615011018— 88—— 45 64— 4M16181016—— 60,3 3,616512518—102—— 45 74— 4M1618 50——2540 60,3 3,616512520—102—— 48 75— 4M16181016—— 76,1 4,018514518—122—— 45 92— 8 a M1618 65——2540 76,1 4,018514522—122—— 52 90— 8M16181016—— 88,9 4,020016020—138—— 50105— 8M1618 80——2540 88,9 5,620016024—138—— 58105— 8M16181016——114,3 4,522018020—158—— 52131— 8M1618100——2540114,3 5,623519024—162—— 65134— 8M20221016——139,7 5,025021022—184—— 55156— 8M1618125——2540139,7 5,627022026—184—— 68162— 8M24261016——168,3 5,02852402222210210170,5 5518417 8M2022150——2540168,3 5,63002502830214210171 7519217 8M242610———219,1 5,03402952424266266221,8 6223417 8M2022—16——219,1 8,03402952426266266221,8 622351712M2022——25—219,1 8,03603103032274268222 802521712M2426200———40219,1 8,03753203436280268222 882441712M273010———273 5,03953502626320320276,2 682921712M2022—16——273 8,04053552429320320276,2 702921712M2426——25—273 8,04253703235330324276 883041712M2730250———40273 8,04503853842340324276 1053061712M303310———323,9 5,04454002626370370327,6 683421712M2022—16——323,9 8,04604102832374372327,6 783441712M2426——25—323,9 8,04854303438388372327 923641716M2730300———40323,9 8,05154504248403372327 1153621716M303310———355,6 5,05054602628430430359,7 683852216M2022—16——355,610,05204703035434432359,7 823902216M2426——25—355,610,05554903842445432359 1004182216M3033350———40355,610,05805104654460432359 1254082216M333610———406,4 5,05655152632481481411 724402216M2426—16——406,410,05805253238485484411 854452216M2730——25—406,410,06205504046502484411 1104722220M3336400———40406,410,06605855060532484411 1354622216M363910———508 5,06706202838585585513,6 755422220M2426—16——50810,07156504446607585513,6 905482220M3033——25—50810,07306604856612585513 1255802220M3336500———4050810,075567057726145855131405622220M3942a4 Bohrungen können zwischen Besteller und Hersteller besonders vereinbart werden (siehe DIN EN 1092-1).T ÜV R h e i n l a n d V e r v i e l f äl t i g u n g l t . D I N -M e r k b l a t t 3 Z i f f e r 1DIN 28025:2003-0273.2.2 Dichtflächen mit Feder, Form C und Nut, Form D Maße nach DIN EN 1092-1Dichtfläche mit Feder, Form CDichtfläche mit Nut, Form DÜbrige Maße der Stutzen wie Ausführung A bzw. B mit glatter DichtflächeBild 3 — Stutzen Ausführung B3.3 Bezeichnung3.3.1 Stutzen Ausführung ABezeichnung eines Stutzens Ausführung A, Dichtfläche glatt, (Form B1) mit der Nennweite 100 für PN-Nummer 16, aus nicht rostendem Stahl (Werkstoffnummer 1.4571):Stutzen DIN 28025 — AB1 100 PN 16 — 1.45713.3.2 Stutzen Ausführung BBezeichnung eines Stutzens Ausführung B, mit Dichtfläche Feder (Form C) mit der Nennweite 250 und PN-Nummer 10, Flansch aus unlegiertem Stahl (Werkstoffnummer 1.0425), Verkleidung und Stutzenrohr aus nicht rostendem Stahl (Werkstoffnummer 1.4571):Stutzen DIN 28025 — BC 250 — PN 10 — 1.0425/1.45714 WerkstoffeDie verwendeten Werkstoffe müssen eine Prüfbescheinigung nach DIN EN 10204 haben. Art der Prüf-bescheinigung: Nach AD 2000-Merkblättern der Reihe W.T ÜV R h e i n l a n dV e r v i e l f äl t i g u n g l t . D I N -M e r k b l a t t 3 Z i f f e r 1DIN 28025:2003-028Anhang A(normativ) ErläuterungenDie Druck-/Temperatur-Angaben dienen nur der allgemeinen Orientierung. Wegen der hohen Priorität der Dichtungsparameter sowie des Streubereichs des Schraubenanzugverfahrens ist für den jeweiligen konkreten Einzelfall eine Nachrechnung der Flanschkonstruktion erforderlich.Es wird darauf hingewiesen, dass in dieser Norm eine 10%ige Erhöhung des Innendruckes eingerechnet ist. Sind wesentliche äußere Stutzenzusatzkräfte bzw. -momente zu erwarten, muss ein gesonderter Nachweis geführt werden.Ausschnittsverstärkungen des Behälters sind im Einzelfall rechnerisch nachzuweisen.Die Berechnung erfolgt nach DIN EN 1591-1.Für die Flanschwerkstoffe 1.0038 nach DIN EN 1092-1 für Flansch Form B und 1.4571 nach DIN EN 1092-1 für Flansch Form A sind die Kennwerte für die Bemessung aus den AD 2000-Merkblättern der Reihe W entnommen. Die Flanschblattdicke für die PN-Stufen PN 10 bis PN 40 wurde unter Zugrundelegung der Dichtungskennwerte für expandiertes Graphit gerechnet. Flanschblattneigung nach AD 2000-Merkblatt, B 8.Die Anschlussmaße der Flansche sind aus DIN EN 1092-1 übernommen worden.Die Berechnungen wurden mit Schrauben der Qualität 5.6 vorgenommen.Die Temperaturauslastung der Flansche und Schrauben wurde mit 100 % eingesetzt.Es können lokale plastische Verformungen hervorgerufen werden, welche durch die Relaxation der Verbindung begrenzt werden.Der Streubereich des Schraubenanzugverfahrens wurde mit ± 30 % eingesetzt.TÜVRheinlandVervielfältigunglt.DIN-Merkblatt3Ziffer1。
新型蓄热式烧嘴和烧嘴砖的研发与应用
( 1 )蓄热式加热炉一项 重要的特点是 节能环保污染小 ,但 是 由 于蓄热 的特点 ,导致其烧嘴必然要承受周期行 的高温交换 。如果 出现 换 向阀故 障导致 长时 间不换 向 , 蓄 热式烧 嘴长期 在高温的状态下 ,反 复这样必然烧损 ,导致 冒火甚至漏煤气着火 。新 型蓄热式 烧嘴的结构 形式见下 图。可 以看 出 , 空 、煤气 腔完全 隔离 出来 , 烧 嘴内置不锈钢 喷射管 ,四周被空气包 围,切 断了空 、煤气 在烧 嘴内接触 的机会 。更 换时只需更换 内部喷射管 即可 ,不需 整体更换 ,减 少了对烧嘴砖 的撞 击 ,从而减少 了备件费用 ,延长了新型烧嘴的使用寿命。 ( 2 ) 新 型蓄热式烧 嘴各 部分耐火材料 的的材质 。新型蓄热 式烧 嘴采用 的耐火材料为 刚玉质浇 注料 ,这种 浇注料 耐火度 高 , 抗 热振性 较强 ,极冷极热不易开裂 ,烧 嘴能较 长时间保持整体不 变性。刚玉质 浇注料与烧嘴钢结构部分用锚 固钩 紧密连 接 , 按 照设计 要求固定的膨 胀缝 ,有效 保证 了在 温度 骤 变时 候 的不 同材质 应力 导致 烧 嘴砖 挤压 裂 开 ,使 得 烧嘴 冒火 ,影 响烧 嘴 的 使 用寿命 。进 而影 响生产 的工艺 质量 。烧 嘴 内部 的 蓄热体 采用 堇青石/ 莫莱石
论 广 角
I
新型蓄热 式烧 嘴和烧 嘴砖 的研发与应用
周 小 磊
( 河北钢铁集团邯钢公司中板厂 河北 邯郸 0 5 6 0 1 5 )
【 摘 要】 邯钢 中板厂宽厚板线加热炉燃烧系统使用的是 空、 煤 气双蓄热式烧嘴。由于 回收的烟气温度较高, 双蓄热式烧嘴的使用周期较短, 容易损坏 冒火。 结合 目 前的实 际情况 , 设计新型蓄热武烧嘴和烧嘴砖。 通过新老烧嘴的对 比, 突出了新型热式烧嘴设计特点及现场实际应用的优越性。
德士古气化炉式升温烧嘴
德士古气化炉闭式升温烧嘴(Z1302A/B/C)系统一、总则本方案规范阐述了预热烧嘴的作用、形式以及工艺条件。
预热烧嘴的加工方法以及管道、管件的使用压力等级和材料选用,均需依据有关压力容器制造规范。
二、流程说明在开车时,气化炉升温阶段用预热烧嘴(Z1302A/B/ C)临时替换工艺烧嘴(Z1301A/B/C),用石油液化气作燃料,空气辅助燃烧,对气化炉进行升温。
用蒸汽驱动开工抽引器(J1301A/B/C),使气化炉内形成微负压,蒸汽和燃烧后的尾气经过开工抽引器(J1301A/B/C)后排入大气。
气化炉投料时要求的最低炉温为1000℃。
如果气化炉投料前炉温降至1000℃以下进行,气化炉投料会对气化炉耐火材料造成过度“热震击”,避免出现投料不成功的情况,气化炉炉温在1000℃以上时投料。
三、设备、工艺条件数据表INCONEL-600产品产地:/德国/日本主要成分:77Ni-16Cr -6FeINCONEL 600的高镍成分使合金具有非常强的抗氯化物应力裂变腐蚀能力,以及在还原状态下可维持其高耐蚀性及在碱溶液中亦具有很强的耐腐蚀能力。
同时因含铬,所以在氧化性环境下耐腐蚀性更胜纯镍。
INCONEL600是一种镍基合金,是Ni-Cr-Fe合金系列的代表性材料,其成分大致为Ni75%,Cr16%,Fe8%。
Inconel 600的力学性能与普通奥氏体304相近镍合金:又称蒙乃尔合金,是一种以金属镍为基体添加铜、铁、锰等其它元素而成的合金。
蒙乃尔合金耐腐蚀性好,呈银白色,适合作边丝材料。
蒙乃尔合金的用途蒙乃尔400合金的组织为高强度的单相固溶体,它是一种用量最大、用途最广、综合性能极佳的耐蚀合金。
一、工艺烧嘴(Z0402)① 结构说明a.所有与氧气接触的部件材质选用Inconel600不锈钢。
b.烧嘴加工方法以及管道和管件主要使用压力等级,依据有关压力容器制造规范。
c.所有螺栓孔跨在中心线上。
d.烧嘴装运前,烧嘴所有表面用三氯乙烷进行彻底脱脂。
德国EMB瓦斯继电器、变压器、电子镇流器、气体取样器介绍
德国EMB瓦斯继电器、变压器、电子镇流器、气体取样器介绍EMB公司在变压器和有载分接开关保护设备,以及客运、货运交通运输工具照明用电子镇流器生产制造方面,具有长年经验,掌握核心技术。
除此之外,对机械与设备制造和运输及能源技术方面的特殊驱动装置,可制定完成具有针对性个别解决方案。
从研发、设计到单个特定产品生产,为每一个需求提供最佳解决方案。
Elektromtoren und Geratebau Barleben GmbH1)瓦斯继电器由马克斯•布赫霍尔茨于1921年研制发明的。
他当时是卡塞尔普鲁士电力股份公司高级工程师。
自那时起产品便成为对配备储油柜充有绝缘液变压器、接地电抗器、以及充油式引线套管或电缆接线盒进行单独监控的保护和监控重要设备。
它被安装在受保护设备的冷却循环系统中,对诸如气体生成、绝缘液流失和绝缘液中过高涌流等故障作出反应。
在带有密封连接口变压器上,通过储油柜中液体补偿器(胶囊),瓦斯继电器可以作为液体补偿器的监控设备(胶囊破裂报警)使用。
瓦斯继电器即可被安装在露天也可安装在室内使用。
瓦斯继电器具有操作简单,高度可靠、坚久耐用等使用特点。
2)有载分接开关监控继电器也被称为有载分接开关保护继电器或者油流继电器。
它是一种对用油作为绝缘液,带有储油柜有载分接开关进行监控的设备。
它的作用是防止有载分接开关和变压器受到损坏。
保护继电器对向储油柜方向的非允许过速油流做出反应,并发出信号,有载分接开关和变压器会立即跳闸断电。
有载分接开关保护继电器既可安装在室外也可以安装在室内。
3)气体继电器:80 (CF38) 型气体继电器即可安装连接在开放式变压器上,也可安装在密封式变压器上。
它能对因变压器中出现的故障而导致的油损失和气体聚积做出反应。
4)电子镇流器——用于车辆制造的电子镇流器EMB的电子镇流器是专门为安装在轨道车辆、船舶或大轿车使用而研发的。
它既可用于不同类型照明灯,也可在直流电网中使用。
它提供照明灯工作时必需的点火和工作电压。