制程能力指数CPK学习
CPK基本知识及实例

Cpk基础知识及实例
Cpk和制程良率换算
Cpk 0.33 0.67 1 1.33 1.67 2 每一百件之不良 Defects per 100 parts 31.7 4.5 0.27 0.0063 0.000057 0.0000002 每一百萬件之不良 (Dppm) Defects per million parts 317310 45500 2700 63 0.57 0.002 合格率% 68.3 95.5 99.73 99.9937 99.99995 ≒100
Cpk基础知识及实例
总
代 號 定義 計算公式 雙邊規格 准確度: 比較制程實績平均值與規 Ca 格中心值一致的程度﹔ 精密度﹕ 比較規格公差寬度和制程 Cp 變異寬度﹔
结
單邊規格 無 等 級 A B C D A+ A B C D A+ A B C D 等級標准
Ca ≦ 12.5%
X-C Ca= T/2
Cpk基础知识及实例
Ca等级评定及处理原则
CPK制程能力分析培训
CPK制程能力分析培训CPK制程能力分析是指通过对样本数据的统计分析,评估一个制程是否具有足够的能力来满足产品质量要求。
制程能力分析是质量管理中非常重要的一环,它可以帮助企业了解自身制程的稳定性和可控性,从而采取相应的改进措施,以提高产品的质量。
首先,CPK制程能力分析培训会介绍CPK制程能力指数的概念和计算方法。
CPK制程能力指数是用于评估制程分布与产品规格极限之间的差异程度的指标,它可以帮助我们了解制程的稳定性和可控性。
在培训中,我们会详细介绍CPK制程能力指数的定义和计算公式,并通过实例演示具体的计算过程。
其次,CPK制程能力分析培训还会介绍制程能力指数的含义和判定标准。
制程能力指数有三个重要参数:Cpk、Cp和Cpm。
Cpk代表了制程的整体能力,它是制程偏离规格极限的程度和制程稳定性的综合指标。
Cp和Cpm分别代表了制程的短期能力和长期能力。
通过培训,我们可以学习如何根据Cpk、Cp和Cpm的数值来评估制程的能力,并根据判定标准来确定制程是否满足产品质量要求。
此外,CPK制程能力分析培训还会介绍如何获取制程数据和建立样本数据集。
制程能力分析需要收集一定的样本数据进行统计分析,以便得到准确的制程能力指数。
在培训中,我们会介绍如何选择合适的采样方法和样本大小,并讲解如何建立样本数据集和进行数据预处理,以确保分析的准确性和可靠性。
最后,CPK制程能力分析培训还会讲解如何分析制程能力指数的结果和提出改进措施。
通过制程能力分析,我们可以得到制程能力指数的数值,判断制程是否具有足够的能力来满足产品质量要求。
如果制程能力不足,我们需要采取相应的改进措施,以提高制程的质量和稳定性。
在培训中,我们会分享一些常见的改进方法和实施步骤,帮助企业员工有效地改进制程并提高产品的质量。
通过CPK制程能力分析培训,企业员工可以系统地了解制程能力分析的概念、方法和工具,掌握制程能力指数的计算和判定标准,能够准确评估制程的能力,并采取相应的改进措施,以提高产品质量和满足客户需求。
CPK培训教材详细讲解

C PK 培訓教材一.Cpk 的定義某一制程在一定因素與正常管制狀態下的品質作業能力.二.Cpk 的影響因素製程要因--—原料,机器設備,人員能力,測量儀器.製程條件-——常態分配,統計管制狀態。
三。
Cpk 的計算USL :上限尺寸L SL:下限尺寸Ave ra ge:測量數据的平均值σ:標準差,其公式為: σ=1/)(22--∑∑n n x xCpu=(USL —Average)/3σCp l=(Average-L SL )/3σCpk=Min(Cpu,C pl) σ:其大小表示測量數据的離散程度, σ越小表示數据的離散程度越小,反之則數据的離散程度越大.C pu:其值表示測量數据偏離上限的程度, Cpu 越大表示測量數据偏離上限較遠; 反之則數据靠近上限。
Cpl: 其值表示測量數据偏離下限的程度, C pl 越大表示測量數据偏離下限較遠; 反之則數据靠近下限。
四.Cp k的等級A : 1.33≦C pkA 級,製程能力滿足圖紙要求,生產中几乎沒有不良品產生。
B: 1。
00≦Cpk〈1.33B級,製程能力基本滿足圖紙要求,生產中約有0。
27%不良品產生,必須加以注意,並設法維持不使其變坏。
C: Cpk<1.00C級,製程能力不能滿足圖紙要求,生產中可能有較多不良品產生, 應採取緊急措施,全面檢討所有可能影響的因素,必要時得停止生產。
五.Cpk 管制抽樣的基本原則管制方法取樣頻率管制圖查檢表高 1—-2小時15——30分鐘中 4-—8小時每小時低每班次 2小時六.CPK數据分析.1.數据均分布于中值兩旁, Cpk值一般大于1。
33,見附圖1. 2。
數据离散地分布中值兩旁,Cpk值一般小于1.33,見附圖2.3。
數据分布离散度小,但偏中值不遠,Cpk值大于1.33,見附圖3。
4.數据分布离散度小,但偏中值較遠,Cpk值小于1.33. 見附圖4.5。
數据絕大多數雖均分布于中值兩旁,但個別超差,將大大降低Cpk值,甚至Cpk值小于1。
CPk知识培训
的μ=0,σ2=1,通常用u(或Z)表示服从标准正态分布的变 量,记为u~N(0,12)。
正态分布是许多统计方法的理论基础。t检验、方差 分析、相关和回归分析等多种统计方法均要求分析的指 标服从正态分布。许多统计方法虽然不要求分析指标服 从正态分布,但相应的统计量在大样本时近似正态分布, 因而大样本时这些统计推断方法也是以正态分布为理论
(2) 双侧规范值情况的工序能力指数Cpk
当分布中心与公差中心重合时,工序能力指数记为Cp。当分布中 心与公差中心有偏离时,工序能力指数记为Cpk。运用工序能力指 数,可以帮助我们掌握生产过程的质量水平。
(1)单向公差值情况的工序能力指数CPL和CPU :
当给定单向公差的上限公差时 ,无下限要求,则工序能力指数应按下 式计算:
服从正态分布的变量的频数分布由 完全决定。
(1)μ是正态分布的位置参数,描述正态分布的集中趋势位置。
正态分布以 x为 对 称轴,左右完全对称。正态分布的均
数、中位数、众数相同,均等于μ。
(2) σ描述正态分布资料数据分布的离散程度, 越大,数据分布越分散,σ 越小,数据分布越集中。也称 为是正态分布的形状参数,σ越大,曲线越扁平,反之, σ 越小,曲线织规定,把样本方差正平方根作为样本标准偏差,用符号s来表示,所
以样本标准偏差的计算公式为:
上述例中那5个统计数据2、3、4、5、6的标准偏差即为: S=1.58 为什么要用S2或S来衡量数据的分散程度呢?由上式可知求和中的每一项(Xi-X)是表示第i个数 据同这批数据的平均值 (它代表这批数据的集中位置)的偏差。如果将这些偏差值单纯地相 加,很容易证明它的和为0,因而无法表示数据的分散程度。因此一般都用偏差的平方和来衡 量。为什么在计算样本方差时要用n-1作为除数,而不象计算样本平均值那样用n作为除数 呢?通俗地说,就是使计算结果更精确些。
制程能力(Cpk)分析教程.
作其直方圖如下:
(二.直方圖的觀察与分析
(1對圖形形狀的分析:常見的直方圖有以下幾种
工程能力分析与控制
統計量与統計圖
4228272633291824321434223029222422284812429353630341442386283222253639241828163836212026208181237
¤À²Õ0~5
6~1011~1516~2021~2526~3031~3536~4041~4546~50 Ó¼Æ1236
10
10
8
7
2
1
1
2
3
6
10
10
8
7
2
1
系列2
正常型
偏向型孤島型雙峰型
1正常型
2孤島型:說明在短時間內有异常因素在作用,如原材料發生變化,有不熟練工人替班等.3偏向型:說明加工中心發生了偏移4雙峰型:是由產品混批造成的
式中K為偏移系數,其值為K=ε/T/2
ε為偏移量,其值為
第五章:工序能力分析
C P =T/6σ
C P =T/6α=T U -T L /6S
工程能力分析与控制
工序能力分析
工程能力分析与控制
工序能力分析
,,
,
重要差別.正常生產
低,誤差小
規律的圖形
123610108721
.
定的生產高,所加工
服從政態圍會增大至花費更大,用6σ來表
.
(二數据分類与數据整理
數据可分為計量值數据和計數值數据兩類:
計量值數据是可以連續取值的:如長度,重量,溫度等.
計數值數据是不可以連續取值的:如不合格品數,缺陷數等.
CPK知识讲解课件

151
8
152
150
151
152
9
148
147
10
151
150
11
150
147
150
155
151
150
148
153
12
157 152 150 151
13
150 151 150 149
14
149 147 150 153
15
149 150 151 150
16
153 150 151 149
17
148 145 150 155
Cpk = (1 – | Ca | ) Cp
x u Ca =
T /2
规格容许差 Cp = 或
3σ
规格公差T 6σ
单边规格:
单边规格时,CP值即为CPK值, 有精密度无准确度.
如耐磨规格>1250cycles.(下限规格)
单边规格时(上限规格)
Cpk(U) =
USL X
3
单边规格时(下限规格)
Cpk(L) =
三、Ca值:制程准确度
Ca值:制程准确度:各工程之规格 中心值的目的就是希望各工程制造 出来的各个产品之实际值,能以规格 中心为中心,成左右对称的常态分配, 而制造时,也应以规格中心值为目标, 从而生产过程中所获得的资料,其实 际平均值(X)与规格中心值(u)之间偏 差的程度,称为制程准确度.
Ca:衡量制程平均值与目标值之一致性,或称K
Cpk等级判定后的处置原则—
A级: 制程能力非常良好,应继续保持。当Cpk>2.0时,我们 可考虑缩小 规格,以提升更高质量的形象或是寻求其他可以降 低成本的方法。
制程能力分析(CPK_PPK)

可成科技(蘇州)有限公司
製程能力分析
Process capability
制作:张建生
2005.12.29
1
製程能力的概念 :
製程能力的意義 :
製程能力是指製程在管制狀態下,製程符合規格 的能力,即在受控狀態下實現過程目標的能力。 一般以下列的製程特性來衡量製程能力 :
• 準確度 (Capability of Accuracy )簡稱Ca • 精確度 (Capability of Precision )簡稱Cp
精確度 A製程 : 精確度越高, 製程越理想 B製程 :
精確度越低, 製程越不理想
5
製程能力的概念 :
程能力的要求 :
A製程 : 準確度與精確度都高 B製程 : 準確度高但精確度差 C製程 : 精確度高但準確度差
合格:準確度要高 穩定:精確度要好
由以上要求可知, 所有製程中, A是 最理想的
20
製程性能指數
製程性能指數的計算,其 估計的標準差為總的標準 差,包含了組內變異以及 組間變異。 總變異=組內變異+組間 變異。
Pp Ppk Ppu Ppl Su Sl ˆ 6 m in (Ppu , Ppl ) Su x ˆ 3 x Sl ˆ 3
2 ( x x ) i i 1 n
3
製程能力的概念 :
準確度 Ca :
實際中心點與規格中心點 的差異稱為準確度 製程上,實際中心與規格 中心的差異愈小,準確度 愈高,製程愈理想
A製程 : 準確度越高, 製程越理想
準確度
B製程 :
準確度越低, 製程越不理想
4
工序能力指数CPK的计算和分析
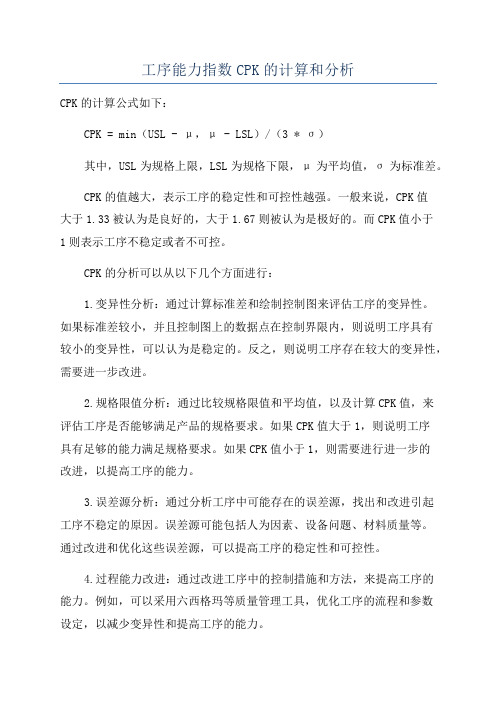
工序能力指数CPK的计算和分析CPK的计算公式如下:CPK = min(USL - μ,μ - LSL)/(3 * σ)其中,USL为规格上限,LSL为规格下限,μ为平均值,σ为标准差。
CPK的值越大,表示工序的稳定性和可控性越强。
一般来说,CPK值大于1.33被认为是良好的,大于1.67则被认为是极好的。
而CPK值小于1则表示工序不稳定或者不可控。
CPK的分析可以从以下几个方面进行:1.变异性分析:通过计算标准差和绘制控制图来评估工序的变异性。
如果标准差较小,并且控制图上的数据点在控制界限内,则说明工序具有较小的变异性,可以认为是稳定的。
反之,则说明工序存在较大的变异性,需要进一步改进。
2.规格限值分析:通过比较规格限值和平均值,以及计算CPK值,来评估工序是否能够满足产品的规格要求。
如果CPK值大于1,则说明工序具有足够的能力满足规格要求。
如果CPK值小于1,则需要进行进一步的改进,以提高工序的能力。
3.误差源分析:通过分析工序中可能存在的误差源,找出和改进引起工序不稳定的原因。
误差源可能包括人为因素、设备问题、材料质量等。
通过改进和优化这些误差源,可以提高工序的稳定性和可控性。
4.过程能力改进:通过改进工序中的控制措施和方法,来提高工序的能力。
例如,可以采用六西格玛等质量管理工具,优化工序的流程和参数设定,以减少变异性和提高工序的能力。
总之,CPK是评估工序稳定性和可控性的重要指标,可以通过计算和分析CPK值来评估工序的能力,并通过改进控制措施和优化过程来提高工序的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
Cpk——过程能力指数
CPK = Min(CPKu,CPKl)
CPKu = | USL-ˉx | / 3σ
CPKl = | ˉx -LSL | / 3σ
Cpk应用讲议
1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.
Ca: 制程准确度。
Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),Cpk是Ca
及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)
4. 当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还
有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2;
8. 依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值 (X为所
有取样数据的平均值)
9. 依据公式:Cp =T/6σ,计算出制程精密度:Cp值
10. 依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值
11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)
A++级Cpk≥2.0 特优可考虑成本的降低
A+ 级 2.0 >Cpk ≥ 1.67 优应当保持之
A 级 1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级
B 级 1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产
生不良的危险,应利用各种资源及方法将其提升为 A级
C 级 1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力
D 级 0.67 > Cpk 不可接受其能力太差,应考虑重新整改设计制程。
CPK与PPK都是表示制程能力的参数,现代计算中多采用Minitab软件来实现,方便快捷。