蒸压加气块工艺参数计算方法
蒸压加气混凝土砌块技术参数
品种
代号
熟料+石膏
普通硅酸盐水泥 矿渣硅酸盐水泥
P·O P·S·A P·S·B
≥80且<95 ≥50且<80 ≥30且<50
1.3 对生石灰的要求
组 分(%)
粒化高炉
火山灰质
矿渣
混合材料
>5且≤20a
>20且≤50b
-
>50且≤70b
-
粉煤灰
-
石灰石
-
在生产蒸压加气混凝土砌块过程中, 通过生石灰提供有效的 Ca
精选范本
.
与含硅材料中的 SiO2 和 l2O3 进行充分的水热反应, 生成水化硅酸盐 和水化铝酸盐而获得强度, 同时参与铝粉的发气反应。反应过程中释 放出大量的热能, 使坯体温度达到 80℃~90℃, 使坯体在静停硬化阶 段得到自然养护。在单位时间里释放出的热量过大, 又会影响养护的 效果。因此, 生产蒸压加气混凝土砌块所使用的生石灰应当符合 JC/T 621《硅酸盐建筑制品用生石灰》的标准。同时, 必须添加调节剂来控 制石灰的水化放热速度。
6.其他参数
精选范本
.
三、蒸压加气混凝土砌块生产工艺及简述 1.原材料储存及处理 1.1 粉煤灰、石膏 当采用粉煤灰与石膏混合制浆的工艺。生产时,粉煤灰和石膏 按一定配比加入打浆池,制成混合浆料。在制浆加水时,定量加水,
精选范本
.
制成浓度合适的料浆。再由渣浆泵泵入料浆储罐内备用。
上图为蒸压加气混凝土生产工艺流程简图 1.2 生石灰 块状生石灰用自卸卡车运入厂,卸入石灰原料堆棚内堆放。块石灰 经复摆式颚式破碎机破碎后由斗式提升机送入石灰库中。粉磨前,石 灰由库底喂料机给入密闭式输送机送入磨机内进行粉磨。磨细后的石 灰粉料由磨机出料口送至斗提机,由斗提机送至配料楼石灰粉料仓中 备用。 1.3 水泥 采用散装水泥。散装水泥由散装水泥车运入厂内,直接泵入配料楼 水泥粉料仓内备用。 1.4 铝粉 由外地购入桶装铝粉,存放于配料楼底铝粉库内。使用时由电动葫
蒸压加气混凝土砌块配合比计算

蒸压加气混凝土砌块配合比计算蒸压加气混凝土(AAC)砌块是一种新型的节能建筑材料,具有轻质、高强度、保温隔热、阻燃、吸声、抗震等优点,在建筑工程中得到了广泛的应用。
对于AAC砌块的配合比计算来说,主要包括选材、水灰比、骨料和加气剂的比例等因素的考虑。
一、选材AAC砌块的主要原材料包括水泥、砂、减水剂、石膏以及大量的气泡剂。
其中水泥的种类应选择普通硅酸盐水泥,砂的粒径应控制在0.1-0.2mm之间。
减水剂的掺量应根据砂浆的流动性和工作性能要求来确定,石膏的加入量应考虑到加气剂的硬化时间和成品强度。
二、水灰比水灰比对于AAC砌块的强度和耐久性起着重要的影响。
一般来说,水灰比越小,砌块的强度越高,但是施工难度也会相应增加。
根据实际工程需要和材料的特性,一般水灰比可以控制在0.4-0.5之间。
三、骨料比例AAC砌块的骨料一般选择骨料粒径在1-5mm之间,可以采用粉煤灰、煤矸石、蛭石等为填充料。
根据实际需要,可以控制骨料的比例,一般来说,骨料的用量可以控制在水泥用量的20-30%之间。
四、加气剂比例加气剂对于AAC砌块的性能具有重要的影响。
加气剂的品牌和掺量应根据实际需要来确定,一般来说,加气剂的掺量可以控制在水泥用量的2-5%之间。
加气剂的掺量过多会导致砌块的强度降低,掺量过少则会影响砌块的体积稳定。
五、细度模数细度模数是骨料的细度和粗细颗粒的分布情况的一个指标,对于AAC砌块的性能有一定的影响。
一般来说,细度模数在2.2-3.2之间,可以满足AAC砌块的工程要求。
综上所述,蒸压加气混凝土砌块的配合比计算需要根据实际工程需要和材料的性能来确定,主要包括选材、水灰比、骨料和加气剂的比例等因素的考虑。
合理的配合比能够保证AAC砌块的质量和性能,同时也能够提高施工效率和工程质量。
在实际应用过程中,还应根据具体的施工条件和材料的供应状况进行相应的调整和优化。
加气混凝土砌块介绍及计算

加气砖一、含义加气砖即“蒸压加气混凝土砌块”,简称加气砖,是通过高温蒸压设备工艺生产的加气混凝土砌块。
“加气砖”可以理解为一个简化的或是一个通用的名称。
其涵盖的产品范围应该要大一点,即采用包括蒸压在内的其他各种工艺生产的砖品。
二、尺寸要求市场的规格有:1、有一种是:长度:600 ;高度:200,250,300;宽度:75,100,125,150,175,200,250……(以25递增)2、另一种是:长度:600;高度:240,300 其他规格可由购货单位与生产厂协商确定;宽度60,120,180,240 ……(以60递增)三、一平方、一立方分别多少块砖根据工程需要选择合适的规格尺寸砌筑。
如:1、墙厚150:选择600×300×150砌块,则每平方米用量为:1÷(0.6×0.3)=5.56 块每立方米用量为:1÷(0.6×0.3×0.15)=37.04 块2、墙厚200:选择600×300×200砌块,则每平方米用量为:1÷(0.6×0.3)=5.56 块每立方米用量为: 1÷(0.6×0.3×0.2)=27.78 块选择600×250×200砌块,则每平方米用量为:1÷(0.6×0.25)=6.67 块每立方米用量为: 1÷(0.6×0.25×0.2)=33.33块选择600×200×125砌块,则每平方米用量为:1÷(0.6×0.125)=13.33块每立方米用量为: 1÷(0.6×0.2×0.125)66.67 块3、墙厚250:选择600×300×250砌块,则每平方米用量为:1÷(0.6×0.3)5.56块每立方米用量为: 1÷(0.6×0.3×0.25)22.22 块当然,你也可以选用几种规格混合砌筑。
蒸压加气混凝土砌块配合比计算
开磷磷石膏综合利用有限公司蒸压加气混凝土砌块配合比计算生产水泥-石灰-砂加气混凝土砌块1 钙硅比水泥-石灰-砂加气混凝土的C/S约在0.7~0.8之间;水泥-石灰-粉煤灰加气混凝土的C/S约在0.8下面以砂加气混凝土为例:500kg/m3的水泥-石灰-砂加气混凝土的最佳水料比为0.65~0.75;2 单位体积制品的干物料用量在生产绝干体积密度为500kg/m3的产品时,实际干物料投料量不足500kg。
因为制品绝干体积密度是将单位体积制品在105℃下干燥至恒重的重量。
此时,制品含有化学结合水,在计算干物料时,这部分水并没计入配料重量。
因此,计算于物料量时,应减去化学结合水的重量,制品中化学结合水量,视使用的钙质材料多少而异。
根据经验,生石灰中1克分子有效氧化钙的化学结合水为1克分子;水泥中取0.8克分子氧化钙所化合的化学结合水为1克分子,则不难算出单位体积产品中结合水量,求出单位体积制品干物料用量:m=r0 - B式中: m——单位体积制品干物料用量(kg/m3);r0——设计体积密度(kg/m3);B——制品中结合水量(kg/m3).例:绝干体积密度为500kg/m3的粉煤灰加气混凝土配比为水泥:石灰:粉煤灰:石膏=13:17:67:3;水泥中氧化钙含量60%,石灰有效氧化钙含量75%,CaO分子量56,H2O分子量18,求单位体积干物料用量?设:每m3制品化学结合水为Bkg,B1为水泥所需的结合水量;B2为石灰的结合水量。
则:每m3制品干物量为500-BB1={[13%×(500一B)×60%]/(56×0.8)}×18B2={[17%×(500一B)×75%]/56}×18B=B l + B2 =34kg/m3即:干物料重量为:m=500-34=466kg/m32 配方计算配方可根据配比用:m x=mP x式中: m x——单位制品中某原材料用量(kg/m3);P x——该种原材料的基本配合比(%)。
蒸压加气混凝土砌块配合比及生产配方

蒸压加气混凝土砌块配合比及生产配方一、概述蒸压加气混凝土砌块,简称加气砌块,是一种轻质、多孔的新型墙体材料,具有优异的保温、隔热、隔音性能,同时还具有良好的抗压强度和耐久性。
蒸压加气混凝土砌块的生产配方和配合比对于砌体的质量和性能至关重要,下面将从深度和广度两个方面对该主题进行全面评估,并撰写一篇有价值的文章。
二、配合比的深度探讨1. 水灰比的选择水灰比是影响加气砌块性能的重要因素之一,合理的水灰比可以保证砌块的强度和稳定性。
一般来说,水灰比的选择应该根据原材料的性质和生产工艺来确定,一般控制在0.4-0.6之间。
2. 混凝土配合比的设计在确定了水灰比之后,还需要设计混凝土的配合比,包括水泥、砂、粉煤灰等原材料的配比。
合理的配合比可以保证砌块的密实性和抗压强度,关键在于保证原材料的品质和稳定性。
3. 外加剂的选用在生产加气砌块时,还需要根据不同的需要选用一定的外加剂,如膨胀剂、减水剂等,这些外加剂可以改善砌块的工艺性能和性能指标,提高砌块的整体质量和性能。
4. 原材料的选用在确定了配合比后,还需要选择合适的原材料,如水泥、砂、粉煤灰等,这些原材料的质量和稳定性直接影响到加气砌块的最终性能和质量。
三、生产配方的广度探讨1. 生产设备的选择生产加气砌块需要专门的生产设备,包括搅拌机、模具、蒸养釜等,这些设备的选择和使用直接关系到砌块的生产效率和质量。
2. 生产工艺的控制在生产过程中,需要严格控制各个工艺参数,如搅拌时间、蒸养时间、蒸养温度等,这些参数的控制能够保证砌块的稳定性和一致性。
3. 质量控制的要求生产加气砌块需要严格执行质量控制标准,包括对原材料的抽检、成品的检测等,只有严格控制每个环节,才能保证砌块的质量和性能。
4. 环保要求的满足作为一种新型环保材料,生产加气砌块还需要满足相关的环保要求,如排放标准、能源消耗等,这些对于生产过程的管理和控制提出了更高的要求。
总结回顾蒸压加气混凝土砌块的配合比及生产配方对于砌块的质量和性能至关重要,合理的配合比和严格的生产工艺是保证加气砌块质量和性能的关键。
蒸压加气砌块生产工艺及质量控制

蒸压加气砌块生产工艺及质量控制一、蒸压加气混凝土砌块的生产工艺1.原材料的制备:2.原材料的搅拌:将配比好的原材料放入搅拌机中进行搅拌,搅拌时间需要根据原材料的配比和搅拌机的性能确定,一般为1-2分钟。
3.浇注和振动:将搅拌好的混凝土浆料倒入砌块模具中,然后利用振动台进行振动,以排除混凝土中的空气,使混凝土均匀密实。
4.固化和养护:振动后的砌块放置在蒸压釜中加压蒸汽进行蒸养。
蒸压的温度和时间可以根据需要进行调整,一般为170-190℃,蒸养时间为6-10小时。
5.切割和质检:养护后的砌块采用切割机进行切割,切割成标准尺寸的砌块。
然后进行质检,包括砌块的尺寸、强度、吸水性等指标的检测。
6.硬化和储存:质检合格的砌块放置在通风、干燥的场所进行硬化和储存,一般需要3-7天。
二、蒸压加气混凝土砌块的质量控制1.原材料质量控制:检验原材料的质量和控制其配比的准确性,确保原材料的合格率。
2.生产过程控制:对搅拌、浇注、振动、养护等生产过程中的参数进行控制,确保砌块的质量稳定。
3.硬化和储存条件控制:控制硬化和储存的温度、湿度和时间,确保砌块能够达到设计强度。
4.质检监控:对生产出的砌块进行质检,包括尺寸、强度、吸水性等指标的检测,确保产品质量符合标准要求。
5.设备维护与管理:定期进行设备维护和检修,确保设备正常运行,减少故障发生率。
6.人员培训和管理:加强对操作人员的培训,提高其技术水平和生产意识。
加强生产管理,确保生产过程的规范和质量的稳定。
以上是蒸压加气混凝土砌块的生产工艺及质量控制的简要介绍。
通过严格的质量控制,可以确保生产出质量优良的蒸压加气混凝土砌块,满足工程建设的需求。
蒸压砂加气交底

1、本表由施工单位填写,交底单位与接受交底单位各保存一份。
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
1、本表由施工单位填写,交底单位与接受交底单位各保存一份。
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
1、本表由施工单位填写,交底单位与接受交底单位各保存一份。
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
1、本表由施工单位填写,交底单位与接受交底单位各保存一份。
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
1、本表由施工单位填写,交底单位与接受交底单位各保存一份。
2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。
年产20万蒸压加气混凝土砌块生产线工艺设计说明

年产20万蒸压加气混凝土砌块生产线工艺设计说明蒸压加气混凝土砌块是一种新型的轻质建筑材料,具有优异的绝热性能、抗震性能和节能性能,被广泛应用于建筑材料行业。
为了满足市场需求,本文将对年产20万蒸压加气混凝土砌块生产线的工艺设计进行说明,以确保产品质量和生产效率。
一、原材料准备蒸压加气混凝土砌块的主要原料包括水泥、石膏、砂等。
首先,需要将这些原材料进行准备和储存。
水泥和石膏应该以袋装的形式存放在干燥的仓库中,确保其品质和稳定性。
砂可以从河岸或矿山中开采,并进行筛分和清洗。
二、配料过程将准备好的原材料按照一定的比例进行配料。
配料的准确性对于获得优质的产品至关重要。
可以使用配料秤进行称量,确保每批次的原材料质量的一致性。
配料过程可以采用自动化控制系统,提高生产效率和准确性。
三、搅拌和制浆将配料好的原材料送入搅拌机中进行搅拌。
搅拌机应具有较大的容量和高效的搅拌能力,以确保搅拌均匀。
同时,在搅拌的过程中适当加入适量的水,形成砂浆。
砂浆的含水量应该根据实际情况进行调整,以确保砌块的强度和稳定性。
四、浇注和振动将制好的砂浆倒入砌块模具中。
砌块模具可以采用不同形状和尺寸的模具,以满足市场需求。
在浇注的同时,需要将模具进行适当的振动,以排除气泡,并提高砌块的密实性。
振动时间和强度应根据具体情况进行调整。
五、蒸养和硬化制好的砌块需要进行蒸养和硬化。
蒸养的时间和温度取决于砌块的尺寸和配方。
一般情况下,蒸养时间为8-12小时,温度控制在50-70°C范围内。
在蒸养的过程中,需要确保蒸养室的温度、湿度和压力等参数的稳定性。
六、包装和入库经过蒸养和硬化后的砌块可以进行包装和入库。
包装可以采用塑料薄膜进行封装,以防止砌块受潮和变形。
入库之前,还需要对砌块进行质量检验,确保其符合相关标准和要求。
总结起来,年产20万蒸压加气混凝土砌块生产线的工艺设计包括原材料准备、配料过程、搅拌和制浆、浇注和振动、蒸养和硬化、包装和入库等环节。
蒸压加气混凝土砌块配合比及生产配方
蒸压加气混凝土砌块配合比及生产配方
蒸压加气混凝土砌块是一种高性能的建筑材料,其强度和绝热性能优于传统砌块。
其
主要原料有水泥、石膏、石灰、砂、膨胀剂等。
下面我将介绍蒸压加气混凝土砌块的
配合比和生产配方。
1. 配合比:
蒸压加气混凝土砌块的配合比主要包括水泥、砂、石灰、水和膨胀剂的比例。
一般来说,水泥和石灰的比例为1:1,砂和水泥的比例为3:1,而石灰和水的比例为1:2。
膨
胀剂的用量一般为水泥用量的10%左右。
2. 生产配方:
蒸压加气混凝土砌块的生产配方是根据配合比确定的,其主要包括原材料的种类和用量。
(1) 水泥:选择优质的普通硅酸盐水泥,其强度和稳定性较好。
一般采用42.5号或者52.5号水泥。
(2) 膨胀剂:膨胀剂是决定加气混凝土砌块绝热性能的重要因素。
一般采用铝粉、铝粉和铝粉-泡沫剂的复合膨胀剂等。
(3) 石灰:石灰是调节水泥活性的重要原料。
一般采用优质的纤维石灰。
(4) 砂:砂是混凝土中的骨料,可以增强砌块的强度。
选择颗粒大小均匀、质量好的砂。
(5) 水:用于混合原材料的水应具备一定的流动性和稠度。
选择优质的清洁水。
根据各原料的配合比,将以上原料按一定比例进行混合,然后进行搅拌、制浆和灌浆,最后在模具中进行压制和蒸汽养护,即可生产出蒸压加气混凝土砌块。
总结:
蒸压加气混凝土砌块的配合比和生产配方主要包括水泥、石灰、砂、水和膨胀剂的比
例和用量。
合理的配合比和生产配方可以确保蒸压加气混凝土砌块具备良好的强度和
绝热性能。
加气混凝土砌块介绍和计算
加气砖一、含义加气砖即“蒸压加气混凝土砌块”,简称加气砖,是通过高温蒸压设备工艺生产的加气混凝土砌块。
“加气砖”可以理解为一个简化的或是一个通用的名称。
其涵盖的产品范围应该要大一点,即采用包括蒸压在内的其他各种工艺生产的砖品。
二、尺寸要求市场的规格有:1、有一种是:长度:600 ;高度:200,250,300;宽度:75,100,125,150,175,200,250……(以25递增)2、另一种是:长度:600;高度:240,300 其他规格可由购货单位与生产厂协商确定;宽度60,120,180,240 ……(以60递增) 三、一平方、一立方分别多少块砖根据工程需要选择合适的规格尺寸砌筑。
如:1、墙厚150:选择600×300×150砌块,则每平方米用量为:1÷(0.6×0.3)=5.56 块每立方米用量为:1÷(0.6×0.3×0.15)=37.04 块2、墙厚200:选择600×300×200砌块,则每平方米用量为:1÷(0.6×0.3)=5.56 块每立方米用量为: 1÷(0.6×0.3×0.2)=27.78 块选择600×250×200砌块,则每平方米用量为:1÷(0.6×0.25)=6.67 块每立方米用量为: 1÷(0.6×0.25×0.2)=33.33块选择600×200×125砌块,则每平方米用量为:1÷(0.6×0.125)=13.33块每立方米用量为: 1÷(0.6×0.2×0.125)66.67 块3、墙厚250:选择600×300×250砌块,则每平方米用量为:1÷(0.6×0.3)5.56块每立方米用量为: 1÷(0.6×0.3×0.25)22.22 块当然,你也可以选用几种规格混合砌筑。
蒸压加气块工艺参数计算方法

蒸压加气块工艺参数计算方法蒸压加气块工艺参数计算方法说明:总干物料重量 = 纯骨物料重量(不含水重量)+总胶结料重量;总胶结料重量 = 石灰重量 + 水泥重量砂浆重量 = 纯骨物料重量 + 水的重量×100%砂浆的含水率 = 砂浆中水的重量÷砂浆的重量水料比= ( 砂浆中水的重量+ 外加水的重量) ÷总干物料重量×100%假设,要生产B06(干容重600Kg/ m3),其中已知道,砂浆的比重为1.52 Kg/ m 3,砂浆含水率为43%,模具车的内框长度为4.85m(平均值),高度值为0.65m,宽度为1.25m,那么求:每模浇注需要的砂浆、石灰、水泥、铝粉的配料重量。
解答如下:第一步:计算模具车内框体积,就是坯体发气硬化后的体积。
模具车的体积 = 内框长×内框宽×内框高= 4.85m×1.25m×0.65m= 3.94 m3第二步:计算总干物料重量,加气混凝土生产中,会含有5%左右的结晶水,会留在制品中,结晶水不蒸发。
那么,每立方米中总干物料含量 = 容重-结晶水单位含量= 容重×(1 - 5%)= 600Kg/ m3×(1 - 5%)= 570 Kg/ m3那么每模所需要的总干物料重量 = 内框体积×总干物料含量= 3.94 m3× 570 Kg/ m3= 2246 Kg第三步;计算总胶结料重量,由于为成本考虑,每个企业的配方都所差异,在原材料合格的情况下,要想生产强度在A5.0以上的加气块,一般胶结料占总干物料的30%以上,这里我们按35%计算。
那么总胶结料重量 = 总干物料重量× 35%= 2246 Kg × 35%= 786 Kg第四步;总胶结料已经确定,那么如何确定水泥、石灰的重量呢,一般由于石灰的质量对浇注质量的影响较大,在不确定石灰品质的情况下,尽可能多用水泥,少用石灰来保证浇注的稳定性。
蒸压加气混凝土砌块技术参数
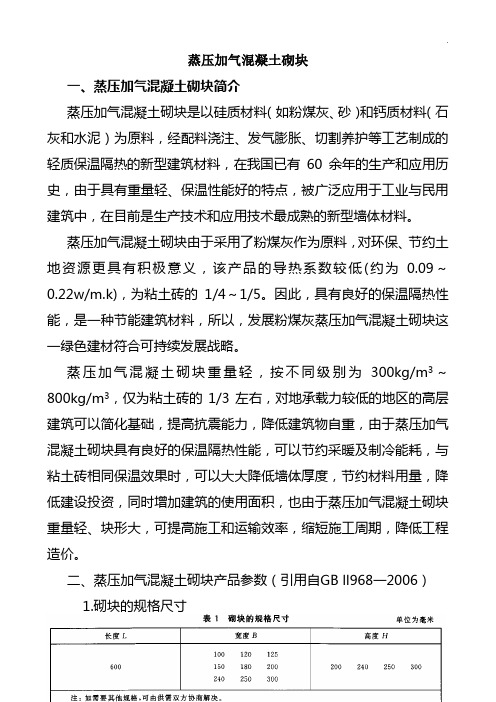
蒸压加气混凝土砌块一、蒸压加气混凝土砌块简介蒸压加气混凝土砌块是以硅质材料(如粉煤灰、砂)和钙质材料(石灰和水泥)为原料,经配料浇注、发气膨胀、切割养护等工艺制成的轻质保温隔热的新型建筑材料,在我国已有60余年的生产和应用历史,由于具有重量轻、保温性能好的特点,被广泛应用于工业与民用建筑中,在目前是生产技术和应用技术最成熟的新型墙体材料。
蒸压加气混凝土砌块由于采用了粉煤灰作为原料,对环保、节约土地资源更具有积极意义,该产品的导热系数较低(约为0.09〜0.22w/m.k),为粘土砖的1/4〜1/5。
因此,具有良好的保温隔热性能,是一种节能建筑材料,所以,发展粉煤灰蒸压加气混凝土砌块这一绿色建材符合可持续发展战略。
蒸压加气混凝土砌块重量轻,按不同级别为300kg/m3〜800kg/m3, 仅为粘土砖的1/3左右,对地承载力较低的地区的高层建筑可以简化基础,提高抗震能力,降低建筑物自重,由于蒸压加气混凝土砌块具有良好的保温隔热性能,可以节约采暖及制冷能耗,与粘土砖相同保温效果时,可以大大降低墙体厚度,节约材料用量,降低建设投资,同时增加建筑的使用面积,也由于蒸压加气混凝土砌块重量轻、块形大,可提高施工和运输效率,缩短施工周期,降低工程造价。
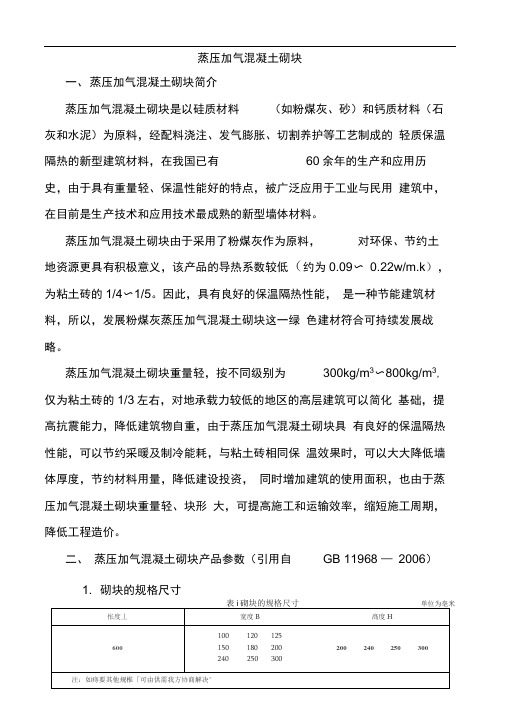
二、蒸压加气混凝土砌块产品参数(引用自GB 11968 —2006)1. 砌块的规格尺寸表i砌块的规格尺寸单位为亳米2. 砌块按强度和干密度分级强度级别有!Al. 0,A2. 0,A2. 5, AX 5»A5. 0,A7. 5,A10 4s个级别“ 干密度级别有’B03,B04,B05,B06,B07,B08六个级别」3. 砌块等级砌块按尺寸偏差与外观质量、干密度、抗压强度和抗冻性分为: 优等品(A)、合格品(B)二个等级。
4. 砌块产品标记示例:强度级别为A3.5、干密度级别为B05、优等品、规格尺寸为60mmX20mn250mn的蒸压加气混凝土砌块,其标记为:ACB A3.5 B05 600X200X250A GBII9685. 砌块的尺寸偏差和外观6. 其他参数表3砌块的立方体抗压强度单位为兆帕斯卡4单位为千克每立方米6a规定羽用标准送、快速法测定砌块干爍收鏑值,若测定结果廉生矛盾不能判定时,则以掠准法测定的结果为准.三、蒸压加气混凝土砌块生产工艺及简述1. 原材料储存及处理1.1粉煤灰、石膏当采用粉煤灰与石膏混合制浆的工艺。
蒸压加气混凝土抗压强度标准值计算

蒸压加气混凝土抗压强度标准值计算
蒸压加气混凝土的抗压强度标准值可以根据国家或地区的相关标准进行计算。
以下是一个常见的计算方法:
1. 确定混凝土的试件规格:常见的试件规格有立方体试件(例如100mm×100mm×100mm)和圆柱试件(例如直径100mm,
高度200mm)。
根据实际使用情况和相关标准,选择合适的
试件规格。
2. 制作试件:根据相关标准的要求,按照混凝土的配比,将混凝土灌入试件模具中并进行压实,确保试件的密实度和均匀性。
根据标准的要求,可以在试件上贴上试件编号、试件制作日期等信息。
3. 养护试件:制作完成后的试件需要进行养护,通常是在水中浸泡后进行。
根据标准的要求,养护时间可能会有所不同,可在试验室条件下进行,通常为28天。
4. 试验:在试件养护28天后,进行试件的抗压试验。
试验通
常由专业的实验室或权威机构进行,按照相关标准的试验方法进行。
试验通常是在试验机上进行,通过逐渐加大载荷的方式进行,直到试件发生破坏。
5. 计算抗压强度:根据试验结果,可以计算出试件的抗压强度标准值。
通常采用的计算公式为:抗压强度标准值 = 最大破
坏载荷 / 试件截面积。
需要注意的是,具体的计算方法和标准可能会有所不同,这只是一个常见的计算步骤。
在实际应用中,应根据当地的相关标准和实际情况进行计算。
蒸压砂加气砼砌块干密度

蒸压砂加气砼砌块干密度蒸压砂加气砼砌块干密度是指该种砌块在干燥状态下的密度,是决定其物理特性的一个重要参数。
其干密度不仅直接影响该类砌块的强度、耐久性等性能指标,还与其保温、隔音、防火等性能密切相关。
因此,测量该类砌块的干密度是非常必要的。
本文将分步骤阐述测量蒸压砂加气砼砌块干密度的方法。
第一步:准备工作首先,准备好至少5块新制成的蒸压砂加气砼砌块,保证其表面光滑没有裂缝,选择1个砌块作为样品。
然后,将样品置于常温下至少24小时。
第二步:测量称重将称重天平调零,并将样品放于称重台上,用手轻轻按压使其与台面贴合,然后记录下样品的质量,这里称为“样品质量”。
同时也要记录下其它4块砌块的质量,这里称为“参考质量”。
第三步:计算体积将样品放入盛装有水的水槽内,使其完全浸没,并注意防止水溢出。
待其表面不再冒气泡,即说明其被充分浸泡,再将固体浸入水的容器移出并擦拭干净表面上多余的水,这里称为“饱和重量”。
通过减去样品质量来计算样品排空后的湿重量。
然后,测量水槽中的水量,即为“水的体积”,最后,用“样品湿重”减去“样品干重”计算出样品的体积,这里称为“样品体积”。
第四步:计算干密度通过以下公式来计算蒸压砂加气砼砌块的干密度:干密度 = 样品质量 / 样品体积其中,样品体积的计算已在第三步阐述。
第五步:判断测试结果通过对几块蒸压砂加气砼砌块的干密度测量,可以判断该种砌块干密度的稳定性。
若多次测得的干密度值相近,则说明该种砌块的干密度比较稳定。
若干密度变化较大,则说明制作和烘干工艺不够规范,需要加以改善。
通过以上步骤,我们可以测量出蒸压砂加气砼砌块的干密度。
准确测量干密度能够为该类砌块的制作和使用提供科学依据,使其性能得到充分发挥。
蒸压加气混凝土砌块配合比计算
开磷磷石膏综合利用有限公司蒸压加气混凝土砌块配合比计算生产水泥-石灰-砂加气混凝土砌块1 钙硅比水泥-石灰-砂加气混凝土的C/S约在0.7~0.8之间;水泥-石灰-粉煤灰加气混凝土的C/S约在0.8下面以砂加气混凝土为例:500kg/m3的水泥-石灰-砂加气混凝土的最佳水料比为0.65~0.75;2 单位体积制品的干物料用量在生产绝干体积密度为500kg/m3的产品时,实际干物料投料量不足500kg。
因为制品绝干体积密度是将单位体积制品在105℃下干燥至恒重的重量。
此时,制品含有化学结合水,在计算干物料时,这部分水并没计入配料重量。
因此,计算于物料量时,应减去化学结合水的重量,制品中化学结合水量,视使用的钙质材料多少而异。
根据经验,生石灰中1克分子有效氧化钙的化学结合水为1克分子;水泥中取0.8克分子氧化钙所化合的化学结合水为1克分子,则不难算出单位体积产品中结合水量,求出单位体积制品干物料用量:m=r0 - B式中: m——单位体积制品干物料用量(kg/m3);r0——设计体积密度(kg/m3);B——制品中结合水量(kg/m3).例:绝干体积密度为500kg/m3的粉煤灰加气混凝土配比为水泥:石灰:粉煤灰:石膏=13:17:67:3;水泥中氧化钙含量60%,石灰有效氧化钙含量75%,CaO分子量56,H2O分子量18,求单位体积干物料用量?设:每m3制品化学结合水为Bkg,B1为水泥所需的结合水量;B2为石灰的结合水量。
则:每m3制品干物量为500-BB1={[13%×(500一B)×60%]/(56×0.8)}×18B2={[17%×(500一B)×75%]/56}×18B=B l + B2 =34kg/m3即:干物料重量为:m=500-34=466kg/m32 配方计算配方可根据配比用:m x=mP x式中: m x——单位制品中某原材料用量(kg/m3);P x——该种原材料的基本配合比(%)。
加气块用料计算公式

加气块用料计算公式在建筑行业中,加气块是一种常用的建筑材料,它具有轻质、保温、隔热、隔音等优点,因此在建筑工程中得到了广泛的应用。
在使用加气块进行建筑施工时,需要对用料进行计算,以确保施工的质量和效率。
本文将介绍加气块用料计算的公式和方法。
加气块用料计算公式的基本原理是根据建筑设计图纸和加气块的规格,计算出所需的加气块数量和材料用量。
一般来说,加气块的规格有不同的尺寸和厚度,因此在计算用料时需要考虑到这些因素。
首先,我们来看一下加气块用料计算的基本公式:加气块数量 = 墙面积 / 单块加气块的面积。
材料用量 = 加气块数量×加气块的密度。
在这个公式中,墙面积是指建筑设计图纸上所标注的墙体面积,单块加气块的面积是指加气块的实际尺寸,加气块的密度是指加气块的重量。
通过这个公式,我们可以计算出所需的加气块数量和材料用量。
在实际的施工中,还需要考虑到一些其他因素,例如加气块的浪损率、边角料的使用、墙体的开窗、门洞等。
因此,加气块用料计算公式还需要进行一些修正和调整,以确保计算结果的准确性。
除了以上的基本公式外,还可以根据具体的施工情况和要求,进行一些其他的用料计算。
例如,如果需要在加气块墙体中嵌入钢筋,还需要计算钢筋的用量;如果需要在加气块墙体中开设管道或电线槽,还需要计算管道和电线槽的用量。
在进行加气块用料计算时,还需要考虑到加气块的运输和搬运问题。
加气块是一种轻质材料,因此在运输和搬运过程中需要特别注意,以避免加气块的破损和浪费。
因此在计算加气块用料时,还需要考虑到一定的浪损率,以确保施工的顺利进行。
总的来说,加气块用料计算是建筑施工中非常重要的一部分,它直接关系到施工的质量和效率。
通过合理的用料计算,可以减少材料的浪费,提高施工效率,降低施工成本,因此对于施工单位和施工人员来说,加气块用料计算是一项必不可少的工作。
在实际的施工中,加气块用料计算需要结合具体的施工图纸和施工要求,进行详细的计算和分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蒸压加气块工艺参数计算方法
说明:
总干物料重量 = 纯骨物料重量(不含水重量)+总胶结料重量;
总胶结料重量 = 石灰重量 + 水泥重量
砂浆重量 = 纯骨物料重量 + 水的重量×100%
砂浆的含水率 = 砂浆中水的重量÷砂浆的重量
水料比 = ( 砂浆中水的重量 + 外加水的重量 ) ÷总干物料重量×100%
假设,要生产B06(干容重600Kg/ m³),其中已知道,砂浆的比重为1.52 Kg/ m ³,砂浆含水率为43%,模具车的内框长度为4.85m(平均值),高度值为0.65m,宽度为1.25m,那么求:每模浇注需要的砂浆、石灰、水泥、铝粉的配料重量。
解答如下:第一步:
计算模具车内框体积,就是坯体发气硬化后的体积。
模具车的体积 = 内框长×内框宽×内框高
= 4.85m×1.25m×0.65m
= 3.94 m³
第二步:
计算总干物料重量,加气混凝土生产中,会含有5%左右的结晶水,会留在制品中,结晶水不蒸发。
那么,
每立方米中总干物料含量 = 容重-结晶水单位含量
= 容重×(1 - 5%)
= 600Kg/ m³×(1 - 5%)
= 570 Kg/ m³那么
每模所需要的总干物料重量 = 内框体积×总干物料含量
= 3.94 m³× 570 Kg/ m³
= 2246 Kg
第三步;
计算总胶结料重量,由于为成本考虑,每个企业的配方都所差异,在原材料合格的情况下,要想生产强度在A5.0以上的加气块,一般胶结料占总干物料的30%以上,这里我们按35%计算。
那么
总胶结料重量 = 总干物料重量× 35%
= 2246 Kg × 35%
= 786 Kg
第四步;
总胶结料已经确定,那么如何确定水泥、石灰的重量呢,一般由于石灰的质量对浇注质量的影响较大,在不确定石灰品质的情况下,尽可能多用水泥,少用石灰来保证浇注的稳定性。
但总胶结料重量不变,一般按石灰45%,水泥55%。
在浇注稳定后,视情况调整。
石灰重量 = 总胶结料重量× 45%
= 786 Kg× 45%
= 354 Kg
水泥重量 = 总胶结料重量× 55%
= 786 Kg× 55%
= 432 Kg
第五步;
计算纯骨物料重量(不含水重量)
纯骨物料重量(不含水重量)= 总干物料重量-总胶结料重量
= 2246 Kg - 786 Kg
= 1460 Kg
第六步:计算砂浆的重量
每模需要砂浆的重量 = 纯骨物料重量(不含水重量)÷骨物料含量
= 纯骨物料重量÷(1 - 含水率)
= 1460 Kg÷(1 – 43%)
= 2561 Kg
如果不知道砂浆的含水率,可以通过,砂浆的比重设方程式,进行计算含水率,已知砂的密度为2650 Kg/ m³,粉煤灰的密度为2000Kg/ m³。
第七步;
计算铝粉用量,通过大量计算推到和实验分析,B06级别的加气块,每立方米使用500g铝粉,实际生产中视情况曾减,B07级别以400g为基础增减,B05级别以600g为基础进行增减。
铝粉重量 = 单位用量×模具车的体积
= 500g/ m³× 3.94 m³
= 1970g。