交期异常反馈表
车间每日生产异常信息反馈表(2月20日更新)
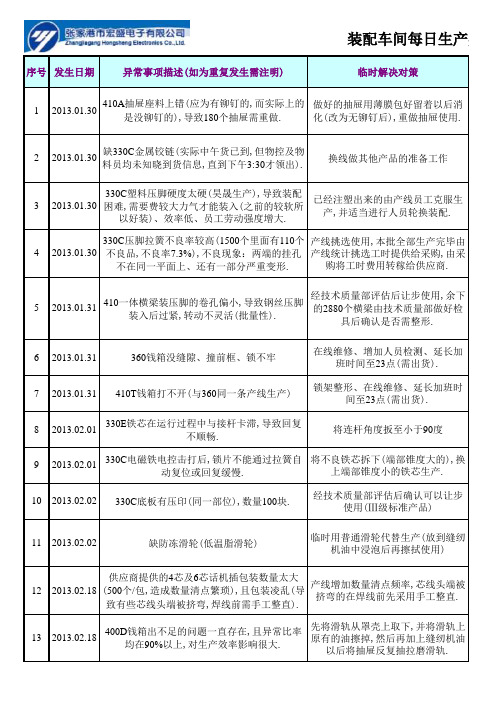
12013.01.30410A抽屉座料上错(应为有铆钉的,而实际上的是没铆钉的),导致180个抽屉需重做.做好的抽屉用薄膜包好留着以后消化(改为无铆钉后),重做抽屉使用.22013.01.30缺330C金属铰链(实际中午货已到,但物控及物料员均未知晓到货信息,直到下午3:30才领出).换线做其他产品的准备工作32013.01.30330C塑料压脚硬度太硬(昊晟生产),导致装配困难,需要费较大力气才能装入(之前的较软所以好装)、效率低、员工劳动强度增大.已经注塑出来的由产线员工克服生产,并适当进行人员轮换装配.42013.01.30330C压脚拉簧不良率较高(1500个里面有110个不良品,不良率7.3%),不良现象:两端的挂孔不在同一平面上、还有一部分严重变形.产线挑选使用,本批全部生产完毕由产线统计挑选工时提供给采购,由采购将工时费用转稼给供应商.52013.01.31410一体横梁装压脚的卷孔偏小,导致钢丝压脚装入后过紧,转动不灵活(批量性).经技术质量部评估后让步使用,余下的2880个横梁由技术质量部做好检具后确认是否需整形.62013.01.31360钱箱没缝隙、撞前框、锁不牢在线维修、增加人员检测、延长加班时间至23点(需出货).72013.01.31410T钱箱打不开(与360同一条产线生产)锁架整形、在线维修、延长加班时间至23点(需出货).82013.02.01330E铁芯在运行过程中与接杆卡滞,导致回复不顺畅.将连杆角度扳至小于90度92013.02.01330C电磁铁电控击打后,锁片不能通过拉簧自动复位或回复缓慢.将不良铁芯拆下(端部锥度大的),换上端部锥度小的铁芯生产.102013.02.02330C底板有压印(同一部位),数量100块.经技术质量部评估后确认可以让步使用(Ⅲ级标准产品)112013.02.02缺防冻滑轮(低温脂滑轮)临时用普通滑轮代替生产(放到缝纫机油中浸泡后再擦拭使用)122013.02.18供应商提供的4芯及6芯话机插包装数量太大(500个/包,造成数量清点繁琐),且包装凌乱(导致有些芯线头端被挤弯,焊线前需手工整直).产线增加数量清点频率,芯线头端被挤弯的在焊线前先采用手工整直.132013.02.18400D钱箱出不足的问题一直存在,且异常比率均在90%以上,对生产效率影响很大.先将滑轨从罩壳上取下,并将滑轨上原有的油擦掉,然后再加上缝纫机油以后将抽屉反复抽拉磨滑轨.。
供应商交货异常反馈单

文件号:QP080402
3) 产生原因:
4)临时措施:
开始日期
实ቤተ መጻሕፍቲ ባይዱ完成日期
负责人
5)永久措施
开始日期
实际完成日期
负责人
6) 预防措施:
开始日期
实际完成日期
负责人
7) 纠正及预防措施有效性验证:
开始日期
实际完成日期
负责人
8)总结:
备注:1.请在收到后24小时内回复临时措施,否则将以延迟一天按RMB100.00元罚款
文件号:QP080402
数量: 2.请在收到后一周内回复永久和预防措施,否则将以延迟一天按RMB200.00元罚款 3.所有因延迟回复8D报告而给予罚款无须通知厂家,直接在货款里扣除
Team Oriented Problem Solving Resolution Report
8D质量报告
Control No.报告编号: Pangeo DMN# 磐吉奥编号:
供应商:
Customer DMN # 客户编号:
1) 建立小组: 联系电话: 填写人: 主导部门: 发起人: 地点: 开始日期: 状态日期: 预计完成日期: 完成日期: 2) 问题描述: 顾客: 项目: 零件编号 # 修改版本L: 内部零件号 # 零件名称: 规格: 批次号: 数量: 主导人: 团队成员:
8D质量报告
Control No.报告编号: Pangeo DMN# 磐吉奥编号:
供应商:
Customer DMN # 客户编号:
1) 建立小组: 联系电话: 填写人: 主导部门: 发起人: 地点: 开始日期: 状态日期: 预计完成日期: 完成日期: 顾客: 项目: 零件编号 # 修改版本L: 内部零件号 # 零件名称: 规格: 批次号: 主导人: 团队成员:
原物料质量异常反馈单

检验领班签字(使用过程中需制造领班和品保制程领班签名)
工厂制造处理意见:
工厂品保处理意见:
厂长签完意见后,由品保科长抄送总部采购中心和品保部
工厂生管处理意见:
1、本批次是否影响排产
2、是否有其他批次原料可以替代
工厂厂长意见:
供应商改善措施(反馈流程需更改,工厂品保给供应商)
(以下内容由供应商填写并于24小时内掷回工厂)
原物料质量异常反馈单
()IQC检验(√)使用过程中填报日期编号:
原物料名称
规格
供应商
收货日期
批号
计量单位
收货数量
不良数量
不良比例
发生时间
结果判定
不良
情况
说明
产生后果
是否有不良产品产生,不良品对应数量,是否有其他批次可以替换,是否影响连续生产及发生停产
应急处理
措施
微生物不合格,检验领班要在0.5hr发短信和邮件给厂长和总部
供应商公司意见(代表公司的责任部门和责任人):
总部相关部门意见
品保部意见:
1、供应商不良原因是否确实、改善措施是否有效
2、是否要对供应商进行现场审核或辅导
3、若采购提出特采,品保是否会影响,是否需要别的供应商调货
2、是否需要对此供应商的供货配额进行计划调整
3、如果特采产生的损耗如何考核
采购中心意见:(由采购中心交给工厂品保,内部原物料不需要采购意见)(如特采,由采购中心按特采流程提出)
生产异常反馈单完整版

2、原因分析:
确认: 审核:
责任部门填写
3、临时或立即改善解决方案:
确认: 审核:
4、最终处理结果:
确认:审核:
5、防止再次发生解决方案:
确认: 审核:
反馈流程:
1、生产组长在发生生产异常时应立即报告车间主管,并通知现场技术或品质人员进行确认,以及提交【生产异常反馈单】。
2、各部门在接到【生产异常反馈单】后应及时进行原因分析和采取改善方案,及时解决或改善异常问题以保障正常生产。
生产异常反馈单
生产异常反馈单
生产订单
产品型号
物料名称
反馈部门
发生时间
反馈人
数量
不良数
不良率
影响度
较严重 一般轻微
待工人数
停工人数
停工时间
异常工时
异常类型
计划异常
设备异常
物料异常
工艺异常
其它
1、异常情况描述:
确认:审核:
原因分析与建议
材料/零件来料不良 设备模具异常
作业人员操作不当
工艺问题
设计问题
质量问题
原料异常反馈单

供应商回执: 以上描述是否属实: 是□ 原 因 分 析:
否□ (如没有选择,默认为“是”)
应急处理措施:
纠正预防措施:
供应商(签章)
联系人:
啊
XX公司
原料异常反馈单
供应商:
材料品名:
批号:
来料数 量:
吨
异常数 量:
异常状况描述:
生产日期: 吨 余量:
Hale Waihona Puke 到货日期: 成品不良数:CR-PD20-01 V1.0
品管部处 理意见
生产确认
仓库确认
采购部 意见
反馈单传真/电邮日期: 年 月 日,联系人:
手机:
尊敬的供应商:请接到此反馈单后三个工作日回签处理意见,或派人前往我司现场处理,并在 此单签注处理意见。有质量异常的产品在10日内退回,否则按300元/天收取仓储费用,20日内不退 回的本公司自行处理,并按我司实际损失扣除货款。
品质异常反馈单

品保: 生管: 工程:
发生频率:□首次 □重复 责任单位/人
工时损耗: 改善跟踪
结案说明
最终判定: □结案
工程: 生管:
□未结案
品保主管:
总经理:
日期: 品名规格
XXX服饰制造有限公司
品质异常反馈单
料号
制令单号
工单数量
文件编号:
交期
开立单位/人
异常描述:图一分型面毛边 / 图二外观段差 / 图三、四杂色 / 图五拼接缝隙
抽样数/不良数:
不良率:
临时对策
以下由工程/品保/生管共同制定
异常工单/物料
在制物料
ቤተ መጻሕፍቲ ባይዱ
库存物料
原因分析 分析部门/人:
长期改善措施 责任单位
库房异常信息反馈表
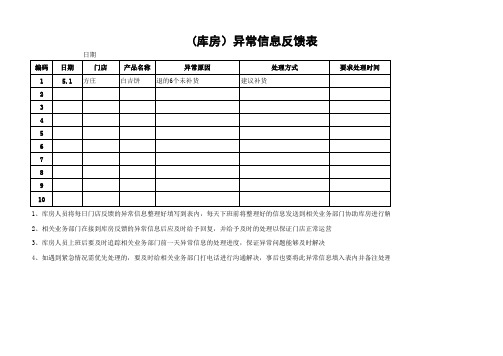
(库房)异常信息反馈表
日期
1、库房人员将每日门店反馈的异常信息整理好填写到表内,每天下班前将整理好的信息发送到相关业务部门协助库房进行解决
2、相关业务部门在接到库房反馈的异常信息后应及时给予回复,并给予及时的处理以保证门店正常运营
3、库房人员上班后要及时追踪相关业务部门前一天异常信息的处理进度,保证异常问题能够及时解决
4、如遇到紧急情况需优先处理的,要及时给相关业务部门打电话进行沟通解决,事后也要将此异常信息填入表内并备注处理方
行解决。
处理方式及结果。
质量异常反馈单

不良原因分析:
1.5W2H问题分析技术描述。
责任人/日期:确认/日期:
改善对策:
1.纠正措施:(产品、设计、工艺、检验、人员)
A、产品纠正:原材料、在途物料、库存材料、半成品、产成品
B、设计纠正:产品纠正、文件更改、工艺纠正、材料或BOM纠正
C、检验:标准规范纠正、作业纠正、使用工装仪器仪表等。
北京为华新光电子有限公司
质量异常反馈单
编号
RC-QM-55-F01
版本/更改状态
C/0
序号
责任单位/部门
过程
□进料□制程□成品
发生
频次
□1次□2次
□3次以上
名称规格型号版本/图号来自批 量抽样数量
不合格数量
不合格率%
不合格等级
□一般
□严重
不合格事实陈述:
在哪个生产任务单下、生产哪个规格型号版本产品发现什么不合格项(不合格现象),不合格数量多少、不合格率多少;或在哪个生产任务单下、生产哪个规格型号版本产品中什么规格型号物料发现什么不合格项(不合格现象),不合格数量多少、不合格率多少;或进货检验发现什么规格物料(外协加工需要有图号说明图号)发现什么不合格项(不合格现象),不合格数量多少、不合格率多少;或哪个客户,出现多少不合格品、不合格现象等。要求内容清晰明确。
2.预防措施:
1、设计预防
2、工艺预防
3、材料预防
4、人员、设施预防
责任人/日期:确认/日期:
验证结果:
责任人/日期:确认/日期:
生产异常反馈表,统计表

确定异常处理完成时 间(年月日时分)
生管办:
接收时间:年 异常发生 时间 异常鉴定 部门 生 批产 示总 监
月
日
时
分 影响出 勤人数 鉴定意
分
异常结案时 间
鉴定人
影响总工时 损失金额
【标准】: 1 、 生产异常处理表单流向:异常部门→责任部门→厂办; 2、品质异常或批量质量事故、批量(按班组30%以上)人员请假或旷工、浆釉料一定时期内的异常变化、新装模具不能按时上浆。 3、异常发生后,生产车间应立即组织相关责任部门或人员到异常发生地点现场处理问题,责任人10分钟到现场处理异常.,不得有任何理由推托,没在公 司的可委托人员代理,就异常问题现场制定应对措施,不能够现场立即处理的,由异常部门填写《生产异常处理单》与责任部门,各相关责任部门在现场 确认处理完成时间并将承诺的异常完成处理时间填写在《生产异常处理单》上;各相关责任部门按现场的应急处理措施或规定完成时间执行,由异常部门 跟进,异常按期处理完成后交厂办调度处统计、结案。 4、如果生产异常提交直属部门或协办部门无法按期完成的,将《生产异常处理单》提交厂办组织相关部门处理或逐级上报公司高层。 5、本着预防为主的原则,当车间人员、浆料、设备、模具等一切生产资料在一定时期内出现的异常变化,也应视作异常状况进行处理,并及时将异常发生 的起始时间、异常发生的原因分析、异常发生后的影响和应对措施及时上报厂办。 5、异常部门对停工时间和异常数据进行统计并交责任部门签字确认;由异常部门负责人把经过双方确认的《生产异常反馈单》于第二日10:00前交厂办计 划员,并由计划员对生产异常原因分类,每周进行统计,在管理变革周例会上公布。 【制约】: 、车间主任每天检查生产车间异常填报情况。 2、厂办不定期检查生产车间异常填报与处理情况。 3、稽核部不定期检查生产车间异常填报与处理情况。 【责任】: 、未按要求填报《生产异常处理单》的,处罚责任人5元/次。 2、接到异常通报后,未及时采取纠正与预防措施的,处罚责任人10元/次。 3、对于未按要求及时处理异常情况导致重大生产事故的,将依照公司相关制度给予从严处理。 4、所有生产异常由异常部门联络单未提交厂办生产调度结案的,处罚责任人10元/次 1
产品质量异常反馈单
不良内容
严重
一般
轻微
NO
不良内容
严重
一般
轻微
确认:
跟踪人:
确认:
跟踪人:
备注:
文件的更改:作业指导书生产流程图检验指导书其他()
注:可以附加说明页
使用流程:
反馈源(销售部)
接收反馈信息(客服部,品控部,技术部,总经办)
原因分析(品控部,技术部)
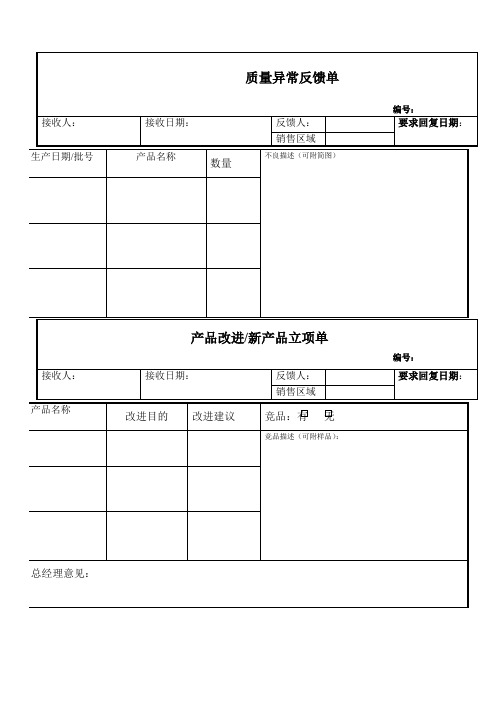
质量异常反馈单
编号:
接收人:
接收日期:
反馈人:
要求回复日期:
销售区域
生产日期/批号
产品名称
数量
不良描述(可附简图)
产品改进/新产品立项单
编号:
接收人:
接收日期:
反馈人:
要求回复日期:
销售区域
产品名称
改进目的
改进建议
竞品:有无
竞品描述(可附样品):
总经理意见:
原因分析编号:
A、配方上的问题
B、设备的问题
C、工艺上的问题
D、指导者/作业者的问题
E、管理体制的问题
F、原料辅料的问题
最终检查其流出原因:
1.防止不良再发生对策
2.防止不良再流出对策
暂定
暂定
恒久
恒久
生产现场不良流出防止对策
生产现场防止不良再现对策:
改善后第一次检查确认年月日改善后第二次检查年月日 Nhomakorabea检查数:
不良数量
不良程度
检查数:
不良数量
不良程度
现场质量异常反馈表(1)
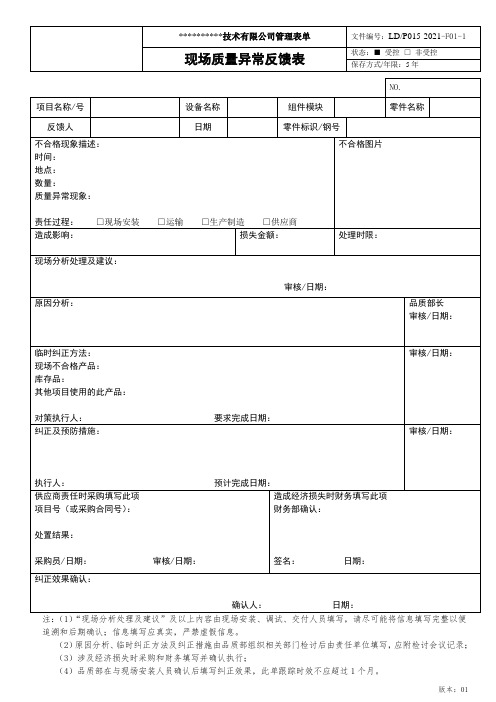
项目名称/号
设备名称
组件模块
零件名称
反馈人
日期
零件标识/钢号
不合格现象描述:
时间:
地点:
数量:
质量异常现象:
责任过程:□现场安装 □运输 □生产制造 □供应商
不合格图片
造成影响:
损失金额:
处理时限:
现场分析处理及建议:
审核/日期:
原因分析:
品质部长
审核/日期:
临时纠正方法:
现场不合格产品:
库存品:
(2)原因分析、临时纠正方法及纠正措施由品质部组织相关部和财务填写并确认执行;
(4)品质部在与现场安装人员确认后填写纠正效果,此单跟踪时效不应超过1个月。
其他项目使用的此产品:
对策执行人: 要求完成日期:
审核/日期:
纠正及预防措施:
执行人: 预计完成日期:
审核/日期:
供应商责任时采购填写此项
项目号(或采购合同号):
处置结果:
采购员/日期: 审核/日期:
造成经济损失时财务填写此项
财务部确认:
签名: 日期:
纠正效果确认:
确认人: 日期:
注:(1)“现场分析处理及建议”及以上内容由现场安装、调试、交付人员填写,请尽可能将信息填写完整以便追溯和后期确认;信息填写应真实,严禁虚假信息。
问题反馈表模板

问题反馈表模板
一、问题信息
1. 问题标题:
2. 反馈人姓名:
3. 反馈人联系方式:
4. 反馈时间:
5. 问题描述:
二、问题分类
1. 问题类型:
- [ ] 功能异常
- [ ] 用户体验
- [ ] 技术问题
- [ ] 其他(请具体描述):
2. 问题严重程度:
- [ ] 非常严重
- [ ] 严重
- [ ] 一般
- [ ] 不重要
三、问题详情
请详细描述您遇到的问题,提供尽可能多的细节信息,以便我们更好地理解和解决问题。
(在此处填写问题详情)
四、附件
如果您认为需要提供相关附件以更好地说明问题,请在此处附上。
例如截图、日志文件等。
五、解决方案
请提供您期望的解决方案或建议。
如果您对问题的原因有猜测,也请在此处说明。
六、其他信息
如果您还有其他补充信息或建议,请在此处填写。
七、确认与提交
请阅读并确认以下内容,在提交问题反馈前勾选确认。
- [ ] 我保证所提供的信息真实有效。
- [ ] 我同意并授权相关团队以此问题的解决为目标进行必要的数据收集、存储和处理。
请您尽快提交问题反馈,我们将尽力解决您的问题并改进我们的产品与服务。
非常感谢您的反馈与支持!
(文章结束)。