【精品推荐】巴氏消毒牛奶标准
巴氏杀菌乳“三标”工作“管理看板”
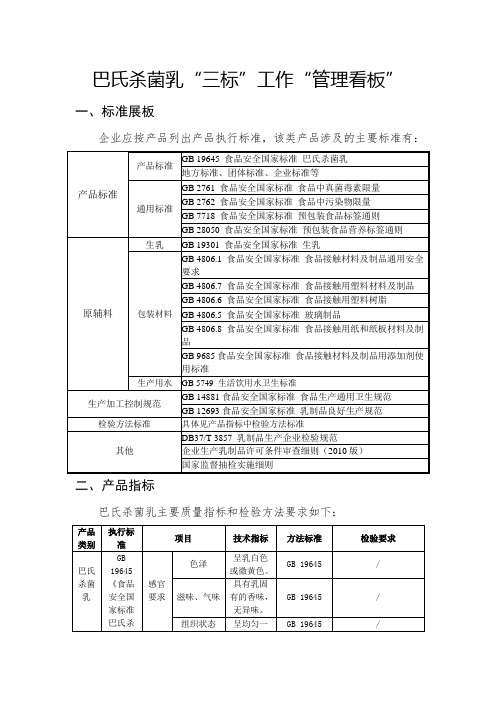
巴氏杀菌乳“三标”工作“管理看板”一、标准展板企业应按产品列出产品执行标准,该类产品涉及的主要标准有:二、产品指标巴氏杀菌乳主要质量指标和检验方法要求如下:三、关键指标及风险防控措施巴氏杀菌乳整体质量情况较好,近年来抽检主要问题集中在菌落总数、大肠菌群等微生物项目。
此外,还有个别产品的黄曲霉毒素M1和兽药残留问题。
为有效控制巴氏杀菌乳质量风险,建议生产企业在各环节按照以下措施进行严格管理:(一)生乳验收杀菌前生乳中的菌落总数会影响终产品的菌落总数和大肠菌群指标。
生乳的收集、运输、贮存过程中的温度及容器、管路的洁净程度是影响其菌落总数的关键因素。
生乳中的黄曲霉毒素M1含量和兽药残留是造成终产品相关指标超标的原因,生乳验收检测是关键防控措施。
(二)巴氏杀菌(三)CIP清洗(四)空气系统(五)储运和销售(六)包装材料管理五、其他推荐性程序或参数仅供参考,企业应根据具体情况制定相关程序或参数。
(一)生乳验收指标(二)过程检验指标(三)CIP清洗参考程序1.冷加工管线每次生产完用碱液清洗,每周用酸碱液清洗:40℃~60℃水冲洗4min;1%、78℃碱液循环6min;40℃~60℃水洗至中性;90℃热水循环5min。
2.热加工管线每次生产完用酸碱液清洗,清洗时间应随热交换器的长度适当延长:40℃~60℃水冲洗4min;1%、78℃碱液循环6min~20min;40℃~60℃水洗至中性;1%、78℃酸液循环6min~20min;40℃~60℃水洗至中性;90℃热水循环5min。
3.灌装管线杀菌设备的杀菌段到灌装机的灌装嘴之间所有容器及流经通道:杀菌水温度提至90℃~95℃;时间延长到15min~20min。
(四)巴氏杀菌参考参数仅供参考,企业应根据设备的具体情况制定相关参数。
1.间歇式巴氏杀菌63℃,30min。
温差不超过0.5℃,保温期内充分搅拌,最短保温期保证不低于30min。
液体上部空气温度应高于66℃,温度传感器距离液面至少25mm。
巴氏杀菌乳国家标准

巴氏杀菌乳国家标准1范围本标准规定了巴氏杀菌乳的产品分类、技术要求、试验方法和标签、包装、运输、贮存要求。
本标准适用于以牛乳或羊乳为原料,经巴氏杀菌制成的液体产品。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB191,1990包装储运图示标志GB4789(2,1994食品卫生微生物学检验菌落总数测定GB4789(3,1994食品卫生微生物学检验大肠菌群测定GB4789(4,1994食品卫生微生物学检验沙门氏菌检验GB4789(5,1994食品卫生微生物学检验志贺氏菌检验GB4789(10,1994食品卫生微生物学检验金黄色葡萄球菌检验GB4789(11,1994食品卫生微生物学检验溶血性链球菌检验GB4789(18,1994食品卫生微生物学检验乳与乳制品检验GB,T5009(24,1996食品中黄曲霉毒素M1和B1的测定方法GB,T5409,1985牛乳检验方法GB,T5413(1,1997婴幼儿配方食品和乳粉蛋白质的测定GB,T5413(30,1997乳与乳粉杂质度的测定GB,T5413(32,1997乳粉硝酸盐、亚硝酸盐的测定GB,T6914,1986生鲜牛乳收购标准GB7718,1994食品标签通用标准GB14880,1994食品营养强化剂使用卫生标准3产品分类3(1全脂巴氏杀菌乳:以牛乳或羊乳为原料,经巴氏杀菌制成的液体产品。
3(2部分脱脂巴氏杀菌乳:以牛乳或羊乳为原料,脱去部分脂肪,经巴氏杀菌制成的液体产品。
3(3脱脂巴氏杀菌乳:以牛乳或羊乳为原料,脱去全部脂肪,经巴氏杀菌制成的液体产品。
4技术要求4(1原料要求4(1(1牛乳:应符合GB,T6914的规定。
4(1(2食品营养强化剂:应选用GB14880中允许使用的品种,并应符合相应国家标准或行业标准的规定。
鲜奶国家执行标准
鲜奶国家执行标准
鲜奶的国家执行标准如下:
1. 巴氏杀菌奶——执行标准 GB19645。
仅以生牛乳为原料,经巴氏杀菌等工序制得的牛奶。
巴氏杀菌奶标准同样是要求蛋白质含量≥/100g,脂肪含量≥/100g。
此类产品包括:全脂鲜牛奶、脱脂鲜牛奶、半脱脂鲜牛奶等。
和纯牛奶相比,巴氏杀菌奶采用72-85℃左右的低温杀菌,保质期短,而且需要低温冷藏,不过巴氏杀菌奶保留的营养和风味物质更多,味道更好。
2. 调制乳——执行标准 GB25191。
调制乳指以不低于80%的生乳和/或复原乳为主要原料,添加其他原料或食品添加剂或营养强化剂,采用适当的杀菌或灭菌等工艺制成的液体产品。
调制乳要求蛋白质含量≥/100g,脂肪≥/100g。
此外产品除生牛乳或复原乳外,还加了谷物、果粒、矿物质、白砂糖、维生素、食用香精等其他成分,来强化营养或改善口感,以满足不同人群的需求。
希望以上信息对你有帮助,如果需要更详细的信息,建议查询国家食品安全标准网。
巴氏杀菌乳感官质量评鉴细则
巴氏杀菌乳感官质量评鉴细则1范围本细则适用于GB5408.1产品分类定义的全脂巴氏杀菌乳、部分脱脂巴氏杀菌乳和脱脂巴氏杀菌乳的感官质量评鉴。
2样品的制备将选定用于感官评鉴的样品事先存放于15℃恒温箱中,保证在统一呈送时样品温度恒定和均一,防止因温度不均匀造成样品评鉴失真。
由于液体乳容易造成脂肪上浮,在进行评鉴之前应将样品进行充分混匀,再进行分装,保证每一份样品都均匀一致。
呈送给评鉴人员的样品的摆放顺序应注意让样品在每个位置上出现的几率是相同的或采用圆型摆方法。
食品感官评鉴中由于受很多因素的影响,故每次用于感官评鉴的样品数应控制在4—8个,每个样品的分量应控制在30—60毫升;对于实验所用器皿应不会对感官评定产生影响,一般采用玻璃材质,也可采用没有其他异味的一次性塑料或纸杯作为感官评鉴实验用器皿。
样品的制备标示应采用盲法,不应带有任何不适当的信息,以防对评鉴员的客观评定产生影响,样品应随机编号,对有完整商业包装的样品,应在评鉴前对样品包装进行预处理,以去除相应的包装信息。
3实验室要求感官评鉴实验室应设置于无气味、无噪音区域中。
为了防止评鉴前通过身体或视觉的接触,使评鉴员得到一些片面的、不正确的信息,影响他们感官反应和判断,评鉴员进入评鉴区时要避免经过准备区和办公区。
3.1评鉴区评鉴区是感官评鉴实验室的核心部分,气温应控制在20℃—22℃范围内,相对湿度应保持在50%—55%,通风情况良好,保持其中无气味、无噪音。
应避免不适宜的温度和湿度对评鉴结果产生负面的影响。
评鉴区通常分为三个部分:品评室、讨论室和评鉴员休息室。
3.1.1品评室品评室应与准备区相隔离,并保持清洁,采用中性或不会引起注意力转移的色彩,例如白色。
房间通风情况良好,安静。
根据品评室空间大小和评鉴人员数量分割成数个评鉴工作间,内设工作台和照明光源。
3.1.1.1评鉴工作间每个评鉴工作间长和宽约1m。
评鉴工作间过小,评鉴员会感到“狭促”;但过分宽大会浪费空间。
法规中巴氏杀菌的定义

法规中巴氏杀菌的定义全文共四篇示例,供读者参考第一篇示例:巴氏杀菌是一种用来消除牛奶中有害微生物的加热处理工艺,其名字来源于法国微生物学家Louis Pasteur(路易斯·巴斯德)。
巴氏杀菌法被广泛应用于乳品生产行业,可以使牛奶在不改变营养成分和口感的情况下延长保存期限,确保产品的安全和卫生。
巴氏杀菌法的基本原理是通过将牛奶加热到一定温度并保持一定时间,将其中的细菌、霉菌和酵母等有害微生物全部杀灭。
这种方法可以有效防止由于微生物污染而导致的疾病传播,同时能够延长牛奶的保质期,使其更加安全可靠。
根据中国相关法规的规定,巴氏杀菌的温度和时间是有一定要求的。
一般而言,牛奶在巴氏杀菌的过程中需要加热到摄氏72度以上,并且保持在该温度下不少于15秒。
这样可以确保绝大部分的有害微生物被杀灭,从而达到消毒的目的。
巴氏杀菌法被广泛应用于乳品生产行业,成为确保产品质量和安全的重要措施。
在中国,相关监管部门对乳品生产企业的生产环节和设备都进行严格监管,确保其按照标准要求进行巴氏杀菌处理。
只有通过了相关检验和认证,才能将产品投放市场。
值得注意的是,巴氏杀菌虽然可以杀灭大部分的有害微生物,但并不能完全消除所有微生物。
在生产和消费中仍需注意卫生安全,避免二次污染。
长时间高温处理也可能对牛奶中的营养成分产生一定影响,因此在加工过程中需要平衡好消毒效果和保留营养的关系。
巴氏杀菌法是一种安全高效的乳品加工技术,可以有效保障产品的质量和安全。
在生产和消费过程中,相关部门和消费者都应增强对此技术的认识和了解,共同促进乳品行业的健康发展。
【2000字】第二篇示例:巴氏杀菌是一种用来杀灭微生物的加热处理方法,是食品安全领域中非常重要的环节之一。
巴氏杀菌技术最初由法国微生物学家巴斯德发现并提出,后来被应用到食品生产中,成为了一种常用的消毒方法。
在许多国家的法规中,都规定了食品生产中必须对一些易污染的产品进行巴氏杀菌处理,以保证食品的安全和卫生。
巴氏杀菌乳国标

巴氏杀菌乳国标
巴氏杀菌乳,又叫巴氏奶或者鲜牛奶,根据国家标准GB19645-2010,是指仅以生牛(羊)乳为原料,经巴氏杀菌等工序制得的液体产品。
巴氏杀菌乳是一种以新鲜牛奶为原料,采用巴氏杀菌法加工而成的牛奶。
其特点是采用低温杀菌的方式,通常在72-85℃左右进行,可以有效地杀灭牛奶中的有害菌群,同时完好地保存了营养物质和纯正口感。
在加工过程中,巴氏杀菌乳经过离心净乳、标准化、均质、杀菌和冷却等多个步骤,最终以液体状态灌装,直接供给消费者饮用的商品乳。
巴氏消毒是法国科学家巴斯德发明的消毒方法,其对象主要是病原微生物及其他生长态菌。
巴氏消毒是指将液体加热到一定温度并持续一段时间,以杀死可能导致疾病、变质或不需要的发酵微生物的过程。
其工作原理是:在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快,但温度太高,细菌就会死亡。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保存小部分无害或有益、较耐热的细菌或细菌芽孢,因此,巴氏消毒不是“无菌”处理过程。
巴氏杀菌乳国内外法规标准中安全指标比对分析

摘 要:保证农产品、食品质量,生产、加工、流通是必须严格把控的环节。
而标准则是保证这些环节可靠性的最重要依据。
随着国际贸易不断深入,各个国家和地区对农产品、食品的质量、安全指标要求差异较大,农药残留等污染物指标限量也各异。
本文根据国际贸易需求,针对巴氏杀菌乳开展了国内外法规/标准安全指标比对分析,得出了我国与CAC、欧盟、日本、韩国、美国、俄罗斯等主要贸易区域或国家间巴氏杀菌乳的相关法规/标准安全指标的差异,为今后巴氏杀菌乳的生产、加工、流通、国际贸易提供技术支撑。
关键词:巴氏杀菌乳,安全指标,标准比对DOI编码:10.3969/j.issn.1674-5698.2021.01.002Comparative Analysis of Safety Indexes of Pasteurized Milk inRegulations & Standards at Home and AbroadGAN Ke-qin TIAN Fang WANG Bin ZHANG Ming ZHANG Li-zhen GAO Jun(China National Institute of Standardization )Abstract: To ensure the quality of agricultural products and food, production, processing and circulation are the links that must be strictly controlled. Standard is the most important basis to ensure the reliability of these links. With the continuous development of international trade, various countries and regions have different requirements on the quality and safety indexes of agricultural products and food, and the limits of pollutants such as pesticide residues are also different. Based on the needs of international trade, this paper carries out a comparative analysis of safety indicators in regulations and standards for pasteurized milk home and abroad, and obtains the difference of pasteurized milk between China and CAC, EU, Japan, South Korea, the United States, Russia and other major trade areas or countries. The differences in regulations and standards safety indexes will provide technical support for the future production, processing and circulation and international trade of pasteurized milk.Keywords: pasteurized milk, safety index, standard comparison巴氏杀菌乳国内外法规/标准中安全指标比对分析甘克勤 田 方 汪 滨 张 明 张利真 高 俊(中国标准化研究院)基金项目:本文系标准创新管理专项“中非纺织、建筑等主要贸易领域标准比对分析”(项目编号:252019C-7273)的研究成果。
《学生饮用奶巴氏杀菌乳》标准

《学生饮用奶巴氏杀菌乳》标准:
《学生饮用奶巴氏杀菌乳》标准主要内容包括:
1.设定热处理评价指标,明确巴氏杀菌乳热处理方式,并提出了至少72摄氏度、15
秒和63摄氏度、30分钟两个杀菌温度时间最低限度组合。
同时,为引导企业将此落实在生产中,要求在产品包装上标注巴氏杀菌温度和时间。
2.对标美国、欧盟等国家和地区对杀菌前混合生乳中菌落总数的要求,设定杀菌前生
乳菌落总数≤30万CFU/毫升。
3.提高乳脂肪率和乳蛋白率指标要求,原料奶生牛乳乳脂率(克/100克)≥3.6(国标
是≥3.1),乳蛋白率(克/100克)≥3.0(国标是≥2.8)。
4.设置产品单件净规格为125毫升、200毫升、250毫升三种,与学生饮用奶纯牛奶和
灭菌调制乳团标保持一致。
巴氏杀菌乳生产技术
牛乳标准化的计算
这
是
所
有
乳
制
如果你是某乳品企业的品
品
控员或技术员,每天对收购过
企 业
来的牛乳必须要进行标准化计
必
算,然后下达配料通知单给相
有
的
关生产人员,那么,你如何进
工
行标准化计算呢?
作
流
程
工作流程
1
确定本工作日加工的数量 和原奶的理化指标
明确加工指标,计算 2 标准
4
配料工按配料单进行标准 化配料加工
具体案例
如果你所在的乳品企业今天要加工3500kg,含脂率为2.8%的鲜乳, 需标准化为3.0%的标准化乳,用含脂率38%稀奶油来调整,则应添 加多少稀奶油?
解:已知条件如下: ①要加工牛奶3500kg ②收购的牛奶的含脂率为2.8%,设为q ③标准化后的指标要达到3.0%,设为r ④方法是添加含脂率38%稀奶油来提高脂肪的含量, 38%稀奶油设为p
2.巴氏杀菌乳生产工艺技术要求
(1)原料乳的验收和分级 消毒乳的质量决定于原料乳。因此,对原料乳的质量必须严格 管理,认真检验。只有符合标准的原料乳才能生产消毒乳。 (2)过滤或净化 目的是除去乳中的尘埃、杂质。
(3)标准化 标准化的目的是保证牛奶中含有规定的最低限度的脂肪。在乳品 厂中牛奶标准化要求非常精确,若 产品中含脂率过高,乳品厂就浪费了高成本的脂肪,而含脂率 太低又等于欺骗消费者。因此,每天进行分析含脂率是乳品厂的 重要工作。我国规定消毒乳的含脂率为3.0%。
1.工艺流程描述
原料乳先通过平衡槽1,然后经泵2送至板式热交换器4,预热后,通过 流量控制器3至分离机5,以生产脱脂乳和稀奶油。其中稀奶油的脂肪含量 可通过流量传感器7、密度传感器8和调节阀9确定和保持稳定,而且为了在 保证均质效果的条件下节省投资和能源,仅使稀奶油通过一个较小的均质 机。实际上该图中稀奶油的去向有两个分支,一是通过阀10、11与均质机 12相联,以确保巴氏杀菌乳的脂肪含量;二是多余的稀奶油进入稀奶油处 理线。此外,进入均质机的稀奶油的脂肪含量不能高于10%,所以一方面 要精确地计算均质机的工作能力,另一方面应使脱脂乳混入稀奶油进入均 质机,并保证其流速稳定。随后均质的稀奶油与多余的脱脂乳混合,使物 料的脂肪含量稳定在3%,并送至巴氏杀菌机4和保温管14进行杀菌。然后 通过回流阀15和动力泵13使杀菌后的巴氏杀菌乳在杀菌机内保证正压。这 样就可避免由于杀菌机的渗漏,导致冷却介质或未杀菌的物料污染杀菌后 的巴氏杀菌乳。当杀菌温度低于设定值时,温感器将指示回流阀15,使物 料回到平衡槽。
巴氏杀菌乳GB

巴氏杀菌乳GB 5408.1—1999本标准中的“4.1.2食品营养强化剂”、“4.3.1净含量”、“4.4卫生指标”、“4.5食品营养强化剂的添加量”和“6.1标签”是强制性条文;其余条文是推荐性条文。
本标准是GB/T5408—1985《消毒牛乳》的修订标准,主要修订内容如下:1标准的名称由《消毒牛乳》改为《巴氏杀菌乳》。
2取消了:比重和汞的指标,贮藏时间的规定,附录A和附录B。
3调整了脂肪和非脂乳固体指标。
4增加了:产品分类,净含量负偏差允许值,蛋白质、硝酸盐、亚硝酸盐、黄曲霉毒素M1指标,添加食品营养强化剂的规定。
本标准从实施之日起,代替GB/T5408—1985《消毒牛乳》。
本标准由国家轻工业局提出。
本标准由全国乳品标准化中心归口。
本标准由黑龙江省乳品工业研究所负责起草。
本标准主要起草人:王芸、王心祥。
巴氏杀菌乳Pasteurized milk代替GB/T5408—19851范围本标准规定了巴氏杀菌乳的产品分类、技术要求、试验方法和标签、包装、运输、贮存要求。
本标准适用于以牛乳或羊乳为原料,经巴氏杀菌制成的液体产品。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB191—1990包装储运图示标志GB4789.2—1994食品卫生微生物学检验菌落总数测定GB4789.3—1994食品卫生微生物学检验大肠菌群测定GB4789.4—1994食品卫生微生物学检验沙门氏菌检验GB4789.5—1994食品卫生微生物学检验志贺氏菌检验GB4789.10—1994食品卫生微生物学检验金黄色葡萄球菌检验GB4789.11—1994食品卫生微生物学检验溶血性链球菌检验GB4789.18—1994食品卫生微生物学检验乳与乳制品检验GB/T5009.24—1996食品中黄曲霉毒素M1和B1的测定方法GB/T5409—1985牛乳检验方法GB/T5413.1—1997婴幼儿配方食品和乳粉蛋白质的测定GB/T5413.30—1997乳与乳粉杂质度的测定GB/T5413.32—1997乳粉硝酸盐、亚硝酸盐的测定GB/T6914—1986生鲜牛乳收购标准GB7718—1994食品标签通用标准GB14880—1994食品营养强化剂使用卫生标准3产品分类3.1全脂巴氏杀菌乳:以牛乳或羊乳为原料,经巴氏杀菌制成的液体产品。
巴氏杀菌、灭菌乳卫生标准

巴氏杀菌、灭菌乳卫生标准1范围本标准规定了巴氏杀菌、灭菌乳的卫生指标和检验方法以及食品添加剂、生产加工过程、标识、包装、运输、贮存的卫生要求。
本标准适用于以生鲜牛(羊)乳为原料或以乳粉、乳脂为原料的复原乳制成的直接饮用的产品。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB2760食品添加剂使用卫生标准GB2763食品中农药最大残留限量GB/T4789.18食品卫生微生物学检验乳与乳制品检验GB/T5009.5食品中蛋白质的测定GB/T5009.11食品中总砷及无机砷的测定GB/T5009.12食品中铅的测定GB/T5009.24食品中黄曲霉毒素M1与B1的测定方法GB/T5009.46乳与乳制品卫生标准的分析方法GB5408.1巴氏杀菌乳GB5408.2灭菌乳GB7718预包装食品标签通则GB12693乳制品企业良好生产规范3术语和定义GB5408.1和GB5408.2确立的术语和定义适用于本标准。
4指标要求4.1原料、辅料要求原料、辅料应符合相应的卫生标准和有关规定。
4.2感官指标无异味、无异物。
4.3理化指标理化指标应符合表1的要求。
表1理化指标4.4兽药残留指标兽药残留限量应符合相应的国家标准。
4.5农药残留指标农药残留限量应符合GB2763的规定。
4.6微生物指标微生物指标应符合表2的规定。
表2微生物指标5食品添加剂5.1食品添加剂质量应符合相应的标准和有关规定。
5.2食品添加剂品种及其使用量应符合GB2760的规定。
6生产加工过程生产加工过程应符合GB12693的规定。
7包装包装容器材料应符合相应的标准和有关规定。
8标识标识按GB7718的规定执行。
9贮存及运输9.1贮存产品应贮存在干燥、通风良好的场所。
巴氏杀菌奶安全及质量控制
巴氏杀菌奶安全及质量控制中国奶业协会乳品工业委员会副主任、南京疾控中心主任技师 曾寿瀛学生饮用奶是液态乳市场的一个组成部分,饮用对象是中小学生,产品安全是决定产品存在的前提,安全保障被列为评定定点生产企业资格的绝对条件。
我国学生奶起步较晚,但起步就将中国学生奶定为灭菌型利乐包装。
江苏省一起步,就将江苏省学生奶定位为巴氏杀菌型卫生包装(非无菌包装)与灭菌乳两种,即一开始就有别于国家学生奶。
2006年底,江苏省调整学生饮用奶品种为全脂灭菌乳、全脂灭菌调味乳及全脂巴氏杀菌乳三种。
一、概述1999年下半年,有关报刊披露我国将起动学生奶工程,江苏省奶业协会于99年八月举办江苏省学生奶培训班提出:学生奶的安全不完全取决于无菌包装,而取决于是否有完整严密的切实执行的综合控制措施。
并组织进行有关高等院校教授,监督机构专家及政府部门领导及主要乳品企业领导参加先后三次专题论证。
均认同这一认识,在江苏省学生饮用奶管理办法。
江苏省学生饮用奶定点企业检查评定标准等政府文件中,将江苏省巴氏杀菌学生奶保障安全、质量控制措施,作为具备条件列入上述文件中。
以自办奶牛场生鲜牛乳为原料,经巴氏杀菌,卫生灌装(非无菌灌装),卫生包装(非无菌包装),当天生产,当天销售(24小时内),就地生产就地销售(所在市辖区内)[注:少数当时经农业部批准的定点企业允许跨市销售]的江苏省学生奶定位,从启动至今七年,已生产供应十亿份以上。
全省学生奶安全、质量状况良好,截今没有发生公共卫生事件。
据几年来,省、市技监、卫生部门市场抽查结果分析,全省有相当一批定点企业常年产品菌落总数<400个/ml。
自1999年提出江苏省学生奶定位为巴氏杀菌卫生包装后不久据世界粮农组织(FAO)于上海召开亚太地区学生奶工作会议:国际开展学生奶计划的五十多个国家中,奥地利、泰国、马来西亚、黎巴嫩、菲律宾、芬兰、肯尼亚、捷克、乌拉圭等国家学生奶也都是杀菌型,塑袋或玻璃瓶包装(其他国家未见有介绍资料)。
食品巴氏杀菌技术

巴氏杀菌(Pasteurization)即低温保持式杀菌法。
亦称低温长时间杀菌法。
是利用低于100摄氏度的热力杀灭微生物的消毒方法,由德国微生物学家巴斯德于1863年发明,至今国内外仍广泛应用于牛奶、人乳及婴儿合成食物的消毒。
新鲜原奶中的生物活性物质十分怕热,如果用摄氏100度的消毒方法,则原奶中的生物活性物质将被破坏,而且原奶中的维生素、蛋白质等也有损失。
巴斯德通过大量科学实验证明,如果原奶加工时温度超过85℃,则其中的营养物质和生物活性物质会被大量破坏,但如果低于85℃时,则其营养物质和生物活性物质被保留,并且有害菌大部分被杀灭,有些有益菌却被存留。
所以,将低于85℃的消毒法称作巴氏消毒法,可以说,这是新鲜牛奶最科学、最好的加工工艺。
采用巴氏灭菌法生产的鲜奶,其营养价值和保健功能与新鲜原奶基本相同。
现用的巴氏杀菌方法一般有两种:一是加热到61.1~65.6摄氏度之间,30分钟;二是加热到71.7摄氏度,至少保持15秒钟。
由于巴氏消毒法所达到的温度低,故达不到灭菌的程度。
但是它可使布氏杆菌、结核杆菌、痢疾杆菌、伤寒杆菌等致病微生物死亡,可以使细菌总数减少90%-95%,故能起到减少疾病传播,延长物品的使用时间的作用。
另外,这种消毒法不会破坏消毒食品的有效成份,且方法简单。
食品杀菌技术主要有热杀菌和非热杀菌,其中热杀菌主要有:湿热杀菌、干热杀菌、微波杀菌、电热杀菌和电场杀菌等;非热杀菌主要有:化学与生物杀菌、辐照杀菌、紫外线杀菌、脉冲杀菌、超高静压杀菌、脉冲电场(PEF)杀菌以及振动磁场杀菌等。
下面就针对这些杀菌技术作一下详细的介绍:湿热杀菌:热杀菌是以杀灭微生物为主要目的的热处理形式,而湿热杀菌是其中最主要的方式之一。
它是以蒸气、热水为热介质,或直接用蒸汽喷射式加热的杀菌法。
利用热能转换器(如锅炉)将燃烧的热能转变为热水或蒸汽作为加热介质,再以换热器将热水或蒸汽的热能传给食品,或将蒸汽直接喷入待加热的食品。
消毒牛乳gb5408—1985本标准适用于经过巴氏杀菌或高温瞬间杀菌

消毒牛乳GB 5408—1985本标准适用于经过巴氏杀菌或高温瞬间杀菌的牛乳,可直接供应订户饮用。
1 技术要求1.1 用于制造消毒牛乳的生乳应符合下列要求。
1.1.1 20℃时的比重为1.028~1.032。
1.1.2 酸度不超过18 °T。
1.1.3 细菌总数不超过500000个/ml。
1.1.4 其他指标应符合附录A(补充件)中特级品的要求。
1.2 生产消毒牛乳要符合《乳与乳制品卫生管理办法》的各项规定。
1.3 消毒牛乳的感官指标应符合表1的要求。
1.4 消毒牛乳的理化指标应符合表2的要求。
1.5 消毒牛乳微生物指标应符合表3的要求。
1.6 经过杀菌后的消毒牛乳应立即冷却到4~6℃,然后用灌装机灌入消毒瓶内,密封好瓶口,贮于温度为2~10℃的冷藏库内。
1.7 凡不符合消毒牛乳质量标准者,可作为加工其他乳制品原料。
2 取样与检验2.1 取样2.1.1 产品应按生产班次分批,连续生产不能分别按班次者,则按生产日期分批。
2.1.2 产品应分批编号,按批号取样检验。
取样量为一万瓶以下者抽二瓶,一至五万瓶每增加一万瓶增抽一瓶,五万瓶以上者每增加二万瓶增抽一瓶。
所取样品应贴上标签,标明下列各项。
a.产品名称;b.工厂名称及生产日期;c.采样日期及时间;d.产品数量及批号。
2.1.3 厂外取样气温在20℃以上时,应备冷藏箱。
冷藏温度在2~6℃。
所取样品应及时检验。
如果在1h以内不能检验者,应贮于2~6℃的冷库内。
2.2 检验程序2.2.1 所取各批样品均应进行容量(或重量)鉴定。
其容量(或重量)与标签上标明之容量(或重量)差不应超过±1.5%。
2.2.2 每批样品中至少有一瓶做微生物检验,其余做感官和理化检验。
2.2.3 比重、酸度、细菌总数和大肠菌群为每批必检项目,脂肪、全乳固体、杂质度、致病菌和汞应由工厂化验室和卫生防疫部门定期抽检。
2.3 检验方法消毒牛乳理化检验方法按GB 5409—85《牛乳检验方法》进行,消毒牛乳的微生物检验按附录B(补充件)进行。
巴氏分级的判定标准

巴氏分级的判定标准
巴氏分级是对牛奶和乳制品卫生质量的评定体系,用于判断产品是否符合食品安全标准。
其判定标准主要包括以下几个方面:
1. 外观:牛奶应该看起来清澈、均匀,无色泽或微黄色,并且没有沉淀物或异物。
2. 酸度:牛奶的酸度是指其中乳酸含量的多少。
一般而言,牛奶的酸度在0.13%~0.18%之间是正常的。
如果酸度过高,说明产品已经变质了。
3. 脂肪含量:巴氏分级还会根据牛奶中的脂肪含量进行分类。
脂肪含量越高,等级越高。
4. 细菌计数:细菌计数是衡量牛奶卫生质量的重要指标。
牛奶中允许一定数量的细菌存在,但若超过规定的限量,则会被认为是卫生问题。
5. 真菌计数:真菌也是影响牛奶卫生质量的因素之一。
与细菌类似,若超过规定的限量,也会被认为是卫生问题。
6. 抗生素残留:为了保证消费者的健康和安全,牛奶中不得出现抗生素等药物的残留。
如果检测出有抗生素残留,则会被认为是卫生问题。
总之,巴氏分级的判定标准是多方面的,需要综合考虑牛奶的外观、化学性质和卫生质量等因素。
只有达到要求的各项指标,才能获得更高的等级评定,确保产品质量安全。
《巴氏杀菌乳》-《灭菌乳》-《调制乳》新版标准解读

《巴氏杀菌乳》\《灭菌乳》\《调制乳》新版标准解读【关键词】巴氏杀菌乳; 灭菌乳; 调制乳乳品的食品安全问题是近年来各方面关注的焦点。
2010年度卫生部新颁布的各类乳品食品安全国家标准均对原先的标准有了相当程度的变动。
《巴氏杀菌乳》、《灭菌乳》、《调制乳》是此次修订最具代表性的标准,对这几个标准进行解读、熟悉、掌握可以更好地在工作中进行运用。
1 老版标准简介熟悉老版标准能了解这三个新版标准之间的渊源,从而更好地解读新版标准。
三个老版标准均于2010年12月1日作废。
GB196452005《巴氏杀菌、灭菌乳卫生标准》:适用范围为生鲜牛(羊)乳为原料或以乳粉、乳脂为原料的复原乳制成的直接饮用的产品。
分巴氏杀菌纯乳、巴氏杀菌调味乳、灭菌纯乳、灭菌调味乳四种。
GB5408.11999《巴氏杀菌乳》适用范围为以牛乳或羊乳为原料,经巴氏消毒制成的液体产品。
分全脂、部分脱脂、脱脂三种。
GB5408.21999《灭菌乳》适用范围为以牛乳(或羊乳)或复原乳为主料,不添加或添加辅料,经灭菌制成的液体产品。
分全脂、部分脱脂、脱脂三种。
三个老版标准共划分了4类12种产品。
质量要求和卫生要求上自行其道,各行一套,在术语、定义、适用范围、项目要求以及检验方法上不统一,某些项目要求上相互引用,检验方法上又各有规定,既复杂又混乱,给企业生产销售和相关部门的监督检测造成了不小的难度。
深层次原因是乳制品的生产、销售没有在法律层面得到根本的统一。
2 新版乳品标准解读三个新版标准由卫生部均于2010年3月26日发布,2010年12月1日实施。
2.1 GB196452010《食品安全国家标准巴氏杀菌乳》前言部分:代替GB196452005以及GB5408.11999部分指标;范围、技术性引用文件、术语和定义:修改了“范围”的描述,本标准适用于全脂、脱脂和部分脱脂巴氏杀菌乳;将巴氏杀菌乳定义为仅以生牛(羊)乳为原料,经巴氏杀菌等工序制得的液体产品。
巴氏分级的判定标准

巴氏分级的判定标准
巴氏分级是对食品卫生质量进行评估的重要工具之一,能够对食品卫生质量进行准确的评估和分类。
巴氏分级的判定标准主要包括以下三个方面:菌落总数、大肠菌群的检测以及致病微生物的检测。
1.菌落总数
菌落总数是评估食品是否具有微生物污染的重要指标之一。
在巴氏分级中,菌落总数在不同等级下具有不同的标准要求。
对于特级巴氏鲜乳,其菌落总数不应超过10,000CFU/mL;对于一级巴氏鲜乳,其菌落总数不应超过100,000CFU/mL;对于二级巴氏鲜乳,其菌落总数不应超过1,000,000CFU/mL。
2.大肠菌群的检测
大肠菌群是一类在动物体内生活并分解有机物质的细菌,是一种肠道内常见的菌群。
在巴氏分级中,大肠菌群的检测是评估食品是否含有粪便污染的重要指标之一。
对于特级、一级和二级巴氏鲜乳,其大肠菌群检测应为阴性。
3.致病微生物的检测
除了常规的微生物指标外,巴氏分级还需要对一些致病微生物进行检测,如沙门氏菌、耐热性肠道埃希氏菌、化脓性链球菌等。
对于这些致病微生物的检测,在不同等级下也有不同的标准要求。
例如,对于特级、一级、二级巴氏鲜乳,其沙门氏菌检测应为阴性。
总的来说,巴氏分级的判定标准主要是基于对食品中微生物的检测,对于菌落总数、大肠菌群和致病微生物等指标都有明确的要求。
只有在这些指标都符合规定的标准要求时,才能被划分为相应的巴氏等级。
这样的检测和判定标准,不仅能够确保食品的卫生质量,还能够保证消费者的健康和安全。
巴氏奶菌落总数标准

巴氏奶菌落总数标准巴氏奶菌落总数是指在巴氏杀菌后的奶制品中,每毫升奶或克奶制品中所含的微生物总数。
巴氏奶菌落总数标准是衡量奶制品卫生安全的重要指标,对于保障消费者健康至关重要。
根据国家标准GB 4789.2-2016《食品微生物学检验第2部分:奶及乳制品》的相关规定,巴氏奶菌落总数标准应符合以下要求:1. 巴氏奶菌落总数不得超过每毫升10000个。
这意味着在每毫升奶制品中,微生物总数不得超过10000个。
超过这个数量的微生物会增加奶制品的腐败风险,对消费者健康造成潜在威胁。
2. 巴氏奶菌落总数的检测方法应符合国家标准GB 4789.2-2016的规定,采用适当的微生物学检验方法进行检测,确保检测结果的准确性和可靠性。
3. 巴氏奶菌落总数的标准适用于各类奶制品,包括巴氏奶、巴氏奶粉、巴氏鲜奶等。
无论是工业生产的奶制品还是家庭加工的奶制品,都应严格遵守巴氏奶菌落总数标准,确保产品的卫生安全。
4. 巴氏奶菌落总数标准的制定是为了保障消费者的健康权益,对奶制品生产企业来说,严格遵守这一标准也是提升产品质量、树立良好企业形象的重要举措。
在实际生产中,奶制品生产企业应严格按照国家标准的要求,建立健全的生产管理体系,加强对原料、生产过程和成品的监控,确保巴氏奶菌落总数处于合格范围之内。
同时,消费者在购买奶制品时,也应选择正规渠道的产品,注意查看产品标识上的生产日期、保质期等信息,确保产品的卫生安全。
总之,巴氏奶菌落总数标准是奶制品卫生安全的重要保障,对于奶制品生产企业和消费者来说,都具有重要意义。
只有严格遵守标准要求,才能确保奶制品的质量安全,保障消费者的健康权益。
希望全社会能共同关注巴氏奶菌落总数标准,共同维护奶制品市场的卫生安全,为消费者提供更加放心的奶制品产品。
农业部公告2005年第549号——《巴氏杀菌乳和UHT灭菌乳中复原乳的鉴定》标准

农业部公告2005年第549号——《巴氏杀菌乳和UHT 灭菌乳中复原乳的鉴定》标准文章属性•【制定机关】农业部(已撤销)•【公布日期】2005.09.30•【文号】农业部公告2005年第549号•【施行日期】2005.09.30•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】标准化正文农业部公告(2005年第549号)NY/T939-2005《巴氏杀菌乳和UHT灭菌乳中复原乳的鉴定》标准业经专家审定通过,农业部审查批准,现发布为中华人民共和国农业行业标准,自发布之日起实施。
附件:《巴氏杀菌乳和UHT灭菌乳中复原乳的鉴定》二00五年九月三十日NY中华人民共和国农业行业标准NY/T 939—2005巴氏杀菌乳和UHT灭菌乳中复原乳的鉴定Identification of reconstituted milkin pasteurized and UHT milk2005-09-30发布2005-09-30实施中华人民共和国农业部发布前言本标准的第4章为强制性条文,其余为推荐条文。
本标准的附录A和附录B为资料性附录。
本标准由中华人民共和国农业部提出。
本标准由全国畜牧业标准化技术委员会归口。
本标准起草单位:中国农业科学院畜牧研究所。
本标准主要起草人:王加启、卜登攀、魏宏阳、李树聪、于建国、郭宗辉,付宝华、周凌云、刘世军、黄萌萌、刘光磊。
巴氏杀菌乳和UHT灭菌乳中复原乳的鉴定1 范围本标准规定了巴氏杀菌乳和UHT灭菌乳中复原乳的鉴定和相应的检测方法。
本标准适用于巴氏杀菌乳和UHT灭菌乳中复原乳的鉴定。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 5413.1 婴幼儿配方食品和乳粉蛋白质的测定GB/T 6682—1992 分析实验室用水规格和试验方法ISO 5538:1987 乳和乳制品取样品质检验3 术语和定义下列术语和定义适用于本标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
巴氏消毒牛奶标准
小编希望巴氏消毒牛奶标准这篇文章对您有所帮助,如有必要请您下载收藏以便备查,接下来我们继续阅读。
本文概述:牛奶巴氏消毒法是法国人巴斯德于1865年发明,经后人改进,用于彻底杀灭啤酒、酒、牛奶、血清白蛋白等液体中病原体的方法,也是现世界通用的一种牛奶消毒法。
那么巴氏消毒牛奶标准是什么呢?下面小编带您了解一下。
巴氏杀菌乳是采用巴氏杀菌法加工而成的牛奶。
需低温保存,一般保质期较短。
它是以新鲜牛奶为原料,采用巴氏杀菌法加工而成的牛奶,特点是采用72-85℃左右的低温杀菌,在杀灭牛奶中有害菌群的同时完好地保存了营养物质和纯正口感。
经过离心净乳、标准化、均质、杀菌和冷却,以液体状态灌状,直接供给消费者饮用的商品乳。
一、巴氏消毒牛奶的标准中规定了产品分类
1.全脂巴氏杀菌乳:以牛乳或羊乳为原料,经巴氏杀菌制成的液体产品。
2.部分脱脂巴氏杀菌乳:以牛乳或羊乳为原料,脱去部分脂肪,经巴氏杀菌制成的液体产品。
3.脱脂巴氏杀菌乳:以牛乳或羊乳为原料,脱去全部脂肪,经巴氏杀菌制成的液体产品。