首钢与宝钢高强汽车板点焊性能对比分析
国产与进口不锈钢材料车厢板焊接性试验研究
板, 验证钢板 的焊 接性 。2个批 次 的化学 成分 比对见
表 1力 学 性 能 比对 见 表 2 个 批 次 的化 学 成 分 和 力 、 。2
材料 焊接 工艺 规程 及评 定 一电阻点 焊 的标 准要 求 》
进 行 评 定 , 据 试 验 结 果 , 比 分 析 进 口 和 国 产 不 锈 根 对 钢 车 厢 板 材 料 焊 接 性 的差 异 。
接 工艺参数见表 3 按 照 IO 5 1 ; S 164—1 金 属材料 焊接 《 工 艺规程及评定 一 的电弧焊的标准要求》 制作试 钢
样, 进行 拉 伸 和 宏 观 试 验 。
表 3 电弧焊 焊 接 工艺 参 数
( )电阻点焊 试验 项 目。电阻点 焊 焊接 性能 测 2
制作 试样 , 进行拉 伸和 宏观试 验 。
摘 要 : 对 国产 不 锈 钢 材 料 1 5一E . 3 8+2 车厢 板 的 焊 接 性 能进 行 试 验 , 验 项 目 包括 电 针 . N14 1 G 试
弧 焊 试 验 和 电阻 点 焊 试验 , 过 试 验 结 果 对 比 分 析 进 口板 与 国 产板 的 性 能 差 异 。研 究 表 明 : 通 国产
车厢板 的材料质 量 , 外 观 质 量 、 其 焊接 性 、 冲压 性 能 等须 满 足车辆制 造 的技术 要求 。本研 究选 用 国产 和 进 口的不 锈钢 车厢 板 进行 焊 接 性 的对 比试 验 , 别 分 按 照 I0 5 1 S 1 6 4—1 金 属 材料 焊 接 工 艺 规 程 及 评 定 《
学性能均满 足 E 10 8— 《 N 0 8 2 不锈 钢一第 二部分 : 般 一 用途 薄板/ 中板和钢带交货技术 条件》 的要求 。
宝钢首钢战略对比
宝钢首钢战略对比 2007-4-26 9:38:13 来源:--------------------------------------------------------------------------------[1] [2] [3]彼得。
德鲁克认为企业未来具有高度的不确定性,难以把握。
从我对企业未来生存管理的研究来看,企业未来生存是可控的,其中,环境是基础,资源是保证,文化是导向。
德鲁克所谓的“未来不确定性”,(本文来自博锐邓正红专栏)仅仅是针对环境变化而言的。
我讲的“环境”是适应变化,环境变化是有规律可循的,企业未来生存就在于把握环境变化之“势”,在资源和企业文化之间求得平衡。
企业在环境、资源和文化之间由平衡效应所产生的思维结果就是企业战略,企业战略开启企业未来生存之路。
我研究企业未来生存,尽管着眼点是企业未来,但企业从过去到现在,又从现在到未来,这三个时段在在企业生存轴(本文来自博锐邓正红专栏)上不是割裂的,而存在着一个箭头式的必然轨迹,这个引领企业通达未来的“箭头”就是企业战略。
战略是企业发展的方向,战略指导企业未来的行为和行动。
从现在开始,为了未来生存,企业必须按照战略指引,一步一步地走下去。
下面,我以中国钢铁行业中两个有代表性的企业——宝钢和首钢为例,就企业战略与企业未来生存的联系进行比对分析。
一、战略=环境+资源+文化一般来说,企业战略的形成源于两个方面的因素:一是企业外部因素,主要是变化的环境因素,如经济全球化的日趋深入、市场竞争的日趋激烈、客户观念的不断提升、世界经济格局的不断调整等;二是企业内部因素,主要是企业赖以生存发展的各种资源、企业中业已形成或正在变革的文(本文来自博锐邓正红专栏)化因素。
一句话,有什么样的内外因素就有什么样的企业战略。
如果说,环境因素蕴含着企业生存的未来方向,那么,资源因素、文化因素就决定了企业未来的生存方式。
所以,企业战略不光是企业未来时,还与企业过去时、现在时息息相关。
宝钢高强度大梁钢板

宝钢技术中心 2007.9.
汽车用钢研究所
宝钢现有高强度大梁钢板性能指标
牌号 B510L B550L QStE380TM QStE420TM QStE460TM QStE500TM ReH (MPa) ≥355 ≥400 ≥380 ≥420 ≥460 ≥500 Rm ( MPa) 510~610 550~650 450-590 480-620 520-670 550-700 A (%) 24 23 ≥18 ≥16 ≥14 ≥12 冷弯, 1800冷弯,弯心 直径 0.5A 1.0A 0.5a 0.5a 1.0a 1.0a
应力 ( MPa)
315.4MPa
800
700
600
500
400
300 10
0
10
1
10
2
10
3
10
4
10
5
10
6
10
7
10
8
疲劳次数 N ( 次)
B750L生产实绩 △ ZQS700L / B750L生产实绩 化学成分:0.074% 1.85%Mn、 ◇ 化学成分:0.074%C、1.85%Mn、微合金 ◇ 钢板机械性能
0.06% 0.06%C、1.64%Mn、微合金 1.64%Mn、
-40 ℃ 冲击韧性
钢板厚度( 钢板厚度(mm) ) 8 10 Akv (J) 74 88 试样尺寸 7.5×10×55 × × 10×10×55 × ×
宝钢高强度大梁钢板实物水平
B600L生产实绩 △ QStE550TM/ B600L生产实绩 化学成分:0.075% 1.18%Mn、 ◇ 化学成分:0.075%C、1.18%Mn、微合金 ◇ 钢板机械性能
首钢750—800MPa级高强汽车大梁用热轧带钢的研究与开发

Re s e a r c h a nd De v e l o p me n t o f Ho t Ro l l e d Hi g h St r e ng t h S t e e l
S t r i p o f 7 5 0— - 8 0 0 MP a f o r Au t o mo b i l e F r a me s
i n f l u e n c e o f s l o w c o o l i n g p r o c e s s a n d a i r c o o l i n g p r o c e s s o n t h e me c ha n i c l a p r o pe r t i e s o f t he wh o l e s t ip r wa s ls a o d i s c u s s e d.Th e r e s u l t s s h o we d t h a t t he me c ha n i c a l p r o p e ti r e s o f t h e who l e s t ip r o f h o t
Ab s t r a c t Th e c h e mi c a l c o mp o s i t i o n,s t e e l ma ki ng,c o n t i n u o us c a s t i ng p r o c e s s a n d h o t r o l l i n g p r o c e s s
o f h o t r o l l e d h i g h s t r e n g t h s t e e l s t r i p wi t h t h e t e n s i l e s t r e n th g o f 7 5 0— - 8 0 0 MP a f o r a u t o mo b i l e f r a me s
宝钢高强度汽车钢板

宝钢高强度汽车钢板宝钢新开发的高强度汽车用钢有4个强度级别(屈服强度),与欧洲标准一致。
1. 技术标准表1 宝钢高强度汽车钢板的技术指标(欧洲标准)注:厚度大于8mm屈服强度可降低20MPa。
注:Nb+ V+ Ti≤0.22%2.实物水平2.2 650MPa级冷弯照片8mm钢板3mm钢板3mm和8mm 钢板2.3 700MPa级冷弯照片8mm钢板8mm钢板4mm钢板3. 可供规格屈服强度级别(MPa)厚度(mm)宽度(mm)550 2.5~16.0 900~1600600 3.0~12.0 900~1600650 3.0~10.0 900~1600700 3.0~10.0 900~16004.焊接宝钢汽车用热轧高强钢通过低碳低合金设计降低钢的碳当量和焊接裂纹敏感系数,具有良好的可焊接性能,不需预热就可直接进行焊接。
屈服强度级别(MPa)碳含量实绩C,%碳当量实绩Ceq裂纹敏感系数Pcm 700 ≤0.08 0.40 0.17650 ≤0.08 0.34 0.15600 ≤0.08 0.29 0.14550≤0.08 0.23 0.12Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15Pcm=C+(Mn+Cr+Cu)/20+V/10+Mo/15+Si/30+Ni/60+5B焊接方法宝钢汽车用热轧高强钢可使用气体保护焊(MAG )和手工电弧焊(SMAW )、埋弧焊(SAW )进行焊接,推荐使用气体保护焊(MAG )。
焊接热输入焊接时使用推荐的热输入,可使热影响区具有良好的机械性能。
并且热输入范围越宽说明该钢种的焊接性能越好。
焊接热输入由下列公式计算:601000k U I Q v ⨯⨯⨯=⨯下图为按钢板厚度推荐的最佳焊接热输入范围:在厚度一定的条件下宝钢汽车用热轧高强钢的许用焊接热输入范围很宽,具有优良的焊接性能。
坡口形式宝钢汽车用热轧高强钢适用于多种接头型式的焊接,常用的接头型式有:I 型坡口、V 型坡口焊接材料在焊接接头力学性能满足构件要求的情况下,为避免接头处的应力集中、降低焊缝的内应力,应尽可能选择强度不超过推荐值的焊材。
对首钢股份和宝钢股份的比较分析
对首钢股份和宝钢股份的比较分析1 资本集中过程比较分析1.1 北京首钢股份有限公司资本集中过程1999年10月15日北京首钢股份有限公司(简称“首钢股份”)经北京市人民政府京政函199834号文批准,由首钢总公司独家发起并以社会募集的方式设立,注册地位于北京市石景山区石景山路,注册资本528,938.96万人民币,法定代表人为赵民革,[1]同年12月在深圳证券交易所上市(证券代码:000959)[2],是首钢集团所属的境内唯一上市公司。
公司具有完善的法人治理结构,董事会、监事会下设董事会办公室、监事会办公室,实行董事会领导下的总经理负责制。
其对外投资16家公司,控股11家企业,具有1处分支机构。
首钢股份1999年上市以来,公司始终坚持用高新技术改造钢铁业的发展战略,不断进行大规模的设备技术改造,生产工艺、技术水平始终处于国内领先地位。
2003年入选深证成份指数和深证100指数。
首钢总公司作为独家发起人,以经评估确认后的净资产301,169.66万元,按65%折为股本,计196,000万股,其余105,169.66万元计入资本公积金。
1999年9月9日,中国证券监督管理委员会证监发行字[1999]91号文核准首钢股份在我国首家采用法人配售与上网发行相结合的方式向社会公开发行人民币A股股票,总股本231000万股,其中首钢总公司持有国有法人股196000万股(占总股本的84.85%),向社会公开发行35000万股(占总股本的15.15%),其中向战略投资者配售9,200万股,向一般法人投资者配售8,300万股,上网发行17,500万股,每股面值人民币1元,发行价每股5.15元。
首钢股份发行A股共募集资金180250万元,扣除发行费用1925万元,实际募集资金178325万元。
2003年12月16日公司成功发行了20亿元可转换公司债券,实际募集资金194319万元,12月31日首钢转债挂牌上市。
截止2004年12月31日,首钢股份总股本231002.0012万股。
宝钢成功轧制世界最薄汽车用超高强钢
宝钢成功轧制世界最薄汽车用超高强钢
厚度仅为0.5毫米强度达到980兆帕
近日,宝钢成功轧制世界最薄的汽车用超高强钢。
其厚度仅为0.5毫米,堪比牛皮纸;强度达到980兆帕,媲美潜艇常用钢材。
目前,该产品已发往用户开展相关的应用试验,未来将首先应用于国内某车型。
近年来,随着人们环保意识的进一步加强以及能源问题的日益突出,汽车行业轻量化已是大势所趋。
车身自重的降低是减少汽车燃油消耗、降低排放的有效途径。
高强钢已被证明是实现汽车轻量化最经济可行的材料,主要应用于汽车的结构件、安全件,可进一步减轻车身重量、提高车身被动安全性以及车辆性价比。
今年初,宝钢接到某用户需求,正式开展了0.5毫米极限薄规格冷轧超高强钢的试制工作。
由于该产品规格薄、强度高,已超出厂内设备的生产能力,汽车板产销研团队通力配合,优化生产工艺、轧制规范以及辊系等,在历经6次试制后,终于取得成功,首验力学性能合格。
节能、安全、环保已成为汽车工业发展的三大主题,汽车轻量化已经成为世界范围内汽车工业发展的趋势。
汽车用钢铁材料的进一步减薄、高强是行业发展所需。
宝钢此次极限薄规格冷轧超高强钢的成功轧制,进一步提升了企业的技术实力,同时有利于积累超薄规格超高强钢的生产经验,为
未来汽车轻量化的深化储备技术,打下材料基础。
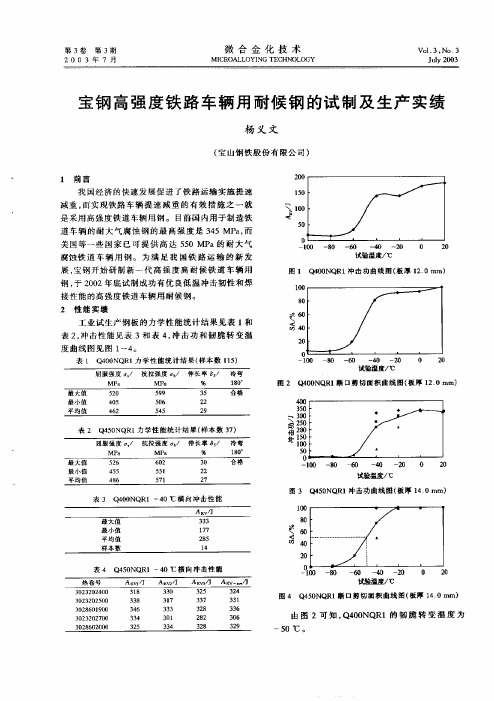
宝钢高强度铁路车辆用耐候钢的试制及生产实绩
第 3卷
由图 4可知, 40 R Q 5\ 1的韧脆转变温度 为 Q
一5 0℃ 。
80 60 40 20
3 焊接性
用斜 Y坡 口裂纹试验方法和搭接接头( T ) CS 焊接裂纹试验方法评定钢材对焊接冷裂纹的敏感程 度。试验结果表明: 0℃下无论是进行手弧焊还是 气保焊, 宝钢高强度铁道车辆用耐候钢不会产生焊 接冷裂纹, 表现出良好的焊接性。 4 耐腐蚀性能 用室 内加速腐蚀试验方法评价钢的耐腐蚀性 能, 试验结果表明: 宝钢高强度铁路车辆用耐候钢确 实具有优良的耐腐蚀性能, 与普通钢相比, 时间越长, 优势越朋显。室内加速腐蚀试验结果见图5-0 -9
() 1 采用适当的成分和加工工艺可以获得具有 高的强度和韧性以及优 良焊接性能和耐腐蚀性能的 铁道车辆用钢。 () 2 钢板具有高的冲击韧性, 满足铁路车辆服 役的安全性要求。 () 3 钢板具有较高的伸长率, 表现出良好的成 形性能, 满足车辆制造的使用要求。
( 上接第 8页)
表 1 4O Q 1 0 N R 力学性能统计结果( Q 样本数 15 1)
屈服强度 么/ 抗拉强度 。 创
M Pa M Pa
-0 1 0
阅
8 0 -6 0
-4 0 -2 0
0
2 0
伸长率 6/ s
% 一35 2 朋 f\ 俘
试验沮度/ ℃
试脸沮度/ ℃
图 4 4O Q 1 Q 5N R 断口剪切面积曲线图( 板厚 1 . . 40. )
3 2 22 0 03070
3 2 62 0 08000
由图 2可知, 4O Q I的韧脆 转变温度为 Q 0N R
一5 ℃ 。 0
微
合
金
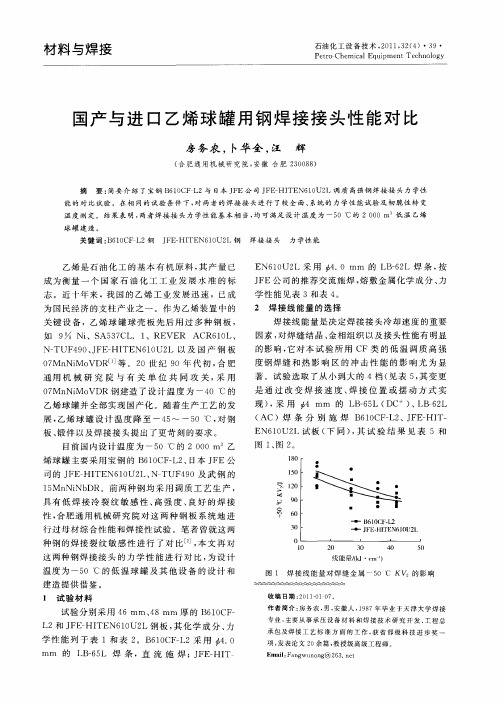
国产与进口乙烯球罐用钢焊接接头性能对比
专 业 , 要 从 事 承 压 设 备 材 料 和 焊 接 技 术 研 究 开 发 、 程 总 主 工 承 包 及 焊接 工 艺 标 准 方 面 的 工 作 , 省 部 级 科 技 进 步 奖 一 获 项 , 表论文 2 发 0余 篇 , 授 级 高 级 工 程 师 。 教
E i: a g n n @ 2 3 n t malF n wu o g 6 . e
具有低焊接冷裂 纹敏感性、 高强 度 、 良好 的焊 接
性 , 肥通用 机 械 研究 院对 这 两 种 钢 板 系 统地 进 合 行 过母 材综 合性 能 和焊 接性试 验 。笔者 曾就 这两 种 钢 的焊接 裂 纹 敏 感性 进 行 了对 比 , 文 再 对 ]本 这 两种 钢焊 接接 头 的力 学 性 能进 行 对 比 , 为设 计
如 9 Ni A5 7 . 1 、S 3 CL 、REVER ACR6 0 1 L、
焊接 线能 量是 决定 焊接 接头冷 却速 度 的重要 因素 , 对焊 缝结 晶 、 金相组 织 以及接 头性 能有 明显 的影 响 , 对 本试 验 所 用 C 它 F类 的 低 温 调 质 高 强 度 钢焊 缝 和 热 影 响 区 的 冲 击 性 能 的影 响 尤 为 显 著 。试 验选 取 了从小 到大 的 4档 ( 表 5 其 变 更 见 , 是 通 过 改 变 焊 接 速 度 、 接 位 置 或 摆 动 方 式 实 焊
球罐 建造。 关 键 词 :6 0 F L 钢 B 1C 2 J E HI N6 0 I 钢 焊 接 接 头 力 学性 能 F — TE 1 U2
ห้องสมุดไป่ตู้
乙烯是 石油 化 工 的基 本 有 机原 料 , 其产 量 已 成 为衡 量 一 个 国家 石 油化 工 工 业 发 展 水 准 的标 志 。近 十年来 ,我 国 的 乙烯 工业 发 展 迅速 ,已成
首钢储罐用钢SG610E大线能量焊接性分析

焊 接热循 环 的作 用 , 焊 接热 影 响 区( A , 焊缝 在 H Z即
两侧 母 材发 生组 织 和性 能 变化 的 区域) 品粒 异 常长
能量 焊接 性能 等更 加严 格 的要 求 。 由于大 型原 油储
收 稿 日期 :0 0 0 — 0 2 1 — 1 2 作者简介: 鞠建斌(7 , , 1 3 男 黑龙江哈尔滨人 , 9 高级工程 师 ,
博 士 , 要 从 事 金 属 焊 接 性 和 大 线 能 量 焊 接 的 研 主
公 司就 已成 功地 研 制 出 S V 9塞 高 强度 压 力容 P 40 Q等 器钢板 。 日铁采 用 D - 新 Q T技 术开 发 了 H 5 0 6 0 T9 - 1 ,
住 友 采 用 T P工 艺 开 发 了用 于 低 温 环境 下 的大 MC
型储 油 罐 建设 的 H 6 0, E采用 D + 、 Q HO T1 J F Q TD + P
究 工作 。
组。 目前 , 已经有 多 家钢铁 企业 ( 宝钢 、 鞍钢 、 武钢 、 舞
钢 、 钢 、 钢) 济 南 完成 了石 油储 备 罐 用大 线 能 量焊 接 用 高强 度压 力容 器 钢板 的试 制 , 推动 了钢板 的 国产
化, 并完 成 了我 国第 一期 石 油储 备基 地 的建设 。 为 了满 足 国 内对 大线 能量 用 钢 的需 求 ,首 钢
技 术开 发 了 JE HT N 1E F — IE 6 0 。
在 国家 发 改委 的组 织下 ,0 4年 7月 , 2o 中石 化 牵 头成 立 了 由钢铁 企业 、 用 单 位 以及 有关 科研 单 使 位 等 组 成 的 大 型石 油 储 罐 用 钢板 国 产化 联 合 攻 关
宝武、河钢、鞍钢、首钢、山钢、华菱、马钢、本钢、包钢、太钢核心竞争力分析汇总

宝武、河钢、鞍钢、首钢、山钢、华菱、马钢、本钢、包钢、太钢核心竞争力分析汇总1、宝武集团(宝钢股份)宝钢股份换股吸收合并武钢股份后,公司核心竞争力得到显著增强,国内碳钢板材领导地位得到进一步强化。
公司核心竞争力主要体现在技术创新、制造能力、成本控制、用户服务、品牌建设、可持续发展能力等方面。
1. 技术创新方面持续实施以技术领先为特征的精品开发战略。
2017年,宝钢股份加大技术创新投入,产品开发、技术进步等方面不断取得进展。
2017年,公司R&D投入率1.85%,发明专利申请占比74%。
2. 制造能力方面聚焦品种拓展和质量改善,提升稳定制造能力,为新产品的用户认证、批量稳定生产提供了有力保障。
公司以重点产品、重点工序、重点缺陷为抓手,加大质量攻关和质量提升力度,推进无缺陷板坯生产,产品品质得到显著提升。
同时,公司大力开展湛江钢铁品种能力拓展、梅钢技术支撑和宝武整合协同制造项目实施等工作,加速提升各基地制造能力。
冷轧汽车板国内份额均达到60%以上;取向硅钢B23R075、B30R090等产品成功应用于大型电力变压器;高端起重机吊臂用超高强结构钢BS1100E完成国内首单试制;抗止裂钢、船舶行业化学品船双相不锈钢复合板、管线行业镍基复合板、电力行业超宽不锈钢复合管板、核电及车辆行业同质复合板(超宽、特厚、大单重)等分别实现国内首家供货;BG155P高强度高韧性射孔枪管试制完成;开发出页岩气专用的110-125ksi钢级高强高韧系列套管,实现产品升级换代。
3. 成本控制方面加大成本对标分析力度,提高多基地成本信息可比性,及时揭示成本改善潜力点,全年(定比2015年)实现成本削减61.1亿元。
宝山基地持续从采购降本、制造成本下降、付现费用削减、降低现货损失等方面深挖降本潜力;梅山基地在优化资源配置上求突破,推进跨系统、全方位、多层次协同降本,探索产销研协同降本新模式;东山基地以“四个一百”为标杆,通过原燃料结构优化、降低进厂物流、维修费用源头控制等手段,体现成本优势;青山基地转变成本管控理念,建立成本变革规划推进体系,实现由成本局部改善向系统改善的转变。
中国的汽车钢板

中国的汽车钢板中国的汽车钢板随着汽车工业的发展取得了长足进步,但与美国、德国和日本等主要汽车钢板生产国的产品实物相比,在技术方面仍有很大差距。
近30年来,美国、德国和日本的汽车钢板企业不断地对汽车钢板材料进行技术改进和创新,逐步形成了当今的汽车钢板技术特征。
黎立说:“尽管各国标准有所不同,但其基本特征和指标要求大同小异。
”其主要特点为:高强度钢板、超深冲钢板和镀层钢板三个品种系列化;深冲钢板成型性的三个基本材料参数(延伸率、应变硬化指数和垂直各向异性指数)具有高水平;板厚、板形(厚度沿横截面的凸度分布、平直度)和表面(粗糙度、纹理形貌、清洁度)三方面具有高精度;可靠性很高(各品种、牌号、规格产品的每一项性能和质量参数,在每一炉罐号、每一带卷的全部长度与宽度上保持均匀、稳定、连续和一致);复合钢板和裁剪拼焊钢板深加工。
10年来,中国的汽车钢板随着汽车工业的发展取得了长足进步,已经能生产全部普通强度的普通CQ级、冲压DQ级和深冲DDQ级汽车钢板,并试制了超深冲EDDQ级、SEDDQ 级和无间隙固熔IF钢汽车钢板以及一些高强度烘烤硬化BH钢、含磷RP钢和热轧双相DP 钢汽车钢板。
拥有1500mm以上宽带钢热连轧机和冷连轧机设备的宝山钢铁公司、武汉钢铁公司、鞍山钢铁公司和本溪钢铁公司,都在新建成改造过程中完成了高纯净钢所需的炼钢流程设备配套工作,并开始进行自动化工艺控制和操作技术的开发。
武钢、宝钢和本钢的热镀锌线分别具有15万吨、30万吨和20万吨的年产能力,宝钢的电镀锌线年产能力为15万吨。
今后5年内,这四大钢铁公司新建热连轧机组、冷连轧机组、热镀锌机组和电镀锌机组的规划以及冶炼系统的进一步更新配套,将使中国汽车钢板生产的硬件条件成为世界上最先进的硬件条件。
黎立指出:“当前,中国与美国、德国和日本等主要汽车钢板生产国的产品实物相比,在技术方面仍有很大差距。
”发达国家的高强度汽车钢板经过20多年的开发与生产,大都已经形成标准化和常规生产的系列产品,并广泛用于各种汽车构件的制作中。
不同种类的汽车钢板在性能上的区别
不同种类的汽车钢板在性能上存在一定的区别。
以下是一些常见种类的汽车钢板的性能特点:
1. 低碳钢:这种钢板的含碳量较低,因此具有较好的塑性和焊接性能。
它通常用于制造汽车的结构部件,如车架、车身面板等。
低碳钢的强度较低,但具有良好的加工性能和抗腐蚀性。
2. 高强度钢:高强度钢的强度较高,具有较好的抗拉强度和屈服强度。
它通常用于制造汽车的关键承载部件,如车轴、车轮等。
高强度钢的加工性能较差,但具有较好的抗疲劳性和耐腐蚀性。
3. 镀锌钢板:镀锌钢板是指在钢板上覆盖一层锌,具有较好的防腐蚀性能。
它通常用于制造汽车的外覆盖件,如车门、车顶等。
镀锌钢板的加工性能较好,但价格较高。
4. 铝合金板:铝合金板具有轻量化和抗腐蚀性的优点,通常用于制造汽车的非承重部件,如车门、车顶等。
铝合金板的强度较低,但具有良好的塑性和加工性能。
需要注意的是,不同种类的汽车钢板在具体应用中需要根据不同部位的要求进行选择。
例如,在车门等非承重部件中,通常采用铝合金板或镀锌钢板;而在车架、车身面板等承重部件中,通常采用高强度钢或低碳钢。
高强汽车板84AA1热卷扁卷原因分析及机理研究

宝钢汽车板介绍资料(高强钢外发版)

HV
第五部分:高强钢使用评估案例-QP钢
Ø目标性能: 21% EL @ 1GPa;15%EL@1.2GPa Ø显微组织: M+RA or F+M+RA
可供规格: 厚度:1.0~2.0mm;宽度:850~1250mm; 镀层类型:CR/GI
典型力学性能
No. HC600/980QP-EL HC820/1180QP-EL
5 0
Ou ter, KM T
HSS (TS ≥34 0 MP a), K M T
2 50 0
高强钢销售量逐年提升2100 2370
2 00 0
1 50 0
17 80
156 0
1310
13 40
123 0
1160
1 520
1670
V ol um e of U HS S ( TS ≥ 78 0 MP a ), K MT
B柱
门槛
钢种 YS, MPa TS, MPa
BR1200HS ≥280
≥700
B1200HS ≥220 380~700
热处理后 900~1200 ≥1200
BR1500HS 320~630 480~800
B1500HS 280~450 ≥450
热处理后 950~12501300~1800
B1800HS ≥1100 ≥1800
TWIP1200
≥1180
TWIP1500
≥1470
EL, % ≥45 ≥35 ≥20
CR GI ●● ○○
○○
第四部分:宝钢新一代超高强钢产品
v Mn-TRIP 中锰钢
Ø技术路线: 奥氏体逆相变
【行业盘点】一文看懂宝钢、武钢等钢厂汽车板现状
【行业盘点】一文看懂宝钢、武钢等钢厂汽车板现状宝钢——汽车板销量汽车板是宝钢的核心战略产品。
2015年,宝钢汽车板销量为766万吨,其中冷轧汽车板589万吨,保持国内50%市场份额。
2016年,宝钢汽车板销量近900万吨,其中冷轧汽车板652万吨。
宝武合并后的上市公司汽车板销量预计达到1200万吨,稳居世界前三强。
宝日汽车板自2016年6月底全面实现“四达”目标以来,宝日汽车板四号热镀锌机组月产量保持在较高的水平,其中GA外板接近一半左右。
780DP、980DP、1180DP均已实现批量供货。
热镀铝硅2016年底,宝钢实现热镀铝硅热成型材料与零件的批量供货。
研发水平迄今为止,宝钢已开发出多种镀层和普冷的先进高强钢,包括2012年全球首发的淬火-配分钢(QP钢)、1180MPa级别的DP钢、1700MPa级别的MS钢、780MPa级别的TRIP钢、980MPa级别的CP钢、1800MPa级别的热冲压钢,以及新一代先进高强钢,如中锰钢(Mn-TRIP钢)和低密度钢(δ-TRIP钢)。
武钢、马钢——汽车板武钢热成型汽车用钢WHT1500HF2016年4月,武钢冷轧总厂成功试制出最终成品抗拉强度达1500兆帕,WHT1500HF热成型汽车用钢。
该钢种主要用于制造汽车的框架结构,符合当前汽车制造厂家提出的汽车框架既要轻量化又要坚固的行业要求。
镀锌汽车面板1号镀锌线:2016年8月,武钢冷轧总厂二分厂1号镀锌线汽车板比例达到72.46%,是2016年以来的最高比例,镀锌汽车面板月产首次突破一万吨。
2号镀锌线:从一条家电板生产线转型为一条可以生产汽车板的产线。
2016年5月,武钢冷轧总厂二分厂2号镀锌线成功量产一批汽车面板,成为继1号镀锌线后又一条具备批量生产汽车面板生产能力的机组。
“一所对一厂”2016年初,武钢科研系统拉开改革大幕,推出“一所对一厂”的全新运行模式将科研与现场紧密结合起来。
马钢EVI服务马钢研发、生产、销售、采购、设备等200余名各专业骨干组成了汽车板APQP小组(产品先期策划与质量工作小组)。
中国汽车用钢分析
中国汽车用钢分析
首先,中国汽车用钢的发展离不开汽车行业的发展。
2024年,中国汽车产量达到2468.54万辆,同比增长7.5%,这使得中国汽车用钢市场非常活跃,需求量也增加了。
同时,随着改善汽车性能、提高汽车安全性以及汽车能源保障能力的要求,汽车用钢需求量也会不断增加。
由于汽车用钢一般采用冷轧板,其成型性能、焊接性能和强度都非常好,因此汽车用钢的应用越来越广泛。
其次,汽车行业应用的汽车用钢有很多种,比如热轧低碳钢、高强度钢、低合金钢、冷轧低碳钢等,根据其不同的用途,用的汽车用钢也有很大的差别。
比如,高强度热轧汽车用钢用于汽车车身制造,具有抗弯扭抗力高、抗张力强、耐冲击性好等特点;冷轧低碳钢用于车身和发动机零件制造,具有塑性好、焊接性能好的特点;低合金钢用于汽车配件制造,具有经济性强、强度高、耐腐蚀性好的特点。
首钢高强钢标准
首钢高强钢标准
首钢高强钢的标准可以参考宝钢、鞍钢等其他大型钢铁企业的标准,通常包括钢材的化学成分、力学性能、尺寸偏差、表面质量等方面的要求。
对于高强钢,其强度通常需要达到国家标准以上,并且需要经过严格的试验和检验程序,以确保其质量和性能达到客户的要求。
在实际应用中,高强钢可以用于制造各种需要高强度、高耐久性的结构件和机械零件,如桥梁、建筑、船舶、汽车、航空航天等领域。
需要注意的是,不同类型的高强钢标准和要求可能存在差异,具体应以各企业的实际要求为准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
样进行焊点直径测量得到,宅钢试样的焊点直径比首钢的大13.04%,宝钢材料焊点的最大正拉力比 首钢的高出12.22%。 从焊点直径对最大抗剪力和最大正拉力的影响看出,焊点直径增大,焊点的最大抗剪力和最大 正拉力均增大,但焊点直径对最大抗剪力的影响较大,对最大正拉力的影响较小。 3
结
论
1)首钢比宅钢DP600的最大焊接电流低500A,焊接电流跨度d'.200A,焊接电流的增高会增加 生产成本,但焊接电流跨度增大却增强了材料的焊接适应性。 2)两种材料的母材组织略有不同,宝钢材料的组织呈条带状分布,热轧遗传条带状组织较明显, 组织由多边形铁素体和沿晶界分布的粒状马氏体组织构成,组织较均匀,马氏体体积分数为8%,晶 粒度10.5级:首钢材料的组织}_i=j多边形铁素体和沿晶界分布的粒状马氏体组织构成,组织较均匀, 马氏体体积分数为9%,晶粒度9.5级;两种材料的焊缝及热影响区组织没有太大区别。 3)两种材料焊点硬度变化规律一致,均为先逐渐增大后波动一段再逐渐减小,焊缝长度均10mm 左右,两材质焊缝均未出现软化现象:首钢材料母材硬度均值为220,焊缝区域硬度在400左右,宝 钢材料母材硬度均值为210,焊缝区域硬度达到450左右,比首钢材料的焊缝硬度高50左右。 4)两种材料焊点抗剪试验的破坏形式是相同的,均为母材撕裂,焊点未破坏形貌完好:但十字 拉伸试验结果则不同,首钢试样的破坏形式为母材撕裂,宝钢试样的破坏形式为沿焊点的热影响区 破坏,两样片完伞分离,焊点形貌完整。 5)从焊点直径对最大抗剪力和最大正拉力的影响看出,焊点直径增大,焊点的最大抗剪力和最 大正拉力均增大,但焊点直径对最大抗剪力的影响较大,对最大正拉力的影响较小。
Key
Words:high strength steel
sheet DP600 for automobiles,spot welding,cross tension,shear tension
test
近几年,中国汽车l}Ik发展进入了快车道,其中2009~201 1年中国汽车产量分别达到1379.10 万辆、1826.47万辆和1841.89力.辆,已稳坐全球第一宗座。然而,汽车保有量的持续增加,带来 了三大棘手问题:能耗,排放和污染。钊‘对汽车工业发展巾的问题,世界主要经济发达同家,都先 后制定了相关法规,包括油耗法规、碰撞安全法规以及排放法规,以使汽车工业在严格法规下进行 运行和发展…。 山于汽车工、№朝着减重节能的方向发展,高强度钢板在汽车上的应用越来越广泛,高强钢的 应用巧i但可以节约钢材,还可降低汽车油耗,高强度钢板是车身轻量化的重要材料‘21,尤其是双相
2试验结果与讨论
21组织对比分析
焊点组织对比分析在首铜技术研究院检测中心金相实验室进行,金相显微镜型为Lem
DMl5000M。圉1为首钢和宝钢DP600焊点宏观金相照片(焊点的右半侧)。
首锢
宝钢
图1是珲焊点宏观金相照片(20 x)
Fig l MiCroscopic weldingnugget(20。)
EN ISO
14273—2001执行,检测结果见袁2,图7为抗B,试验后试样照¨。
表2抗剪试验结果
坠!!竺!竺:!!竺坚坚兰竺!!
厂家
最大抗剪力冉Ⅲ
焊点直径,-ⅡⅡl
破坏形式
首钢
宝钼 圈7抗剪试验后试样照日
Fig 7Tension-shearingtest sample
通过焊点抗剪试验看到,试验后尽管首钢试样的两块样片通过焊点仍然相连,而宝钢试样的两
Liu Xingqing,Zhang Jun
(Shougang Research
Institute
ofTechnology)
Abstract:The
weldability of high strength steel sheet DP600 for automobiles with two different company is evaluated in this articIe
从宝钢和首钢DP600焊点宏观盘相照片可以看出,两种材料的焊点处熔合情况较好,焊核形虢
较规整.无未熔合等缺陷,两焊点极头压贤处均无明显压陷。图2为宝钢和首钢DP600母材显微金相 组织照片。
溺盎一■点m■ 溺一黧■墨■
首钢 宝钢 凰4焊点焊缝显徽全相组织照月(500 x)
x1
Fig
4M㈣nuctur%ofwelding nugget(500
圈5焊董硬度测试位置示意图
Fig 5Hardnesstcgl diagrammatic position ofweldin{;nugget
点位置,咖 图6焊点焊缝显微硬度曲线
Fig
6Tendnneyofharda幅s
ofwelding nugget
从铡试结果可阻看到.两种材料焊点硬度变化规律一致,均为先逐渐增大后波动段再逐渐减
50
首钢与宝钢高强汽车板DP600点焊性能对比分析
刘兴全,张永强,王威,贾松青,章军
(首钢技术研究院,北京,100043)
摘要:文章对首钢和宝钢生产的冷轧DP600汽车板进行。J’点焊焊接适应性研究,通过组织分析、显微硬度测试、抗剪i式驰fIII字拉伸试
验等对比分析手段,研究丁两家DP600汽车板的点焊性能差异。结果表明:首钢和宝钢材料的焊接电流跨度分别为1600A和ISOOA,首钢比 宝钢材料的最大焊接电流低500A:两家材料的焊点熔合均较好,无明显缺陷,焊缝组织均为长束的板条马氏体组织:首钢材利焊缝硬度征
究院澈光试验室进行,试验用点焊焊机为wDN一200固定式交流点(凸)焊机t电极直径为7 5皿。
通过可焊电流测定试验,得到首钢和亲钢材料的焊接电流范围分剐是640n8000A和6700-8500A,从 而根据标准中规定的最优焊接电流l爿H。-200A.首钢和宝钢材料的最优焊接电流1分剐为78咖A和
8300A,蚍各自的最优焊接电流进行点焊相关各项试验及分析。
45
应用广泛, 辟管酋钢汽车板的起步柑对较晚,但是为了加快汽车板开发的进程,尤其是高强钢的开发,首
钢技术研究院帽关课题组做了大量工作,使首钢汽车板在短短几年问跻身国内前列。奉文以典型高 强汽车板DP600为研究对象,对首钢和宝钢生产的同规格材料进行点焊焊接适应性研究,充分分析 了两家材料在焊接使用过程巾的表现.为用户的使用提供了详尽的参考依据。
参考文献
1中国科学技术m会.车辆工程学科发展报告(2007.2008).北京:中国科学技术出版社,3一10. 2朱士风,宋起峰.CAl092车身轻量化的研究[J】.汽车工艺与材料,2002,(8/9):58.62. 3马鸣图,Shi M F.先进的高强度钢及其在汽车工、Ik巾的应用【J].钢铁,2004,39(7):68—72.
从焊点焊缝金相组织看出,两种材料的焊点焊缝均为长束的扳条马氏体组织,看小出明显的差
别。
2.2显徽硬度测试 显微硬度测试在首铜技术研究院榆测中心金相实验室进行.显微硬度测试仪型号为Leica
HXHXD-1000TM,检测方法为从一侧板材的母材开始打点,沿直线通过焊缝到另一侧板材的母村, 两点问蕊为0 2mm,围5为焊点硬度测试位置示意图,图6为两种材料焊点显微艘度变化趋势图。
1试验材料及方法
11试验材料 试验材料为首钢和宝钢牛产的DP600汽车连退板,厚度规格均为2 0ram,成分见表I。
表1两种材料成分和性能表
!生!壁竺!!!竺塑竺!!竺型£竺苎!!!:坐竺!!竖
厂家
uc删
Ⅳs.崩
uM∥半
¨t删
口,/脚%
口^/肥,
』删
l
2试验方法 参照某汽车主机厂点焊试验标准对两家汽车板进行可焊电流范围测定试验,试验在首钢技术研
块样片已经完全分开,但是两试样的破坏形式是相同的,均为母材撕裂,焊点未受破坏形貌完好。
对试验后的焊点直径进行测量得到,宝锕试样的焊点直径比首钢的大13.83%,宝钢材料焊点的虽大 抗剪力比首钢的高出20 87%。 2.4十字拉伸试验
焊点}字拉伸试验在首钢技术研究院检测中心力学实验宣进行,拉伸设各为Zwick-Z100,试样
小,焊缝长度均lOrr啪左右,两材质焊缝均未出觋软化现象:首钢材料母材硬度均值)h220,焊缝区 域硬度在400左右,宝钢材科母材硬度均值为2 JO,焊缝区域硬度达到4s0左右,比首铡材料的焊缝硬 度高50左右。 2.3抗剪试验 焊点抗剪试验在首钢技术研究院检测中心力学实验室进行,抗剪试验拉伸设备为Zwiek-Z100, 试样尺寸及检测标准按Bs
ofhardness ofBaosteel’s spot is 50 higher than that ofShougang,the
cross
tension force and shear tension force ofBaosteel’s material
are
both higher
than
that of Shougang.
Through
analyzing microstructure,testing hardness
of spot,testing shear tension
and
cross
tension.the results
show that welding electric
current
span
of
Shougang’smaterialis 1600A,andthat ofBaosteelis
(Dual
Phase,DP)高强度钢板。在国际钢联的“超轻钢车体一先进车概,念,(ULSAB.AVC)”项目设
汁的车身结构中,DP钢使用比例高达74%‘31。但随着钢板强度的增高,其焊接性能也随之发生变化, 而电阻点焊是汽车工业巾最丰要的焊接方法,其牛产效率高,易于实现自动化,因此在汽车工,Ikqn
400左右,比宝钢的低约50;首钢材料的最大抗剪力和最大正拉力均略小丁.宝钢材料。