bps使用手册.
BOSCHBPS简介NEWPPT课件
7
F42/PJ-BPS
BPS 介绍
GEZ-Bosch 全球平均值* (GEZ= 库存周期)
(Preview based on Wipl. 2004 ff)
平均库存周期
100
88
87
84
80
80
65
60
60
58
60
57
55
52
49
40
47
45
43
40
20
2010年库存周期目标
0
2002
2003 V-Ist 2004 VS 2005
copying and passing on to third parties.
9
F42/PJ-BPS
BPS 介绍 特征
Q质量
降低
• 报废 • 返工 • 测试 • ppm值 • 缺陷
降低
• 投资 • 质量成本 • 服务成本 • 班次奖金 • 加班工资 • 原料成本
C成本
D交付
降低
•交付时间 • Through put time •原材料,半成品(WIP), 成品原料 • 批次大小
01 03 03 03 03 03 03 03 03 03 04 04 04
Month/year
Advice: Jan 04 is not available because of shortened MGB
(without LIWAKS Meldung).
曲线上升是令人欣慰的,但大幅度的上下波动显示出过程的不稳定。
* GEZ based on NGU
100
78 80
56
60
47 40
! 38 20
PrimetonBPS0嵌入式版本产品指导手册

Primeton BPS 6.0 嵌入式版本产品指导手册1.产品介绍1.1.概述Primeton BPS 6.0 嵌入式产品以符合标准JavaEE规范WAR应用的方式提供BPS引擎,以及基于运行时环境开发的业务流程客户端和业务流程管理监控应用。
图片 1.嵌入式WAR组件结构Primeton BPS6.0 嵌入式产品可以很方便的与用户的应用结合,用户只需把如图一所示三个组件复制到用户应用中,并且修改应用的,加入工作流运行时依赖的servlet和filter,就可以实现业务系统和BPS产品的集成。
Primeton BPS6.0 嵌入式产品提供Tomcat,Jboss,Weblogic,WebSphere四个平台相关部署包。
1.2.组件目录结构图片 2.目录结构缺省情况下,BPS 引擎组件在${bs.war}/WEB-INF目录下,包括核心,等。
BPS应用组件在${bs.war}/workflow目录下,包括wfclient,wfcomponent,wfmanager等。
2.基于嵌入式产品开发2.1.导入核心组件Primeton BPS 6.0 嵌入式产品可以给用户足够灵活性来开发应用,开发过程中,用户只需要把产品核心组件以及组件依赖复制到应用中。
Customer. war复制核心组件图片 3.导入核心组件2.2.产品核心JarPrimeton BPS 6.0 嵌入式产品的核心Jar,默认都放在${}/WEB-INF/lib下,用户需要把核心Jar 复制到业务系统的WEB-INF/lib目录下。
Jar 名称描述BPS产品核心JarBPS产品调用接口JarBPS产品组件Jar2.3.第三方Jar依赖Primeton BPS 6.0 嵌入式产品的第三方Jar依赖,默认都放在${}/WEB-INF/lib 下。
用户开发过程中可以自己调整第三方Jar的位置,2.4.配置2.4.1.增加Primeton BPS启动监听器和过滤器配置2.4.2.增加下面嵌入式BPS Server的信息:●PRIMETON_SERVER_HOME:嵌入式BPS的主目录,可选,如果没有,PRIMETON_SERVER_HOME自动指向war目录/WEB-INF/peimetonserver目录。
DX-150 数字高斯计 用户使用手册说明书

用户使用手册USER MANUALDX-150数字高斯计DIGTAL GAUSS METER厦门盈德兴磁电科技有限公司 Xiamen Dexing Magnet Technology Co.,Ltd一、公司介绍厦门盈德兴磁电科技有限公司是一家专业从事全数字化自动化测磁系统,高精度数字磁检测设备及数字磁场控制的科技型公司。
依托中科院的先进技术研发和生产高精度一维,二维和三维霍尔探头(带温度补偿)及多维高精度高分辨力测磁仪并通过ISO9001及IQNET国际体系认证,多项性能及参数均可达到国际先进水平。
且多次被航天、军工、航海、科研及院校应用, 并受到广泛的好评。
我公司可以根据用户的需求,研发、生产多种测磁系统,包括多点阵列磁扫描系统和工业自动化检测系统,远程有线与无线控制系统,磁屏蔽系统,地磁补偿系统和特种高斯计、磁通门计、高精度磁场控制平台、计量检定系统(我公司使用的精度为:读数的±0.002%——±0.0002%)、多维磁场分析扫描系统、多维电机磁场测试分析系统、多极磁环测试系统、地磁屏蔽测磁系统、多点阵列磁扫描系统、霍尔效应测试系统、线圈及电磁铁等等定制产品。
同时代理国际尖端测磁仪器公司产品。
二、地理位置地址:厦门市湖里区安岭路992号网址:三、文档说明本文档公开和描述的方法及装置由厦门盈德兴磁电科技有限公司独立资金支持并开发,不存在任何其它契约形式支持,并且不存在可能通过任何途经影响或削弱厦门盈德兴磁电科技有限公司知识产权的任何关系。
厦门盈德兴磁电科技有限公司保留在不事先通知的情况下,在任何时间添加、改进、变更或收回设备功能、变更设计、变更产品或变更产品的说明书、用户手册等文档的权利。
厦门盈德兴磁电科技有限公司不对本文档所含错误、或者偶然事件,或者由于产品配置、性能或由于使用本文档所造成的损失负责。
四、有限保修担保本产品之制造商厦门盈德兴磁电科技有限公司对此产品由发货之日起12个月内实行保修。
《下颌吸附性义齿和BPS临床指南》

下颌吸附性义齿和BPS 临床指南》编者推荐《下颌吸附性义齿和BPS 临床指南》图文并茂、深入浅出,既有丰富的临床实践,又有夯实的理论指导,适于口腔修复专科医师、口腔全科医师的临床学习、参考。
内容提要全口总义齿在口腔修复中有着广泛的临床应用,本书作者阿部二郎先生根据多年的吸附性全口义齿和BPS (生物功能性修复系统)的制作经验总结成本书,主要内容括BPS 的介绍、下颌总义齿吸附机制的临床应用、用BPS 制作下颌吸附性义齿的完美手册、用BPS 处理疑难病例和BPS 的美学义齿等,详细介绍了用BPS 制作吸附性义齿的4 个步骤。
全书图文并茂、深入浅出,既有丰富的临床实践,又有夯实的理论指导,适于口腔修复专科医师、口腔全科医师的临床学习、参考。
目录部分生物功能性修复系统(BPS )介绍第 1 章什么是生物功能性修复系统(BPS )?1.现在需要一种简单易学的义齿制作技术2.系统化的义齿制作系统将拯救修复学的未来3.全球公认的义齿制作系统(BPS )4.BPS 的功能和日益增加的美学需求5.BPS 的出现6.什么是BPS7.下颌总义齿获得吸力的技术和BPS8.BPS 的目标第 2 章BPS 的基本制作步骤(步骤 1 至步骤4 )步骤1 :口腔检查、初印模和初步咬合记录#1:口腔检查#2 :运用Accu-Dent 系统采用双印模法制取上下颌剩余牙槽嵴初印模#3:用正中托盘制取初步咬合记录#4:初始模型和个别托盘画线#5:借助水平导板放置模型#6 :制作含GnathometerM 的个别托盘步骤2 :上下颌牙槽嵴终印模及排牙#7:用硅橡胶材料制取上下颌牙槽嵴功能性终印模#8 :借助GnathometerM 确定垂直和水平关系#9:用通用转移弓系统(UTS )进行面弓转移#10 :选牙#11 :灌制终印模和固定工作模型#12 :模型分析#13 :使用二维或三维排牙板排牙和义齿抛光面塑形步骤 3 :蜡型试戴和完成#14 :蜡型试戴#15 :义齿加工和完成(使用Ivocap 系统)#16 :重新上架和调#17 :抛光步骤 4 :试戴和交付全口总义齿#18 :试戴和交付全口总义齿第二部分高级?①下颌总义齿吸附机制的临床应用第 3 章下颌吸附性义齿和BPS 整合1 读者见证2 推荐使用吸附性义齿:吸附力使下颌总义齿迈向成功3 传统义齿与吸附性义齿的差别4 人人都能实现的印模技术5 学习BPS 的基本原理和提高吸附机制技能水平6 为什么上颌总义齿容易获得吸附力,而下颌总义齿不容易获得呢?第 4 章解读吸附性机制1 上颌总义齿的吸附机制是什么?1- 1 上颌封闭机制1)内外双重封闭(唇颊区域)2)紧密接触封闭(后腭区)2 下颌总义齿的吸附机制是什么?2- 1 下颌总义齿吸附力的条件2-2 下颌总义齿封闭机制1)内外双重封闭(唇颊区)2)舌体区的封闭A .舌下黏膜皱褶的封闭①?海绵样组织丰富时②?海绵样组织缺乏时③?口内和模型上舌下转折区的口腔环境B .下颌舌骨肌窝区的补偿封闭3)磨牙后垫区封闭机制①?磨牙后垫区黏膜表面与义齿基托组织面的紧密接触封闭②?磨牙后垫区抛光面上舌体与颊黏膜的后缘封闭第三部分高级?②用BPS系统制作吸附性全口总义齿的完全手册第 5 章步骤1:检查初印模和咬合记录1.前进行问卷调查的重要性(口腔健康影响因素-14)2.下颌义齿吸附力的诊断2- 1前下颌骨位置的检查和诊断1)基于舌骨位置的咬合分析预测2-2 下颌义齿吸附力的简单口内检查1)口内检查2)下颌义齿具有吸附力的口内条件①?如何检查牙槽嵴具有足量的黏膜组织②?如何检查舌下黏膜转折区富含海绵样组织③?分析下颌舌骨肌窝的空间以利于义齿基托伸展过下颌舌骨嵴④?检查磨牙后垫2-3 基于口内检查结果的吸附力诊断3.牙医与技师之间的沟通交流4.向技师提供的生理性信息4-1 患者的主述和患者生理状况(OHIP-14 问卷表)4-2 放射检查(全景片和关节片)4-3 口内照片(剩余牙槽嵴情况)4-4 患者年轻时的面部照片5.技师共同参与义齿蜡型试戴6.使用Accu-dent 托盘系统制取上颌牙槽嵴初印模6- 1 使用Accu-dent 托盘系统制取上颌牙槽嵴初印模1)使用双重印模法可以提供简单而清晰初印模的优点2)印模制取步骤①?选择托盘尺寸②?混合印模材料并放入托盘③?取模步骤④?完成的上颌初印模7.使用FCB 托盘制取下颌牙槽嵴初印模:下颌吸附性义齿的步7- 1 使用FCB 托盘在下颌休息位制取闭口印模1)FCB 托盘材料(一次性托盘)2)使用FCB 托盘取模时的印模材料3)使用FCB 托盘取模的步骤① ?托盘选择②?试托盘③?托盘摆放的位置④?调拌印模材料并放入托盘4)如何将下颌Accu 托盘修改成FCB 托盘8.在上颌模型上画个别托盘外形线8- 1 后方封闭区的画线1)捏鼻呼气法2)“啊”线法3)上颌个别托盘画线的步骤9.下颌个别托盘模型上画外形线以获得吸附力9- 1 在FCB 托盘制取的初印模上画出个别托盘边缘9- 2 使用FCB 托盘与传统托盘制取初印模的区别1)肌静力轮廓线(基于静止性肌肉附着的个别托盘画线)10.正中托盘10- 1 什么是正中托盘?10-2 如何使用正中托盘确定咬合垂直距离10- 3 使用硅橡胶重体时如何操作正中托盘11.初始模型上架11- 1 如何使用水平面转移台12.如何根据下颌义齿吸附性原理制作个别印模托盘12- 1 如何制作两种类型的个别印模托盘12-2 获得下颌吸附性义齿制作个别托盘的六点注意事项1)为了获得下颌义齿吸附性个别托盘制作的六项要点2)使用放置有GnathometerM 装置的个别托盘3)使用上下颌牙槽嵴平均距离法制作带有蜡堤的个别托盘(没有使用GnathometerM 装置时)13 .试戴带有GnathometerM 装置的个别托盘13- 1 检查GnathometerM 装置平面13-2 检查颌间关系有无错误第 6 章步骤 2 :上下颌终印模及排牙1.上颌功能性终印模1- 1上颌终印模1- 2制取下颌终印模前的准备2.具有吸附力效果的下颌终印模——基于闭口式功能性印模2- 1针对下颌牙槽嵴的吸附性终印模的要点1)印模材料的重要性2)5 个基本动作对丰满牙槽嵴或中度吸收牙槽嵴的重要性2- 2制取下颌终印模步骤3.获得正确的咬合垂直距离和哥特式弓描记仪的使用3- 1优先确定咬合垂直距离的原因1)取终印模后如何修正咬合垂直距离3- 2 哥特式弓描记仪3-3 带有GnathometerM 的哥特式弓描计议4.人工牙的选择4- 1 如何选择前牙4- 2 如何选择后牙5.围模灌注5- 1在终印模边缘线下5?mm 处围模灌注石膏模型6.转移工作模型至架7.模型分析8.BPS 的咬合设计9.排列人工牙(舌侧集中)9-1 排列下颌后牙(顺序:34,44 →35,45 → 36,46 →37,47)9-2 排列上颌后牙(顺序:16,26 →14,24 → 15,25 →17,27)9-3 排牙后咬合检查附:全口总义齿咬合高级篇附1 舌侧集中的前牙建议排列浅覆盖1)天然牙的理想正常排列2)传统全口总义齿的理想正常3)增加平衡中的前牙覆盖4)牙齿磨耗后前牙覆盖消失的原因5)前牙浅覆盖有利于咀嚼运动第7 章步骤 3 :蜡型试戴与完成1.获得功能状态下抛光面的基本轮廓1- 1确定边缘封闭的边缘区1- 2影响吞咽、发音及舌形态的抛光面1)完成吞咽口腔时相的后牙区颊侧抛光面形态2)有益于语音及吞咽功能的上颌腭侧抛光面的合适形态3)下颌舌侧抛光面形态引导舌体进入正常位置1- 3唇支持区1)上颌前牙区唇侧抛光面2)下颌前牙区唇侧抛光面1-4 取决于面颊活动度的颊侧抛光面区(防止食物滞留)1)塑造适应颊蜗轴的抛光面形态2)适应颊系带及颊黏膜运动的下颌后区抛光面蜡型3)通过预估患者口颌功能修整下颌颊侧抛光形态1-5 使用石膏核重建抛光面2.试戴蜡牙3.义齿制作(使用SRIvocapSystem )4.重新上架调整咬合第8 章步骤 4 :戴牙及交付完工的义齿1.戴牙1-1 压力指示糊剂测试第四部分借助BPS 处理疑难病例第9 章借助BPS 处理疑难下颌无牙患者的修复1.采用双重咬合记录法来提高制作义齿的性1-1 节省椅旁时间1-2 基于Christensen 现象采用双重咬合检查技术来确定患者的1-2 个性化髁导斜度2.下颌牙槽嵴严重萎缩患者难以取得义齿吸附力的原因2- 1口腔条件决定了吸附力难以获得3.下颌牙槽嵴严重吸收患者的临床应对措施3- 1疑难病例的功能性印模技术(两个动作)1)两个动作来帮助疑难病例获得更好的义齿边缘封闭3- 2利用性的义齿来制作终义齿的方法1)咬合不稳定的无牙颌患者的下颌义齿可以通过调整咬合和1)义齿重衬来获得下颌义齿的吸附力2)采用平板性义齿成功修复的病例3- 3采用双种植体支持的覆盖义齿修复疑难无牙颌患者1)种植覆盖义齿(IOD )的现况2)IOD 的优点3)下颌双种植体覆盖义齿的适应证4)日本义齿协会对于IOD 的一致观点①?IOD 的制作应基于下颌总义齿的吸附技术原理②?安全的种植手术③?专业的清洁防止种植体周围炎5)IOD 与种植体周围炎的风险6)下颌双种植体覆盖义齿的附着体3-4IOD 的临床病例,采用超硬的SRPhonares 人工牙来3-4 抵抗由IOD 传导的咬合力1)兼备美观与强度的SRPhonares 人工牙第10 章利用BPS 疑难上颌牙槽嵴的病例1.什么原因导致上颌骨前部的松软牙槽嵴?1-1 重要的原因是患者前牙咀嚼!1-2 前牙咀嚼导致松软牙槽嵴的产生原因1)下颌剩余前牙的牙周感觉支配(仅上颌总义齿患者)2)机体试着为颞下颌关节(TMJ )压(上颌总义齿患者,或者上下颌总义齿患者)1- 3 促进松软牙槽嵴形成的因素1)基因因素2)使得牙槽嵴易于被吸收的解剖因素3)义齿制作相关因素:人工牙的排列4)获得性因素1-4Kelly 联合综合征2.上颌无牙颌的总义齿修复2- 1 上颌总义齿成功修复的关键因素2- 2下颌双侧余留磨牙2-3 下颌仅余留单侧磨牙2-4 下颌所有磨牙都缺失,尤其是仅余留前磨牙和前牙的情况1)下颌磨牙区域植入种植体来获取刚性的咬合支持2)通过在余留前牙上放置内冠来制作刚性的套筒冠义齿3)采用种植体支持的套筒冠义齿修复,结合 1 和2 的联合修复3.全牙列缺失并伴有上颌松软牙槽嵴患者的阶段:义齿制作第二阶段:松软牙槽嵴的第三阶段:维护第五部分与BPS 义齿有关的美学改善第11 章改善的BPS 美学义齿提升患者自尊1.日益增加的全口总义齿美学需求1-1 提供满足患者美学要求的义齿1-2 美学评价2.与SRPhonares 有关的义齿美学2-1SRPhonares 在BPS 可摘局部义齿的应用3.与SRPhonares 和牙龈个性化有关的义齿美学3- 1使用Candulor 产品对个性化牙龈的塑造3- 2患者个性美的表达。
BOSCHBPS简介NEW

* GEZ based on NGU
100
78 80
56
60
47 40
! 38 20 10 0
VS 2006
UBG UBK UBI RB World
要实现10天的库存天数,就要以更高水准要求日常运作.
01.2005 | Introduction to BPS_basis.ppt © Robert Bosch GmbH reserves all rights even in the event of industrial property rights. We reserve all rights of disposal such as copying and passing on to third parties.
BPS 介绍
40
Best Practice Toluca (TlP) 30
-26%
GEZ
20
关键数据的重大改进:
10
GEZ (库存周期天数) 从 31 天 (2002) 降至 23 天 (V-Ist 2004)
0 2002
0,8%
2003
V-Ist VS 2005 VS 2006 2004
Failure costs
改进
•OEE(设备利用率)
01.2005 | Introduction to BPS_basis.ppt © Robert Bosch GmbH reserves all rights even in the event of industrial property rights. We reserve all rights of disposal such as copying and passing on to third parties.
高清摄像头使用说明书
BPS用户手册教学教材

BPS⽤户⼿册教学教材业务流程服务器⽤户⼿册⽬录1 系统概述 (3)1.1 概述 (3)1.2特点及功能 (3)2技术概览 (4)2.1体系结构 (4)2.2基础服务 (6)2.3 管理与监控 (6)3 快速开始 (6)3.1 概述 (6)3.2 基本功能快速⼊门 (11)4安装指南 (14)4.1 系统配置要求 (14)4.2 产品安装 (14)4.3 安装后的⼯作 (15)5 管理指南 (15)5.1 系统管理 (15)5.2 系统⽇志 (21)A.概述BPS成为业务出服务(以下简称BPS)是⼀套完整的基于WEB界⾯的⼯作流管理系统(BPM),⽤于部署、管理、监控业务流程及其实例。
它是基于WSO2—Carbon平台开发的,以OSGi框架为基础,⾼度模块化,可根据SOA需要个性化增减系统模块。
B.特点及功能BPS的主要特点:⾼度模块化:模块间独⽴性强,可根据功能需求⾃由定制;安全性⾼:具备完整的⽤户权限管理机制,并可对发布的业务流程加密,提⾼安全可靠性;配置灵活:后台管理系统具有全⾯丰富的配置详单,可对系统进⾏全⾯的监视,并可根据需要⾃由配置系统监视功能。
BPS的主要功能:B PS主要⽤于部署、管理和监控业务流程及其流程实例。
A.体系结构a)数据交互结构上图说明WSO2—Business Process Server与其他WSO2产品的交互关系。
在⼯作流服务器运⾏时,会与AppServer、DataService、ESB、Governance Registry、Gadget Server等不同类服务器发⽣数据交互。
前端交互:BPS作为SOA的重要组成部分,是在Portal之后直接⽀持业务运转的关键服务器。
BPS通过Gadget Server与⽤户发⽣交互,接收业务流请求,并将响应和执⾏结果及时通过Gadget Server将呈现结果;内部运⾏:BPS执⾏BPEL流程时,BPS借助Governance Registry扩展对BPEL的解析⽀持;在监控流程运⾏情况⽅⾯,系统通过事件监听(Event Listener)和消息拦截(Message Exchange Interceptor)对运⾏情况进⾏监控,获取数据并显⽰在WEB端管理后台;底层交互:BPS运⾏时必然需要数据服务(DS)⽀持和应⽤服务(AS)⽀持,同时也需要其挂载的ESB提供代理服务等⽀持。
BPS软件基础使用手册

BPS软件基础使用手册BPS软件基础使用手册IXIA系统工程师邢玮本文为BPS软件的基础使用手册,里面包含了BPS常用的几大功能配置说明,以及针对RFC3511测试所对应的L4、L7的新建、并发及L7的应用层吞吐量测试配置说明。
目录测试拓扑: (3)一、BPS界面的登录 (4)二、端口的占用 (6)三、Network Neighborhood的配置 (8)四、Application Simulator组件的测试使用 (13)A-手工建立Application Profile进行测试 (13)B-调用Application Profile模板进行测试 (34)五、Security组件的测试使用 (38)六、Session Sender的测试使用 (47)七、Bit Blaster组件的测试使用 (54)八、Routing Robot测试组件的使用 (58)九、Recreate测试组件的使用 (62)十、Stack Scrambler组件的测试使用 (70)十一、抓包 (74)十二、RFC2544的测试 (76)十三、L4的新建和并发测试 (79)十四、L7的新建和并发测试 (80)十五、L7吞吐量的测试 (84)测试拓扑:本文主要描述的是双臂测试的测试拓扑一、BPS界面的登录1. 在浏览器中输入设备的管理口地址2. 默认的用户名和密码均为admin,填完以后点击LOGIN3. 点击红框中的图标,打开BPS的主要操作界面4. 操作界面的右下方会显示当前设备的软件版本号和ATI号,通过这些可以根据使用情况判断是否需要进行升级。
当前截图的软件版本号为8.30.0,ATI号为306626二、端口的占用1. 点击右上角的红框位置,打开机框图2. 图中我们可以看到这是一台8口的1GE/10GE双速率的PerfectStorm设备3.只需要在希望的端口上点击鼠标左键进行选择,就会发现端口出现图中的样子,代表已经被选中。
iTester测试仪快速使用手册

Version 3.0
缩略语清单:
POS:Packet Over SONET PHY:Physical Layer device iTester:综合宽带测试仪 TM:Test Module HUB:网络集线器 SUT: System Under Test 指被测系统 PPS:Packets Per Second,每秒包个数 BPS:Bytes Per Second,每秒字节数
iTester
Broadband Test System
….………………. iTester宽带测试仪使用手册
Version 3.0
北京信而泰科技有限公司
北京信而泰科技有限公司
版权所有
目 录
1 iTester宽带测试仪综述 .............................................................................................. 1 2 iTester宽带测试仪硬件简介 ....................................................................................... 2 2.1 iTester宽带测试仪硬件概述 ................................................................................ 2 2.2 10/100/1000M 电接口以太网测试模块简介 .......................................................... 3 3 iTester宽带测试仪软件简介 ....................................................................................... 5 4 iTester宽带测试仪组网方式 ....................................................................................... 7 5 iTester硬件安装及使用 .............................................................................................. 8 6 iTester软件安装、驱动安装及使用 ............................................................................ 9 6.1 iTester软件的安装 ................................................................................................ 9 6.2 驱动的安装......................................................................................................... 13 6.3 iTester软件的使用 .............................................................................................. 17 7 注意事项及常见问题处理 ......................................................................................... 32
威伦触摸屏使用手册

Exit 离开。
) Jump To Touch Adjust(触控校准模式):用于校准触摸屏。更换主机板或触摸屏时必须使用这一模
式来校准触摸屏,MT500 系列将会显示相关向导说明来引导您完成这一校准操作。 Direct Online-Simulator EasyManager 的上述 3 个按钮可以强制切换 MT500 到相应的应用程序 模式,远端在线模式或触控校准模式。
) Download(下载):将编译过的程序下载到 MT500。
Upload(上传): MT500 上传工程文件到一个存档文件(后缀名为*.eob), 从 这个存档文件并不能用 EB500 打开,但可以传送到其它的 HMI。这可以用来在需要使用相同程序的 HMI 之间传送文件。
( ) Jump To RDS模式(远端在线模式):用于在线模拟或远端侦错,下载或上传时也会自动使用这一个模
式,也可由此查看系统的ROM版本等一些系统信息。
( ) Jump To Application 模式(应用程序状态模式):这是触摸屏的正常操作模式。按下这个按钮触摸
屏将首先显示下载的工程文件中所设定的起始窗口。如果在触摸屏中没有工程文件(或工程文件损坏)的话, 开机后会自动切换到 RDS 模式,这时可以下载一个完整的工程到触摸屏中,然后再返回操作模式状态。
COM1~9 通信口选择: 选择计算机和触摸 屏 相 连 接 的 计 算 机 的 串 口 为 COM1 或 COM2(可选择 COM1~COM10) 。
38400 bps 115200 bps 通信口速率选择:在下载/上传时决定计算机和触摸屏之间的 数据传输速率,建议选择 115200bps(一般对于一些老型机器 或特殊要求时才选用 38400bps)。
BPS软件基础使用手册
BPS软件基础使用手册BPS软件基础使用手册IXIA系统工程师邢玮本文为BPS软件的基础使用手册,里面包含了BPS常用的几大功能配置说明,以及针对RFC3511测试所对应的L4、L7的新建、并发及L7的应用层吞吐量测试配置说明。
目录测试拓扑: (3)一、BPS界面的登录 (4)二、端口的占用 (6)三、Network Neighborhood的配置 (8)四、Application Simulator组件的测试使用 (13)A-手工建立Application Profile进行测试 (13)B-调用Application Profile模板进行测试 (34)五、Security组件的测试使用 (38)六、Session Sender的测试使用 (47)七、Bit Blaster组件的测试使用 (54)八、Routing Robot测试组件的使用 (58)九、Recreate测试组件的使用 (62)十、Stack Scrambler组件的测试使用 (70)十一、抓包 (74)十二、RFC2544的测试 (76)十三、L4的新建和并发测试 (79)十四、L7的新建和并发测试 (80)十五、L7吞吐量的测试 (84)测试拓扑:本文主要描述的是双臂测试的测试拓扑一、BPS界面的登录1. 在浏览器中输入设备的管理口地址2. 默认的用户名和密码均为admin,填完以后点击LOGIN3. 点击红框中的图标,打开BPS的主要操作界面4. 操作界面的右下方会显示当前设备的软件版本号和ATI号,通过这些可以根据使用情况判断是否需要进行升级。
当前截图的软件版本号为8.30.0,ATI号为306626二、端口的占用1. 点击右上角的红框位置,打开机框图2. 图中我们可以看到这是一台8口的1GE/10GE双速率的PerfectStorm设备3.只需要在希望的端口上点击鼠标左键进行选择,就会发现端口出现图中的样子,代表已经被选中。
BOSCH BPS简介_NEW

6
F42/PJ-BPS
BPS 介绍
价值贡献
0-公里 < 30 ppm
new
10ppm
质量 交付 成本
Q
缺陷成本 < 100 ppm
C
MAE – 减少 > 30% 劳动生产率增高 » 10% p. a.
D
库存降低 < 10 天 供货服务 100%
客户满意
01.2005 | Introduction to BPS_basis.ppt © Robert Bosch GmbH reserves all rights even in the event of industrial property rights. We reserve all rights of disposal such as copying and passing on to third parties.
低
交 付
• 交 付 • 100%
.....
01.2005 | Introduction to BPS_basis.ppt © Robert Bosch GmbH reserves all rights even in the event of industrial property rights. We reserve all rights of disposal such as copying and passing on to third parties.
Bosch Production System (BPS)
01.2005 | Introduction to BPS_basis.ppt © Robert Bosch GmbH reserves all rights even in the event of industrial property rights. We reserve all rights of disposal such as copying and passing on to third parties.
NUPC项目用户手册BPS采购预算流程

NUPC工程用户手册BPS模块北方联合电力文档历史变更历史1 目标本文件描述了采购预算流程:燃煤采购预算,燃油采购预算,材料采购预算,技改工程专业设备采购预算,固定资产零购采购预算.2 流程描述首先从SEM-BPS-005、SEM-BPS-010、SEM-BPS-008、SEM-BPS-021流程中抓取相关预算数据,然后根据实际情况做手工调整,确定合理可行采购预算3 操作步骤3.1 燃煤采购预算作业号SEM-BPS-018采购预算操作部门/人员所属单位财务部预算人员SAP菜单路径SAP菜单-> 采购预算->采购预算SAP业务代码当预算操作台配置完成后,选中采购预算,如下列图:选中后,双击进入下一屏幕执行然后点击抓取燃煤费,燃油费等,此功能将从SEM-BPS-005生产本钱预算自上而下流程抓取燃煤与燃油预算数据,出现下列图(图中数据仅为参考,实际数据源自生产本钱流程数据.)在上图中输入相关信息,并回车.将得出燃煤采购预算.下表输入数据为例如数据,并非真是数据.3.2 燃油采购预算当出现上图界面并点击了抓取燃煤费,燃油费等按钮后,输入燃油信息,然后回车,将得到燃油采购预算.3.3 ,将出现大修费,如下列图. 然后在上图界面输入相关信息.如下字段名数据来源值材料采购预算公式大宗材料费Bps系统(由抓取燃料,燃油费等按钮获取.)0.00(bps系统中没有相关数据)材料费=大宗及维护材料采购预算+大修工程采购预算*备品占大修费比例+材料库存变化维护材料费Bps系统(由抓取燃料,燃油费等按钮获取.)0.00(bps系统中没有相关数据)大修费BPS系统422067600备品站大修比例手工输入10存货定额变化额手工输入3000材料采购预算计算结果如下列图.对相关信息进展修改并点击检查其正确性,确认无误后,点击存盘退出。
3.4 技改工程专用设备采购预算与固定资产零购采购预算在出现上图后,点击抓取技改与零购固定资产,将显示技改工程专用设备采购预算与固定资产零购采购预算结果,如下列图.注:因SEM-BPS-010技改工程总额,与零购资产总额为零,所以这里结果仍为零.4 系统处理责任人员由北方电力公司所属单位预算人员.5 相关文档<SEM-BPS-018 采购流程>。
iTester测试仪快速使用手册(Version 2.7.0.001)

4-Ports 10/100/1000 Mbps 以太网测试模块: 灵活的数据生成和分析能力 每个端口支持多个流(流数可根据需要增加或减少) ; 均衡的流调度模式; 每个流的任意字段可跳变,没有个数限制,该功能强于业界所有同类仪表; 支持多个 CheckSum 域; 支持多个长度变化域; 支持任何包构造; 包长支持固定包长、递增包长和随机等多种; 支持多种净荷内容模板,包括随机数净荷; 每个端口可准确、动态调速,以适应需要的测试流量; 发送包长支持最小 4Bytes,最大 16Kbytes; 支持 5 种包产生模式:Continue,Single,Time, Continue multi Burst 和 Multi Burst; 可以制造 FCS 错误、Checksum 错误,以及 MAC 层的错误(Alignment、 Drible) ; 可支持任何协议控制报文的发送; 丰富的数据统计功能。 实时,线速地生成和分析 2-7 层数据 独到的净荷校验功能,可有效测试系统内部故障 MAC 帧 FCS 错识别和统计; 接收包的自动解析; 提供独立的控制报文通道,控制报文通道带宽达到 20Mbps 以上; IPV4 头 Checksum 校验和校验错统计; 版权所有 第 4 页 / 共 32 页
北京信而泰科技有限公司
iTester 宽带测试仪使用手册
Version 0.2.6
பைடு நூலகம்
接收报文按模板匹配统计; 精确时延测试; 支持包乱序测试; 符合 IETF 相关测试规范; 每个端口提供 64Mbits 捕捉 Buffer; 可按事件和模板捕捉指定报文; 支持 IPV6。 详尽的统计数据 实时 64 位计数器提供了收/发数据的各方面详细统计信息 能实时监控接收数据的流量 最大、最小和平均时延统计 乱序统计 各种错误统计 指定包类型统计
亚安网络监控系统软件使用手册
4.1 登录与退出 ...............................................................................................................10 4.2 亚安网络监控系统界面简介...................................................................................... 11
5.3 设置菜单 ...................................................................................................................18 5.3.1 系统设置 ............................................................................................................18 5.3.2 服务器分配.........................................................................................................23 5.3.3 轮巡监视设置 .....................................................................................................25 5.3.4 编辑电子地图 .....................................................................................................26 5.3.4.1 创建电子地图 ..............................................................................................26
bps使用手册
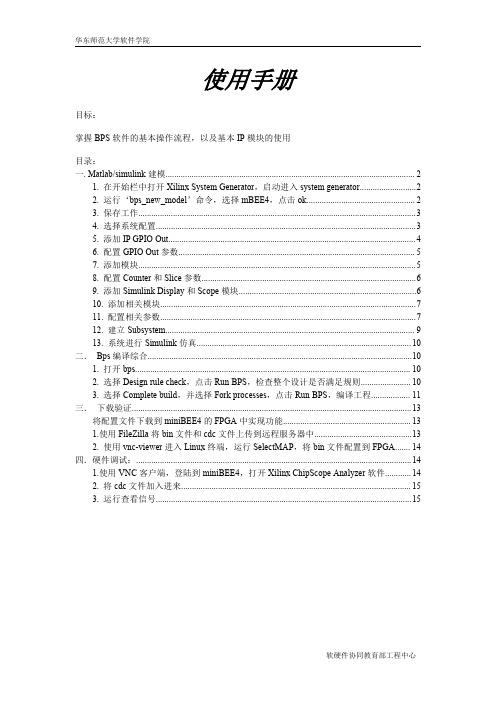
使用手册目标:掌握BPS软件的基本操作流程,以及基本IP模块的使用目录:一.Matlab/simulink建模 (2)1.在开始栏中打开Xilinx System Generator,启动进入system generator (2)2.运行‘bps_new_model’命令,选择mBEE4,点击ok (2)3.保存工作 (3)4.选择系统配置 (3)5.添加IP GPIO Out (4)6.配置GPIO Out参数 (5)7.添加模块 (5)8.配置Counter和Slice参数 (6)9.添加Simulink Display和Scope模块 (6)10.添加相关模块 (7)11.配置相关参数 (7)12.建立Subsystem (9)13.系统进行Simulink仿真 (10)二.Bps编译综合 (10)1.打开bps (10)2.选择Design rule check,点击Run BPS,检查整个设计是否满足规则 (10)3.选择Complete build,并选择Fork processes,点击Run BPS,编译工程 (11)三.下载验证 (13)将配置文件下载到miniBEE4的FPGA中实现功能 (13)1.使用FileZilla将bin文件和cdc文件上传到远程服务器中 (13)2.使用vnc-viewer进入Linux终端,运行SelectMAP,将bin文件配置到FPGA (14)四.硬件调试: (14)1.使用VNC客户端,登陆到miniBEE4,打开Xilinx ChipScope Analyzer软件 (14)2.将cdc文件加入进来 (15)3.运行查看信号 (15)过程:一.Matlab/simulink建模1.在开始栏中打开Xilinx System Generator,启动matlab R2012a并进入system generator。
2.运行‘bps_new_model’命令,选择mBEE4,点击ok3.保存工作4.选择系统配置5.添加IP GPIO Out6.配置GPIO Out参数7.添加Xilinx模块Counter和Slice,并连接模块8.配置Counter和Slice参数9.添加Simulink Display和Scope模块,并连线10.添加Shared BRAM、Constant、Gateway Out和Chipscope相关模块,并连线11.配置相关参数12.设计输入至此结束,建立Subsystem,并命名为mBEE4_240T13.下面对系统进行Simulink仿真,配置仿真时间参数为4e-5(40us),修改Counter位数为10(便于仿真观察),点击Simulation Start,开始仿真,并查看仿真结果二.Bps编译综合使用BPS GUI编译综合项目,并生成FPGA配置文件,下载到miniBEE1.选择顶层model窗口,然后在Matlab窗口输入bps,弹出bps对话框2.选择Design rule check,点击Run BPS,检查整个设计是否满足规则3.选择Complete build,并选择Fork processes,点击Run BPS,编译工程,并等待生成FPGA配置文件,FPGA配置文件会生成在GPIO_BRAM_mBEE4_240T/output/xxxx_xxxx目录下,其中xx为日期文件夹。
bps测试仪使用手册

标题:bps测试仪使用手册一、简介bps测试仪是一种用于测量血压的仪器,广泛应用于医疗领域。
本使用手册旨在帮助用户正确使用bps测试仪,以确保测量结果的准确性和可靠性。
二、设备准备在使用bps测试仪之前,请确保以下准备工作已经完成:1. 仪器已充电完成;2. 仪器已正确安装和调试;3. 准备足够的血压计袖带、听诊器等附件。
三、测量步骤1. 连接仪器:将bps测试仪与血压计袖带、听诊器等附件正确连接。
2. 设定参数:在测试仪上设置测量参数,包括测量方式(收缩压/舒张压)、测量时间、充气压力等。
3. 绑袖带:将血压计袖带正确绑在受试者上臂,确保松紧适度。
4. 充气:按下测试仪上的充气按钮,开始充气至指定的充气压力。
5. 听诊:当袖带内压力达到指定值时,听诊器可以听到受试者心脏的跳动声。
6. 测量:当受试者心脏的跳动声消失时,按下测试仪上的放气按钮,逐渐放气,同时开始读取血压计上的数值。
7. 记录:将测量的血压值记录在相应的表格或报告中。
四、注意事项1. 在测量过程中,确保受试者保持安静,避免移动或说话,以免影响测量结果。
2. 确保血压计袖带绑扎位置正确,松紧适度。
过松或过紧都可能导致测量结果不准确。
3. 每次测量前,请确保仪器已充电完成,并检查仪器是否正确安装和调试。
4. 请定期对仪器进行校准和保养,以确保测量结果的准确性和可靠性。
5. 若出现异常情况,如无法正常测量、仪器故障等,请立即停止使用并及时联系专业维修人员。
五、常见问题及解决方法1. 问题:测量过程中,无法听到受试者心脏的跳动声怎么办?解决方法:请检查听诊器是否正确放置在受试者上臂,并确保袖带绑扎位置正确。
如果问题仍然存在,请更换听诊器或重新绑扎袖带。
2. 问题:测量结果偏差较大怎么办?解决方法:请检查血压计袖带绑扎位置是否正确,并确保松紧适度。
此外,定期对仪器进行校准和保养,以确保测量结果的准确性和可靠性。
3. 问题:测试仪无法正常充电怎么办?解决方法:请检查充电器是否损坏,或尝试更换充电器进行充电。
BPS4000 应用手册说明书
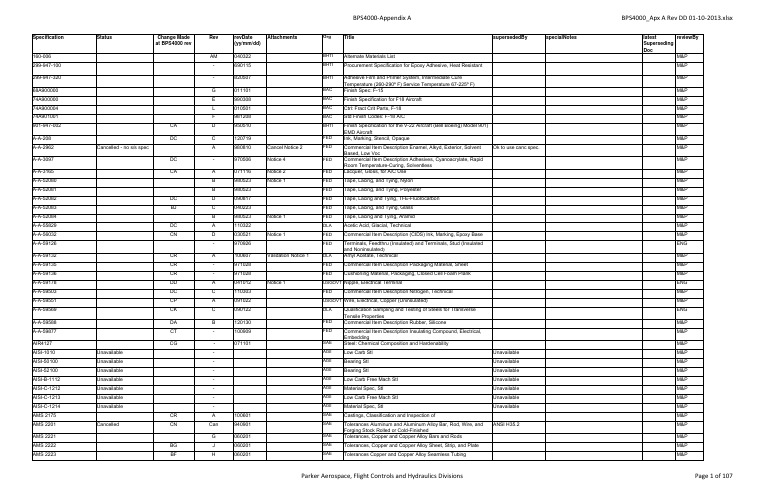
160-006AM040322BHTI Alternate Materials List M&P 299-947-100-690115BHTI Procurement Specification for Epoxy Adhesive, Heat Resistant M&PM&P 299-947-320-820507BHTI Adhesive Film and Primer System, Intermediate CureTemperature (260-290º F) Service Temperature 67-225º F)68A900000G011101BAC Finish Spec: F-15M&P 74A900000E990308BAC Finish Specification for F18 Aircraft M&P 74A900004L010501BAC Ctrl: Fract Crit Parts, F-18M&P 74A901001F981208BAC Std Finish Codes: F-18 A\C M&PM&P 901-947-002CA D950510BHTI Finish Specification for the V-22 Aircraft (Bell Boeing) Model 901)EMD AircraftA-A-208DC C120719FED Ink, Marking, Stencil, Opaque M&POk to use canc spec.M&P A-A-2962Cancelled - no s/s spec A980810Cancel Notice 2FED Commercial Item Description Enamel, Alkyd, Exterior, SolventBased, Low VocA-A-3097DC-970506Notice 4FED Commercial Item Description Adhesives, Cyanoacrylate, RapidM&PRoom Temperature-Curing, SolventlessA-A-3165CA A071116Notice 2FED Lacquer, Gloss, for A/C Use M&P A-A-52080B980523Notice 1FED Tape, Lacing, and Tying, Nylon M&P A-A-52081B980523FED Tape, Lacing, and Tying, Polyester M&P A-A-52082DC D090817FED Tape, Lacing and Tying, TFE-Fluorocarbon M&P A-A-52083BJ C040223FED Tape, Lacing, and Tying, Glass M&P A-A-52084B980523Notice 1FED Tape, Lacing and Tying, Aramid M&P A-A-55829DC A110322DLA Acetic Acid, Glacial, Technical M&P A-A-56032CN D030521Notice 1FED Commercial Item Description (CIDS) Ink, Marking, Epoxy Base M&PENG A-A-59126-970926FED Terminals, Feedthru (Insulated) and Terminals, Stud (Insulatedand Noninsulated)A-A-59132CR A100607Validation Notice 1DLA Amyl Acetate, Technical M&P A-A-59135CR-971028FED Commercial Item Description Packaging Material, Sheet M&P A-A-59136CR-971028FED Cushioning Material, Packaging, Closed Cell Foam Plank M&P A-A-59178DD A041012Notice 1USGOVT Nipple, Electrical Terminal ENG A-A-59503DC C110303FED Commercial Item Description Nitrogen, Technical M&P A-A-59551CP A091022USGOVT Wire, Electrical, Copper (Uninsulated) M&PENG A-A-59569CK C090122DLA Qualification Sampling and Testing of Steels for TransverseTensile PropertiesA-A-59588DA B120130FED Commercial Item Description Rubber, Silicone M&PM&P A-A-59877CT-100909FED Commercial Item Description Insulating Compound, Electrical,EmbeddingAIR4127CG - 071101SAE Steel: Chemical Composition and Hardenability M&P AISI-1010Unavailable-AISI Low Carb Stl Unavailable M&P AISI-50100Unavailable-AISI Bearing Stl Unavailable M&P AISI-52100Unavailable-AISI Bearing Stl Unavailable M&P AISI-B-1112Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1212Unavailable-AISI Material Spec, Stl Unavailable M&P AISI-C-1213Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1214Unavailable-AISI Material Spec, Stl Unavailable M&P AMS 2175CR A100601SAE Castings, Classification and Inspection of M&PANSI H35.2M&P AMS 2201Cancelled CN Can940901SAE Tolerances Aluminum and Aluminum Alloy Bar, Rod, Wire, andForging Stock Rolled or Cold-FinishedAMS 2221G060201SAE Tolerances, Copper and Copper Alloy Bars and Rods M&P AMS 2222BG J060201SAE Tolerances, Copper and Copper Alloy Sheet, Strip, and Plate M&P AMS 2223BF H060201SAE Tolerances Copper and Copper Alloy Seamless Tubing M&PAMS 2224G060201SAE Tolerances Copper and Copper Alloy Wire M&P AMS 2241CN R070701SAE Tolerances, Corrosion and Heat-Resistant Steel, Iron Alloy,M&PTitanium, and Titanium Alloy Bars and WireM&P AMS 2242CC G080604SAE Tolerances Corrosion and Heat Resistant Steel, Iron Alloy,Titanium and Titanium Alloy Sheet, Strip and PlateAMS 2243CU J101101SAE Tolerances Corrosion and Heat-Resistant Steel Tubing M&PM&P AMS 2248DB G110301SAE Chemical Check Analysis Limits Corrosion and Heat-ResistantSteels and Alloys, Maraging and other Highly-Alloyed Steels, andIron AlloysAMS 2249CN G090701SAE Chemical Check Analysis Limits Titanium and Titanium Alloys M&PM&P AMS 2259CN E071201SAE Chemical Check Analysis Limits Wrought Low-Alloy and CarbonSteelsM&P AMS 2269CN F060501SAE Chemical Check Analysis Limits Nickel, Nickel Alloys, and CobaltAlloysAMS 2300CU L100801SAE Steel Cleanliness, Premium Aircraft-Quality Magnetic ParticleM&PInspection ProcedureM&P AMS 2301CT K100801SAE Steel Cleanliness, Aircraft Quality Magnetic Particle InspectionProcedureM&P AMS 2303CT F100801SAE Steel Cleanliness, Aircraft Quality, Martensitic Corrosion ResistantSteels Magnetic Particle Inspection ProcedureAMS 2304CV B100801SAE Steel Cleanliness, Special Aircraft-Quality Magnetic ParticleM&PInspection ProcedureM&P AMS 2310BE F060201SAE Qualification Sampling and Testing of Steels for TransverseTensile PropertiesAMS 2315CN F080101SAE Determination of Delta Ferrite Content M&P AMS 2350Cancelled - no s/s spec CN BA891001SAE Standards and Test Methods Ok to use canc spec.M&P AMS 2355DB K110301SAE Quality Assurance Sampling and Testing Aluminum Alloys andM&PMagnesium Alloy Wrought Products (Except Forging Stock), andRolled, Forged, or Flash Welding RingsAMS 2360CN D070701SAE Room Temperature Tensile Properties of Castings M&P AMS 2370DB K110601SAE Quality Assurance Sampling and Testing Carbon and Low-AlloyM&PSteel Wrought Products and Forging StockM&P AMS 2371DB J110601SAE Quality Assurance Sampling and Testing Corrosion and Heat-Resistant Steels and Alloys Wrought Products and Forging StockM&P AMS 2372DB F110601SAE Quality Assurance Sampling and Testing Carbon and Low-AlloySteel ForgingsAMS 2375CN D070601SAE Control of Forgings Requiring First Article Approval M&P AMS 2380CN F080601SAE Approval and Control of Premium-Quality Titanium Alloys M&P AMS 2400BV W070701SAE Plating, Cadmium M&P AMS 2401CN H071101SAE Plating, Cadmium Low Hydrogen Content Deposit M&P AMS 2403BM L041001SAE Plating, Nickel General Purpose M&P AMS 2404CH F081201SAE Plating, Electroless Nickel M&P AMS 2405Noncurrent CN C841010SAE Electroless Nickel Plate, Low Phosphorous M&P AMS 2406BV L070501SAE Plating, Chromium Hard Deposit M&P AMS 2408CF J081101SAE Plating, Tin M&P AMS 2410CR K100401SAE Plating, Silver Nickel Strike, High Bake M&P AMS 2411CB G080201SAE Plating, Silver for High Temperature Applications M&P AMS 2412CN J091201SAE Plating, Silver Copper Strike, Low Bake M&P AMS 2416CU L101201SAE Plating, Nickel-Cadmium Diffused M&P AMS 2417CU H101001SAE Plating, Zinc-Nickel Alloy M&P AMS 2418CU H110201SAE Plating, Copper M&P AMS 2419BM C030501SAE Plating, Cadmium-Titanium M&PM&P AMS 2420D021201SAE Plating of Aluminum for Solderability Zinc Immersion Pre-Treatment ProcessAMS 2423See special notes.CE D020401SAE Plating, Nickel Hard Deposit Continue to use AMS-QQ-N-290 for ClassM&P2 Nickel.AMS 2424CR F100401SAE NI Plate, Low Stressed Deposit M&P AMS 2426BT D020901SAE Coating, Cadmium Vacuum Deposition M&P AMS 2427DD D070701SAE Aluminum Coating Ion Vapor Deposition M&P AMS 2429CY D111001SAE Bronze Plate Masking M&P AMS 2430DB S120701SAE Shot Peening, Automatic M&P AMS 2432DD C070901SAE Shot Peening, Computer Monitored M&P AMS 2433C041001SAE Plating, Nickel-Thallium-Boron or Nickel-Boron M&P AMS 2434CY D110901SAE Plating, Tin-Zinc Alloy M&P AMS 2435Noncurrent CN G070601SAE Coating, Tungsten Carbide-Cobalt Coating, Detonation Process M&P AMS 2437BN C710111SAE Coating, Plasma Spray Deposition M&P AMS 2438CL D090701SAE Plating, Chromium Thin, Hard, Dense Deposit M&P AMS 2444BM A001201SAE Coating, Titanium Nitride Physical Vapor Deposition M&P AMS 2451CW C110701SAE Plating, Brush General Requirements M&PAMS 2460See special notes CA-070701SAE Plating, Chromium If dwg requires chrome plate per AMS-QQ-C-320then stress relief and embritlmnt (emb) bakerelief per BPS4620. If dwg req's chrome plateper AMS2460then stress relief and bake relief M&PAMS 2468Cancelled CN G981001SAE Hard Anodic Coating Treatment of Aluminum Alloys AMS 2469M&P AMS 2469CG H080701SAE Hard Anodic Coating Treatment of Aluminum and AluminumAlloys Processing and Performance RequirementsM&P AMS 2470CN M070401SAE Anodic Treatment of Aluminum Alloys Chromic Acid Process M&P AMS 2471CN G081201SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process,Undyed CoatingM&P AMS 2472DD F070801SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process, DyedCoatingM&P AMS 2473DD G021001SAE Chemical Film Treatment for Aluminum Alloys General PurposeCoatingM&P AMS 2474Noncurrent DD D060201SAE Chemical Treatment for Aluminum Alloys Low ElectricalResistance CoatingAMS 2477M&P AMS 2477DD A100401SAE Conversion Coating for Aluminum Alloys Low Electrical Coating M&P AMS 2481CP J100201SAE Phosphate Treatment Antichafing M&P AMS 2482CN D100101SAE Hard Anodic Coating on Aluminum Alloys Polytetrafluoroethylene(PTFE)-Impregnated or CodepositedM&P AMS 2485BY K080101SAE Coating, Black Oxide M&P AMS 2486CR E100501SAE Conversion Coating of Titanium Alloys Fluoride-Phosphate Type M&P AMS 2487CN A000301SAE Anodic Treatment of Titanium and Titanium Alloys Solution pH12.4 MaximumM&P AMS 2488D000606SAE Anodic Tr: Ti, Ti Alys M&P AMS 2515CV F110601SAE Polytetrafluoroethylene (PTFE) Resin Coating Low Build, 370 to400 °C (698 to 752 °F) FusionM&P AMS 2516BM D900101SAE Polytetrafluoroethylene (PTFE) Resin Coating High Build, 370 to400 °C (698 to 752 °F) FusionM&P AMS 2525C030401SAE Graphite Coating, Thin Lubricating Film Impingement Applied M&P AMS 2526BW C071001SAE Molybdenum Disulfide Coating, Thin Lubricating Film ImpingementAppliedM&P AMS 2590DD-101201SAE Rotary Flap Peening of Metal Parts M&P AMS 2615BM F060901SAE Pressure Testing Hydraulic Pressure as Specified M&P AMS 2630CR C100101SAE Inspection, Ultrasonic Product Over 0.5 Inch (12.7 mm) Thick M&P AMS 2631CW D110701SAE Ultrasonic Inspection Titanium and Titanium Alloy Bar and Billet M&P AMS 2632BN A950301SAE Inspection, Ultrasonic, of Thin Materials 0.50 Inch (12.7 mm) andUnder in Cross-Sectional ThicknessM&P AMS 2635Cancelled Can810701SAE Radiographic Insp ASTM E1742M&P AMS 2640Cancelled CH Can960401SAE Magnetic Particle Inspection ASTM E1444M&PAMS 2645Cancelled CH Can950201SAE Fluorescent Penetrant Inspection ASTM E1417M&P AMS 2649CA C080101SAE Etch Inspection of High Strength Steel Parts M&P AMS 2658CN C091001SAE Hardness and Conductivity Inspection of Wrought Aluminum AlloyPartsM&P AMS 2664CH F950701SAE Brazing, Silver for Use Up to 800 °F (427 °C)M&P AMS 2665G030101SAE Brazing, Silver for Use up to 400 °F (204 °C)M&P AMS 2666Cancelled Can840101SAE Ag Braz, High Temp AMS 2664M&P AMS 2670BK J060601SAE Brazing, Copper M&P AMS 2671Cancelled CH Can920101SAE Copper Brazing Corrosion and Heat Resistant Steels and Alloys AMS 2670M&P AMS 2672CY G120101SAE Brazing, Aluminum Torch or Furnace M&P AMS 2673DB E120101SAE Brazing, Aluminum and Aluminum Alloys Molten Flux (Dip)M&P AMS 2675G020501SAE Brazing, Nickel Alloy Filler Metal M&P AMS 2680C010601SAE Electron-Beam Welding for Fatigue Critical Applications M&P AMS 2681B000301SAE Electron Beam Welding M&P AMS 2685Noncurrent CP E071001SAE Welding, Tungsten Arc, Inert Gas GTAW Method M&P AMS 2689Noncurrent CH A980201SAE Fusion Welding Titanium and Titanium Alloys M&P AMS 2694BR B070201SAE In-Process Welding of Castings M&P AMS 2700DA E111101SAE Passivation of Corrosion Resistant Steels All acceptance testing shall be per Class 4except for Martensitic CRES alloy 440C,which requires no class testing.M&PAMS 2728DC C120901SAE Heat Treatment of Wrought Copper Beryllium Alloy Parts M&P AMS 2745CJ A071201SAE Induction Hardening of Steel Parts M&P AMS 2750DB E120701SAE Pyrometry M&P AMS 2753CF C080801SAE Liquid Salt Bath Ferritic Nitrocarburizing Non-Cyanide Bath M&P AMS 2755Cancelled CM Can090701SAE Nitriding, Molten Salt Bath Process not available, consider AMS 2753as replacement.M&P AMS 2759CE E081001SAE Heat Treatment of Steel Parts General Requirements M&PAMS 2759/1CJ E090201SAE Heat Treatment of Carbon and Low-Alloy Steel Parts MinimumTensile Strength Below 220 ksi (1517 MPa)Supersedes MIL-H-6875 for carbon & low-alloy steels below 220 ksi.M&PAMS 2759/2CR F100501SAE Heat Treatment of Low-Alloy Steel Parts Minimum TensileStrength 220 ksi (1517 MPa) and Higher Supersedes MIL-H-6875 for low-alloysteels, 220 ksi & higher.M&PAMS 2759/3CE E080801SAE Heat Treatment Precipitation-Hardening Corrosion-Resistant andMaraging Steel Parts Supersedes MIL-H-6875 for precipitationhardening & maraging steel.M&PAMS 2759/4CA C080301SAE Heat Treatment Austenitic Corrosion-Resistant Steel Parts Supersedes MIL-H-6875 for austenticsteels.M&P AMS 2759/5D040601SAE Heat Treatment Martensitic Corrosion Resistant Steel Parts Supersedes MIL-H-6875 for martensiticsteels.M&P AMS 2759/6BM B051101SAE Gas Nitriding and Heat Treatment of Low - Alloy Steel Parts Use Standard Drawing Notes perBDS2240.M&P AMS 2759/7CT B100501SAE Carburizing and Heat Treatment of Carburizing Grade Steel Parts M&P AMS 2759/8CG A070601See Special Notes SAE Ion Nitriding 1. Infrared pyrometry may be used to measuretemperature. 2. The nitriding temperature may beless than 50 degrees below the tempering oraging temperature provided that the corehardness is not reduced. 3. for small loads, aminimum of two acceptance testing specimensM&PAMS 2759/9CL D090501SAE Hydrogen Embrittlement Relief (Baking of Steel Parts)Supersedes MIL-H-6875 for stressrelieving steels.M&P AMS 2759/10CN A060601SAE Automated Gaseous Nitriding Controlled by Nitriding Potential M&P AMS 2759/11BW-050401SAE Stress Relief of Steel Parts M&P AMS 2762Noncurrent CP B020101SAE Carburizing Carbon and Low-Alloy Steel Parts M&P AMS 2768CR C100701SAE Heat Treatment of Magnesium Alloy Castings M&P AMS 2769DD B091201SAE Heat Treatment of Parts in a Vacuum M&P AMS 2770CY J110901SAE Heat Treatment of Wrought Aluminum Alloy Parts M&PAMS 2771CW D040701SAE Heat Treatment of Aluminum Alloy Castings M&P AMS 2772CW F110701SAE Heat Treatment of Aluminum Alloy Raw Materials M&P AMS 2774DC D121001SAE Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts M&P AMS 2800CN D060801SAE Identification Finished Parts M&P AMS 2801B030301SAE Heat Treatment of Titanium Alloy Parts M&PM&P AMS 2807CF B080201SAE Identification Carbon and Low-Alloy Steels, Corrosion and Heat-Resistant Steels and Alloys Sheet, Strip, Plate and Aircraft TubingAMS 3025CN C090901SAE Polyalkylene Glycol Heat Treat Quenchant M&P AMS 3106Cancelled Can830401SAE Primer, Adhesive, Corr Inhib AMS 3107M&P AMS 3107A910401SAE Primer, Adhesive, Corr-Inhibiting M&P AMS 3195CV F110501SAE Silicone Rubber Sponge, Closed Cell, Medium M&P AMS 3216G050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid ResistantM&PLow Compression Set 70 to 80M&P AMS 3218C050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid ResistantLow Compression Set 85 to 95AMS 3276CB E080301SAE Sealing Compound, Integral Fuel Tanks and General Purpose,M&PIntermittent Use to 360 °F (182 °C)AMS 3301DB H110601SAE Silicone Rubber, General Purpose, 40 Durometer M&P AMS 3305H900401SAE Silicone Rubber, Gen Purp, 75-85M&P AMS 3374C050701SAE Sealing Compound Aircraft Firewall M&P AMS 3410J981001SAE Flux, Ag Braz M&P AMS 3411D981001SAE Flux Silver Brz, High Temp M&PM&P AMS 3644BL G060901SAE Plastic: Polyimide for Molded Rod, Bar, and Tube, Plaque, andformed PartsM&P AMS 3645CY D120101SAE Polychlorotrifluoroethylene (PCTFE), Compression Molded HeavySections, UnplasticizedAMS 3650CY D120101SAE Rods, Sheets, and Molded Shapes, PolychlorotrifluoroethyleneM&P(PCTFE) UnplasticizedAMS 3651Cancelled Can870401SAE PTFE AMS 3667M&P AMS 3651Cancelled Can870401PTFE AMS 3652M&P AMS 3651Cancelled Can870401PTFE AMS 3656M&P AMS 3651Cancelled Can870401PTFE AMS 3660M&P AMS 3652C930101SAE PTFE Film, Non-Crit Grade M&P AMS 3656CW H110801SAE PTFE Extrusions, Normal Strength, As Sintered M&P AMS 3657CW F110801SAE PTFE, Extrusions, Premium Strength, As Sintered M&P AMS 3658CW F110801SAE PTFE, Extrusions, Premium M&P AMS 3659CW F110801SAE Polytetrafluoroethylene (PTFE) Extrusions, Premium Strength,M&PSintered and Stress-RelievedAMS 3660CW E110801SAE Polytetrafluoroethylene Moldings M&P AMS 3666DB E120101SAE PTFE Sht, Glass Reinforced M&PM&P AMS 3667CW E110801SAE Polytetrafluoroethylene Sheet, Molded General Purpose Grade,As SinteredAMS 3668CW E110801SAE PTFE, Moldings, Premium Grade, A Sintered M&P AMS 3670/1B950401SAE Unfilled Polyamide-Imide, Bar M&P AMS 3824CN C950901SAE Cloth, Glass Finished for Resin Laminates M&P AMS 4001Cancelled CK Can070701SAE Aluminum Sheet and Plate 0.12Cu (1100-0) Annealed ASTM B209M&P AMS 4013CN F070501SAE Aluminum Sheet, Laminated Surface Bonded M&PM&P AMS 4015CN L070201SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-0)AnnealedM&P AMS 4016CN L060901SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-H32)Strain Hardened, Quarter Hard, and StabilizedAMS 4017CN K041201SAE Aluminum Alloy Sheet and Plate 2.5Mg - 0.25Cr (5052-H34) Strain-M&PHardened, Half Hard, and StabilizedM&P AMS 4023Noncurrent CN E840401SAE Aluminum Alloy Sheet and Plate Alclad 1.0Mg - 0.60Si - 0.28Cu -0.20Cr (Alclad 6061; -T6 Sheet, -T651 Plate)AMS 4025CE L080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg - 0.60Si-0.28Cu-AMS-QQ-A-250/11A - cancelled - 2008M&P0.20Cr(6061-0) AnnealedAMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4026CE M080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr(6061;-T4 Sheet, T-451 Plate) Solution Heat Treated andNaturally AgedAMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4027CE N080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr(6061;-T6 Sheet, T-651 Plate) Solution and Precipitation HeatTreatM&P AMS 4037CY P111201SAE Aluminum Alloy, Sheet and Plate 4.4Cu - 1.5Mg - 0.60Mn (2024; -T3 Flat Sheet, T351 Plate) Solution Heat TreatedM&P AMS 4048CW N100801SAE Aluminum Alloy Sheet and Plate, Alclad 5.6Zn - 2.5Mg - 1.6Cu -0.23Cr (Alclad 7075-O) Annealed or When Specified, "Asfabricated" (Alclad 7075-F)AMS 4049CW L101201SAE Aluminum Alloy Sheet and Plate, Alclad 5.6Zn - 2.5Mg - 1.6Cu -M&P0.23Cr (Alclad 7075; -T6 Sheet - T651 Plate) Solution andPrecipitation Heat TreatedAMS 4056DB G101001SAE Aluminum Alloy, Sheet and Plate 4.4Mg - 0.70Mn - 0.15Cr (5083-M&P01)M&P AMS 4080CN N091201SAE Aluminum Alloy, Drawn Seamless Tubing 1.0Mg - 0.60Si - 0.28Cu- 0.20Cr (6061-O) AnnealedM&P AMS 4081CC J080601SAE Aluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-T4) Solution Heat Treatedand Naturally AgedM&P AMS 4083BW K000901SAE Aluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round1.0Mg - 0.60Si - 0.28Cu - 0.20Cr- (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4086BL N060901SAE Aluminum Alloy, Drawn, Round, Seamless Hydraulic Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3) Solution Heat Treated, Cold Worked,and Naturally AgedAMS 4088BT K070301SAE Aluminum Alloy, Drawn, Seamless Tubing 4.4Cu-1.5Mg-0.60MnM&P(2024-T3) Solution Heat Treated and Cold WorkedAMS 4107F051101SAE Alum Aly Die Forg, (7050-T14)M&PM&P AMS 4113CH E030701SAE Aluminum Alloy, Extruded Profiles 1.0Mg - 0.60Si - 0.28Cu -0.20Cr (6061-T6) Solution and Precipitation Heat TreatedM&P AMS 4115CU H090701SAE Aluminum Alloy, Rolled or Cold-Finished, Bars, Rods, Wire, andFlash Welded Rings Annealed 1.0Mg - 0.60Si - 0.2Cu - 0.20Cr(6061-0)M&P AMS 4116CN H090701SAE Aluminum Alloy, Bars, Rods, and Wire 1.0Mg - 0.60Si - 0.3Cu -0.20Cr (6061-T4) Cold Finished, Solution Heat Treated andNaturally AgedM&P AMS 4117CM J090701SAE Aluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wireand Flash Welded Rings 1.0Mg -0.60Si - 0.28Cu - 0.20Cr (6061; -T6, -T651) Solution and Precipitation Heat TreatedAMS 4120M&P AMS 4119Cancelled CN Can900101SAE Aluminum Alloy Bars, Rolled, Drawn, or Cold Finished 4.4Cu -1.5Mg - 0.60Mn (2024-T351) Stress Relief StretchedAMS 4120R020901SAE Aluminum Alloy, Rolled or Cold Finished Bars, Rods, and WireM&P4.4Cu - 1.5 Mg - 0.60Mn (2024) Solution Heat Treated andNaturally Aged (T4) Solution Heat Treated, Cold Worked, andNaturally Aged (T351)M&P AMS 4121CA H071101SAE Aluminum Alloy Bars, Rods, and Wire, Rolled or Cold Finished4.5Cu - 0.85Si - 0.80Mn - 0.50Mg (2014-T6) Solution andPrecipitation Heat TreatedM&P AMS 4123CN H060101SAE Aluminum Alloy, Rolled or Cold Finished Bars and Rods (7075-T651) Solution and Precipitation Heat TreatedM&P AMS 4124BU D050801SAE Aluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire5.6Zn-2.5Mg-1.6Cu-0.23Cr (7075-T7351) Solution Heat Treated,Stress Relieved by Stretching and OveragedM&P AMS 4128CN D071001SAE Aluminum Alloy Bars, Rolled or Cold Finished 1.0Mg - 0.60Si -0.30Cu - 0.20Cr (6061-T451) Solution Heat Treated and StressRelieved by StretchingM&P AMS 4132CF F081201SAE Aluminum Alloy, Die and Hand Forgings, Rolled Rings, andForging Stock 2.3Cu-1.6Mg-1.1Fe-1.0Ni-0.18Si-0.07Ti (2618-T61)Solution and Precipitation Heat TreatedM&P AMS 4133CN E090301SAE Aluminum Alloy Forgings and Rolled Rings 4.4Cu -0.85Si -0.80Mn- 0.50Mg (2014-T6) Solution and Precipitation Heat TreatedAMS 4135Cancelled CN Can860401SAE Aluminum Alloy Forgings 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg (2014-AMS 4133M&PT6) Solution and Precipitation Heat TreatedM&P AMS 4141CE F081001SAE Aluminum Alloy Die Forgings 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr(7075-T73) Solution and Precipitation Heat TreatedM&P AMS 4144BN F060501SAE Aluminum Alloy, Hand Forgings and Rolled Rings 6.3Cu - 0.30Mn -0.18Zr - 0.10V - 0.06Ti (2219-T852/T851) Solution Heat Treated,Mechanically Stress Relieved, and Precipitation Heat-TreatedM&P AMS 4149D020901SAE Aluminum Alloy, Die and Hand Forgings 5.6n - 2.5Mg - 1.6Cu -0.23Cr (7175-T74) Solution and Precipitation Heat TreatedM&P AMS 4150CN L030801SAE Aluminum Alloy, Extrusions and Rings 1.0Mg - 0.60Si - 0.28Cu -0.20Cr - (6061-T6) Solution and Precipitation Heat TreatedM&P AMS 4162D030701SAE Aluminum Alloy, Extrusions 6.3Cu - 0.30Mn - 0.18Zr - 0.10V -0.06Ti (2219-T8511) Solution Treated, Stress Relief Stretched,Straightened, and Precipitation Heat TreatedM&P AMS 4173CN E030701SAE Aluminum Alloy, Extrusions 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr(6061-T6511) Solution Heat Treated, Stress Relieved byStretching, Straightened, and Precipitation Heat TreatedM&P AMS 4181C030401SAE Aluminum Alloy, Welding Wire 7.0Si - 0.38Mg - 0.10Ti (4008)(UNS A94008)M&P AMS 4182CN G091201SAE Alum Aly Wire, Annealed 5.0Mg - 0.12Mn - 0.12Cr (5056-0)AnnealedAMS 4185DB E120201SAE Fill Mtl, Alum Braz, 12SI, (4047)M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4181M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4233M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4244M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4245M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4246M&P AMS 4210CN K050301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T51)M&PPrecipitation Heat TreatedM&P AMS 4212CU K110201SAE Aluminum Alloy Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T6)Solution and Precipitation Heat TreatedAMS 4214CN J080601SAE Castings, Aluminum Alloy Sand 5.0Si - 1.2Cu - 0.50Mg (355.0M&PT71) Solution Heat Treated and OveragedM&P AMS 4215CN H080301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (C355.0-T6)Solution and Precipitation Heat TreatedAMS 4217CN H070401SAE Aluminum Alloy, Castings 7.0Si - 0.32Mg (A356.0-T6) (formerlyM&PT6P Temper) Solution and Precipitation Heat TreatedM&P AMS 4218CN J100101SAE Aluminum Alloy Castings 7.0Si-0.35Mg (A356.0-T6) (formerly T6PTemper) Solution and Precipitation Heat TreatedM&P AMS 4223CN D070401SAE Aluminum Alloy, Castings 4.5Cu - 0.70Ag - 0.30Mn - 0.25Mg -0.25Ti (A201.0-T4) Solution Heat Treated and Naturally AgedAMS 4224Cancelled - no s/s spec CN C100101SAE Aluminum Alloy Castings, Sand 4.0Cu - 2.1Ni - 2.0Mg - 0.30Cr -Ok to use canc spec.M&P0.30Mn - 0.13T - 0.13V (243.0) StabilizedM&P AMS 4225CN D070601SAE Aluminum Alloy, Heat Resistant, Castings 5.0Cu - 1.5Ni - 0.25Mn -0.25Sb - 0.25Co - 0.20Ti - 0.20Zr (203.0-T6) Solution HeatTreated and Precipitation Heat TreatedM&P AMS 4226Noncurrent CN A830101SAE Aluminum Alloy Castings, High Strength 5.0Cu - 0.35Mn - 0.18Zr-0.10V (224.0) Solution and Precipitation Heat Treated (Overaged)Ok to use canc spec.M&P AMS 4227Cancelled - no s/s spec CN E050701SAE Aluminum Alloy, Casting, Sand, 8.0Cu 6.0Mg 0.50Mn 0.50Ni, AsCastM&P AMS 4229DA F120201SAE Aluminum Alloy Castings, High Strength 4.5Cu - 0.7Ag - 0.30Mn -0.25Mg - 0.25Ti (A201.0-T7) Solution Heat Treated and OveragedM&P AMS 4233C030301SAE Aluminum Alloy, Welding Wire 4.5 Cu - 0.70Ag - 0.30Mn - 0.25Mg -0.25Ti (A201.0-T7) Solution Heat Treated and OveragedAMS 4235CN B080301SAE Aluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti(A206.0-T71) Solution and Precipitation Heat TreatedM&P AMS 4236CN B070801SAE Aluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti(A206.0-T4) Solution Heat Treated and Naturally AgedM&P AMS 4237Cancelled - no s/s spec CN B070401SAE Aluminum Alloy Castings, Sand 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti(206.0 - T71) Solution Heat Treated and Naturally AgedOk to use canc spec.M&P AMS 4241CN D091101SAE Aluminum Alloy Castings 7.0Si - 0.58Mg - 0.15Ti -0.06Be (D357.0 -T6) Solution and Precipitation Heat Treated Dendrite Arm Spacing(DAS) ControlledM&PAMS 4244CE B080701SAE Aluminum Alloy, Welding Wire 4.6Cu - 0.35Mn - 0.25Mg - 0.22Tifor Welding A206.0 Type AlloysM&PAMS 4245CR E100401SAE Aluminum Alloy, Welding Wire 5.0Si - 1.2Cu - 0.50Mg (355) (UNSA03550)M&PAMS 4246Noncurrent CP D080201SAE Aluminum Alloy, Welding Wire 7.0Si - 0.52Mg (357) (UNSA03570)M&PAMS 4260Not Acceptable to Use atParker HannifinAerospace CL G080601SAE Alum Aly Cast, Invest (356.0-T6)BPS4829AMS 4260 rev. G unacceptable for ParkerUse. BPS4829 created as replacement.M&PAMS 4261CN F091201SAE Aluminum Alloy Castings, Investment 7.0Si - 0.32Mg (356.0 - T51)Precipitation Heat TreatedM&P AMS 4280CN J080601SAE Aluminum Alloy Castings, Permanent Mold 5.0Si - 1.2Cu - 0.5Mg(355.0-T71) Solution Heat Treated and OveragedM&P AMS 4284DC J110301SAE Aluminum Alloy Castings, Permanent Mold 7.0Si - 0.30Mg (356.0-T6) Solution and Precipitation Heat TreatedM&P AMS 4289CN-011101SAE Aluminum Alloy Castings 7.0Si - 0.55Mg - 0.12Ti (F357.0-T6)Solution and Precipitation Heat TreatedM&P AMS 4291CT H101001SAE Aluminum Alloy, Die Castings 8.5Si - 3.5Cu (A380.0-F) (SeeAS1990) As CastM&P AMS 4315CK-050701SAE Aluminum Alloy Sheet and Plate 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr7075: (-T76 Sheet, -T7651 Plate) Solution and Precipitation HeatTreatedM&PAMS 4316CY A111101SAE Aluminum Alloy, Alclad Sheet and Plate 5.6Zn - 2.5Mg M&P AMS 4437CN E080501SAE Magnesium Alloy Castings, Sand 8.7Al - 0.70Zn (AZ91C-T6)Solution Heat Treated and AgedM&P AMS 4507BW H011101SAE Copper Alloy (Brass), Sheet, Strip, and Plate 70Cu - 30Zn HalfHard (H02)M&P AMS 4510CN G010501SAE Phosphor Bronze, Sheet, Strip, and Plate 94.5Cu - 4.0Sn - 0.19PSpring Temper (H08)M&P AMS 4511A040701SAE Copper Beryllium Alloy Castings 97Cu-2.1Be-0.52(Co+Ni)-0.28SiSolution and Precipitation Heat Treated (TFOO)M&P AMS 4530CY J110901SAE Copper-Beryllium Alloy Sheet, Strip, and Plate 98Cu - 1.9BeSolution Heat Treated (TB00)M&P AMS 4533CL C090701SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be Solution andPrecipitation Heat Treated (TF00, formerly AT)-UNS C17200M&P AMS 4597CY A111201SAE Copper-Nickel-Tin Alloy, Bars and Rods 77Cu - 15Ni - 8SnSolution Annealed, Cold Finished and Spinodal Hardened (TX TS)M&PAMS 4631Noncurrent CL E880401SAE Aluminum Bronze Rods, Bars, and Forgings 90.5Cu - 7.5Al - 1.95:Stress RelievedM&P AMS 4633CL A031201SAE Bronze, Aluminum Silicon, Rods, Bars, and Forgings 90Cu - 7.0Al -1.8Si Drawn and Stress Relieved (HR50)M&P AMS 4634CL B090301SAE Aluminum Bronze Bars, Rods, and Forgings 905Cu - 7.5Al - 1.9SiStress RelievedM&P AMS 4635CL F090701SAE Aluminum Bronze Bars, Rods, and Forgings 87Cu - 9Al - 3FeStress RelievedM&P AMS 4640CV H110501SAE Aluminum Bronze, Bars, Rods, Shapes, Tubes, and Forgings81.5Cu - 10.0Al - 4.8Ni - 3.0Fe Drawn and Stress Relieved (HR50)or Temper Annealed (TQ50)M&PAMS 4650L040301SAE Copper-Beryllium Alloy, Bars, Rods, Shapes and Forgings 98Cu -1.9Be Solution Heat Treated TB00 (A)M&P AMS 4651CN C050701SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be (CDA 172)Hard Temper (TD04)M&P AMS 4674CN G060901SAE Nickel - Copper Alloy, Corrosion-Resistant, Bars and Forgings67Ni - 30Cu - 0.04S Free MachiningM&P AMS 4701CN G091001SAE Copper Wire, Oxygen-Free 99.95 (Cu+Ag) Annealed M&P。
sick BPS数显压力计说明书

sick BPS数显压力计说明书
1.开关机:长按“开/关”键≥2秒,开机或关机。
2.清零:当仪表没有压力的情况下,出现零漂,可短按“清零”键即可清零。
3.满量程查询与单位切换:长按“清零”键≥2秒,可看到最大满量程;此页短按“开关”键,切换压力单位,长按“设置”键(见图:中间按键)≥2秒,保存选择好的压力单位;长按“清零”键≥2秒,退出至主页。
4.在安装仪表之前,先检查表头及测量孔是否干净、通透;
5.使用场所应选择空气流通、便于观察、易于维护和操作且无腐蚀性气体的场所。
6.该系列仪表最好采用垂直安装,安装连接螺纹是直形的,需加装软质密封垫片。
7.安装和拆卸时,应将工具位于压力表接头六角处拆卸,严禁用手拧动表头。
bps培训赋能材料 -回复

bps培训赋能材料-回复“bps培训赋能材料”的重要性和如何制作及应用这些材料的步骤。
第一步:明确“bps培训赋能材料”的概念在开始讨论如何制作和应用“bps培训赋能材料”之前,我们首先需要明确什么是“bps培训赋能材料”。
BPS指的是“Business Process Standardization”(业务流程标准化),它是一种将组织中的业务流程规范化和标准化的方法。
而“培训赋能材料”是指在培训过程中使用的各种材料和工具,用于帮助参与者理解和掌握培训内容,提升其在实际工作中的能力。
因此,“bps培训赋能材料”是指在BPS培训过程中使用的各种材料和工具,它们的设计和制作应该能够帮助参与者更好地理解和应用BPS方法论。
第二步:制作“bps培训赋能材料”前的准备工作在制作“bps培训赋能材料”之前,我们需要进行一些准备工作:1.了解受众:了解参与培训的人员背景、职责和岗位要求,以便针对其需求进行定制化的设计和制作。
2.明确培训目标:明确每个培训环节的目标,例如,是为了提高参与者的理论知识还是实践技能,或是共享最佳实践。
3.确定培训内容:根据培训目标,确定培训内容的范围和重点,这样才能确保材料的设计与培训需求相匹配。
第三步:制作“bps培训赋能材料”制作“bps培训赋能材料”的关键是要将复杂的BPS概念和理论以简单明了的方式呈现出来,这样参与者可以更加容易地理解和应用。
1.使用图表和图像:在设计和制作材料时,使用图表和图像可以帮助参与者更好地理解抽象的概念和流程。
例如,可以使用流程图、图表和图示来表示业务流程和关键绩效指标。
2.提供案例和实例:通过提供真实的案例和实例,参与者可以更好地理解概念和理论在实际工作中的应用。
可以使用真实的案例和故事,或者使用模拟的情景来帮助参与者将知识与实践相结合。
3.结合互动和练习:培训赋能材料不仅仅是用来传递知识,更应该是参与者实践和应用知识的工具。
在制作材料时,应该结合互动和练习,例如,设计问题,提供小组讨论的机会,或者提供案例分析任务等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用手册
目标:
掌握 BPS 软件的基本操作流程,以及基本 IP 模块的使用
目录:
一 . Matlab/simulink建
模 (2)
1. 在开始栏中打开 Xilinx System Generator ,启动进入 system generator (2)
2. 运行‘ bps_new_model’命令,选择 mBEE4,点击 ok (2)
3. 保存工
作 (3)
4. 选择系统配
置 (3)
5. 添加 IP GPIO Out (4)
6. 配置 GPIO Out 参
数 (5)
7. 添加模
块 (5)
8. 配置 Counter 和 Slice 参
数 (6)
9. 添加 Simulink Display 和 Scope 模
块 ..................................................................................6 10. 添加相关模
块 ......................................................................................................................7 11. 配置相关参数 ......................................................................................................................7 12. 建立 Subsystem. (9)
13. 系统进行 Simulink 仿
真 ................................................................................................... 10二. Bps 编译综
合 (10)
1. 打开bps (10)
2. 选择 Design rule check ,点击 Run BPS ,检查整个设计是否满足规
则 (10)
3. 选择 Complete build ,并选择 Fork processes ,点击 Run BPS ,编译工
程 .................. 11三. 下载验
证 .................................................................................................................................13将配置文件下载到 miniBEE4的 FPGA 中实现功能 ...........................................................
13
1. 使用 FileZilla 将 bin 文件和 cdc 文件上传到远程服务器
中 (13)
2. 使用 vnc-viewer 进入 Linux 终端,运行 SelectMAP ,将 bin 文件配置到FPGA....... 14四.硬件调试:. (14)
1. 使用 VNC 客户端,登陆到 miniBEE4,打开 Xilinx ChipScope Analyzer 软
件 (14)
2. 将 cdc 文件加入进
来 (15)
3. 运行查看信
号 (15)
软硬件协同教育部工程中心
过程:
一 .Matlab/simulink建模
1. 在开始栏中打开 Xilinx System Generator ,启动 matlab R2012a 并进入 system generator 。
2. 运行‘ bps_new_model’命令,选择 mBEE4,点击 ok
3. 保存工作
软硬件协同教育部工程中心
4. 选择系统配置
5. 添加 IP GPIO Out
软硬件协同教育部工程中心
软硬件协同教育部工程中心6. 配置 GPIO
Out 参数
软硬件协同教育部工程中心 7. 添加 Xilinx 模块 Counter 和 Slice
,并连接模块 8. 配置 Counter 和 Slice 参数
9. 添加 Simulink Display
和 Scope 模块,并连线
10. 添加 Shared BRAM 、 Constant 、 Gateway Out
和 Chipscope 相关模块,并连线 11. 配置相关参数
12. 设计输入至此结束,建立
Subsystem
,并命名为 mBEE4_240T
13. 下面对系统进行 Simulink 仿真,配置仿真时间参数为 4e-5(40us ,修改Counter 位数为 10 (便于仿真观察,点击 Simulation Start ,开始仿真,并查看仿真结果
二. Bps
编译综合
使用 BPS GUI 编译综合项目,并生成 FPGA 配置文件,下载到 miniBEE
1. 选择顶层 model 窗口,然后在 Matlab 窗口输入 bps ,弹出 bps 对话框
2. 选择 Design rule check ,点击 Run BPS ,检查整个设计是否满足规则
3. 选择 Complete build ,并选择 Fork processes ,点击 Run BPS ,编译工程,并等待生成 FPGA 配
置文件, FPGA 配置文件会生成在
GPIO_BRAM_mBEE4_240T/output/xxxx_xxxx
目录下,其中
xx 为日期文件夹。
三.下载验证
将配置文件下载到 miniBEE4的 FPGA 中实现功能
1. 使用 FileZilla 将 bin 文件和 cdc 文件上传到远程服务器中
将工程目录下 output 文件夹的 bin 文件及 cdc 文件复制到 miniBEE4并配置FPGA
2. 使用 vnc-viewer 进入 Linux 终端,运行 SelectMAP ,将
bin 文件配置到 FPGA
四.硬件调试:
使用 Xilinx Chipscope 逻辑分析仪观察信号,调试设计
1. 使用 VNC 客户端,登陆到 miniBEE4,打开 Xilinx ChipScope Analyzer 软件,点击界面左上角的 JTAG 链图标,找到 FPGA 芯片,点击 ok 确认
】 2.
将
cdc 文件加入进来3. 运行查看信号。