FANUC伺服调整教材
FANUC B-65264CM-01伺服调整步骤(基础篇)

9.3.1 9.3.2 9.3.3
调整结束的判断........................................................................................................................................37 增益调整的效果........................................................................................................................................38 倍率调整功能 ...........................................................................................................................................39
4 加/减速的调整.................................................................................................... 12
4.1 快速移动时间常数的调整...................................................................................................... 13 4.2 位置增益的检查...................................................................................................................... 14
Fanuc伺服优化调试手册

安装 SERVO GUIDE Version 7.30 软件(以下简称软件),打开软件安装包,运行 SETUP.EXE 文件进行向
导自动安装。软件安装后,会在桌面和开始菜单中生成快捷方式。
2.2
启动 SERVO GUIDE 软件
版本号/Version:A.0
FANUC 伺服调整作业指导书 FANUC Servo Turning OMS
编制: 日期: 审核: 日期: 批准: 日期:
版本/Rev A.0
变更描述/Change Description 原版/original edition
更改人/Author Zhou xinqiang
4.3 增益调整 ........................................................ 35
5 圆弧调整 .............................................................45
5.1 图形参数设定。 .................................................. 45
5.2 程序设定 ........................................................ 50
5.3 程序运行 ........................................................ 51
5.4 参数修改 ........................................................ 53
4 优化 .................................................................15
发那科伺服调整系列教程典型实例分析
发那科伺服调整系列教程典型实例分析01导致加工问题的可能原因1. 常见原因①加工程序②加工刀具③冷却系统④机械精度⑤数控系统参数等2. 分析问题的总体思路1、优先确认最有把握的方面,再去进行其它因素的排查。
2、将复杂的问题简单化,分解每个验证环节。
3、综合考虑影响因素的各个方面,一个试验一个试验的排除。
02案例分析--伺服参数的调整1. 表面光洁度和加工效率的关系表面光洁度受刀纹的均匀度,清晰度,细腻度,平面的平整度,平滑度等影响。
刀纹要均匀、清晰、表面要平滑必须保证机床运行平稳。
要想运行平稳,钳制增益、进给量、进给速度和加速度很关键。
当加减速时间常数给的越大时,加速度越小;当切削进给量给的越小时,电机受力或者出力也越小;以上这些都可以使得机床运行变得平稳。
但时间常数加大,切削进给量减小,进给速度放慢,会造成加工效率降低。
反之,可以提高加工效率,但机床的运行可能会不平稳。
综上,表面光洁度和加工效率是此消彼长,相互矛盾的一种的关系。
要提高表面光洁度就需要牺牲一定的加工效率;要提高加工效率,就需要牺牲一定的表面光洁度。
2. 机械方面需要有良好的机械性能和装配工艺,从而使得机床整体的机械特性和机械刚性达到最佳。
这样保证机械方面的因素。
3. 工艺方面首先,需要对加工的工件进行分析,选取好的工件材料。
材质的好坏,结构,软硬程度都对刀具的切削造成很大的影响。
其次,是刀具的选择。
刀具的韧性、硬度、几何的参数,表面的涂层技术都影响了刀具的的切削效果。
在选好了材料和刀具后,根据各种因素生成合理的加工程序,选择合理的刀路,以及各种程序技术参数,包括主轴的转速,进给的速度,程序的步距等。
4、消除共振点,提高环路增益以下重点介绍系统方面的调整。
主要是消除振动,钳制加速度,在保证机床没有振动的情况下尽量提高环路增益。
如果机床没有消除共振点,存在振动,那么运行必定不平稳,会造成切削纹路的不均匀,切削粗糙深度的深浅不一。
增益如果没有合理设置,同样造成以上问题。
伺服设定及调试步骤
FANUC伺服系统一般调整BEIJING-FANUC FANUC伺服系统一般调整BEIJING-FANUC停止中的振动抑制BEIJING-FANUC 停止中的振动抑制BEIJING-FANUC停止中的振动抑制停止中的振动抑制停止中的振动抑制停止中的振动抑制积压进给(爬行)的抑制BEIJING-FANUC 积压进给(爬行)的抑制BEIJING-FANUCSERVO GUIDE 测量图形过冲的抑制BEIJING-FANUC 过冲的抑制BEIJING-FANUC高速高精度伺服调整BEIJING-FANUC 高速高精度伺服调整BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUCHRV控制设定BEIJING-FANUC HRV控制设定BEIJING-FANUC滤波器调整BEIJING-FANUC 滤波器调整BEIJING-FANUC速度增益调整BEIJING-FANUC 速度增益调整BEIJING-FANUC位置增益调整BEIJING-FANUC 位置增益调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈0%前馈100%前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY轴需加VFFY500大了前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY:好结果圆弧半径减速BEIJING-FANUC 圆弧半径减速BEIJING-FANUC10μm/div 拐角钳制速度F2000/R5拐角减速BEIJING-FANUC 拐角减速BEIJING-FANUCA B C速度差减速功能速度差减速功能BEIJING-FANUC速度差减速功能小结小结小结小结小结•双位置反馈功能(选择功能)•只要半闭环不出现震动,全闭环就可以消除震动。
FANUC伺服调整教材
目录
四、自动增益调整
五、加工条件选择功能 第四章:SERVO GUIDE软件的使用及调试方法
一、Servo Guide软件介绍 二、Servo Guide连接 三、 Servo Guide调整步骤 第五章:伺服调整实例分析 一、工件表面光洁度调整案例 二、加工工艺对工件的影响案例 三、机械问题对工件的影响案例
5、由电动机每转的移动量和“进给变比”的设定,确定机床的检测单 位。
进给变比N = 电机每转的反馈脉冲数 = 电机每转移动量/检测单位
进给变比M
100万
100万
❖ 不论使用何种脉冲编码器,计算公式相同。 ❖ M、N均为32767以下的值,分式约为真分数。
例:电机每转的移动量:12mm/rev (当减速比1:1时为丝杠螺距)
/3000 /3000 HV HV
第一章 伺服电机规格及初始化
总连接示意图
αi SERVO AMP.
FSSB
αi 伺服放大器
分离型检测器接口单元
其它公司的直线编码器
第一章 伺服电机规格及初始化
2、βi系列
❖结构紧凑 ❖高性价比 ❖节省能源 电源再生制动
iSVSP放大器 主轴伺服一体型
iSV放大器 双轴/单轴
ai
ai系列
βi
βi系列
βi
βi,系列
0i Mate-TD 车床
βi
βi,系列
31i-A 30i-A
由参数983设 定机床类型
由参数983 设定机床类型
复合型机床 复合型机床
ai
αi系列
fanuc伺服调试步骤

SERVO GUIDE -1伺服调试的步骤伺服调试的步骤连接设定连接设定1.打开伺服调整软件后,出现以下菜单画面:图1 :主菜单2.点击图1 的“通信设定”,出现以下菜单。
连接设定连接设定图2:通讯设定连接设定连接设定NC 的IP 地址检查如下:图3:CNC的IP地址设定连接设定连接设定电脑的IP 地址检查:图4:PC 的IP 地址设定连接设定连接设定如果以上设定正确,在测试后还没有显示OK,请检查网线连接是否正确。
图5:NC-PC 正确连接连接设定连接设定注意:对于现在的新笔记本电脑,内置网卡可能自动识别网络信号,如果是这样的,则耦合器和交叉网线不需要,直接连接就可以了。
下拉参数页面下拉参数页面1,点击主菜单(图)上面的“参数”,如下:图6:参数初始画面下拉参数页面下拉参数页面点击“在线”,如果正确(NC 出于MDI 方式,POS 画面),则出现下述参数画面。
注意:CNC 型号选择,必须和你正在调试的系统一致,否则所显示的参数号可能和实际的有差别。
下拉参数页面下拉参数页面2,参数初始画面及系统设定图7:参数系统设定画面下拉参数页面下拉参数页面参数画面打开后进入“系统设定”画面,该画面的内容不能改动,可以检查该系统的高速高精度功能和加减速功能都有哪些,后面的调整可以针对这些功能修改。
频率响应测定频率响应测定通过频率响应测量各轴的共振点,并用滤波器参数来抑制共振。
在满足波形要求,保证共振点被抑制的情况下,提高速度环路增益。
图8:频率响应频率响应测定频率响应测定在图形画面,按“工具”-〉“频率响应”,然后按“测量”,选择需要测量的轴(X,Y,Z 等),然后按“开始”就可以自动侧量了。
通过观察上述图形,可以看到共振点的中心频率等,在参数画面上设定。
如下:图9:滤波器设定频率响应测定频率响应测定注意:设定参数时一定要选择相应的轴。
设定完后一定要再测一遍。
图10 加滤波器后的频率响应曲线如果有两个或以上共振点,可以使用多个滤波器来抑制(每个轴有四个滤波器)。
伺服调试步骤(课程200910)讲义

述以外的情况时使用 #0=1: 在全闭环上,使用位置反馈脉冲
数超过”32767”的检测器
设定#0=1时, 用1/10的值进行设定
2020/7/24
BJFANUC LZW
21
初始设定位
43 Model α12/3000i
47 Model α22/3000i
53 Model α30/3000i
57 Model α40/3000i
2020/7/24
BJFANUC LZW
24
i系列伺服电机代码表
BEIJING-FANUC
电机型号 β4/4000is β8/3000is β12/3000is β22/2000is αc4/3000i 电机代码 156(256) 158(258) 172(272) 174(274) 171(271) 电机型号 αc8/2000i αc12/2000i αc22/2000i αc30/1500i α2/5000i 电机代码 176(276) 191(291) 196(296) 201(301) 155(255) 电机型号 α4/4000i α8/3000i α12/3000i α22/3000i α30/3000i 电机代码 173(273) 177(277) 193(293) 197(297) 203(303) 电机型号 α40/3000i α4/5000is α8/4000is α12/4000is α22/4000is 电机代码 207(307) 165(265) 185(285) 188(288) 215(315) 电机型号 α30/4000is α40/4000is α50/3000is α50/3000is α100/2500is 电机代码 218(318) 222(322) 224(324) 225(325)FAN 235(335)
发那科伺服调整系列教程

发那科伺服调整系列教程|伺服功能手动调整01按键操作及界面显示我们可以借助伺服调整画面对位置环、速度环增益进行调整,观察监视画面可帮助我们了解电机的工作状态。
注意:手动调整前一般先,进行一键设定,具体方法关注我们加工中心维修:sz-sdifu,下期将有详细讲解。
02 计算速度增益例:伺服电机ais8/4000的惯量:0.0012Kgm2负载惯量: 0.0020Kgm2设定值是假定电机与机床处于刚性联结(完全连接)的状态。
实际机床因刚性、摩擦、间隙等因素影响,往往与计算值有出入。
电机不带负载时设定100。
手动调整速度增益先设定速度增益为100(参数2021=0),每次增加100(或50),具体要根据电机大小和负载决定。
直到电机出现振动。
此时停止增大增益。
一般情况下,设定值为此时设定值的70%。
03调整位置环增益调整位置环增益以一定的速度驱动机床移动,观察伺服调整画面右侧的“位置环增益”,确认位置环增益显示数值是否正确。
确认画面显示的位置环增益,一般情况下应该和参数1825设定值一致。
进行插补的各个伺服轴位置环增益必须设定一致,只做定位控制的伺服轴位置环增益可以不同。
位置环增益手动调整对于位置环增益,直接影响工件的精度,半闭环建议设定为5000,全闭环推荐值3000。
如果机床不振动可参照次数值设定,如有振动可适当减小。
04测定电机的负载电流测定电机的负载电流伺服电机的实际电流,显示在伺服调整画面的右下方,可用来测定电机在轴移动和停止时的电流值。
●以一定速度驱动轴移动,测定实际电流。
λ●在以一定速度移动或停止时,负载电流一般不超过100%,当负载电流超过100%时,必须按照伺服电机规格说明书中规定的过载断续运行时间运行。
λ●停止时电流显示是实际电流的1~0.86倍。
λ●显示值是额定电流的百分比。
05速度环的调整快速运行,主要考虑冲击,时间常数设定的过小,则冲击太大;时间常数设定的过大,加速太慢,效率又过低。
FANUC伺服参数调整
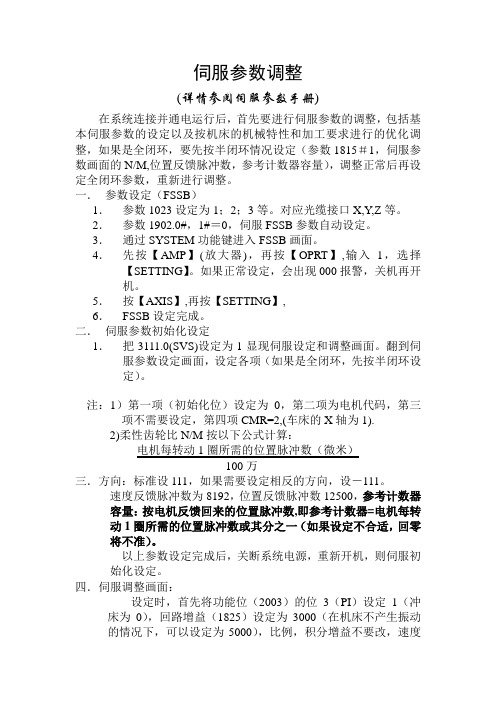
伺服参数调整(详情参阅伺服参数手册)在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环情况设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
一.参数设定(FSSB)1.参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
2.参数1902.0#,1#=0,伺服FSSB参数自动设定。
3.通过SYSTEM功能键进入FSSB画面。
4.先按【AMP】(放大器),再按【OPRT】,输入1,选择【SETTING】。
如果正常设定,会出现000报警,关机再开机。
5.按【AXIS】,再按【SETTING】,6.FSSB设定完成。
二.伺服参数初始化设定1.把3111.0(SVS)设定为1显现伺服设定和调整画面。
翻到伺服参数设定画面,设定各项(如果是全闭环,先按半闭环设定)。
注:1)第一项(初始化位)设定为0,第二项为电机代码,第三项不需要设定,第四项CMR=2,(车床的X轴为1).2)柔性齿轮比N/M按以下公式计算:电机每转动1圈所需的位置脉冲数(微米)100万三.方向:标准设111,如果需要设定相反的方向,设-111。
速度反馈脉冲数为8192,位置反馈脉冲数12500,参考计数器容量:按电机反馈回来的位置脉冲数,即参考计数器=电机每转动1圈所需的位置脉冲数或其分之一(如果设定不合适,回零将不准)。
以上参数设定完成后,关断系统电源,重新开机,则伺服初始化设定。
四.伺服调整画面:设定时,首先将功能位(2003)的位3(PI)设定1(冲床为0),回路增益(1825)设定为3000(在机床不产生振动的情况下,可以设定为5000),比例,积分增益不要改,速度增益从200增加,每增加100后,用JOG方式分别以慢速和最快速移动坐标,看是否振动。
调整原则是:尽量提高设定值,但是调整的最终结果,都要保证在手动快速,手动慢速,进给等各种情况都不能有振动。
FANUC伺服调整教材

ai 系列
SV: 伺服模块 SP: 主轴模块 PS: 电源模块
AC 主轴电机
iI 系列
7
BEIJING-FANUC
第一章 伺服电机规格及初始化
高速、高输出、高可靠性 最适合工作机械 注塑成型机、电动冲压机 部分型号列表
30i-A
由参数983 复合型机床 设定机床类型
6
ai
αi系列
BEIJING-FANUC
第一章 伺服电机规格及初始化
二、各类伺服放大器规格和电机的特性
1、ai系列
最高驱动性能、高可靠性的伺服、主轴系统 适用于所有的工作机械 输出功率范围宽、转速范围大
FANUC 系列 0i -D 30i /31i /32i
2020
2001 1820 2084/2085 2022 2023 2024 1821
18
BEIJING-FANUC
第一章 伺服电机规格及初始化
1、初始化设定位
设定初始化设定位
#7 初始化 设定位 #1:DGP 0:进行伺服参数的初始设定。 1:结束伺服参数的初始设定。 #6 #5 #4 #3 #2 #1 DGP #0
第一章 伺服电机规格及初始化
②按伺服电机连接顺序设定参数1023的值。 1023 伺服轴号
设定控制轴为放大器连接的第几个伺服轴,通常控制轴号与伺服轴号设定 相同。
SVM
SVM
SVM
轴 X Y Z B
C B
1020 88 89 90 66 67
1022 1 2 3 0 0
①设定1902#0#1=0
#7 1902 #6 #5 #4 #3 #2 #1 ASE #0 FMD
FANUC伺服参数调整
伺服参数调整(详情参阅伺服参数手册)在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环情况设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
一.参数设定(FSSB)1.参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
2.参数1902.0#,1#=0,伺服FSSB参数自动设定。
3.通过SYSTEM功能键进入FSSB画面。
4.先按【AMP】(放大器),再按【OPRT】,输入1,选择【SETTING】。
如果正常设定,会出现000报警,关机再开机。
5.按【AXIS】,再按【SETTING】,6.FSSB设定完成。
二.伺服参数初始化设定1.把3111.0(SVS)设定为1显现伺服设定和调整画面。
翻到伺服参数设定画面,设定各项(如果是全闭环,先按半闭环设定)。
注:1)第一项(初始化位)设定为0,第二项为电机代码,第三项不需要设定,第四项CMR=2,(车床的X轴为1).2)柔性齿轮比N/M按以下公式计算:电机每转动1圈所需的位置脉冲数(微米)100万三.方向:标准设111,如果需要设定相反的方向,设-111。
速度反馈脉冲数为8192,位置反馈脉冲数12500,参考计数器容量:按电机反馈回来的位置脉冲数,即参考计数器=电机每转动1圈所需的位置脉冲数或其分之一(如果设定不合适,回零将不准)。
以上参数设定完成后,关断系统电源,重新开机,则伺服初始化设定。
四.伺服调整画面:设定时,首先将功能位(2003)的位3(PI)设定1(冲床为0),回路增益(1825)设定为3000(在机床不产生振动的情况下,可以设定为5000),比例,积分增益不要改,速度增益从200增加,每增加100后,用JOG方式分别以慢速和最快速移动坐标,看是否振动。
调整原则是:尽量提高设定值,但是调整的最终结果,都要保证在手动快速,手动慢速,进给等各种情况都不能有振动。
FANUC系统的伺服调整

OiMB/C 模具加工的调整
形状误差分析
起点
插补后加减速引 起的误差
伺服延迟引起的 误差
编程轨迹 指令轨迹 编程轨迹
从两方面减小形状误差:R1和 R2。 R1是由于伺服系统的延迟引起, 与进给速度成正比, 与位置增益 成反比, 与半径成反比, 所以如 果要减少形状误差,首先要尽 量降低进给速度,其次是尽可 能增加位置增益(太高可能会 引起振动)。 R2是插补后加减速引起, 这主 要从参数上增加一些功能来减 小误差。
伺服波形显示
参 数 3112#0=1( 调 整 完 后,一要还原为0),关机 再开。 采样时间设定5000,如果 调整X轴,设定数据为51, 检查实际速 度
伺服波形显示
如果在起动时,波形不光滑 则表示伺服增益不够,需要 再提高。如果在中间的直线 上有波动,则可能由于高增 益引起的震动,这可通过设 定参数2066=-10(增加伺服 电流环250um)来改变,如 果还有震动,可调整画面中 的 滤 波 器 值 ( 参 数 2067)=2000 左右,再按上述步骤调整。
3).方向:标准设111,如果需要设定相反的方向,设-111。
速度反馈脉冲数为8192,位置反馈脉冲数12500, 参考计数器容量:按电机一转,反馈回来的位置脉冲数(如果设定不合 适,回零将不准)。如果回零减速档块太短或位置不合适也会导致回零 不准。 以上参数设定完成后,关断系统电源,重新开机,则伺服初始化设定完 成。
伺服参数初始化设定
首先把3111#0 SVS设定为1, 显现伺服设定和伺服调整画面 翻到伺服参数设定画面,设定 各项(如果是全闭环,先按半 闭环设定)。
1).第一项(初始化位)设定为0,第二项为电机代码。由电机代码 表查出,第三项不设定,第四项CMR=2,(车床的X轴为1)。 2).柔性齿轮比N/M按以下公式计算:
FANUC维修与调整培训(内部培训-严禁外传)

伺服种类 DC伺服电机
AC伺服电机
AC伺服电机 (数字控制)
在中国大陆的应用 量少 量极少 量少 量极少
量少 量少 量多
量很多 版权所有 禁止非授权使用
第一单元:系统规格
时间段 1996年
元件 LSI(3维安装)
1998年
当前系统的主要类型:
NC种类 FS-16i系列 FS-18i系列 FS-21i系列 FS-0i系列 FS-15i系列 Power Mete i系 列
版权所有 禁止非授权使用
第一单元:系统规格
FANUC CNC 种类:
时间段
元件
NC种类
1976年
1979年
1984年
1985年 1987年 1990年 1991年 1992年 1993年
IC 和LSI
LSI(表面安装) LSI(3维安装)
FS-5系列 FS-7系列 Mete系列 FS-2系列 FS-3系列 FS-6系列 FS-9系列 FS-10系列 FS-11系列 FS-12系列 FS-0系列 FS-15系列 FS-16系列 FS-18系列 FS-20系列 FS-21系列 FS-0系列
SYSTEM MESAGE GRAPH
系统画面 信息显示 图形显示
版权所有 禁止非授权使用
MDI键盘:
பைடு நூலகம்
第二单元 显示与操作
复位键
地址/数值键
帮助键
SHIFT键
编 辑 键
取消键
输入键
翻页键
光标键
功能键
版权所有 禁止非授权使用
第二单元 显示与操作
功能键和软键:
功能键:功能键用来选择所显示画面的种类。
循环停止,自动操作停止。
fanuc伺服参数设定与调整
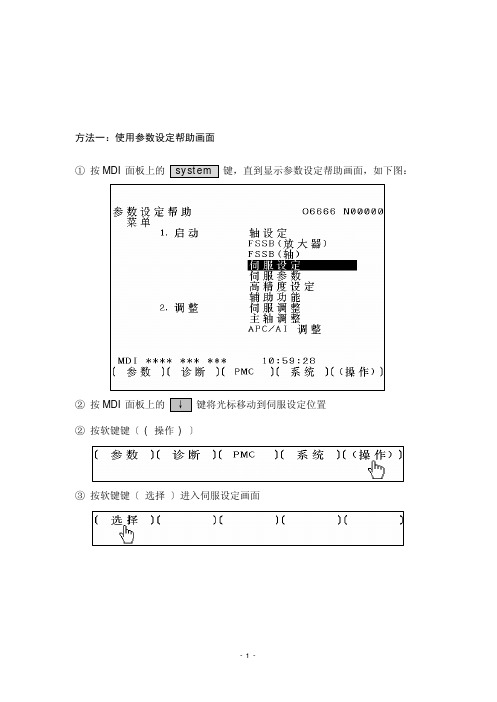
标准伺服参数设定画面切换方法方法一:使用参数设定帮助画面①按MDI面板上的system 键,直到显示参数设定帮助画面,如下图:②按MDI面板上的↓键将光标移动到伺服设定位置②按软键键〔 ( 操作 ) 〕③按软键键〔选择〕进入伺服设定画面④在伺服设定画面按扩展键>,出现如下画面④按软键键〔切换〕,即可变为普通参数设定画面,如图方法二:使用通常的参数设定画面修改①按MDI面板上的 system 键②按扩展键>③按软键键〔 SV-PRM 〕,进入伺服设定画面④按软键键〔 ( 操作 ) 〕⑤按扩展键>⑥按按软键键〔切换〕,即可变为普通参数设定画面北京发那科机电有限公司技术部2006年4月20日0iMC/ 0i Mate MC高精度参数的“一下子设定”1 操作步骤:在MDI方式下,按功能键[SYSTEM] ,然后按右键–〉5次。
出现:[PRMTUN],按该软键,出现如下菜单:移动光标到“高精度设定”,然后按“操作”,选择[INIT],提示如下:选择[执行] 即可。
2 如果要检查设定的详细项目,可在上述图中选[选择]软键,则出现如下画面:第一组:和时间常数相关的参数:第二组:何自动加减速相关的参数。
以上两组参数可以单独修改,也可以每组按标准参数初始化设定。
设定效果:3 注意点:需要使用G5.1Q1配合,参数设定才能得到更好的加工性能。
如果加工模具,还需要使用SERVO GUIDE进行调整,对于特定的机床,有些参数还需要手动修改,比如:加减速时间常数(快速,切削进给),对于大型的机床,或者机械刚性较差的机床,必须适当加大时间常数的设定。
数字伺服参数设定、主要参数调整及维修中国机电设备与维修改造技术协会 & 北京蓝拓机电设备有限公司2005年7月维修培训班讲义 撰写 宋松 目录 1.伺服参数的设置................................................................................................................6 1-1. 数字伺服框图及工作原理.........................................................................................6 1-2. 与数字伺服相关的参数.............................................................................................8 1-3. 数字伺服画面调用 (12)对于 Series 0-C/0D ..................................................................................................12 对于 Series 15-A/B, 15i ..........................................................................................12 对于 Series 16, 18, 20, 21.....................................................................................12 1-4 数字伺服参数的初始化设置 (14)2. 维修过程中主要伺服参数的调整.................................................................................21 2-1停止时震荡相关调整参数.........................................................................................21 2-1-1. 开通速度环的比例增益高速处理有效..........................................................21 2-1-2. 使用250µs 加速反馈功能 (22)2-1-3. 改变停止时的比例增益...................................................................................22 2-1-4. 使用N 脉冲抑制功能.......................................................................................23 2-1-5. 若有低频波动,增加负载惯量比...................................................................24 2-1-6. 将负载惯量比恢复到初始值(选择电机规格号后,系统自动设定的值) (24)2-1-7. 不断增加速度环的比例增益(PK2V )........................................................24 2-1-8. 降低位置环增益................................................................................................24 2-2 运动中震荡相关调整,参数....................................................................................25 2-2-1. TCMD 转矩指令过滤器....................................................................................26 2-2-2. 采用双位置环控制(受功能参数限制)......................................................27 2-2-3. 振动抑制功能....................................................................................................29 2-2-4. 采用机械速度反馈功能...................................................................................31 2-2-5. 精加、减速功能有效........................................................................................32 2-3全闭环运动中震荡相关调整参数............................................................................34 2-3-1.按静止时的振荡调整.......................................................................................34 2-3-2.双位置环反馈功能...........................................................................................34 2-3-3.使机械速度反馈功能有效(参见上一节).................................................34 2-3-4.降低位置环增益...............................................................................................34 2-4累计进给......................................................................................................................35 2-4-1. 若无超调............................................................................................................35 2-4-2. 取消超调............................................................................................................35 2-4-3. 使PI 控制有效,增加速度环增益(PK1V )..............................................35 2-4-4. 调整速度环积分增益........................................................................................35 2-5 超调时相关调整参数................................................................................................36 2-5-1.使PI 控制有效.................................................................................................36 2-5-2.增加负载惯量比...............................................................................................40 2-5-3.使超调抑制功能有效,调整速度环增益(PK3V ). (40)北京蓝拓培训文件维修培训班讲义 撰写 宋松 2-5-4.删掉第3步中的设定值,只调整速度环的增益(PK3V )......................40 2-5-5.超调抑制功能2有效.. (41)3.IB/IC/18I 系列FSSB 的设置........................................................................................42 3-1概述..............................................................................................................................42 3-2.手工设定1...............................................................................................................43 3-3 自动设定.....................................................................................................................44 3-3-1. 在放大器设定画面。
FANUC伺服调试软件(SERVO GUIDE)调试步骤说明书
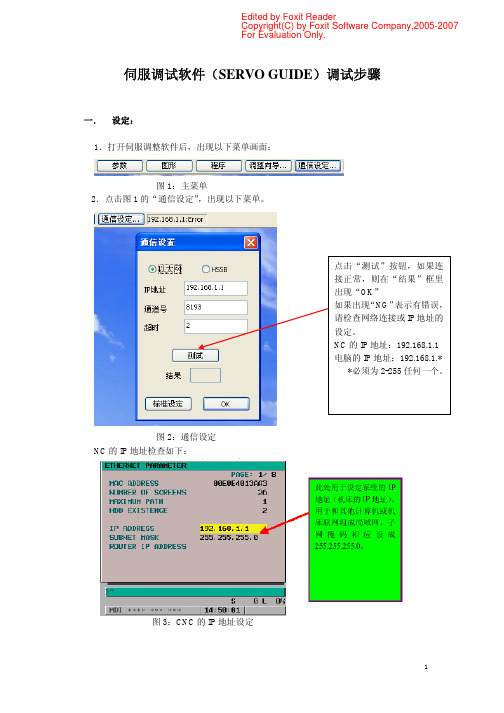
伺服调试软件(SERVO GUIDE )调试步骤一. 设定:1.打开伺服调整软件后,出现以下菜单画面:图1:主菜单2.点击图1的“通信设定”,出现以下菜单。
图2:通信设定 NC 的IP 地址检查如下:图3:CNC 的IP 地址设定Edited by Foxit ReaderCopyright(C) by Foxit Software Company,2005-2007For Evaluation Only.电脑的IP地址检查:图4:PC的IP地址设定如果以上设定正确,在测试后还没有显示OK,请检查网线连接是否正确。
图5:NC-PC正确连接对于现在的新笔记本电脑,内置网卡可能自动识别网络信号,如果是这样的,则图5中的耦合器和交叉网线不需要,直接连接就可以了。
二.参数画面:1.点击主菜单(图1)上面的“参数”,如下:图6:参数初始画面点击“在线”,如果正确(NC出于MDI方式,POS画面),则出现下述参数画面,注意,图6下方的CNC型号选择,必须和你正在调试的系统一致,否则所显示的参数号可能和实际的有差别。
2.参数初始画面及系统设定图7:参数系统设定画面参数画面打开后进入“系统设定”画面,该画面的内容不能改动,可以检查该系统的高速高精度功能和加减速功能都有哪些,后面的调整可以针对这些功能修改。
3.轴设定图8:轴设定画面检查一下几项:电机代码是否按HRV3初始化(电机代码大于250)。
电机型号与实际安装的电机是否一致。
放大器(安培数)是否与实际的一致。
检查系统的诊断700#1是否为1(HRV3 OK),如果不为1,则重新初始化伺服参数并检查2013#0=1(所有轴)注:图8的右边的“分离型检测器”对于全闭环系统时候需要设定。
4.加减速一般控制设定如下图所示,设定各个轴在一般控制时候的加减速时间常数和快速移动时间常数。
图9:一般控制的时间常数注意:各个轴的时间常数要设定为相同的数值,使用直线型。
而快速时间常数为铃型,(即图9的T1,T2都需要设定,如果只设定了直线部分T1,则在快速移动时候会产生较大的冲击)。
Fanuc 伺服优化调试手册

版本号/Version:A.0
3.1.2 备份参数
点击“在线”,如果正确(NC 出于MDI 方式,POS 画面), 则出现参数画面.
文件名一般输入机床号,方便查找
Page 11 of 54
版本号/Version:A.0
3.2
机床准备
优化时通常将机床的工作台移动到各行程的中间位置进行优化。通过手动移动,将工作台移动到
3 优化前的准备..........................................................10
3.1 备份系统参数 .................................................... 10 3.1.1 读取参数 ................................................ 10 3.1.2 备份参数 ................................................ 11
中间位置。
确保急停按钮能正常工作,优化过程中,当出现异常情况时,需急时地按下急停按钮,已免造成
不必要的损坏。
倍率开关置于 100%的位置。
关闭机床操作门,使机床处于正常通电状态。
3.3
初始参数设定
3.3.1 速度环增益设置(VG=120)
X、Y、Z轴都需更改
3.3.2 参数检查 以下参数所有轴的设定值必须相同:
在与机床连接之前,必须进行通信设定。只有进行了正确的设定,才能与机床进行连接。按照下图所 示设置通信参数。设置完之后进行“测试”,测试结果显示“OK”表示通讯设置正常。
注意:计算机的本地连接的 TCP/IP 设置如下图所示:
3 3.1 3.1.1
发那科伺服调整系列教程加工工艺典型实例

发那科伺服调整系列教程加工工艺典型实例01案例一某厂家使用0i-MD系统,加工件表面出现规则条纹,但和刀具进给轨迹无关。
第一步:检查系统参数,通过检查参与运行的伺服轴TCMD,确认本身电机运行稳定与否(图一)。
第二步:对加工工艺分析,将复杂问题简单化,利用简单试验验证问题的可能原因(图二)。
把程序简化:先让程序单走一面,令B每次退刀一样多,程序简化后,发现加工正常,没有发现刀痕,由此判断是工艺方面问题。
02案例二云南某厂家使用0i-TD系统,遇到问题:直线-圆弧-直线过渡面过切。
第一步:通过SERVO GUIDE,测试X-Z插补加工圆,排除系统参数设定错误导致(图1)。
第二步:对加工工艺分析,正确设定假想刀尖(图2)第三步:分析加工程序,正确设定假想刀尖后,进行实际轮廓线的在线测试对比。
03北京某用户处加工一圆弧工件,发现精度误差较大,圆度不合格。
经过修改时间常数、调整增益、增加前馈、增加滤波器抑制振动等调整后,精度有所改善,但是椭圆度仍在5丝左右,没有太大改善,不能满足要求。
在手动和自动方式下反复测量修改反向间隙,精度并没有太大提高。
调整之后的圆弧程序测量图形,见下图。
精度较好,用极限法调整参数,加工精度并无明显提高。
由于机床是小型加工中心,半闭环设计。
机械刚性较好,加工其余工件和重复定位时精度都很准。
所以先考虑其他方面因素。
用户程序是直接用mastercam软件自动生成的,FANUC提供的操作说明书上的格式为:用R指定一个半圆,如中心角接近180度的圆弧用R指定,中心位置的计算就会产生误差,在这种情况下,用I、J、K指定圆弧中心。
整圆(360°)时,不能用R指令。
直接用I、J、K指定圆心,由于终点和起点相同,所以省略终点。
用户生成的程序是使用R指令指定两个半圆,拼成一个整圆,这种编程方法操作说明书上明确指出系统本身会产生计算误差。
之后手动修改程序,用I、J、K 的方法指令整圆。
加工后精度有明显提高,符合工件精度要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
iSVSP放大器 主轴伺服一体型
iSV放大器 双轴
❖外形紧凑适用于小型机械 ❖电机平滑旋转实现高精度切削 ❖高可靠性、高性价比 ❖小型·高分辨率的βi脉冲编码器(131,072 / rev) ❖ID信息、温度信息输出到CNC
部分型号列表
第一章 伺服电机规格及初始化
电机规格 手动调整 高速高精度 Servo guide 案例分析
第一章 伺服电机规格及初始化
第一章 伺服电机规格及初始化
一、FANUC伺服机构的组成及配置
第一章 伺服电机规格及初始化
二、各类伺服放大器规格和电机的特性
1、ai系列 ❖ 最高驱动性能、高可靠性的伺服、主轴系统 ❖ 适用于所有的工作机械 输出功率范围宽、转速范围大
第一章 伺服电机规格及初始化
②按伺服电机连接顺序设定参数1023的值。
设定控制轴为放大器连接的第几个伺服轴,通常控制轴号与伺服轴号设定 相同。
SVM SVM SVM
NC光缆
X Y
③
①
C
②
B
④⑤
Z
第一章 伺服电机规格及初始化
③断电,再接通。 ④FSSB设定结束,参数1902#1会自动变为1。 FSSB的放大器设定画面。
按下
功能键,按 扩展,按下FSSB
如FSSB连接有问题,可结合 此画面进行确认。手动设定方法 参照伺服参数说明书。
第一章 伺服电机规格及初始化
四、伺服初始化
伺服初始化是在完成了FSSB连接与设定的基础上进行电机的一转移动量以 及电机种类的设定。伺服电机必须经过初始化相关参数正确设定后才能够 正常运行。
总连接示意图
FSSB
i SVSP放大器
iI 主轴电机
机床操作盘
分散I/O 模块
is 伺服电机
is 伺服电机
i I/O Link 伺服放大器
第一章 伺服电机规格及初始化
追加分离型检测单元后可以使用全闭环
iSVSP放大器
FSSB
FSSB
SDU
iI 主轴电机 iS 伺服电机
光栅尺
第一章 伺服电机规格及初始化
/3000 /3000 HV HV
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
第一章 伺服电机规格及初始化
总连接示意图
αi SERVO AMP.
FSSB
αi 伺服放大器
分离型检测器接口单元
其它公司的直线编码器
第一章 伺服电机规格及初始化
2、βi系列
❖结构紧凑 ❖高性价比 ❖节省能源 电源再生制动
22 30 40 50 100 200 300 500 1000 2000 3000
174mm
265mm
380mm 500mm
aiS22 aiS30 aiS40 aiS50 aiS100aiS200 aiS300aiS500
/4000 /4000 /4000 /3000 /2500 /2500 /2000 /2000
设定参数3111后,伺服设定画面能够显示。
#0:SVS
0:不显示伺服设定/调整画面。 1:显示伺服设定/调整画面。
第一章 伺服电机规格及初始化
按下
功能键,按 扩展,按下
,伺服设定画面显示如下
第一章 伺服电机规格及初始化
1、初始化设定位 设定初始化设定位
#1:DGP
0:进行伺服参数的初始设定。 1:结束伺服参数的初始设定。
三、FSSB连接及设定
FSSB是指发那科串行伺服总线。从硬件角度看是主板上的轴卡向伺服放大 器发出的指令线。硬件连接之后需要设定相应的参数才能够完成通讯。
FSSB连接步骤:
①设定1902#0#1=0
#1:ASE #0:FMD
FSSB的设定方式为自动设定方式时 0:自动设定未完成。 1:自动设定已经完成。 0:FSSB的设定方式为自动方式。 1:FSSB的设定方式为手动方式。
初始化设定完成后,第一位自动变为1,其他位请勿修改。 此参数修改后,会发生000号报警,此时不用切断电源,等所有初始化 参数设定完成后,一次断电即可。
HV
HV
HV
HV
HV
HV
200V aiF 1 aiF 2
iF
/5000 /5000
400V
aiF 4 aiF 8
/4000 /3000
aiF 4 aiF 8
/4000 /3000 HV HV
aiF12 aiF22 aiF30 aiF40
/3000 /3000 /3000 /3000
aiF12 aiF22
aiS22 aiS30 aiS40 aiS50 aiS100 aiS200 aiS300aiS500 aiS1000aiS2000aiS3000
/4000 /4000 /4000 /3000 /2500 /2500 /2000 /2000 /2000 /2000 /2000
HV HV HV HV
HV
FANUC 系列 0i -D
30i /31i /32i
ai 系列
SV: 伺服模块 SP: 主轴模块 PS: 电源模块
AC 伺服电机
aiS 系列
AC 主轴电机
iI 系列
第一章 伺服电机规格及初始化
❖ 高速、高输出、高可靠性 ❖ 最适合工作机械 ❖ 注塑成型机、电动冲压机
部分型号列表
转矩 Nm
1 24
法兰尺寸
90mm
200V
iS
400V
aiS 2 aiS 4
/5000, /6000
/5000
aiS 2 aiS 4
/5000HV, /5000 /6000HV HV
4 8 12 12
130mm
aiS 8 aiS12
/4000, /6000
/4000
aiS 8 aiS12
/4000HV, /4000 /6000HV HV
FANUC伺服调整教材
一. 伺服规格及初始化 二. 伺服功能介绍及手动调整 三. 高速高精度调整 四. SERVO GUIDE软件使用及调试方法 五. 伺服调整实例分析
目录
第一章:伺服规格及初始化 一、FANUC伺服系统的组成及配置 二、放大器及电机种类和特性 三、FSSB连接及设定 四、伺服参数初始化
第二章:伺服功能介绍及手动调整 一、伺服概要 二、伺服调整画面及手动调整
第三章:高速高精度设定 一、高速高精度功能介绍 二、 AIAPC/AICC I 功能及参数设定 三、使用一键设定改善伺服精度
目录
四、自动增益调整
五、加工条件选择功能 第四章:SERVO GUIDE软件的使用及调试方法
一、Servo Guide软件介绍 二、Servo Guide连接 三、 Servo Guide调整步骤 第五章:伺服调整实例分析 一、工件表面光洁度调整案例 二、加工工艺对工件的影响案例 三、机械问题对工件的影响案例