某电厂2号机组汽轮机断油烧瓦事故原因分析报告
300MW汽轮机组断油烧瓦事故分析及处理方案
300MW汽轮机组断油烧瓦事故分析及处理方案摘要:汽轮发电机组断油烧瓦是是火电厂非常严重的恶性事故之一,运行中轴承一旦断油,将造成轴瓦的烧毁,更为严重时会造成大轴弯曲和轴瓦处冒烟、着火、爆炸等严重事故。
本文针对一起典型的运行人员误操作导致的断油烧瓦事件进行了原因分析,并提出非正常停机后采取的应对措施及前期工作步骤以及相应的防范措施。
希望对电厂以后减少类似事故提供一些有益帮助。
关键词:汽轮机;断油烧瓦;防范措施前言众所周知,润滑油系统的工作好坏对汽轮机的正常运行有非常重要的意义。
然而通过调查不难发现,大多数火电厂都发生过汽轮发电机组断油烧瓦事件,近些年来,虽然各单位在预防汽轮发电机断油烧瓦事故上做了不少工作,事故也有所减少,但总的看来,有些电厂采取的防范措施不彻底,事故原因仍然存在,仍有其发生的必然性。
本文就是结合某厂300MW#4机组大修后在启动、冲转、试验过程中,由于运行人员误操作,出现了严重的断油烧瓦事故后,采取的一些处理措施进行了论述。
1.1#4机组断油烧瓦事故经过某电厂300MW#4汽轮发电机是东方汽轮机厂设计制造的第八代亚临界300MW氢冷机组。
该机组于2008年3月16日停机,3月20日盘车停运,正式转入A级检修。
4月25日凌晨5:00起,#4汽轮发电机组进入启动、冲转、试验阶段。
在此阶段#4汽轮机及调速系统运行状态正常,各技术参数符合要求,机组运行未发现异常情况。
1.2机组跳机及轴承断油事件经过:1、9点38分22秒停机,首出信号"汽轮机轴瓦振动大",而从运行曲线上看,跳机前,电气试验中有一信号干扰#6瓦振动信号,造成跳机。
9点30分左右6Y轴振开始出现大幅抖动,又瞬间回落,到9点38分跳机这段时间内出现三次较大的抖动。
(保护跳机值250μm,瓦振7丝跳机)。
2、润滑油压低(正常值0.0785-0.0981)MPa0.0490.0490.03920.0390.029联动交流润滑油泵联动直流润滑油泵EST遮断盘车状态跳盘车机组跳闸后,随后在转速下降过程中润滑油压下降,交流润滑油泵联动,但联动后又停止运行。
某电厂2号机组汽轮机断油烧瓦事故原因分析
某电厂2号机组汽轮机断油烧瓦事故原因分析1、事故经过某电厂2号机组汽轮机为哈尔滨汽轮机厂生产的300MW汽轮发电机组,锅炉为循环流化床锅炉。
该机组为今年新投产的机组。
2010年7月26日,该机组运行过程中因冷油器漏油,导致机组断油而烧瓦。
事故前:负荷177MW,主汽压力12.19MPa,主汽温度532℃,主机润滑油压0.16 MPa,主油箱油位-39mm,发电机氢压0.3 MPa,左右床压6/5KPa,床温756℃。
2010年7月26日9点37分06秒,主油箱油位-39mm,发“汽轮机润滑油压低”信号,主机交直流润滑油泵联启,润滑油压0.093MPa。
9点37分15秒,主油箱油位下降至-86mm,发“汽轮机润滑油箱液位低”信号。
9点37分45秒,主油箱油位下降至-310mm变坏点1500mm,润滑油压0.078MPa,发“汽轮机润滑油箱液位低低”信号。
9点37分58秒,润滑油压0.06MPa,汽轮机润滑油压低保护动作汽轮机跳闸。
就地检查发现主机润滑油冷油器六通阀大量跑油。
9点39分05秒汽轮机转速降至2790rpm,汽轮机各瓦振动:除了1X/1Y有显示为92/86mm,其它各瓦振动测点全部坏点;各瓦温度温度升高,其中#3瓦146℃,#4瓦147℃。
9点39分42秒汽轮机转速降至2470rpm,1X/1Y瓦也成坏点,1-6瓦轴瓦金属温度达129-161℃。
9点41分34秒汽轮机转速降至0 rpm。
手动盘车,盘不动。
汽轮机采取闷缸措施。
2、解体检查情况解体3、4瓦;将发电机内部残余氢气置换完毕后,解体 5 、6瓦,拆发电机端盖、拆密封瓦,拆除中低压联通管,法兰加堵,监视缸温差变化。
分解低发对轮螺栓,进行抽发电机转子,解体低压缸工作。
解体设备的主要情况如下:4瓦上瓦4瓦轴颈三瓦上瓦三瓦轴颈发电机底座螺栓错位发电机定子左后垫片出来5瓦上瓦5瓦轴颈风扇叶磨损3、解体发现的新问题由于厂家设计问题,发电机6瓦定位销长度尺寸不够,未能卡住轴瓦,无法起到定位作用,造成轴瓦转动。
汽轮机断油烧瓦事故学习-王晓家
汽轮机断油烧瓦事故”学习心得体会事故学习后,我进行了深深的思考,到底是什么原因导致了事故的发生?“违章、麻痹、粗心”是问题的根本原因所在。
这反应了人的安全意识淡薄,工作人不负责,得过且过的侥幸心理。
减少事故发生几率,保证安全是生产过程中的重中之重,在每项工作中,要做到有章可询,有章可依。
如在一项具体工作中,工作前,认真进行危险点的分析,办理工作票,做好安全措施,开好班前会,将各项制度履行到位,也就是把环境的不确定因素、物的不安全状态、人的不安全行为造成事故的可能性隆到最低。
其次要提高思想意识,这是保证安全的根本。
开展形式多样的安全思想教育,牢固树立“安全第一,预防为主,综合治理”的思想,把“四不伤害”确实贯彻到工作当中,使安全深入人心,平时工作提高警惕,树立正确的安全观念,自觉参与到安全工作中去。
我们要牢牢抓住提高安全素质教育这条主线,从本职出发,逐步形成人人自觉去关心安全的良好氛围。
要注重“安全”的基本素质培养,掌握建立安全防线的基本技术。
使之成为生活中的“第一需求”,让每一个人都能在真正意义上懂得如何做到安全,用“我会安全”的姿态达到安全生产的目的。
提高安全思想认识,兼顾技能培训,除了传统的安全管理方法和安全专业技术知识,国家有关安全方针、政策、规定、标准制定外,还应该开展有关安全方面的预防、系统管理等新科学理论的技能培训,从思想和技能上双管齐下,全面提升,增强对危险的识别能力,练就自我防护本领,在做到自我管理的同时提倡相互之间的督促作用,从而实现安全生产的目标。
总之,要提高人员安全意识从思想上牢固建立安全防线,就必须从思想素质入手,重视安全素质教育,防患于未然,从制度上制定出一系列保证安全的管理措施,由被动的“要我安全”变成主动的“我要安全”,真正从思想上构筑一道坚固的安全防线,让人人都能懂得安全,学会如何安全,从而在效果上达到确保安全的目的。
发电运行部王晓家。
北京华能热电厂“3.13”氢爆事故调查报告
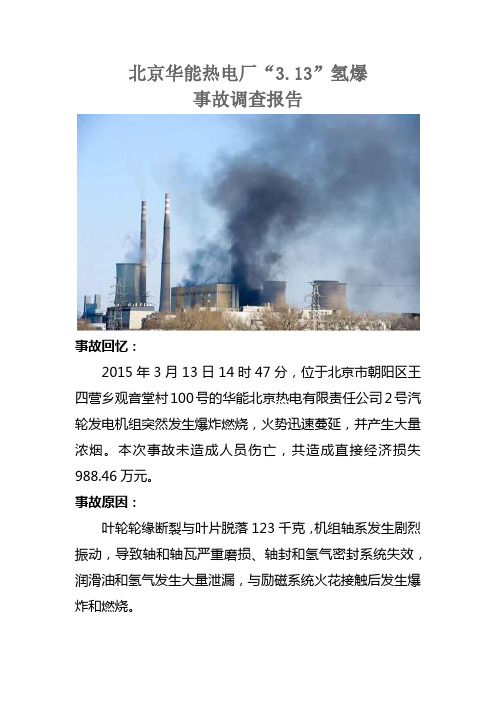
北京华能热电厂“3.13”氢爆事故调查报告事故回忆:2015年3月13日14时47分,位于北京市朝阳区王四营乡观音堂村100号的华能北京热电有限责任公司2号汽轮发电机组突然发生爆炸燃烧,火势迅速蔓延,并产生大量浓烟。
本次事故未造成人员伤亡,共造成直接经济损失988.46万元。
事故原因:叶轮轮缘断裂与叶片脱落123千克,机组轴系发生剧烈振动,导致轴和轴瓦严重磨损、轴封和氢气密封系统失效,润滑油和氢气发生大量泄漏,与励磁系统火花接触后发生爆炸和燃烧。
事故发生后,国家能源局和北京市委市政府高度重视,立即启动应急响应,北京市副市长张延昆同志对做好善后处理和事故调查工作提出了明确要求。
国家能源局委托国家能源局华北监管局组织调查。
经请示北京市政府,国家能源局华北监管局牵头,会同北京市安全生产监督管理局、北京市发展和改革委员会、北京市公安局消防局、华能华北分公司,组成了华能北京热电有限责任公司“3•13”2号机组事故调查组,依据《电力安全事故应急处置和调查处理条例》(国务院第599号条例)和《生产安全事故报告和调查处理条例》(国务院第493号条例)开展事故调查。
事故调查组按照“四不放过”和“科学严谨、依法依规、实事求是、注重实效”的原则,通过现场勘验、查阅资料、调查取证、实验测试、检测鉴定和专家分析论证,查明了事故发生的原因、经过和直接经济损失等情况,认定了事故性质和责任,提出了对有关责任单位的处理建议,并针对事故原因及暴露出的问题,提出了事故防范措施。
一、基本情况(一)事故单位情况。
华能北京热电有限责任公司(又名华能北京热电厂),位于北京市朝阳区,毗邻东五环,隶属于中国华能集团公司。
目前电厂总装机容量1768兆瓦,为热电联产企业,被北京市确定为东南热电中心。
电厂分两期工程建设,一期工程安装4台前苏联(俄罗斯)产燃煤发电机组,1999年全部投产,发电装机容量845兆瓦,供热能力1300兆瓦;二期工程安装“二拖一”燃气-蒸汽联合循环机组,2011年底投产,发电装机容量923兆瓦,供热能力650兆瓦。
汽轮发电机组断油烧瓦的原因分析和防范措施标准版本
文件编号:RHD-QB-K6645 (解决方案范本系列)编辑:XXXXXX查核:XXXXXX时间:XXXXXX汽轮发电机组断油烧瓦的原因分析和防范措施标准版本汽轮发电机组断油烧瓦的原因分析和防范措施标准版本操作指导:该解决方案文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。
,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。
据统计,大多数电厂都存在着汽轮发电机组轴瓦断油烧瓦的事故发生,近些年来,虽然在消灭汽轮发电机断油烧瓦措施上做了不少工作,事故也有所减少,但总的看来,有些电厂采取的防范措施不彻底,事故原因仍然存在,仍有其发生的必然性。
本文就多家电厂汽轮发电机的断油烧瓦现象作出原因分析,并给出相应的防范措施。
一、汽轮机轴承断油烧瓦的原因分析根据国内多家发电单位(如裕东电厂#1机组、大同二电厂5号机组、彭城电厂#1机组、三门峡华阳发电有限责任公司、望亭电厂等)轴瓦断油烧瓦的事故调查,造成断油烧瓦事故往往是由于系统的某些设备在切换过程中操作不当引起的。
现总结如下:1.油泵方面的原因。
这方面的原因很多,常见的原因有以下几点:(1)主油泵工作失常。
造成主油泵工作失常的原因有:主油泵的联轴器、油轮或轴瓦等部件损坏;对离心式主油泵,还可能是注油器故障,使主油泵入口油压降低,影响其出力。
(2)交、直流润滑油泵都未联启。
如彭城电厂1998年#1机组,因为联锁开关接触不良的原因,造成跳机后,直到润滑油压力近于0,交、直流润滑油泵都未联启,以致发生断油烧瓦。
(3)油泵电机烧毁。
如浙江台州电厂1988年8月,1号汽轮发电机组直流润滑油泵自启动后电机烧毁,而直流润滑油泵电机烧毁时直流母线电压偏低,造成调速油泵、交流润滑油泵手动抢合不成,也是造成跳机事故扩大成断油烧瓦的原因。
2.油系统的管道破裂大量漏油,也是引起轴承断油烧瓦的原因。
3.注油器入口逆止挡板故障。
电厂燃机断油跳闸事件分析报告

电厂燃机断油跳闸事件分析报告自查报告。
报告标题,电厂燃机断油跳闸事件分析报告。
报告内容:近期,我公司燃机发电厂发生了一起断油跳闸事件,造成了一定的生产损失和安全隐患。
为了全面了解事件的原因和影响,特进行了自查和分析,现将自查报告如下:一、事件经过。
事件发生在2022年10月1日晚上8点左右,当时燃机发电厂正在正常运行中,突然发生了断油现象,导致燃机跳闸停机。
经过紧急处理和排查,最终确定是由于油路系统故障导致的断油现象。
二、事件原因。
经过自查和分析,确定了以下几点原因导致了断油跳闸事件的发生:1. 油路系统维护不到位,油路系统长期没有进行全面的检修和维护,导致了部分管路老化、漏油等问题,最终引发了断油事件。
2. 操作人员疏忽,在事件发生前,操作人员没有对油路系统进行全面的检查和监控,也没有及时发现问题并进行处理,导致了事件的发生。
3. 系统监控不足,燃机的监控系统对油路系统的监控不够及时和全面,没有及时发出警报或者提醒,也是导致事件发生的原因之一。
三、事件影响。
断油跳闸事件造成了燃机发电厂的停机和生产中断,导致了一定的生产损失和影响。
同时,也给公司的安全管理工作提出了新的挑战,需要及时采取措施进行改进和完善。
四、改进措施。
针对以上事件原因和影响,我们公司已经采取了以下改进措施:1. 对油路系统进行全面的检修和维护,确保管路的完好和安全。
2. 加强对操作人员的培训和管理,提高其对设备的监控和维护意识。
3. 对燃机监控系统进行升级和改进,确保对油路系统的监控更加及时和全面。
5. 完善公司的安全管理制度和流程,加强对设备安全的监管和管理。
以上就是本次断油跳闸事件的自查报告,希望通过此次事件的分析和总结,能够引起公司的重视,并对今后的生产和安全管理工作起到一定的借鉴作用。
发电厂断油烧瓦事故

供油系统维护不当、设备老化、 操作规程执行不严格等。
事故造成的损失和影响
设备损坏
燃气轮机严重损坏,需 要大修或更换。
生产中断
发电厂停产,造成电力 供应短缺,影响周边地 区。
安全风险
经济损失
事故可能引发连锁反应, 对其他设备造成影响, 增加安全风险。
维修和更换设备的费用, 以及停产带来的经济损 失。
统,确保油路畅通、油位正常。同时,加强操作人员的培训和安全教育,
提高应对突发情况的能力。
对未来工作的展望
01
技术升级
随着科技的发展,应积极探索和应用新的润滑技术,提 高润滑效果和设备可靠性,减少因润滑问题引发的设备 故障。
03
02
智能化监控
加强发电厂的智能化监控体系建设,对重要设备进行实 时监测和预警,及时发现潜在故障并进行处理,降低事 故风险。
03
润滑油系统对于发电厂的稳定运行至关重要,一旦润滑 油供应中断或不足,会导致设备磨损加剧甚至烧瓦事故 。
断油事故发生的过程和原因
断油事故通常是由于润滑油供应不足或中断所引起的。可能 的原因包括润滑油泵故障、油路堵塞、油箱液位过低等。
当润滑油泵出现故障时,无法正常抽取润滑油;油路堵塞会 导致润滑油无法顺畅输送到各个润滑点;油箱液位过低则会 导致润滑油供应不足。这些情况都会导致设备得不到足够的 润滑和冷却,进而引发设备磨损和烧瓦事故。
03
优化设备运行参数和方式,减少设备磨损和疲劳。
建立完善的事故应急预案
制定针对断油烧瓦事故的应急 预案,明确应急组织、流程和 责任。
定期组织应急演练和培训,提 高员工应对突发事故的能力。
配备齐全的应急设备和器材, 确保应急处置及时有效。
电厂燃机断油跳闸事件分析报告

电厂燃机断油跳闸事件分析报告自查报告。
标题,电厂燃机断油跳闸事件分析报告。
事件概述:
在某某电厂,燃机在运行过程中突然出现断油跳闸的情况,导致设备停机,并对生产造成了一定影响。
为了排除类似事件再次发生的可能,特进行自查和分析。
自查内容和分析:
1. 设备运行记录分析,对燃机运行记录进行了仔细的分析,发现在断油跳闸前,燃机运行状态正常,未出现异常振动或噪音。
2. 油路系统检查,对燃机的油路系统进行了全面检查,发现油路系统存在一定的漏油现象,可能导致油压不稳定,进而引发断油跳闸事件。
3. 控制系统分析,对燃机的控制系统进行了检查,发现在断油
跳闸时,控制系统出现了一定的故障,导致燃机无法正常运行。
4. 人为操作分析,对操作人员的操作记录进行了分析,发现在
断油跳闸前,操作人员未发现任何异常情况,操作程序也符合标准
要求。
改进措施:
1. 油路系统维护,对燃机的油路系统进行了全面的维护和检修,确保油路系统的稳定性和可靠性。
2. 控制系统升级,对燃机的控制系统进行了升级和改进,增加
了故障检测和自动保护功能,提高了燃机的安全性和稳定性。
3. 操作规程优化,对操作规程进行了优化和完善,增加了对燃
机异常情况的判断和处理流程,提高了操作人员对异常情况的应对
能力。
结论:
通过自查和分析,发现断油跳闸事件的原因主要是油路系统存
在漏油情况和控制系统出现故障。
通过采取相应的改进措施,可以有效避免类似事件再次发生,提高燃机的稳定性和可靠性,确保电厂的正常运行。
同时,也提醒我们在日常运行中要加强设备的维护和检修,及时发现和处理潜在的安全隐患。
电厂燃机断油跳闸事件分析报告
电厂燃机断油跳闸事件分析报告自查报告。
事件概述:
在某电厂燃机运行过程中,发生了断油跳闸事件。
该事件导致了燃机停机,造成了一定的生产损失和安全隐患。
为了深入分析事件原因并采取有效措施,特进行自查报告。
事件分析:
经过对事件的初步分析,发现断油跳闸事件可能与以下几个方面有关:
1. 设备故障,燃机的油路系统存在故障,导致油路断开,无法正常供油。
2. 操作失误,操作人员在燃机运行过程中操作不当,导致油路系统出现异常。
3. 设备老化,燃机的部分设备可能存在老化现象,导致其性能
下降,容易出现故障。
自查结果:
经过对设备进行全面检查和操作记录的回顾,发现燃机的油路
系统存在一定的老化现象,部分管道已经出现了腐蚀和磨损。
同时,操作人员在操作过程中也存在一定的疏忽,未能及时发现并处理这
些问题。
因此,断油跳闸事件可能是设备老化和操作失误共同作用
的结果。
改进措施:
针对上述问题,电厂将采取以下改进措施:
1. 设备维护,对燃机的油路系统进行全面检修,更换老化和损
坏的部件,确保其正常运行。
2. 操作培训,对操作人员进行再次培训,加强其对设备异常的
识别和处理能力,提高操作的规范性和准确性。
3. 定期检查,建立定期检查制度,对燃机设备进行定期检查和
维护,及时发现并处理潜在问题,防患于未然。
结论:
通过自查报告,电厂对断油跳闸事件的原因进行了深入分析,并提出了有效的改进措施。
相信在电厂全体员工的共同努力下,类似事件不会再次发生,确保了电厂的安全稳定运行。
湛江电厂“6.4”全厂停电及#2机烧轴瓦事故通报调查报告.docx
6月4日8时,湛江电厂两台300MW机纽并网运行,#1机负荷150MW,#2机组负荷250MW。
#1机组因轴承振动不正常,6KV厂用电工作段仍由启动/备用变压器供电。
9时17分#2机突然跳闸,发出抗燃油(EH)油压低、EH油泵C泵跳闸、发电机失磁、汽轮机和发电机跳闸等讯号。
汽轮机值班员立即抢合主机、小汽机直流事故油泵和发电机密封直流油泵,均启动正常。
电气值班员发观#2发一变组2202开关跳闸,#2厂高交622a开关跳闸, 622b 开关红绿灯不亮,6KVⅡa、6kvⅡb两段自投不成功。
9时l8分抢合062a开关成功,汽机司机投入交流润滑油泵,停下直流润滑油泵。
电气值班员到现场检查,负荷开关已分闸,但没有检查发现622b开关在合闸位置。
然后抢合上062b开关时,向#2发电机送电,引起启动/备用变压器差动保护误动作使2208、620a、620b三侧开关跳,#1机组失去厂用电跳闸,全厂停电。
#2机交流润滑油泵失压,直流润滑油泵没有及时投入而使部分轴瓦断油。
值班员先后切开061a、061b、062a、062b、060a、060b开关,于9时21分合2208开关成功。
9时24分合620a开关成功,恢复Ⅱa段厂用电,但合620b开关不成功。
经检查处理,9时50分合620b开关,10时17分就地操作合062b开关成功,至此厂用电全部恢复正常。
1l时45分#2机挂闸,转速迅速升至120转/分,即远方打闸无效,就地打闸停机。
11时48分汽机再次挂闸,转速自动升至800转/分,轴向位移1.9mm,远方打闸不成功,就地打闸停机。
12时10分第三次挂闸,轴向位移从0.7mm升至1.7mm,轴向位移保护动作停机。
事故后检查发现#2机组轴承损坏,其中#1、2、5、6下瓦和推力瓦损坏严重,需要更换。
【事故原因】[序]5月14日,辛店电厂#4炉掉焦造成MFT动作跳机,因运行监视调整不及时、运行方式不合理,在停机过程中高、中压缸经汽封进水。
汽轮机断油烧瓦主要原因及防范措施

汽轮机断油、烧瓦主要原因及防范措施据统计,大多数电厂都存在着汽轮发电机组轴瓦断油烧瓦的事故发生,近些年来,虽然在消灭汽轮发电机断油烧瓦措施上做了不少工作,事故也有所减少,但总的看来,有些电厂采取的防范措施不彻底,事故原因仍然存在,仍有其发生的必然性。
现针对电厂汽轮发电机的断油烧瓦现象作出原因分析,并给出相应的防范措施。
一、汽轮机轴承断油烧瓦的原因分析1.油泵方面的原因,常见的原因有以下几点: 1) 主油泵工作失常。
造成主油泵工作失常的原因有:主油泵的联轴器、油轮或轴瓦等部件损坏;对离心式主油泵,还可能是注油器故障,使主油泵入口油压降低,影响其出力。
2) 交、直流润滑油泵都未联启。
如彭城电厂1998年#1机组,因为联锁开关接触不良的原因,造成跳机后,直到润滑油压力近于0,交、直流润滑油泵都未联启,以致发生断油烧瓦。
3) 油泵电机烧毁。
如浙江台州电厂1988年8月,1号汽轮发电机组直流润滑油泵自启动后电机烧毁,而直流润滑油泵电机烧毁时直流母线电压偏低,交流润滑油泵手1动抢合不成,也是造成跳机事故扩大成断油烧瓦的原因。
2.油系统的管道破裂大量漏油,也是引起轴承断油烧瓦的原因。
3.注油器入口逆止挡板故障。
虽然两台油泵在运转,直流油泵未起压,而注油器入口逆止挡板又未起封闭作用,造成了润滑油系统少油现象,造成断油烧瓦。
4.DEH系统故障。
DEH系统故障,特别是重要的DPU站脱离高速公路后,DEH无法正常控制汽机负荷,随时可能误发指令。
据DEH厂家认为当DEH DPU故障时随时可能误发信号,如发生突然跳机,就会很容易发生断油烧瓦的事故。
5.运行和管理人员方面的原因。
运行人员素质低,对系统不熟,判断事故和处理事故能力不强,当值运行人员操作中存在严重的违章操作情况;在操作指挥中有违反制度、职责不清、程序不明;公司对安全生产工作抓得还不够得力等,都会酿成误操作事故。
6.其它方面的原因。
轴瓦制造工艺不精、润滑油质较脏等因素都会造成轴瓦烧毁,如裕东电厂2021年9月#1机组#5轴瓦在制造期间少了一道脱氢工艺,使得乌2金与瓦块接合面处存有氢气,运行中氢气聚集导致轴瓦鼓包,破坏了顶轴油膜压力,引起轴瓦温度升高,积累到一定程度使得油膜压力下降几乎到零,而运行中润滑油质较脏,又加速了轴瓦烧毁的速度。
事故案例汽轮机断油烧瓦分析

事故案例汽轮机断油烧瓦分析汽轮机断油烧瓦是一种常见的事故案例,在汽轮机运行过程中,由于各种原因,导致汽轮机油路系统出现故障,从而导致油量不足或者油压过低,进而引发烧瓦现象。
本文将通过对一起汽轮机断油烧瓦事故案例进行分析,以便更好地理解该事故的成因与防范措施。
在电厂,一台汽轮机在正常运行时突然出现了断油烧瓦的事故。
根据初步调查结果,事故的原因主要有以下几个方面。
首先,油路系统设计不合理。
该汽轮机的油路系统采用了较为复杂的结构,包括主油泵、辅助油泵、稻草叶油泵等多种泵站。
由于油路系统中存在许多连接管道和调压阀,这些部件容易出现老化、堵塞或者漏油等故障,导致油路系统不稳定,无法确保稳定的供油量和压力。
同时,由于油路系统的复杂性,维修人员往往难以快速地诊断并解决问题,从而给事故的发生埋下了隐患。
其次,维修保养不到位。
根据事故调查结果,该汽轮机的维修保养工作存在一定的问题。
维修人员经常对油泵进行例行检查和维护工作,但是对于油泵的更换周期、油泵的清洁和调整等工作却常常忽视。
这导致许多油泵在运行过程中产生了泄漏、磨损等问题,从而影响了油路的正常工作。
此外,维修人员对于油路系统的检查也存在一定的盲区,往往只关注油泵等设备的维护,而忽略了油路中其他关键部位的检查,导致隐患无法被及时发现和解决。
另外,人为操作失误也是该事故的一个因素。
根据事故调查结果,事故发生时,人员对于油压异常的判断和处理能力存在一定的问题。
在油路系统出现异常的情况下,他们并没有及时采取措施,例如关闭汽轮机等,而是选择将其视为正常现象,继续运行汽轮机。
这种操作失误导致了更严重的后果,油路系统的问题得不到及时修复,最终导致了断油烧瓦事故的发生。
针对以上问题,我们可以采取以下几种防范措施。
首先,在油路系统的设计环节,应尽可能减少连接管道和调压阀等部件的数量,简化系统结构,以降低故障发生的概率。
其次,在维修保养方面,应加强对油泵的维护工作,包括定期更换油泵、清洁和调整等。
发电厂断油烧瓦事故

contents
目录
• 事故概述 • 事故原因分析 • 预防措施与建议 • 事故处理与后果
01 事故概述
事故发生时间与地点
事故发生时间:XXXX年XX月XX日 事故发生地点:某火力发电厂
事故类型与规模
事故类型
断油烧瓦事故
事故规模
该事故导致发电厂的部分机组停运,对周边地区的电力供应造成影响。
后果评估与责任认定
后果评估
对事故造成的损失进行详细评估,包括设备损坏 程度、对发电厂运行的影响以及是否涉及环境污 染等。
整改措施
针对事故原因,制定相应的整改措施,加强设备 维护和操作管理,以预防类似事故再次发生。
责任认定
根据事故调查结果,确定事故责任方,并对相关 责任人进行追责。对于设备故障、操作失误等原 因导致的断油烧瓦事故,应追究相应的管理责任 和技术责任。
04 事故处理与后果
紧急处理措施
立即停机
一旦发现断油烧瓦事故,应立即停止发电机 组运行,以防止事故扩大。
冷却保护
启动紧急冷却系统,对烧瓦部位进行喷水冷 却,防止进一步损伤。
切断油源
为防止燃油继续进入燃烧区域,应迅速关闭 燃供应系统,并确保油路彻底隔离。
现场警戒
设立警戒区域,禁止无关人员进入,确保救 援人员安全。
油路堵塞或润滑效果不佳。
控制系统失灵
03
发电厂的控制系统出现故障,如传感器、电磁阀等部件失效,
导致油路控制不准确或无法正常工作。
瓦烧毁
瓦的制造材料问题
瓦的制造材料不符合要求,如耐 高温性能差、强度不足等,导致 瓦在高温下烧毁。
瓦的安装问题
瓦的安装不规范或安装质量不佳, 如瓦与轴的间隙过小、瓦的固定 不牢固等,导致瓦在工作过程中 发生偏移或松动。
一起汽轮机断油烧瓦事故案例分析
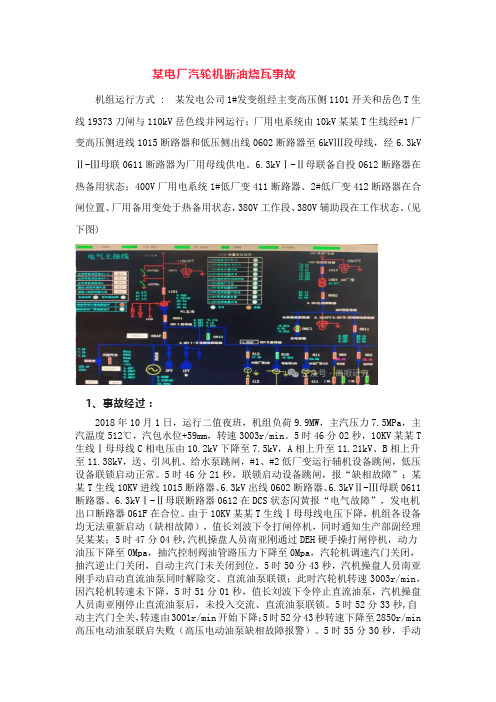
某电厂汽轮机断油烧瓦事故机组运行方式 : 某发电公司1#发变组经主变高压侧1101开关和岳色T生线19373刀闸与110kV岳色线并网运行;厂用电系统由10kV某某T生线经#1厂变高压侧进线1015断路器和低压侧出线0602断路器至6kVⅢ段母线,经6.3kV Ⅱ-Ⅲ母联0611断路器为厂用母线供电。
6.3kVⅠ-Ⅱ母联备自投0612断路器在热备用状态;400V厂用电系统1#低厂变411断路器、2#低厂变412断路器在合闸位置、厂用备用变处于热备用状态,380V工作段、380V辅助段在工作状态。
(见下图)1、事故经过:2018年10月1日,运行二值夜班,机组负荷9.9MW,主汽压力7.5MPa,主汽温度512℃,汽包水位+59mm,转速3003r/min。
5时46分02秒,10KV某某T 生线Ⅰ母母线C相电压由10.2kV下降至7.5kV,A相上升至11.21kV、B相上升至11.38kV,送、引风机、给水泵跳闸,#1、#2低厂变运行辅机设备跳闸,低压设备联锁启动正常。
5时46分21秒,联锁启动设备跳闸,报“缺相故障”;某某T生线10KV进线1015断路器、6.3kV出线0602断路器、6.3kVⅡ-Ⅲ母联0611断路器、6.3kVⅠ-Ⅱ母联断路器0612在DCS状态闪黄报“电气故障”,发电机出口断路器061F在合位。
由于10KV某某T生线Ⅰ母母线电压下降,机组各设备均无法重新启动(缺相故障),值长刘波下令打闸停机,同时通知生产部副经理吴某某;5时47分04秒,汽机操盘人员南亚刚通过DEH硬手操打闸停机,动力油压下降至0Mpa,抽汽控制阀油管路压力下降至0Mpa,汽轮机调速汽门关闭,抽汽逆止门关闭,自动主汽门未关闭到位。
5时50分43秒,汽机操盘人员南亚刚手动启动直流油泵同时解除交、直流油泵联锁;此时汽轮机转速3003r/min,因汽轮机转速未下降,5时51分01秒,值长刘波下令停止直流油泵,汽机操盘人员南亚刚停止直流油泵后,未投入交流、直流油泵联锁。
火电厂汽轮机事故案例分析(最终)
火电厂汽轮机事故案例分析
17
凝结水系统
2、凝结水压力过低现象
深圳前湾电厂1号机组凝结水压力开始一直只能调 至3.0MPa,而凝泵的设计扬程为350m。后经仔细检查, 发现凝结水再循环旁路手动门不严有内漏,将其加紧半 圈后,凝结水压力升为3.5MPa,且再循环旁路阀造成的 噪声也消失了。
4683155热工保护不合理导致振动大跳机热工保护不合理导致振动大跳机在一次中速暖机结束升速3000rmin的过程中出现了4x方向轴承振动大跳机的情况实际振动值177um未达跳机值经检查发现tsi卡件设置了自保持功能也就是保持了上次轴承振动超过跳机的那个定值而在启动之前进行了主机轴承振动大跳机的试验卡件也就保持了一个跳机值当过临界出现另一个方向的振动超过报警值时就触发了主机保护从而造成了汽机误跳
2010-08-31
火电厂汽轮机事故案例分析
14
凝汽器真空系统
2、凝汽器真空查漏事例二
大唐国际广东潮州发电有限公司2号机系由哈尔滨 汽轮机有限责任公司制造的CLN600-242/566/566型超临 界一次中间再热三缸四排汽双背压凝汽式汽轮机组,已 于2007年5月25日通过168小时试运后正式投产。 2009年2月18至21日,中试所一行两人去潮州发电 厂进行2号机的真空查漏工作,当时检测的测点47个, 未发现可凝泄漏点。 在检测本体疏水扩容器时,发现高压主蒸汽管道疏 水与扩容器连接部分有水滴出,后拆除保温检查为疏水 管道的弯头处有一砂眼,将砂眼堵塞后真空由之前的三 台真空泵运行-95KPa升至二台真空泵的-97KPa。
火电厂汽轮机事故案例分析
7
2010-08-31
循环水系统
3、胶球系统收不到球现象
(1)德胜电厂2号机2008年11月6日-8日,进行胶球 清洗装置收球试验。初次投球时,由于胶球为1号机试 运时浸泡的球,胶球外径已达25.9,而不锈钢管规格 φ 25×0.5mm和φ 25×0.3mm两种。领新球浸泡24小时, 直径为φ 24,A侧胶球清洗装置投入胶球200只,运行30 分钟后收球30分钟,收回200只,收球率为100%;B侧胶 球清洗装置投入胶球200只,运行30分钟后收球30分钟, 收回200只,收球率为100%。A、B侧胶球清洗装置收球 率均大于95%,合格。 (2)一台循泵运行只能收一半,两台循泵运行可继 续收到另外的一半。 (3)胶球装置收球应:先关装球室出口门,再关装 球室入口门,然后再停止胶球泵运行,否则收不到球或 收不全球。
超临界汽轮机轴瓦瞬间断油事故分析及处理
超临界汽轮机轴瓦瞬间断油事故分析及处理于强(国电科学技术研究院有限公司南京210023 )摘 要:汽轮机润滑油系统是保证汽轮机安全运行的重要 系统,润滑油系统瞬间断油都有可能对汽轮机造成毁灭性的伤害,容易引发烧瓦、断轴、着火等事故。
本文介绍了某电厂两台新建超临界机组同时因润滑油瞬时断油而停机事故,通过深 入分析事发原因,采取了一系列措施防止事故的再次发生,为机组安全运行提供可靠保障,并顺利完成了满负荷试运行。
关键词:超临界机组;润滑油系统;断油0.引言汽轮机润滑油系统是保证汽轮机安全运行的重 要系统⑴,润滑油系统瞬间断油都有可能对汽轮机造成毁灭性的伤害,容易引发汽轮机断轴烧瓦、大轴弯 曲、转子动静磨擦、火灾甚至整机损坏等事故⑵。
本 次事故的大致情况为:某新建电厂两台350MW 超临 界机组,两台机组带负荷运行,在启动公用#3辅机 冷却水泵过程中,因故障跳闸后,两台机组几乎同时全部跳闸,首出信号均为“润滑油压力低低”。
由于两台机组跳闸后“润滑油压力低低”信号立即消失, 且就地监视润滑油压力正常,在汽轮机惰走以及盘车过程中各参数均正常,未发生更严重的后果。
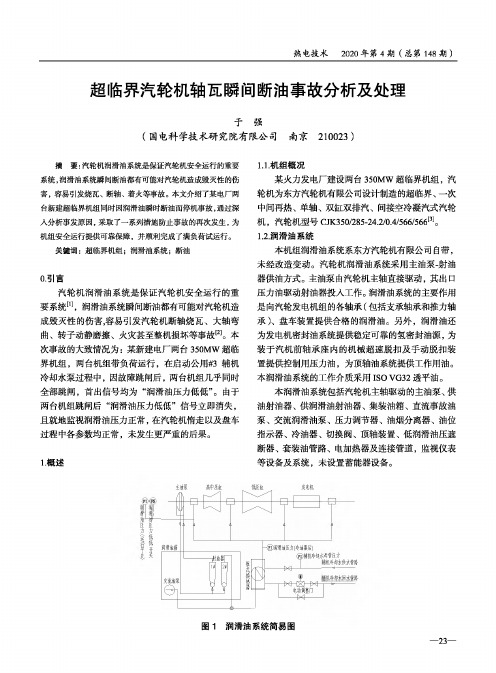
1•概述1.1.机组概况某火力发电厂建设两台350MW 超临界机组,汽 轮机为东方汽轮机有限公司设计制造的超临界、一次中间再热、单轴、双缸双排汽、间接空冷凝汽式汽轮 机,汽轮机型号 CJK350/285・24.2/0.4/566/566⑶。
12润滑油系统本机组润滑油系统系东方汽轮机有限公司自带, 未经改造变动。
汽轮机润滑油系统采用主油泵■射油器供油方式。
主油泵由汽轮机主轴直接驱动,其出口 压力油驱动射油器投入工作。
润滑油系统的主要作用 是向汽轮发电机组的各轴承(包括支承轴承和推力轴承)、盘车装置提供合格的润滑油。
另外,润滑油还 为发电机密封油系统提供稳定可靠的氢密封油源,为 装于汽机前轴承座内的机械超速脱扣及手动脱扣装置提供控制用压力油,为顶轴油系统提供工作用油。
电厂 #2机组断油烧瓦事故
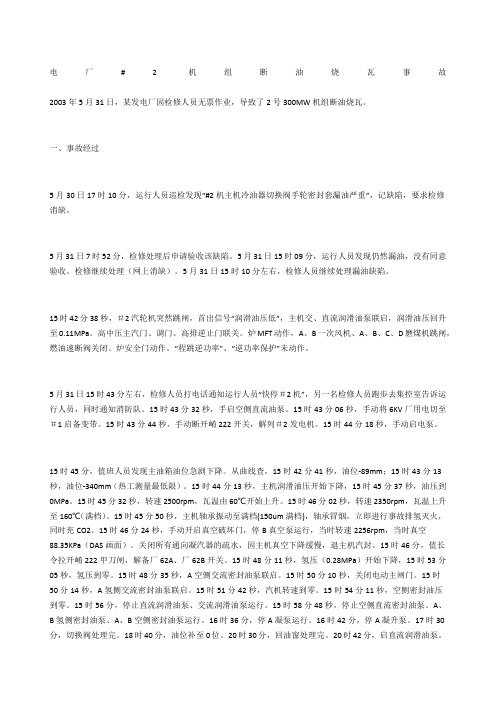
电厂#2机组断油烧瓦事故2003年5月31日,某发电厂因检修人员无票作业,导致了2号300MW机组断油烧瓦。
一、事故经过5月30日17时10分,运行人员巡检发现“#2机主机冷油器切换阀手轮密封套漏油严重”,记缺陷,要求检修消缺。
5月31日7时52分,检修处理后申请验收该缺陷。
5月31日15时09分,运行人员发现仍然漏油,没有同意验收。
检修继续处理(网上消缺)。
5月31日15时10分左右,检修人员继续处理漏油缺陷。
15时42分38秒,#2汽轮机突然跳闸,首出信号“润滑油压低”,主机交、直流润滑油泵联启,润滑油压回升至0.11MPa。
高中压主汽门、调门、高排逆止门联关。
炉MFT动作,A、B一次风机、A、B、C、D磨煤机跳闸,燃油速断阀关闭。
炉安全门动作。
“程跳逆功率”、“逆功率保护”未动作。
5月31日15时43分左右,检修人员打电话通知运行人员“快停#2机”,另一名检修人员跑步去集控室告诉运行人员,同时通知消防队。
15时43分32秒,手启空侧直流油泵。
15时43分06秒,手动将6KV厂用电切至#1启备变带。
15时43分44秒,手动断开崤222开关,解列#2发电机。
15时44分18秒,手动启电泵。
15时45分,值班人员发现主油箱油位急剧下降。
从曲线查,15时42分41秒,油位-89mm;15时43分13秒,油位-340mm(热工测量最低限)。
15时44分13秒,主机润滑油压开始下降,15时45分37秒,油压到0MPa。
15时45分32秒,转速2500rpm,瓦温由60℃开始上升。
15时46分02秒,转速2350rpm,瓦温上升至160℃(满档)。
15时45分50秒,主机轴承振动至满档(150um满档),轴承冒烟,立即进行事故排氢灭火,同时充CO2。
15时46分24秒,手动开启真空破坏门,停B真空泵运行,当时转速2256rpm,当时真空88.35KPa(DAS画面)。
关闭所有通向凝汽器的疏水,因主机真空下降缓慢,退主机汽封。
电厂燃机断油跳闸事件分析报告

电厂燃机断油跳闸事件分析报告英文回答:As the plant operator, I was on shift when the gas turbine tripped due to a fuel oil cutoff event. Theincident occurred at approximately 03:45 hours on March 15, 2023, during a routine load increase following a scheduled maintenance outage.The gas turbine was operating at approximately 75% load when the fuel oil flow suddenly dropped to zero. This caused the turbine to experience a rapid loss of power, resulting in a trip. The plant's protection systems functioned as designed, and the turbine was safely shut down without any damage to equipment or injury to personnel.An immediate investigation was initiated to determinethe root cause of the fuel oil cutoff event. The investigation team consisted of personnel from operations, maintenance, and engineering.The investigation revealed that the fuel oil cutoff event was caused by a faulty solenoid valve in the fuel oil supply system. The solenoid valve had failed in the closed position, which prevented fuel oil from flowing to the turbine.The faulty solenoid valve was replaced, and the fueloil supply system was thoroughly inspected. No other faults were found.To prevent similar incidents in the future, the following corrective actions were implemented:The maintenance schedule for the fuel oil supply system was updated to include more frequent inspections and testing of solenoid valves.A spare solenoid valve was installed in the fuel oil supply system to provide redundancy in case of a valve failure.Operators were trained on the importance of monitoring fuel oil flow rates and taking immediate action in theevent of a fuel oil cutoff.中文回答:作为电厂的操作员,在燃气轮机因燃油断油跳闸事件发生时,我正在值班。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某电厂2号机组汽轮机断油烧瓦事故原因分析
1、事故经过
某电厂2号机组汽轮机为汽轮机厂生产的300MW汽轮发电机组,锅炉为循环流化床锅炉。
该机组为今年新投产的机组。
2010年7月26日,该机组运行过程中因冷油器漏油,导致机组断油而烧瓦。
事故前:负荷177MW,主汽压力12.19MPa,主汽温度532℃,主机润滑油压0.16 MPa,主油箱油位-39mm,发电机氢压0.3 MPa,左右床压6/5KPa,床温756℃。
2010年7月26日9点37分06秒,主油箱油位-39mm,发“汽轮机润滑油压低”信号,主机交直流润滑油泵联启,润滑油压0.093MPa。
9点37分15秒,主油箱油位下降至-86mm,发“汽轮机润滑油箱液位低”信号。
9点37分45秒,主油箱油位下降至-310mm变坏点1500mm,润滑油压0.078MPa,发“汽轮机润滑油箱液位低低”信号。
9点37分58秒,润滑油压0.06MPa,汽轮机润滑油压低保护动作汽轮机跳闸。
就地检查发现主机润滑油冷油器六通阀大量跑油。
9点39分05秒汽轮机转速降至2790rpm,汽轮机各瓦振动:除了1X/1Y有显示为92/86mm,其它各瓦振动测点全部坏点;各瓦温度温度升高,其中#3瓦146℃,#4瓦147℃。
9点39分42秒汽轮机转速降至2470rpm,1X/1Y瓦也成坏点,1-6瓦轴瓦金属温度达129-161℃。
9点41分34秒汽轮机转速降至0 rpm。
手动盘车,盘不动。
汽轮机采取闷缸措施。
2、解体检查情况
解体3、4瓦;将发电机部残余氢气置换完毕后,解体 5 、6瓦,拆发电机端盖、拆密封瓦,拆除中低压联通管,法兰加堵,监视缸温差变化。
分解低发对轮螺栓,进行抽发电机转子,解体低压缸工作。
解体设备的主要情况如下:
4瓦上瓦
4瓦轴颈
三瓦上瓦
三瓦轴颈
发电机底座螺栓错位
发电机定子左后垫片出来
5瓦上瓦
5瓦轴颈风扇叶磨损
3、解体发现的新问题
由于厂家设计问题,发电机6瓦定位销长度尺寸不够,未能卡住轴瓦,无法起到定位作用,造成轴瓦转动。
如下图所示。
4、事故原因分析
经过汽轮机厂、冷油器切换阀制造厂、电科院、集团公司、分公司及电厂人员查阅设计图纸和现场确认,一致认为就造成本次断油停机事故的润滑油外漏原因如下:
1)切换阀上法兰盖紧固螺栓咬合深度不符合设计标准
切换阀上法兰阀体螺栓孔螺纹小径尺寸实测:上部φ11.5 mm,深度6mm以下为φ11.2 mm。
按照国标(GB5782)的设计标准应为φ10.106 mm。
而在装螺栓外径实测为φ11.7 mm,咬合深度单侧只有0.1mm至0.25 mm(标准应是0.92mm),未达设计要求,造成连接强度严重不足。
见下图。
8个M8X1.75螺丝底扣全部已捋扣
2)螺纹有效旋合长度不够
设计图纸要求上端盖紧固螺栓规格为M12×40,而现场实际使用螺栓规格为M12×24.5,同时图纸要求上盖厚度为15mm,而实测厚度为16.2mm,螺纹工艺倒角1mm,螺栓倒角及未承力螺纹部分2mm,以上原因造成螺栓实际有效旋合长度约5.3mm,与设计图纸严重不符。
如下图所示。
螺丝明显偏短,造成旋
入有效深度只有2-3扣
3)在装螺栓未按图纸要求安装弹簧垫圈
5、6QHF 冷油器切换阀存在的隐患
此次发生漏油事故的冷油器型号为6QHF 。
该型号的冷油器今年5月份在该集团的某个电厂也发生过紧固螺钉松动、脱落,造成阀蝶旋脱堵死运行油口,从而发生汽轮机断油烧瓦的事故。
经分析,该型号的冷油器存在设计、制造及安装上的缺陷。
见下图。
冷油器切换阀的结构如下:
阀瓣上的4个聚氨酯密封胶圈易脱落
阀蝶没有固定 4条螺丝无防松措施
上下法兰盖紧固螺栓存在隐患
端部紧固阀蝶螺钉无防松措施,易脱落,造成阀蝶松脱
6QHF型冷油器切换阀
1.上阀盖
2.手柄
3.阀杆
4.凸轮
5.密封组件
6.阀盖
7.阀体
该切换阀在设计、制造上存在严重质量问题,隐患如下:
1)阀瓣上的密封胶圈易脱落
2)切换阀阀瓣未固定
设计上为保证切换时另一侧的阀蝶密封到位,通过旋转阀蝶定位间距后外侧用定位螺钉锁死,而侧却没有固定,所以阀蝶在里面是可以旋转的,运行中阀瓣受油流影响会转动,会影响密封效果,震动也易引起阀紧固件松动。
3)紧固螺钉易松动、脱落,造成阀蝶旋脱堵死运行油口。
这也是该集团另一个电厂2号机今年5月份发生断油烧瓦事故的主要原因。
4)外部法兰盖紧固螺栓不符合要求,厂家没按要求配置弹簧垫圈等隐患。
6、预防措施
1)对于采用6QHF 冷油器的机组,最好能停机检查、处理。
不能近期停机检查处理的机组,必须立即采取办法对切换阀上下法兰盘同时进行加固,防止机组运行中上下法兰松脱漏油。
对于采用其它型号冷油器的机组,也要对照上述的问题进行检查,同时核查设计、制造及安装是否存在其它缺陷。
2)如果近期机组有停机机会,要对阀碟和部紧固螺栓进行焊接加固处理,拆掉胶圈;同时对上下端盖螺栓及螺孔、止动垫圈等措施进行检查,如不符合规要求必须更换处理。
3)在更换处理之前先暂停冷油器切换阀切换操作(已经切换在中间位置的,要把手柄固定,防止位置转动)。
运行中加强润滑油温、油压变化和部是否有震动等异常的监视检查。
如运行中发生渗漏、异常变化等缺陷,必须立即停机处理。
4)使用哈汽机组的电厂如存在上述缺陷,应尽快与厂家联系。
其它型号冷油器和其它厂家的机组也应进行排查,有问题尽快与厂家联系。
5)核查小汽机等辅机冷油器切换阀的型式,有类似问题一并采取有效措施。
密封胶圈
密封胶圈易脱落(普查时发现有3台冷油器的密封胶圈已经脱落)
6)点检和运行人员要加强对油系统的检查,用听针、振动、测温仪等定期对六通阀等重要设备进行就地巡检和测试工作,并做好记录。
7)结合本单位油系统设备的结构和投产后发生的各类异常,组织专业人员进行分析和讨论,制定防措施。
8)根据厂家提供的图纸资料,研究油系统设备的结构特性,制定详细的检查项目,完善作业指导书和运行规程。
9)加强对油系统设备及管路连接法兰的螺栓、垫圈情况的检查。
禁止运行中有渗漏油的情况,若有异常时要抓紧申请停机进行消除,要避免在线处理渗漏油缺陷的情况,避免扩大事故。
10)排查法兰密封垫是否符合要求。
落实二十五项反措关于“油系统禁止使用橡胶垫(含耐油橡胶垫)的规定”,对不符合规定的法兰密封垫、密封圈,近期抓紧更换。
11)排查油系统阀门的安装位置、型式是否正确。
12)全面检查汽轮机油系统(包括主机润滑油系统、EH油系统、小机油系统)管路是否有异常震动、碰磨部位,支吊架是否有松脱现象。
13)检查油系统各设备运行参数是否有异常。
14)机组大、小修时,对主油箱、外部所有设备、油管道进行外观和焊口、弯头的探伤检查,包括:各油泵、射油器出口逆止门进行重点解体检查;射油器焊口、喉部着色检查;主油箱溢油阀及流量孔板前逆止门灵活性检查;检查射油器出口逆止阀销子、调节螺栓的定位螺母是否完好等等,防止卡涩、泄漏造成润滑油系统出现异常。